稀有金属 2008,(04),442-446 DOI:10.13373/j.cnki.cjrm.2008.04.019
焊合室高度对分流组合模挤压成形过程的影响
谢水生 黄国杰 和优锋
北京有色金属研究总院有色金属材料制备加工国家重点实验室
摘 要:
基于刚粘塑性有限元理论, 采用DEFORM-3D有限元商业软件, 对3种不同焊合室高度下的薄壁多孔口琴管挤压过程进行数值模拟。重点研究了不同焊合室高度对金属的流动规律、型材的出口流速均方差、挤压力、焊合压力, 以及金属应变场的影响规律, 从而为合理的设计模具提供了有效的理论指导。
关键词:
分流组合模 ;挤压成形 ;数值模拟 ;口琴管 ;焊合室高度 ;
中图分类号: TG376
收稿日期: 2007-09-24
基金: 国家自然科学基金资助项目 (50674017);
Effects of Height of Welding Chamber Heights on Extrusion Forming Process of Porthole Die
Abstract:
In this study, according to the rigid-viscoplasticity finite element method, the porthole die extrusion process of an aluminum harmonica-shaped tube in the welding chambers with different heights was simulated using Deform-3D commercial software.The behavior of metal flow, mean square deviation of the velocity field, extruding force, welding pressure, effective strain and effective stress of the deformation body in the chambers with different heights were studied in detailed.The simulation results provide theoretical reference for mould design and selection of technological parameters.
Keyword:
porthole die;extrusion forming;numerical simulation;harmonica-shaped tube;hight of welding chamber;
Received: 2007-09-24
