���±�ţ�1004-0609(2014)05-1167-08
���ָ�ǿ���Ͻ����Ħ������ӽ�ͷ��ȱ�ݺ���������
���ѱ�������᪣��� �ף���־����������
(����ѧ ���Ͽ�ѧ�빤��ѧԺ ������ִ����Ӽ����ص�ʵ���ң���� 300072)
ժ Ҫ�����ý���Ħ������5 mm��2024/7075���ָ�ǿ���Ͻ�������°彻��λ�õĴ�Ӻ����飬������ͷ��ȱ���������������ܡ��������������λ�úͺ����ٶȶ�ȱ�ݺ����������нϴ�Ӱ�졣��2024���Ͻ�Ϊ�ϰ�ʱ����ͷ�д��ڴ������ȱ�ݣ��������ֲڣ�������300 mm/min�����´��ڽ����ص���Ƥȱ�ݣ���״ȱ��Ϊ��ӽ�ͷ�ĵ���ȱ�ݣ��ͺ���(50��150 mm/min)�¹�״ȱ��������չ����ϴ�7075���Ͻ�Ϊ�ϰ�ʱ�ߺ���(225��300 mm/min)�º��˲״ȱ��ˮƽ������չ����ϴ��ڵͺ����£�7075���Ͻ�Ϊ�ϰ�Ľ�ͷǿ�Ƚϸߣ��ڸߺ����£�2024���Ͻ�Ϊ�ϰ�Ľ�ͷǿ�Ƚϸߣ���״ȱ�����ؼ�С��ͷ����Ч������Ч��ӿ��ȣ��ǽ�ͷǿ�Ƚ��͵���Ҫ���أ��Ż�����Ħ������ӹ��ձ���ͬʱ������Ч������Ч��ӿ��ȡ�
�ؼ��ʣ�2024/7075���Ͻ𣻽���Ħ��������ӽ�ͷ��ȱ�ݣ���������
��ͼ����ţ�TG453���� ���ױ�־�룺A
Defects and tensile properties of friction stir welded lap joints for dissimilar high-strength aluminum alloys
SONG You-bao, YANG Xin-qin, CUI Lei, SHEN Zhi-kang, HOU Xiao-peng
(Tianjin Key Laboratory of Advanced Joining Technology, School of Materials Science and Engineering,
Tianjin University, Tianjin 300072, China)
Abstract: Lap joints of 5 mm-thick dissimilar 2024/7075 aluminum alloys were fabricated by friction stir welding (FSW) with changing the top and bottom sheet material position. The defect features and tensile properties of the joints were compared and analyzed. The results show that the defects and tensile properties are significantly affected by material position and welding speed. When 2024 alloy is placed as the top sheet, extensive void defects are found in the joints, the weld surface is coarse and severe peeling defect appears at 300 mm/min especially. As a typical defect in the lap joints, hook extends a large distance upwards at low welding speeds (50,150 mm/min). At high welding speeds (225, 300 mm/min), the retreating side hook propagates largely into the stir zone horizontally when 7075 alloy acts as the top sheet. At low welding speeds, the joint strength is higher when 7075 alloy acts as the top sheet. While the joint shows higher strength at high welding speeds when 2024 alloy is placed as the top sheet. The hook defect reduces the effective sheet thickness (EST) and effective lap width (ELW) of joints severely, which is the main factor reducing the joint strength. So, the EST as well as the ELW should be increased simultaneously to optimize the friction stir lap welding process.
Key words: 2024/7075 aluminum alloy; friction stir welding; lap joint; defect; tensile property
