网络首发时间: 2019-01-28 07:00
稀有金属 2020,44(02),166-171 DOI:10.13373/j.cnki.cjrm.xy18100021
Nb3 Sn超导块体的制备及超导性能研究
邱庆航 索红莉 程军胜 张子立 纪耀堂 王秋良
北京工业大学材料科学与工程学院
中国科学院电工研究所
中国科学院大学
摘 要:
Nb3 Sn超导材料在10 T以上高场条件下具有良好的超导性能,高场磁体设备中的Nb3 Sn超导接头可以用Nb3 Sn超导块体连接。采用粉末冶金工艺制备了Nb3 Sn超导块材,研究了成型压力和球磨对Nb3 Sn超导块体成相及超导性能的影响,利用X射线衍射仪(XRD)和扫描电子显微镜(SEM)对不同制备条件下的混合粉末与热处理后的Nb3 Sn超导块材进行了物相分析和表面形貌的表征,利用综合物性测试系统(PPMS)分析了不同Nb3 Sn块材的超导性能和块体中的超导相含量。结果表明:粉末成型压力对块体致密度有较大影响,压力为30 MPa时粉末块体的密度为8.03 g・cm-3 ,压力增加到40 MPa时密度几乎不再增加;粉末的球磨时间会影响平均颗粒度,当球磨时间为15 h,原始粉末的平均颗粒度由100μm减小到10μm左右;不同球磨时间的样品超导转变温度(T c )差别不大,但是时间越长临界电流密度(J c )相对更高。通过优化制备工艺最终制备出T c 为17.6 K, 10 T背场下J c 为150 A・mm-2 的Nb3 Sn超导块体。
关键词:
Nb3Sn超导体 ;粉末冶金 ;球磨 ;超导临界性能 ;
中图分类号: TM26
作者简介: 邱庆航(1993-),男,山东青岛人,硕士研究生,研究方向:低温超导材料,E-mail:18811717502@163.com; *程军胜,副研究员;电话:13810591552;E-mail:jscheng@mail.iee.ac.cn;
收稿日期: 2018-10-26
基金: 国家自然科学基金项目(51827810,11745005); 北京市科技计划课题(Z181100003818020); 中国科学院国际伙伴计划项目(GJHZ1806,GJHZ1883)资助;
Fabrication and Superconducting Properties of Nb 3 Sn Superconducting Bulks Qiu Qinghang Suo Hongli Cheng Junsheng Zhang Zili Ji Yaotang Wang Qiuliang
College of Materials and Engineering,Beijing University of Technology
Institute of Electrical Engineering,Chinese Academy of Sciences
University of Chinese Academy of Sciences
Abstract:
Nb3 Sn has good superconducting properties in the background magnetic field above 10 T, Nb3 Sn superconducting joints in high field magnet equipment can be connected with Nb3 Sn superconducting bulks. By fabricating different powder metallurgy Nb3 Sn superconducting bulks, the effects of pressure and ball milling on Nb3 Sn phase formation and superconducting properties were investigated. X-ray diffraction(XRD) and scanning electron microscope(SEM) were used to analyze the phase composition and surface microstructure of mixed powder and heat-treated Nb3 Sn bulks on different preparation conditions. Physical property measurement system(PPMS) was used to analyze the superconducting properties and superconducting phase content of different Nb3 Sn bulks. The results suggested that the pressure of powder shaping had a great influence on the density of the bulks, When the pressure was 30 MPa, the density of the bulk was 8.03 g・cm-3 , but the density hardly increased when the pressure up to 40 MPa. The average particle size of powders would be affected by the milling time, when the ball milling time was 15 h, the average particle size of the original powder was reduced from 100 μm to about 10 μm. The superconducting transition temperature(T c ) of the samples with different ball milling time had little difference, but the longer the time, the higher the critical current density(J c ). By changing the pressure and ball milling time, Nb3 Sn superconducting bulks were obtained successfully and its critical transition temperature was 17.6 K, critical current density was 150 A・mm-2 under the background magnetic field of 10 T.