铝合金空心型材代替实心型材显著地降低了金属的消耗, 满足了轻量化的要求, 提高了结构的使用指标, 大大减少了机加工量, 因此被广泛应用于建筑、 交通、 车辆、 船舶、 机械制造和航空航天等领域。 空心铝型材的主要生产工艺是穿孔针挤压法和组合模挤压法, 其中穿孔针挤压法只能生产管材和截面形状简单的空心型材; 组合模挤压法可生产各种形状复杂、 尺寸精度高且表面粗糙度小的单孔和多孔空心型材。 目前, 90%以上的铝合金空心制品是采用分流组合模进行挤压生产。 分流组合模具的结构十分复杂, 其主要设计要素有分流比, 分流孔的形状、 大小和分布, 分流桥, 模芯, 焊合室, 定径带等, 这些因素对产品的质量和模具寿命均有重大的影响, 必须研究这些参数对挤压过程的影响, 合理地设计模具
[1 ]
。
分流组合模挤压过程是一个极其复杂的材料流动过程, 难以采用实验的方法进行定量的研究。 随着计算机技术的飞速发展, 数值模拟仿真技术已经被广泛应用于塑性加工领域, 国内外的一些学者也采用有限元法对分流组合模的挤压焊合过程进行了数值模拟研究
[2 ,3 ,4 ,5 ,6 ,7 ,8 ]
, 但是其研究对象都是圆管或方管这类简单的单孔空心型材, 而对于薄壁复杂截面空心铝型材挤压焊合过程的数值模拟一直未能获得较好的进展。 针对这一情况, 本文针对某一薄壁、 多孔的口琴管的分流组合模挤压过程进行分析。 通过Deform-3D有限元商业软件, 建立了薄壁复杂截面空心铝型材挤压焊合过程的数值模拟平台。 研究了焊合室结构对分流组合模挤压过程的影响, 从而为模具结构的优化提供有效的理论指导。
1 有限元模型的建立
1.1 几何模型的建立
口琴管因其端面形状类似口琴而得名, 是汽车冷凝系统必需的部件, 在使用过程中口琴管内充有冷却介质, 用作冷凝系统的流体导管
[9 ]
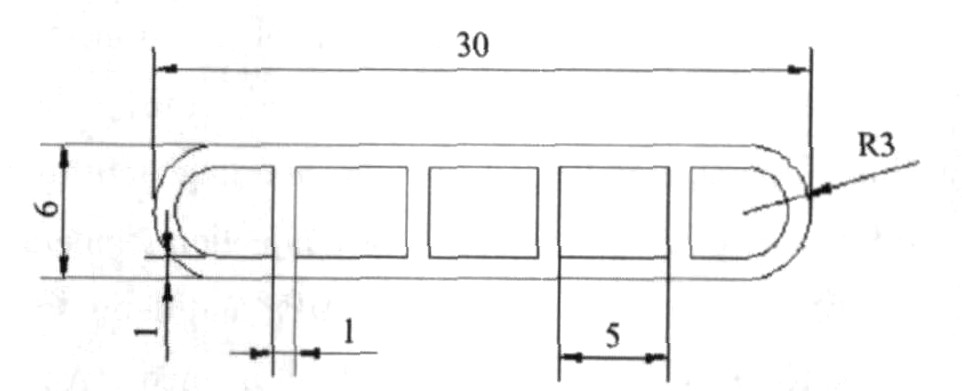
。 为提高其导热率, 口琴管常被设计薄壁、 多孔, 这也增加了其生产难度。 本文所研究的口琴管为5孔, 壁厚为1 mm, 横截面尺寸如图1所示。
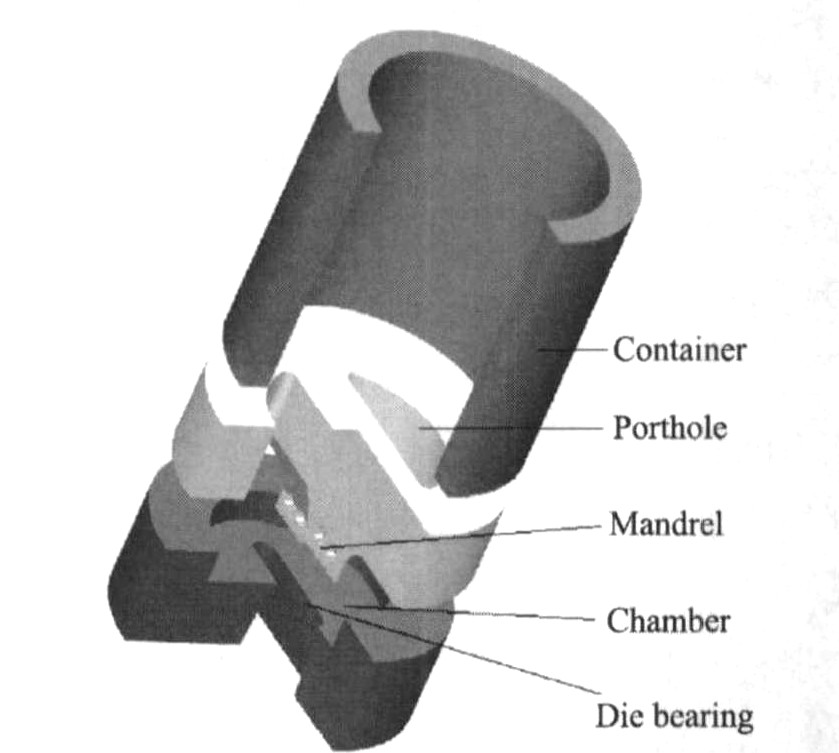
采用Deform-3D软件进行数值模拟之前, 应首先建立挤压过程的数值模拟模型, 模拟模型包括模具和坯料的三维几何造型以及工艺与材料参数。通过三维CAD软件的几何造型可获得分流组合模具和坯料的三维模型, 然后将三维模型装配在一起导出为Deform-3D所识别的STL格式, 输入到Deform-3D中, 即可建立用于数值模拟的几何模型, 如图2所示。 在几何模型中可以省略与模拟无关的结构。 为节省模拟时间和数据存储空间, 利用零件的对称性取其1/4进行计算。
图1 口琴管横截面尺寸 (mm) 图
Fig.1 Cross-section dimension of harmonica-shaped tube
焊合室的形状是分流组合模设计的一个重要参数。 焊合室是获得高强优质焊缝的关键部位, 其作用在于保证模桥下聚集有足够的金属, 使焊合室中建立起较高的静水压力, 以便被模桥所劈开的若干股金属流在高温高压下能重新焊合起来。 当分流孔的形状、 数目及分布确定之后, 焊合室的断面积也基本确定。 因此, 合理设计焊合室的高度有重大意义。 根据挤压筒的直径, 本文选取8, 12和16 mm 3种焊合室深度进行挤压过程的模拟, 研究焊合室尺寸对挤压过程的影响。
