��ұ����WC/�ָ��ϲ�����WC���ܽ���Ϊ
������1, ������2, ��ѩ��1, �� �1, ����ƽ2
(1. �Ϸʹ�ҵ��ѧ ���Ͽ�ѧ�빤��ѧԺ, �Ϸ� 230009;
2. ���ս�����ҵѧԺ ���繤��ϵ, �Ϸ� 230022)
ժ Ҫ: �õ�ұ���������Ʊ���ͬWC������WC/�ָ��ϲ���, �о���WC�����ڸ��ϲ��ϸֻ����е��ܽ���Ϊ��Ӱ�����ء� �������: ����WC����������, ̼����Ӹֻ��徧�紦�ֲ���ת���ڷֲ�; ����WC�����ߴ������, ��WC������ֻ�����洦�γ�һ�㷴Ӧ��, ����ֹ��WC�����ڸֻ����еĽ�һ���ܽ�, ͬʱҲ������������Ľ��ǿ�ȡ� ͨ��������ұ�������ղ�����WC�����ijߴ缰����, ���Կ���WC�����ڸ��ϲ����е��ܽ���Ϊ��
�ؼ���: WC/�ָ��ϲ���; ��ұ����; WC����; �ֻ��� ��ͼ�����: TG331
���ױ�ʶ��: A
Dissolution behavior of WC particle in WC steel matrix composites by electroslag melting and casting method
YOU Xian-qing1, MA Jian-guo2, SONG Xue-feng1, REN Hao1, HUANG Man-ping2
(1. Institute of Materials Science and Engineering, Hefei University of Technology,Hefei 230009, China;
2. Faculty of Electromechanical Engineering, College of Anhui Architectural Engineering,Hefei 230022, China)
Abstract: The WC/steel composites with various contents of WC were prepared by means of electroslag melting and casting method. The dissolution behavior of WC particle and its effect factors in the composites were researched. A variety of experiment techniques were used to investigate the interactions between tungsten carbide particle and the steel matrix. The results show that the distribution of WC particles varies from intergranular position of the steel matrix to interagranular location with increasing contents of WC particle. Furthermore, the interfacial reaction layer is formed on the vicinity of WC particle owing to the increase of size of WC particle, which prevents the interdiffusion of elements between matrix and WC particle and enhances drastically the interface bonding intensity. The dissolution behavior of WC particle in the composites can be controlled by regulating the processing parameters of elecctroslag melting and casting method and adjusting the powder starting size and contents of WC particle.