Keyword:
Nb3 Sn superconductor; powder metallurgy; ball milling; superconducting property;
Received: 2018-10-26
Nb3 Sn超导材料具备高场(10~20 T)条件下临界电流密度高、 临界温度高和性能稳定等优点, 在高场磁体、 核磁共振以及受控核聚变装置中具有关键作用
[1 ,2 ,3 ]
。 Nb3 Sn材料的A15超导相结构较脆, 容易受到外界损伤从而破坏超导性。 因此需要在导线的前驱体状态下进行绕制线圈成形, 再通过扩散热处理生成具备A15相的Nb3 Sn超导线圈
[4 ]
。
目前制备千米级Nb3 Sn低温超导线材工艺已经十分成熟
[5 ]
, 但通常在高场磁体等设备中仍然需要超导接头将多个独立的Nb3 Sn磁体线圈连接起来。 有的超导磁体要求很高的磁场均匀度, 必须在闭环中运行, 也要制作超导接头
[6 ]
。 为保证核磁共振(NMR)磁体系统设备高效运行, 一般要求超导接头的电阻不高于1×10-12 Ω
[7 ,8 ,9 ]
。 目前超导接头主要的制备技术有焊接法
[10 ,11 ,12 ]
和烧结法
[13 ]
。 焊接法制备的Nb3 Sn超导接头通常存在电阻较大或者焊接温度过高影响超导线性能等问题。 美国的Mcintyre等
[14 ]
在高场NMR谱仪制作过程中应用烧结法制备出达到使用要求的Nb3 Sn的超导接头, 但是并没有对前驱粉末的微观结构、 压力成型、 Nb3 Sn块材的相成分以及超导性能等做相关基础理论研究与分析。
本文通过采用粉末冶金工艺制备Nb3 Sn超导块体, 分析了实验过程中球磨时间与压力成型对Nb3 Sn成相的影响, 并且对样品进行超导性能测试及机制分析, 为Nb3 Sn超导接头的制备提供了相关理论和实验依据。
1 实 验
采用Nb粉(50 μm, 99.95%Aladdin)、 Sn粉(50 μm, 99.5%Aladdin)和Cu粉(75 μm, 99.5% Aladdin)作为原始粉末, 按照Nb, Sn, Cu化学计量比3∶1∶1混合, 然后装入球磨罐中。 选用QM-3SP4L型行星式球磨机对混合粉末进行高能球磨, 球磨转速为500 r・min-1 , 球料比为20∶1, 球磨时间分别为1, 3, 5, 10, 15 h。 球磨后的混合粉末放入直径10 mm的圆形压片模具中, 分别施加10, 20, 30, 40 MPa压力进行压块成型, 然后将块体密封于真空石英管中进行热处理。 在550 ℃保温 100 h, 然后以5 ℃・h-1 的升温速率缓慢上升到 670 ℃, 再保温120 h后随炉冷却至室温。
球磨过程中选用直径6 mm和10 mm两种尺寸的钢球, 这样不仅能增大球磨撞击效率使粉末颗粒度更均匀, 而且可以减少粉末与球磨罐内壁和钢球之间的粘连。 为防止样品氧化, 采用湿法球磨, 球磨之前在球磨罐中加入5 ml无水乙醇。 球磨过程中每球磨30 min, 暂停球磨10 min使球磨罐冷却。
利用X射线衍射仪(XRD)对球磨后的混合粉末和热处理后的样品进行物相分析, 用扫描电子显微镜(SEM)表征样品的微观结构, 用综合物性测试系统(PPMS)测试样品在4.2 K, 0.01 T背场中的超导转变温度(T c ), 并根据磁滞回线利用Bean模型计算临界电流密度(J c )随磁场的变化情况。