1.2 有限元模拟参数的设置
本文基于DEFORM-3D软件平台, 采用刚粘塑性有限元法, 建立了分流组合模挤压过程的数值模拟模型。 刚粘塑性有限元法忽略材料的弹性变形, 满足体积不变条件。 将塑性变形体视为非牛顿流体, 特别适应于大体积金属变形以及热成形过程的模拟。 在刚粘塑性有限元法中, 材料的流动应力是应力、 应变和温度的函数。
ˉ σ = ˉ σ ( ˉ ε ? ? ε ? Τ ) ? ? ? ( 1 )
式中
ˉ σ 为等效应力;
ˉ ε 为等效应变;
? ε 为等效应变速率。
图2 模拟分析用分流组合模三维模型
Fig .2 3D model of porthole die
生产口琴管所用材料为1050铝合金, 图3 (a ) 和 (b ) 分别给出了应变速率为0.2和100 s -1 时1050铝合金的流动应力与应变和温度的关系, 利用线性插值法可以得出材料的流动应力模型。
挤压毛坯和模具接触面上的行为采用塑性剪切模型来描述, 在分流组合模挤压过程中, 为保证焊合质量一般不润滑, 所以摩擦系数取0.7。 数值模拟中的初始参数见表1。
图3 不同温度下1050铝合金的流动应力与应变曲线
Fig .3 Relationship between flow stress and strain for Al 1050 alloy at different temperature
( a ) ? ε = 0 . 2 ;
( b ) ? ε = 1 0 0
表1 数值模拟的初始参数
Table 1 Initial parameters for simulation of extrusion process
Values
Al1050
H-13
60
3
450
420
-1 ) 10
0.7
-1 20
2 模拟结果与分析
2.1 金属的流动
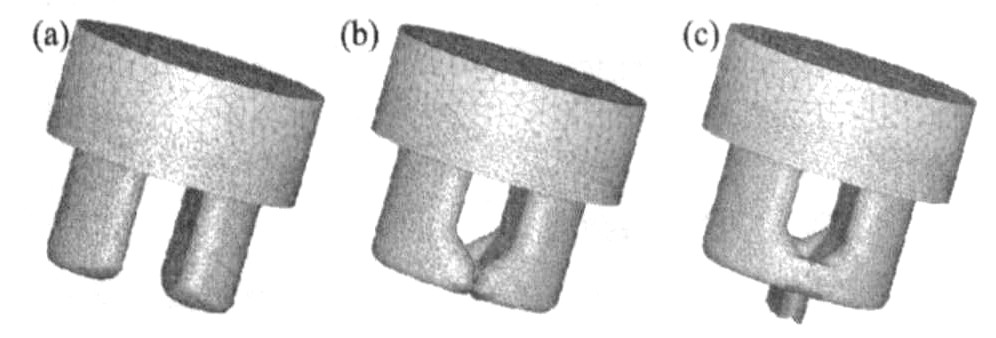
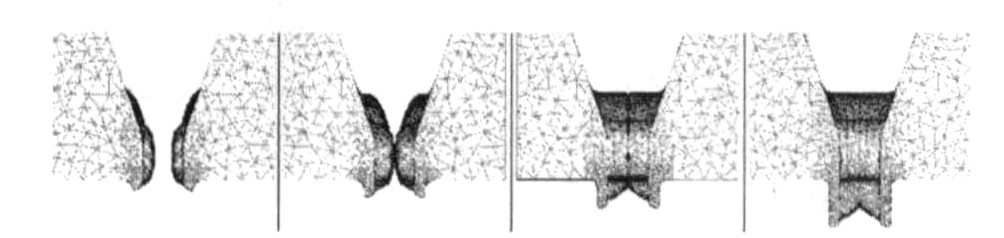
分流组合模挤压成形过程中金属的流动分为分流、 焊合、 成形3个阶段, 如图4所示。 分流阶段, 坯料被劈分成数股流入分流孔; 焊合阶段, 流入焊合室的金属受到流动限制, 在高温高压作用下又重新融和在一起; 成形阶段, 材料充满焊合室后从工作带挤出成形。 图5所示的是金属焊合过程的纵向剖分图。 挤压筒中心部位的金属首先互相接触发生焊合, 然后逐渐向挤压筒的边部扩展, 最后重新焊合在一起流出模孔。 但是从图中可以看出, 开始阶段有一部分金属没有进行焊合, 而直接从下模的模孔流出。 这是由于模芯断面较小, 金属流入所受阻力较大, 随着焊合室里的金属逐渐累积, 建立起足够大的静水压力, 突破了金属焊合所需的变形能, 使金属能够重新被焊合在一起, 然后从模孔流出。
2.2 载荷行程曲线