Key words: WC/steel composites; electroslag melting and casting method; WC particle; steel matrix
WC/�ָ��ϲ��Ͼ��и�Ӳ�ȡ� ��ǿ�ȼ���������ĥ��, ���Զ�����κͻ�е�����ӹ�, ������ͨ���ȴ���ǿ�ͻ��� ����ʮ����, ���ָ��ϲ����������ܵ����ǵ�����, ���ҵõ��㷺��Ӧ�á� ����, �÷�ĩұ���Ʊ���WC/�ָ��ϲ��ϡ���̼���ٸֽ�Ӳ�ʺϽ��ڹ����г��ѳ�Ϊһ����Ҫ�ĸߵ��p��Ч��ģ�߲���[1, 2]��
�Ʊ�WC/�ָ��ϲ��ϵĹ��շ��������ô�ͳ�ķ�ĩұ����, Ŀǰ�о��϶�������������취, ���������취�p��ѹ���취�ȡ� ������, ����ұ������չ�dz�Ѹ��, ��Ϊ������һϵ�е���Խ�� [3, 4], ��������ܵ�������(��ߴ����ȡ� ��֯���ܡ� �ɷ־���)�� ���õĺ�����(�豸�� �ɱ��͡� �������ڶ�)�Լ�������������������յ�����ԺͿɿ��ԡ� ���߽�Ϸ�ĩұ��͵���ұ�������ŵ�, ���õ�ұ���������Ʊ������͵�WC/�ָ��ϲ���[5-7]�� ��Ϊ��ǿ���WC����, ��Ȼ���и��۵㡢 ��Ӳ�ȼ����õ��ȶ��Ե�����, ���ڸ��������»��ڻ������з����ܽ�[8-11], ������Ϊ�Ը��ϲ��ϵ���֯�ṹ����������Ҫ��Ӱ�졣 �κ�һ���Ʊ����ն���������ȱ��, ��Ϊ�ڵ�ұ����������, WCҪ���������ܽ�, Ϊ����ʵ��������, ���õ��о�WC���ܽ���Ϊ, ר��ѡ���˿����ִ��WC����ΪӲ���ࡣ �������߳���̽����WC���������ȼ����������ڵ�ұ�����������ܽ���Ϊ��Ӱ��, ּ��Ϊ��ұ���������Ʊ�WC/�ָ��ϲ��Ϲ�������ο���WC�����ṩ�������ݡ�
1 ʵ��
ʵ����WC/�ָ��ϲ��ϵ�ԭ���ϲ��ôִ��WC����ΪӲ����, ������ GCr15��иֳ�����м��Ϊ�ֻ��塣 WC���ڲ����еĺ������������ڱ�1�� �ֻ�����ϵijɷ����ڱ�2��
��1 ���ϲ����е�WC��������������
Table 1 Contents and size of WC particles in composites

��2 ���ϲ����иֻ���ɷ�
Table 2 Composition of steel matrix in composites (mass fraction, %)

�����ƺõ�WC�ۺ���и���м����Ƶ��Ӧ��¯���Ƴɸ��ϲ��ϵ缫, �ٽ��õ缫�ڵ�������ʽ����¯�����۳�ʵ����ϡ� �õ�����и����ʵ��������Ƴɳߴ�Ϊ15mm��15mm��10mm������, �ȴ�����4kW����ʵ���¯, ������880�����160��, 3h�ػ�����, ��HR-150A��Ӳ�ȼ��ϲ�õ�Ӳ��ΪHRC62-64, ��PEM��ѧ�����Ϲ۲������֯, ��D/max-r B��X���������Ǻ�H-800����羵���������, �������Ƿ���������洦�ijɷֱ仯��
2 ���������
2.1 WC������WC�ܽ��Ӱ��
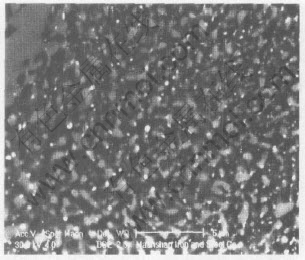