2 结果与讨论
2.1 压力对混合粉末成型的影响
称量相同质量的球磨5 h后的混合粉末, 用不同的压力进行压块成型。 表1给出了不同压力成型对应的块体密度, 可以看出增大粉末成型的压力可以使块体有更高的致密度, 说明高压力更容易实现压坯致密化。 成型压力从10 MPa增加到30 MPa过程中, 块体密度从6.82 g・cm-3 增加到8.03 g・cm-3 , 然而当压力增大到40 MPa时, 块体密度也仅为8.06 g・cm-3 , 密度几乎不在增加, 而且考虑到过大压力容易对压块模具造成损伤, 所以后续的实验均采用30 MPa的压力进行压块成型。
图1是混合粉末经过不同压力成型后的表面SEM图, 可以看出随着压力的不断增大混合粉末之间的缝隙不断变小, 这使得致密度不断增加。 这是因为粉末之间有很多空隙, 随着压力增大空隙迅速减少, 粉末之间互相挤压产生变形, 当压力超过某一定值后, 如果继续增大压力, 粉末所受到的挤压力与摩擦力大于其弹性应力, 颗粒产生塑性变形以填塞粉末间隙, 块体密度随之进一步增加。 同时在热处理过程中, 粉末之间的扩散反应更加容易, 有利于Nb3 Sn超导相的形成。
表1 粉末块体成型的密度与压力变化
Table 1 Density of powder bulks at different pressure
10
20
30
40
-3 )6.82
7.68
8.03
8.06
图1 不同压力下混合粉末块体表面SEM图
Fig.1 SEM images of mixed powder bulks at different pressure
(a)10 MPa;(b)20 MPa;(c)30 MPa;(d)40 MPa
2.2 球磨时间对混合粉末形貌和成分的影响
图2是3种混合粉末未球磨和球磨不同时间的SEM图。 从图2(a)中可以看到原始Nb, Sn和Cu粉末的形貌分别是屑状、 球状和树枝状的, 这是因为原始粉末的制备方法不同, 而球磨后的粉末形貌是主要是屑状的。 球磨1 h时, 根据形貌图依然可以分辨出少量Sn和Cu元素, 混合粉末和原始粉末颗粒大小基本一致; 球磨3 h时, 混合粉末的粒度较原始粉末有所增大, 可以清楚的看出混合粉末颗粒粘连在一起, 已经无法根据形貌分辨元素。 随着球磨时间的增加, 样品颗粒度开始减小, 当球磨时间增加到15 h, 原始粉末的颗粒度由100 μm左右减小到10 μm左右。
图2 原始混合粉末和球磨后的混合粉末样品SEM图像
Fig.2 SEM images of original powders and mixing powders after different ball-milling time
(a)Original mixed powder;(b)1 h;(c)3 h;(d)5 h;(e)10 h;(f)15 h
在球磨的初始阶段, Nb, Sn和Cu混合粉末颗粒在碰撞挤压作用下变形为薄片状, 一少部分粘在钢球上和球磨罐内壁上。 随着球磨时间的增加, 这些薄片状颗粒粘合到一起形成了具有层状结构的复合物, 在这一阶段, 样品的粒度是逐渐增大的, 如图2(c)所示。 随着形变的进行, 粉末颗粒发生明显的加工硬化, 在与球和球罐高频率的撞击过程中发生疲劳断裂, 此时颗粒间的焊合速度小于破碎速度, 样品的粒度不断降低使得发生焊合的颗粒间的距离也变小, 但是颗粒的最终粒度趋于一致