图6所示为不同焊合室高度下的载荷行程曲线。 从图中可以看出, 在不同的焊合室高度下, 挤压力的变化趋势大致相同。 整个挤压过程中的挤压力的变化与金属的流动情况相对应分为3个阶段。 第一阶段, 首先突破分流桥的阻力, 金属开始流入分流孔内。 一旦金属流入分流孔后只作刚性平移, 挤压力不再发生变化, 因此, 这个阶段挤压力出现一个平台趋于平稳。 第二阶段, 金属流入下模并开始接触焊合室的底部, 随着接触面积的增大, 摩擦阻力一直增加, 使挤压力迅速上升。 第三阶段, 焊合室里的金属开始互相接触发生焊合, 挤压力也急剧上升, 其上升梯度非常大, 直至金属完全焊合后从工作带流出, 进入稳态过程, 挤压力又趋于平稳。
图4 金属流动的3个阶段
Fig.4 Extrusion stage of porthole die (a) Dividing; (b) Welding; (c) Forming
图5 焊合面上的焊合过程
Fig.5 Welding stages in welding plane
图6 不同焊合室高度下载荷行程曲线
Fig.6 Load-stroke curve for different welding chamber height
随着焊合室高度的增加, 焊合室里所累计的金属量越来越大, 达到稳态流动阶段所需的行程也增加, 同时达到稳定阶段的最大挤压力也升高。 这是由于焊合室高度越大, 焊合室的体积就越大, 从而金属与模具的接触面积增加, 使金属在变形过程中的流动阻力增加, 所以焊合室高度为16 mm时, 达到稳定阶段的挤压力最大, 而焊合室高度为8 mm时, 所需挤压力最小。
2.3 焊合压力
分流组合模挤压过程中, 焊合面上的静水应力, 关系到金属的焊合质量, 直接影响型材的质量。 在有限元模拟分析中, 焊合面上的平均静水压力超过金属的屈服应力, 金属才能焊合, 并且平均静水压力越大焊合效果越好, 所挤出的型材质量就越好
[10 ,11 ]
。
图7所示为不同焊合室高度下金属所受的静水压力的分布情况。 从图中可以看出, 随着焊合室高度的增加, 焊合室中金属所受的静水压力逐渐增大。 当焊合室高度分别为8, 12和16 mm时, 对应的焊合面上的最大静水压力分别为193, 238和302 MPa。 这是因为在分流组合模挤压过程中, 金属在焊合室中聚集并焊合, 当分流孔的形状、 数目及分布确定之后, 焊合室的体积随着焊合室高度的增加而增大, 焊合面面积与制品断面之比也越大, 因此焊合腔内所建立起来的静水压力就越大, 金属在焊合腔中停留的时间就越长, 焊合质量就越高。
2.4 模具出口处的流速均方差
型材出口流速不均匀容易导致挤压件发生扭拧、 波浪、 焊合缺陷、 模具磨损不均等问题, 严重影响挤压件的质量。 必须合理设计分流组合模具对挤出速度进行调节, 使模具出口处的金属流速均匀。 为了有效地表示金属挤压时流动的不均匀性, 以挤压模出口处速度场标准偏差SDV (Standard Deviation of the Velocity field) 值来衡量流速的均匀程度, 其计算式的形式如下:
S D V = √ Ν ∑ i = 1 ( V i Ζ - V a v e Ζ ) 2 Ν ? ? ? ( 2 )