��ұ�������ս�����������̳��ͺ͵������۾�����������, �����¶�һ��Ϊ1700~1800��, ���������¶���, WC�������ᷢ����֯ת��, ���ᷢ���ܽ���Ϊ, ����WC��������̬���ڲ����еķֲ�״̬�������˱仯�� һ����Ϊ������ǿ���ϲ����е�Ӳ�������ӵ���ѷֲ����ڻ���ľ��ڶ������ھ�����[12-15]�� ��ʵ�鷢��, WC�ڲ����еķֲ�״̬��WC�����ĺ����йء� ��WC����Ϊ20%�IJ�����, ̼��������״�ؾ���ʲ���������״�ֲ�(��ͼ1(a)); ��WC����Ϊ40%�IJ�����, ̼����ȴ�ʿ���״���ȵطֲ��ڸֻ�����, �ر���

ͼ1 ��ұ����WC/�ָ��ϲ��ϵ�����֯
Fig.1 Microstructures of WC/steel composites made by electroslag melting and casting
���е������κ��ı���WC�����ļ�����������ɱ�(��ͼ1(b))��
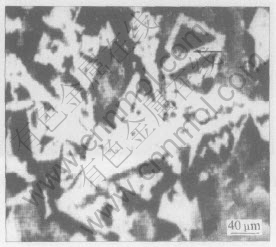
��ʵ��������¶Ƚϸ�(1780~1790��), ��WC������С�����(20��m), �ͺ���WC�����ڲ����Ʊ������и������ܽ��ڸ��¸�Һ�в���ֻ��巢����Ӧ, ������ͼ1(a)��ʾ�ĸ�ʽ��״̼����, ��X�����������[5]����羵����Ϊ����������Fe3W3C, ���仨���궨��ͼ2�� �����ؾ���ֲ���̼�����������˲��ϵ�����, �����غ�ʱ���Ϊ����Դ�� ��ͬ���Ĺ���������, �����Ժĵ缫��Һ����ʽ�ۻ�, ���Ե�WC���������ϸ�ʱ, ��Һ�κ��۳��а����ڵ���WC������Χ�ĸ���Һ����Լ���, ����WC���ܽ�������١� �������Ƚ�С��WC�������ܽ�, �ϴ��WC�����ܽ�(���漰��Ǵ�), ʹ����Χ�ĸ�Һ�е�W��C��������, ����ijɷ�Ũ�Ȳ��С, �ɴ˽�����WC���ܽ�ȡ� ����, WC������ʱ, ��Ž����������Ķ���û��WC������ʱǿ, ���WC�ܽ���ɢ������Խ�С, �ڿ�������(��ƽ��̬)ʱ, ʹ������WC���������������ұ�����ԭʼ���ڲ��ɷ���ṹ�� ���ֹ����͵ĸ�Һ��������ȴ������, ͬʱ�����ڸֻ���������ϸС��״����״��̼����ᾧ��(ͼ3), ͨ��X������������[5]��Ϊ����ΪCr7C3�� WC����״��Fe3W3C�� �ɴ˿ɼ�, �ڱ�ʵ��������WC/�ָ��ϲ����е�WC�����ڸֻ����е��ܽ���ܵ�WC������Ӱ��, ����Ӱ��WC�����ڲ����еķֲ�״̬��

ͼ2 ��Ӧ������羵���仨����[001]������궨
Fig.2 TEM diffraction patterns and indexes of reaction products
ͼ3 �ֻ�����������̼���ᄃ��
Fig.3 Fine carbides separated out from steel matrix
2.2 WC�������ȶ�WC�ܽ��Ӱ��
���Ʊ���30%WC��ʵ�������, ����ѡ��ֿ�����WC(80��m), Ŀ���ǹ۲�WC���������ȶ�WC�ڸֻ��������ܽ���Ϊ��Ӱ�졣 �������: �ڴֿ���WC��Χ������һ�㷴Ӧ��, ��X������������������������ΪFe3W3C�� �ڸ÷�Ӧ����Χ, �ֲ���ϸ��״̼����, ����Ƿ�����WC�������Ա���Բ����(��ͼ4)��
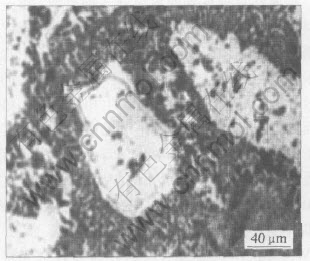
ͼ4 WC�����ı�Ե�ܽ�
Fig.4 Dissolution at adge of WCp
���ڴֿ���WC���ܽ�ʱ��Ҫ����ĸ�Һ������, �ټ��ϵ�ұ���������ڸ�����ͣ����ʱ���, �������ڶ������۽ᾧ��������СҺ�νᾧ, ʹ�ð���WC�����ĸ�Һ����, ����WC�������ܽ��ܵ�������, �ܽ��ٶȼ���, ����Ҫ�Dz�����ֻ���Ľ��淴Ӧ, ʹ�÷�Ӧ��ĺ�ȴﵽ���� �÷�Ӧ�㲻��ʵ���˸��ϲ�����Ӳ����WC��ֻ����ұ����, �����谭��WC�����ڸ�Һ�н�һ���ܽ�, ʹWC��Բ����״��̬������������
��Ӧ��ĺ�Ȳ���Ӱ��WC�����ڸ�Һ�е��ܽ��ٶ�, ����ҲӰ��WC��ֻ���Ľ��ǿ�ȡ� �о���Աͨ����Al2O3�� SiC���ڲ�ͬ�Ͻ��н��滯ѧ��Ӧ����ѧ�������о�, �ó�����Ļ�ѧ��Ӧ����һ����������������������������[12-15]�� ���������ɱ�����Ӧ����ɢ���Ƶ�, ���ڸ������¶�, ��Ӧ���ƽ�����x��������Ϊ
x=kt1/2(1)
ʽ�� kΪ���������ʳ���; tΪ��Ӧʱ�䡣
ʽ(1)Ϊ���������ϲ��ϵĽ��淴Ӧ�����ṩ�����õ����ݡ� �ڱ�ʵ����, ����ͬ�������¶���, ͨ���ı������ٶ�, �Ӷ���������Ӧʱ��, �ڷdz����ٵ����̹�����û�����ԵĽ��淴Ӧ�����, �ɷƿ˶��ɿ�֪, ���������ٶ�̫��, Fe�� W��Ԫ�ص���ɢ��������, ���û�з�Ӧ���Ӧ�㲻���ԡ� ������Խ��������̹�����, ���ֽ����Եķ�Ӧ�㡣 ���������Ϊ��ұ����������WC������Χ�ķ�Ӧ������Ϸ��ϴ˹���, ��ͨ�����Ʒ�Ӧʱ����������Ӧ����, �ɴ˿���WC�����ڸֻ����е��ܽ���Ϊ��
2.3 WC/�ֽ��淴Ӧ��WC�ܽ��Ӱ��
���������ϲ��ϵĽ����3������: ��һ����ƽ�����档 ��ǿ��ͻ��岻��Ӧ����ܽ�, ���������еí���Լ����»������������, ����һ�ֺ����Ľ����Ϸ�ʽ�� �ڶ���ΪȮ���������ܽ���ɢ����, ��ǿ�������䷢����ܽ⡣ �����ֽ������н��淴Ӧ��, ����ѧ��Ӧ��ϡ� ��ʵ��Ӧ���ڵ�3�ֽ���, ����ѧ��Ӧ�γɵ�ұ���ϡ� X���������������[5], ���������Fe3W3C��һ�м���, ���Ĵ���˵���ڸ��ϲ����Ʊ�������WC��ֻ���֮���ѷ�����ܽⲢ�ڽ��洦����Fe3W3C�ࡣ WC/�ָ��ϲ��Ͻ��洦�Ͻ�Ԫ�غ���������(ͼ5), ���Է��ֽ��洦��W�� Fe�����������ԵĹ�����, ��һ�������仯�Ĺ���, ������ͨ����Ϊ�����ֽ���Ԫ��Ũ�ȴ�����ͻ��, ���ּ���ȱ�ݵĽ���״̬ʹWC������ֻ����������õĽ�����, ����������������ʱ��Ч�ذ�����غɴ��ݸ�WC��ǿ����, Ҳ��ʹWC�����������ܵ����ơ� �ڽ���ĥ��ʵ��ʱ, ���ֽ��淴Ӧ��ij��ֿ���������߸��ϲ��ϵ���ĥ��[16]��
ʵ���л�����, ��ұ����WC/�ָ��ϲ��ϵĽ��淴Ӧ��Ҫ��������������ؿ���: һ�Dz����Ʊ������е��¶�, �ʵ����¶ȿ��Կ��ƽ��淴Ӧ�Ľ��г̶�, ���ߵ��¶Ȼᵼ�¹��ȵĽ��淴Ӧ, WC�����������IJ������ܽ�, ��Ϊһ�֡��տǡ�����(��ͼ6��ͷ��ָ), ��ʧȥ��ǿ����������, ��ԭ����������ھֲ��¶ȹ���, ԭ����ɢ���ʼ�
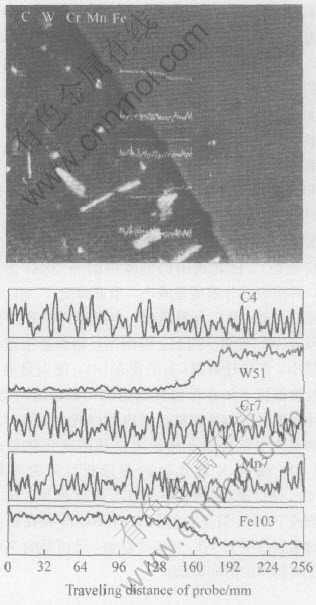
ͼ5 WC��������Fe�� W��Ԫ�غ�����ɨ��
Fig.5 Element linar scanning curves of Fe and W etc near to single WC particle
ͼ6 �IJ��ܽ��WC����
Fig.6 WC particles dissolved in center