[15 ]
。
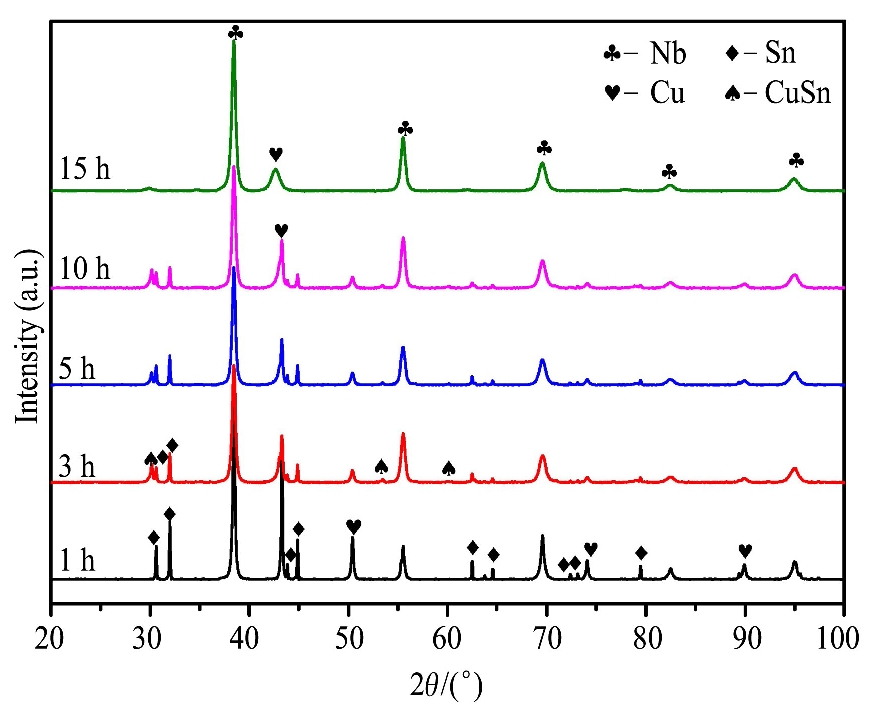
图3是混合粉末经不同球磨时间得到的XRD结果。 从图3中可以看到球磨1 h的样品中有明显的三种单元素的衍射峰, 且没有生成Cu-Sn相, 而球磨3 h以上的混合粉末已经检测到Cu-Sn相的存在, 说明Cu与Sn在球磨的作用下形成了少量的一定比例的固溶体。 随着球磨时间的延长, Cu与Sn的衍射峰有所减弱, 但是Nb的衍射峰并没有发生明显变化, 这表明球磨过程中, Nb元素并没有发生合金化的反应。
球磨15 h的混合粉末样品中, Cu的衍射峰半高宽更大, 由于球磨时间长产生更高的能量, 使得Sn进入到Cu的晶格结构产生了更多的Cu-Sn固溶体。 此时, 混合粉末已经部分是无定型状态, 其中有几个衍射峰已经消失不见, 衍射峰的角度向左发生少量了偏移。 延长球磨时间, 晶界体积分数和位错能也不断增加, 这使得Cu-Sn相的自由能增大, 更容易转变成非晶态, 但是没有其他金属间化合物的生成。
图3 不同球磨时间混合粉末XRD图
Fig.3 XRD patterns of mixed powder with different ball milling time
2.3 球磨时间对超导块体成相的影响
图4是不同球磨时间混合粉末压块热处理后的XRD结果, 从图中可以看出所有样品均有Nb3 Sn超导相生成。 其中1 h和3 h样品的Nb3 Sn衍射峰强度较低且差别不大, 当球磨时间延长到 5 h 以上时, Nb3 Sn衍射峰显著增强, 说明超导相含量增加, 但是5, 10和15 h样品差别不大。 每个样品中都存在少量的Nb和Cu-Sn固溶体没有完全反应成Nb3 Sn相, 分析主要原因可能是粉末扩散反应的驱动力还不够。
混合粉末压块成型后, 在热处理过程中Cu与Sn先进行合金化反应, 生成不同Sn含量的Cu-Sn合金相, 然后Sn原子再扩散到Nb中。 成相过程开始时先在接触界面形成Sn含量较低的超导相梯度层。 随着Sn扩散与反应的进行, 逐渐生成Sn含量高的超导相, 最终形成含有较多Nb3 Sn相的超导块体。
相关研究发现, Nb与Sn或Nb-Sn中间相反应生成超导相需要较高的温度。 无Cu参与时在700 ℃以下不可能生成Nb3 Sn, 然而即使加入5%(原子分数)的Cu, 在450 ℃下即可生成Nb3 Sn
[16 ]
。 Nb与Cu-Sn相可以在相对较低温度下发生扩散反应, 而且生成的化合物只有Nb3 Sn超导相, 不出现Nb6 Sn5 , NbSn2 等非超导中间相
[17 ]
。 因此, 尽管Cu不参与超导相的形成, 但是可以抑制NbSn2 和Nb6 Sn5 等杂相的形成, 而且使Nb3 Sn超导相在更低的温度下形成。
图4 不同球磨时间混合粉末压块热处理后的XRD图
Fig.4 XRD patterns of mixed powders with different ball milling time after compaction and heat treatment