式中: N 为所考虑区域 (模具出口处) 的节点数目; V
i Ζ 规定平面上节点轴向速度; Vave Z 为规定平面上平均轴向速度。
由于SDV 值反映了挤压过程的稳定性, 该值越小, 表明挤压过程就越稳定。
表2所示为不同焊合室高度下出模口处的流速均方差。 从表中可以看出, 当焊合室高度为12 mm 时, 模具出口处的流速均方差最小。 表明随着焊合室高度的增加, 金属在挤压模出口处的流速趋于均匀化, 到达一定程度以后继续增加焊合室高度, 反而会使模具出口的流速变得不均匀, 所以说在挤压过程中焊合室高度有一个最佳值使模具出口处的流速最均匀。 本文中焊合室高度为12 mm 时流速均方差为1.2, 是一个最佳值。 即此时模具出口处金属的流速最均匀。
2.5 等效应变场的分布
图8所示为不同焊合室高度下的金属的等效应变场分布。 从图中可以看出, 在分流组合模挤压成形过程中, 从分流、 焊合直到流出成形, 变形体的等效应变是逐渐升高的, 在工作带区域金属的等效应变达到最大值, 这进一步说明了模具的工作带部位是材料流动最复杂、 变形最激烈的部位。 经过焊合室焊合后, 变形体的变形逐渐均匀化。 在到达模具出口处达到完全均匀化, 可见焊合过程有利于金属变形的均匀化。
表2 不同焊合室高度下模具出口处的流速均方差
Table 2 Die orifice standard Deviation of Velocity field for different weld
8
12
16
-1 ) 304.2
306.8
311.6
2.1
1.2
1.7
图7 不同焊合室高度下金属所受的静水压力
Fig.7 Metal hydrostatic stress for different weld chamber height (a) h =8 mm; (b) h =12 mm; (c) h =16 mm
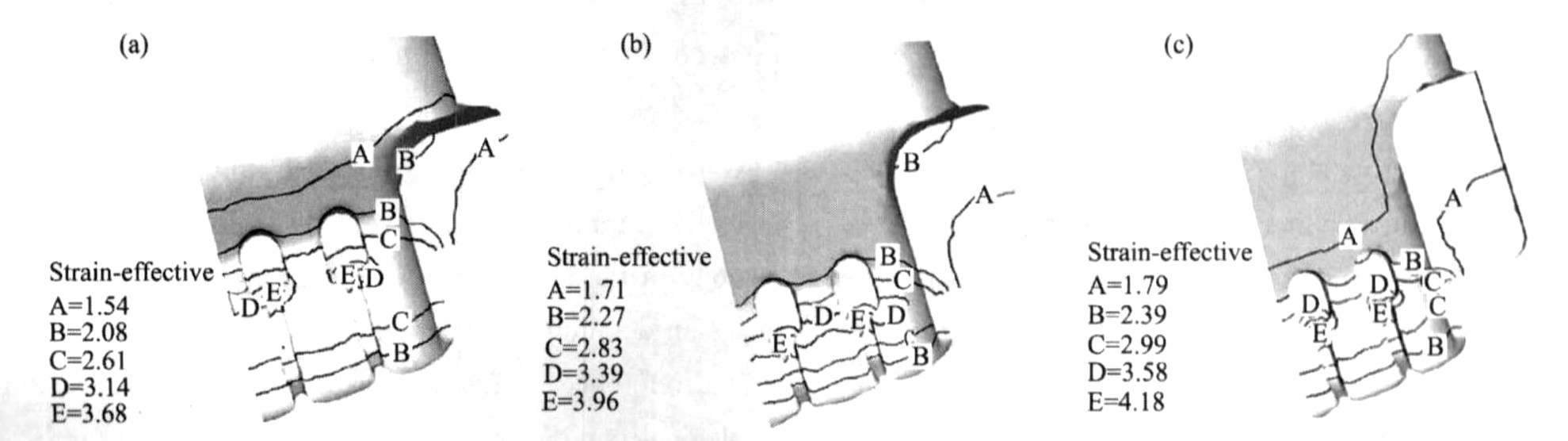
图8 不同焊合室高度下金属所受的等效应变
Fig.8 Metal effective strain for different weld chamber height (a) h =8 mm; (b) h =12 mm; (c) h =16 mm
随着焊合室高度的增加, 变形体在模具出口处的等效应变逐渐增大。 当焊合室高度分别为8, 12和16 mm时, 对应的模具出口处变形体的等效应变分别为3.68, 3.96和4.18。 这对于消除坯料内晨的气孔、 疏松等缺陷, 改善材料性能都是非常有利的。
3 结 论
采用有限元法研究了焊合室高度对分流组合模挤压过程的影响, 分别取焊合室高度为8, 12和16 mm进行挤压过程的数值模拟, 结果如下:
1. 挤压变形达到稳定阶段所需的挤压力随着焊合室高度的增加而增大。
2. 随着焊合室高度的变化, 存在一个使模具出口处金属流动均匀的最佳焊合室高度。 模拟结果显示, 当焊合室高度取12 mm时, 金属出口的流速均方差最小。
3. 焊合室高度的增加, 使模具出口处的等效应变增加, 金属的塑性变形状态达到最佳。