��, WC�����ڱ�Ե�ܽ�ͬʱ, ��WC���ӱ�����ȱ�ݴ������ܽ�, ����ȱ�ݴ����ܽ����ʰ뾶��С, �ܽ����ʸ���, ����˴���Ϊ�ܽ���Ҫ��; ����WC����������ѡ��Ҫ����, ���ȹ���, �ִ�Ŀ������ܵ�������Ӱ����������ص�����ƫ��, ���һ����ײ�����������; ���ȹ�С, �����ȱ������, �ܽ�����, ���¿��������������, �ﲻ����ǿ��Ŀ��, ͬʱ��ϸ�Ŀ��������Ӹ�Һ��ճ��, �Ӷ�ʹ�õ�Ž��費�����������WC���ӵ�ƫ������, ������Ч���γɿ�������ǿ���� ���, Ӧ�������������¶Ⱥ�WC���������ȡ� ͼ7��ʾΪWC����ƽ������Ϊ120~130��m��������ƫ��ʱ����֯��ò��

ͼ7 �ִ�WC����ƫ��ʱ������֯
Fig.7 Microstructure of clustering of coarse WC particles
3 ����
1) �õ�ұ���������Ʊ�WC/�ָ��ϲ��Ϲ�����, ���۵��WC�����ڸֵĻ�����Ҫ�����ܽ�, ���ܽ���Ϊ��WC���ȼ��ڲ����еĺ���Ӱ��, ͬʱ�ܽ���ΪҲӰ�츴�ϲ��ϵ���֯�ṹ��
2) ��WC������С(20��m)�� ����Ҳ����(20%)ʱ, ���ǻ������ܽ��ڸֻ�����, ��������ȴ������, �Ӿ��紦��������������״̼����Fe3W3C�� ����WC����������, �ܽ����С, ��������WC��������, �ڸֻ�����������״̼��������, ��̼��������ڲ����еķֲ��Ӿ���������ת�ơ�
3) �����WC��Χ���ɷ�Ӧ��, ����WC�����𱣻�����, ��ֹWC������һ���ڸֻ����е��ܽ�, ������WC����ֻ���Ľ�Ϸ�ʽ, ����˽�����ǿ�ȡ� Ϊ�˻�ú��ʵķ�Ӧ��, WC����������Ӧ��50~80��m֮��ѡ��, ͬʱ��Ҫ���ƺõ�ұ���������е��¶ȼ�ʱ�䡣
REFERENCES
[1]����Ӳ�ʺϽ�. �ֽ�Ӳ�ʺϽ�[M]. ����: ұ��ҵ������, 1995.
Zhuzhou Cemented Carbide Factory. Steel Bonded Carbide[M]. Beijing: Metallurgical Industry Press, 1995.
[2]�Ŵ���, ��Ω�. �ֽ�Ӳ�ʺϽ���ģ�߹�ҵ�е�Ӧ��[J]. ��е���̲���, 1998, 22(6): 39-42.
ZHANG chun-you, XIONG Wei-hao. Application of steel bonded carbide in die industry[J]. Materials for Mechanical Engineering , 1998, 22(6): 39-42.
[3]������. �����������ҹ�����ҵ�е�Ӧ��[J] �������켰��ɫ�Ͻ�, 2000, 20(3): 50-52.
TIAN Shi-jiang. Application of electroslag technology in china foundary trade [J]. Special Casting and Nonferrous Alloys , 2000, 20(3): 50-52.
[4]��ϣ��, ���, ����, ��. ����ұ������½�չ[J]. �����о�ѧ��, 2003, 15(2): 62-67.
CHEN Xi-chun, FENG Di, FU Jie, et al. Recent development of electroslag metallurgy[J]. Journal of Iron and Steel Research, 2003, 15(2): 62-67.
[5]������, ������, ���. ��ұ����WC/�ָ��ϲ��ϵ���ȱ��[J]. �й���ɫ����ѧ��, 2004, 14(4): 645-651.