图5是混合粉末球磨5 h后经过压力成型与热处理的块材表面的背散射电子像以及EDX面扫结果。 图5(a)可以看出, 块材热处理之后的大部分相区小于50 μm, 结合图5(b)可以分析可知(a)中的浅灰色部分是纯Nb相, 深灰色的部分是纯Cu相, 而在Cu与Sn的交界处呈现白色的部分即为Nb3 Sn超导相。 图5(c)是(a)的区域元素能谱扫描结果, 主要元素是Nb, 其次是Cu和Sn, 还有极少量的O元素。 通过分析可以发现Nb与Cu元素过多且富集严重, Sn元素有少量剩余, 说明反应不完全, 主要原因是扩散反应的驱动力不足, 可能是球磨时间过短或热处理时间不够等。 目前采用的制备工艺可以进一步优化, 将有助于提高Nb3 Sn超导相的含量。
2.4 Nb3Sn超导块体的超导性能
热处理后的样品切割成2 mm×1 mm×0.8 mm的长方体, 图6(a)是5种不同球磨时间样品的磁化率χ Si 同温度的变化曲线, 可以看出样品均具有超导电性, 球磨不同时间的样品T c 值相近, 都在17.6 K左右, 这与Nb3 Sn的理论T c 值18.1 K已经非常接近。
为了对样品内部超导相的含量进行定量分析,对PPMS设备测得的不同样品的M -T 数据进行了一定的处理。 将磁化率(emu)转化为单位体积的磁化率(emu・m-3 ), 随后乘以μ 0 (4π×10-7 )除以测量时的外加磁场强度0.01 T得到一个无量纲的量, 称之为磁化率χ Si 。 由于χ Si 是样品磁场强度与外加磁场强度的比值, 而理想超导体是完全抗磁性的, 所以理想超导体的χ Si 应该为-1, 即样品中100%均为超导相。 当χ Si 不为-1时, 可以通过χ Si 的值对样品内部超导相的含量进行定量的分析。
图5 球磨5 h样品热处理后的块材SEM 图及能谱分析
Fig.5 SEM images of heat treated bulk after ball milling of 5 h and EDX scan result
(a)SEM images of bulk surface;(b)EDX surface scan of the Nb and Sn elements;(c)EDX scan result of figure(a)
经过计算得出样品在5 K, 外加磁场0.01 T条件下, 磁化率χ Si 分别为-0.2081, -0.2166, -0.2198, -0.2309, -0.2926, 由此可以得到各样品的超导相比例, 可知随着球磨时间延长Nb3 Sn超导相的比例不断增加, 15 h样品相比其他样品超导相比例提升较大。 其中5 h的样品的磁化率χ Si 为-0.2166, 那么大致认为该样品的超导相含量约为21.66%, 可以发现随着球磨时间的增加, 最终样品的超导相含量也越多, 其中15 h的样品超导相含量最多, 约为29.26%。由于样品体积较小且不完全规则, 所得到体积不够精确, 所以结果存在一定的误差, 不过仍然可以用作超导相含量的半定量分析和不同样品之间对比。
图6 样品的超导性能测试结果
Fig.6 Test results of sample superconducting properties
(a)SusceptibilityχSi -T;(b)Jc -B
图6(b)是不同样品在5 K温度下的J c -B 曲线, J c 由磁滞回线根据Bean模型长方体公式计算得出
[18 ]
:
J
c
=
2
0
Δ
Μ
a
b
2
c
(
1
-
a
3
b
)
?