4. 随着焊合室高度的增加, 金属在焊合腔中的焊合质量就越高。
参考文献
[1] 刘静安.铝型材挤压模具设计、制造、使用及维修[M].北京:冶金工业出版社, 1999.
[2] Mooi HG, Koenis PTG, HuetinkJ.An effectivesplit of flowanddie deformation calculations of aluminumextrusion[J].J.Mater.Process.Techno, 1999, (8) :67.
[3] Shuai Cijun, Xiao Gong, Ni Zhengshu.Application of computeraided engineering optimumdesign methodin aluminumprofile extru-sion mould[J].International Journal of Machine Tools&Manufac-ture, 2003, 10 (1) :64.
[4] Jung Min Lee, Yung Min Kim, Chung Gil Kang.Effects of cham-ber shapes of porthole die onelastic deformationand extrusion processincondenser tube extrusion[J].Materials and Design, 2005, 26 (4) :327.
[5] 周飞, 彭颖红, 阮雪榆.铝型材挤压过程有限元数值模拟[J].中国有色金属学报, 1998, 8 (4) :637.
[6] 于沪平, 彭颖红, 阮雪榆.平面分流焊合模成型过程的数值模拟[J].锻压技术, 1999, 24 (5) :9.
[7] 刘汉武, 丁桦, 崔建忠.铝型材挤压分流组合模有限元分析和计算[J].模具工业, 1999, (4) :9.
[8] 孙朝华, 许树勤.平面分流组合模挤压过程模拟[J].热加工工艺, 2004, (4) :23.
[9] 郑祥健.汽车换热器用铝合金口琴管挤压模具[J].轻合金加工技术, 2004, 32 (5) :24.
[10] Jo HH, Lee S K, Jung C S, Kim B M.Anon-steady state FEanalysis of Al tubes hot extrusion by a porthole die[J].Journal ofMaterials Processing Technology, 2006, 173 (4) :223.
[11] Li Qiang, Chris Harris, Jolly Mark R.Finite element modelingsimulation of transverse welding phenomenon in aluminumextrusionprocess[J].Material Design, 2003, (24) :493.