YOU Xian-qing, WANG Ji-cai, REN Hao. Microdefects in tungsten carbide particulates reinforced steel matrix composites by electroslag melting and casting[J]. The Chinese Journal of Nonferrous Metals, 2004, 14(4): 645-651.
[6]������, ���, ֣��, ��. ��������WC/�ָ��ϲ��ϵ�ĥ�������о�[J] . �������켰��ɫ�Ͻ�, 2003, 23(6): 19-21.
YOU Xian-qing, REN Hao, ZHENG Yu-chun, et al. Study on wear resistance of electroslag melting and casting WC/steel composites[J]. Special Casting & Nonferrous Alloys, 2003, 23(6): 19-21.
[7]������, ֣��, ����ƽ, ��. ��ұ����̼���ٸֽ�Ӳ�ʺϽ������֯�о�[J]. ��ұ����, 2003, 23(2): 87-90.
YOU Xian-qing, ZHENG Yu-chun, HUANG Man-ping, et al. Research on microstructure of steel bonded tungsten carbide by electroslag melting and casting[J]. Mining and Metallurgical Engineering, 2003, 23(2): 87-90.
[8]����ƽ, ���, �����, ��. WC�����ڶѺ��������ܽ�������о�[J]. ���ܲ���, 2003, 34(2): 221-223.
SUO Jin-ping, FENG di, LUO He-li, et al. Dissolving behavior of WC particles in lap welding[J]. Journal of Functional Materials, 2003, 34(2): 221-223.
[9]����, ������, ������. ���۵ĸֽ�Ӳ�ʺϽ���֯���о�[J]. ϡ�н�����Ӳ�ʺϽ�, 2001, 28(1): 18-23.
WANG Che, ZHONG Tao-xing, ZHOU Mei-ling. Investigation on microstructure of steel-bonded cemented carbides[J]. Rare Metals and Cemented Carbides, 2001, 28(1): 18-23.
[10]������, �Ͻ���, �����, ��. ̼����/�������츴�ϲ��ϵĿ���ʴĥ������[J]. ����, 2000, 49(5): 265-267.
LIANG Zuo-jian, XING Jian-dong, BAO Chong-gao, et al. Brosive resistance of WC particle reinforced cast iron matrix composites[J]. Foundary, 2000, 49(5): 265-267.
[11]��Ϫ, ������. WCp/Fe-Ni�ֻ����ϲ��ϵĽ���[J]. �����о�ѧ��, 1998, 10(4): 46-49.
WANG Xi, HU Han-qi. Interface of WCp/Fe-Ni steel matrix composite[J]. Journal of Iron and Steel Research, 1998, 10(4): 46-49.
[12]Berns H, Franco S D. Effect of coarse hard particle on high temperature sliding abrasion of new metal matrix composites[J]. Wear, 1997, (203-204): 608-614.
[13]Taha M A, Mohamed A. Practicalization of cast metal matrix composites (MMCCs)[J]. Materials and Design, 2001, 22(6): 431-441.
[14]Hashim J, Looney L, Hashmi M S J. Particle distribution in cast metal matrix composites (part ��)[J]. Journal of Materials Processing Technology, 2002, 123(2): 251-257.
[15]Pelleg J. Reactions in the matrix and interface of the Fe-WC metal matrix composite system[J]. Mater Sci Eng A, 1999, A269: 225-241.
[16]������, ������, ���, ��. ��ұ����WC/GCr15�ָ��ϲ��ϵ�Ħ��ĥ������[J]. �����ȴ���ѧ��, 2004, 25(6): 40-43.
YOU Xian-qing, MA Jian-guo, REN Hao, et al. Wear behavior of electroslag melting and casting WC/GCr15 steel composites[J]. Transactions of Materials and Heat Treatment, 2004, 25(6): 40-43.
(�༭�°���)
������Ŀ: ����ʡ�������ص�������Ŀ(2003KJ016ZD)
�ո�����: 2005-04-20; ������: 2005-07-07
�����: ������(1949-), ��, ����.
ͨѶ����: ��ѩ��; �绰: 0551-2902961; E-mail: songxuefeng111 @tom. com