?
?
?
?
?
?
?
?
(
1
)
式中, a 和b 分别为所测试样品垂直于磁场的边长(a <b ), c 为样品的厚度, ΔM 为磁场H 下的磁矩宽度。 从图6中可以看出, 在相同的外加磁场条件下, 球磨时间越长的样品J c 值越高, 其中15 h的样品超导性能最好, 在10 T背场下电流密度为150 A・mm-2 , 不过这与商业应用的Nb3 Sn超导线的性能仍存在一定差距。 除15 h的样品外, 其他四个样品在0~1 T之间J c 值存在上下跳动的不稳定现象, 这是因为Nb3 Sn在低场下会发生磁通跳跃的现象。 在一定的背场下, Nb3 Sn由于磁热效应, 能量损耗导致局部升温使钉扎效应降低, 从而导致磁通进一步运动, 如此不断的循环可使原来少量缓慢的磁通运动引起大量的、 迅速的磁通运动, 就是磁通跳跃。 每个样品的球磨时间是不同的, 随着球磨时间的延长, 样品粉末平均颗粒度逐渐减小, 元素的分部也更加均匀, 在之后的热处理过程中扩散反应更加充分, 这使得最终生成的Nb3 Sn相纯度更高, 所以样品更容易产生超导连接, 测试结果反应出的J c 值也更高, 而15 h样品的钉扎效应也更强, 在低背场下的磁通跳跃现象也并不明显。
3 结 论
1. 混合粉末压块成型时压力对其致密度有较大影响, 成型压力从10 MPa增加到30 MPa过程中, 块体密度从6.82 g・cm-3 增加到8.03 g・cm-3 , 然而当压力增大到40 MPa时块体密度几乎不再增加。
2. 增大球磨时间可使混合粉末的颗粒度更加细小均匀, 球磨时间为15 h时, 混合粉末的平均颗粒度由原始粉末的100 μm减小到10 μm左右。 粉末球磨3 h后即有Cu-Sn固溶体生成, 随着球磨时间延长Cu-Sn固溶体增多。
3. 球磨时间越长最终制得的Nb3 Sn块材样品中的超导相含量越多, 其中球磨15 h的样品Nb3 Sn超导相最多, 含量约为29%。
4. 成型压力为30 MPa时, 经过不同球磨时间制备的Nb3 Sn超导块材的T c 值非常相近, 约为17.6 K, 其中球磨15 h的样品超导性能最好, 在10 T背场下的J c 约为150 A・mm-2 。
参考文献
[1] Durante M,Bredy P,Devred A,Otmani R,Reytier M,Schild T,Trillaud F.Development of a Nb3 Sn multifilamentary wire for accelerator magnet applications [J].Physica C Superconductivity and its Applications,2001,354(1):450.
[2] Foner Simon.High-field magnets and high-field superconductors [J].IEEE Transactions on Applied Superconductivity,1995,5(2):121.
[3] den Ouden A,Wessel Wilhelm A J,Hendrikus J G Krooshoop,Herman H J ten Kate.Application of Nb3 Sn superconductors in high-field accelerator magnets [J].IEEE Transactions on Applied Superconductivity,1997,7(2):733.
[4] Cheng J S,Wang Q L,Dai Y M,Wang H,Song S S.Characterization and analysis of microstructures of Nb3 Sn multifilamentary superconductors during diffusion treatment by bronze route [J].Rare Metal Materials and Enginering,2008,37(S4):189.(程军胜,王秋良,戴银明,王晖,宋守森.低温超导体Nb3 Sn扩散热处理中显微组织的表征与分析 [J].稀有金属材料与工程,2008,37(S4):189.)
[5] Wang D Y,Shan D,Yan G,Wang Q Y,Feng Y,Zhang P X.Synthesis and properties of MgB2 superconducting wires fabricated by extrusion method [J].Chinese Journal of Rare Metals,2017,41(4):446.(王大友,单迪,闫果,王庆阳,冯勇,张平祥.挤压工艺制备MgB2 超导线材及其性能研究 [J].稀有金属,2017,41(4):446.)
[6] Zhou F,Cheng J S,Dai Y M,Wang Q L.Resesrch status of superconducting joints preparation [J].Chinese Journal of Low Temperature Physics,2013,35(3):218.(周峰,程军胜,戴银明,王秋良.超导接头制备工艺研究 [J].低温物理学报,2013,35(3):218.)
[7] Parrell J A,Zhang Y Z,Field M B,Hong S.Development of internal tin Nb3 Sn conductor for fusion and particle accelerator applications [J].IEEE Transactions on Applied Superconductivity,2007,17(2):2560.
[8] Emanuela Barzi,Eric Gregory,Tae Pyon.Heat treatment optimization of internal tin Nb3 Sn strands [J].IEEE Transactions on Applied Superconductivity,2001,11(1):3573.
[9] Kuang G L.A 40 T hybrid magnet under construction in China [J].IEEE Transactions on Applied Superconductivity,2010,20(3):680.
[10] Chang Ki Sung,Jo Hyun Chul,Kim Young Jae,Ahn Min Chen,KukKo Tae.An experimental study on the joint methods between double pancake coils using YBCO coated conductons [J].IEEE Transactions on Applied Superconductivity,2011,21(3):3005.
[11] Celentano G,Augieri A,Mauretti A,Vannozzi A,Armenio A A,Galluzzi V,Uaudio S,Mancini A,Rufoloni A,Davoli I,Gaudio C Del,Nanni F.Electrical and mechanical characterization of coated conductors lap joints [J].Applied Superconductivity,IEEE Transactions on Applied Superconductivity,2010,20(3):1549.
[12] Cheng J S,Liu J H,Ni Z P,Chen S Z,Song S S,Li L K,Dai Y M,Wang Q L.Fabrication of NbTi superconducting joints for 400 MHz NMR application [J].Applied Superconductivity,IEEE Transactions on Applied Superconductivity,2012,22(2):4300205.
[13] Sohn M H,Kim S W,Baik S K,Jo Y S,Seo M G,Lee E Y,Kwon Y K.Joint resistances between two parallel high T c superconducting tapes [J].IEEE Transactions on Applied Superconductivity,2003,13(2):1765.
[14] Mcintyre P,Wu Y,Liang G,Meitzler C R.Study of Nb3 Sn superconducting joints for very high magnetic field NMR spectrometers [J].IEEE Transactions on Applied Superconductivity,1995,5(2):238.
[15] Amirhossein Molladavoudi,Sajjad Amirkhanlou,Morteza Shamanian.The production of nanocrystalline cobalt titanide intermetallic compound via mechanical alloying [J].Intermetallics,2012,29:104.
[16] Lefranc G,Müller A.Effect of copper additions to superconducting niobium-tin sinter material [J].Journal of the Less Common Metals.,1976,45(2):340.
[17] Zhang C W.Superconductivity Optimization and Phase Formation Kinetics Study of internal-Sn Nb3 Sn Superconducting Wires [D].Xi′an:Shaanxi University of Science & Technology,2007.11.(张超武.内锡法Nb3 Sn超导材料的超导性能优化及成相动力学研究 [D].西安:陕西科技大学,2007.11.)
[18] Ji H L,Jin X,Fan H C.Bean model and critical current density of superconductor samples with different shapes [J].Chinese Journal of Low Temperature Physics,1992,14(1):12.(吉和林,金鑫,范宏昌.Bean模型与不同几何形状样品中的临界电流密度 [J].低温物理学报,1992,14(1):12.)