2��������7������ϵ�����Ͻ���кܸߵ�ǿ�ȣ����㷺�������캽�պ���ṹ��������ɻ��Ļ�������7���������Ͻ�����í����2���������Ͻ���Ƥ��[1]����í�ӽ�ͷ�����ӽṹ�����������ڷɻ��ṹ������������ͳ��TIG�⺸���ۺ������ں���2��������7������ϵ�����Ͻ�ʱ���ײ����������Ƶ�ȱ�ݣ����ҽ�ͷ�������ء�ǿ�Ƚϵ�[2-3]������Ħ����(Friction stir welding��FSW)��Ϊһ�����������Ӽ������ں��Ӹ�ǿ���Ͻ�����кܴ����ƣ��ѱ�������Ϊ���í�ӵ�һ���¹����ں��պ�������ʹ��[4]��
2024��7075Ϊ��ǿ���Ͻ�ij����ƺţ�Ŀǰ������������Ͻ�FSW���о���Ҫ�����ڶԽӽ�ͷ���棬�����в���ѧ�߶�2024��7075���Ͻ�FSW�Խӽ�ͷ������֯��������������ѧ���ܵȷ���չ���������о�[5-10]�����պ���ṹ���лᾭ���漰�����ֲ��ϵĴ�ӽ�ͷ����2024��7075���Ͻ�FSW��ӽ�ͷ������о����٣�CEDERQVIST��[11]��DUBOURG��[12]�о��˹��ղ�����2024-T3/7075-T6���Ͻ�FSW��ӽ�ͷ���ܵ�Ӱ�죬��δ�����������Ͻ�FSW��ӽ�ͷ��ȱ�ݽ����������ۡ��������ֲ��ϴ�Ӷ��ԣ����°���ϵķ���λ�øı��Ƿ��Խ�ͷ��֯����ѧ���ܲ���Ӱ��Ҳ����ʮ���������������ѡȡ5 mm��2024��7075���Ͻ���е������°����λ�õ��������Ħ����������飬�о������ٶȺͲ���λ�öԴ�ӽ�ͷȱ���������������ܵ�Ӱ�죬Ϊ2024/7075�������Ͻ�FSW��ӹ��յ��Ż��ṩ���ݡ�
1 ʵ��
��������ʹ�õIJ���Ϊ5 mm��2024-T3��7075-T6���Ͻ����ư�ģ���ߴ�Ϊ200 mm��150 mm���仯ѧ�ɷֺ���ѧ���ֱܷ����1�ͱ�2���С����ӿ���Ϊ50 mm������ʱʹ���˲���ϰ����λ�á����ý���Ħ�������ͺ�ΪFSW-RS32-015(�й�����Ħ������������)������ͷΪ�������ͽ������ƽ����룬���ֱ��Ϊ15 mm�������볤��Ϊ6 mm�����˺͵�ֱ���ֱ�Ϊ4.6��6 mm�������ѹ������Ƿֱ�Ϊ0.20 mm��2.5�㡣��ǰ��ɰֽ��ĥ����棬����1500 r/minת�ٺ�50��150��225��300 mm/min����4����������������°����λ�ù�����8�����顣����ֱ�ȥ��������ʼ�κ���β�θ�20 mm�����м�ȡ3������������1��������������CSS-44100��������������Ͻ����������飬��ͷǰ���ٶ�Ϊ1.5 mm/min��Ϊ��С��������еĶ�������Ӧ�����������������˷ֱ��������5 mm���Ƭ�����������͵�Ƭ��״�ͳߴ���ͼ1��ʾ�����óɷ�Ϊ2 mL HF��3 mL HCl��5 mL HNO3��190 mL H2O��Keller�Լ���30 s��ʴʱ�丯ʴ������������OLYMPUS-GX51��ѧ�����Ϲ۲�����֯����Hatchi-4800ɨ��羵�۲����������Ͽ���ò��
��1 2024��7075���Ͻ�ѧ�ɷ�
Table 1 Chemical compositions of 2024 and 7075 Al alloys (mass fraction, %)

��2 2024��7075���Ͻ����ѧ����
Table 2 Mechanical properties of 2024 and 7075 Al alloys

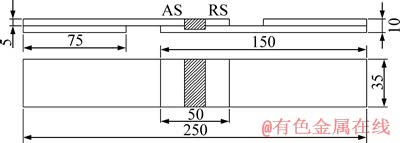
ͼ1 ���������͵�Ƭ����״���ߴ�
Fig. 1 Shape and size of lap shear specimens and spacers (Unit: mm)
2 ��������
2.1 �������ȱ��
����۲��������º��������ò������2024���Ͻ���Ϊ�ϰ����ú������ϴֲڣ��ر�����300 mm/min�ߺ����³��ֽϴ��������Ƥ����7075��Ϊ�ϰ�ʱ���ֺ����º������������ۣ�Ϊ�Ϲ⻬�������ơ�ͼ2��ʾΪ300 mm/min���������ֲ���λ���º��������ò��2024��7075�������Ͻ�ѧ�ɷֵIJ��쵼�¶��ߵĸ������Ա�����������������һ�����졣��ʵ�ϣ���7075���Ͻ���ȣ�2024���Ͻ�ĸ������Ա��������������Խϲ���ڽϸ�������ĺ��ӣ�300 mm/min���ٶ�2024���Ͻ�����������С����������Ħ�����ò��㣬���ں�������γ���Ч�������ͽϺõ����Ա��Σ���˺������ֲڡ�
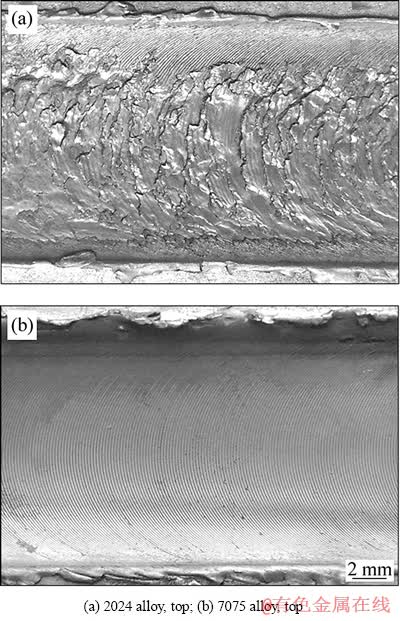
ͼ2 300 mm/min �����º��������ò
Fig. 2 Surface appearance of welds obtained at 300 mm/min
2.2 ��״ȱ��
ͼ3��ʾΪ��ͷ������ͺ����ò������ɷ�Ϊ3������������(Stir zone, SZ)���Ȼ�Ӱ����(Thermal mechanical affected zone, TMAZ)����Ӱ����(Heat affected zone, HAZ)������ת�ٺͺ��ٵķ�����죬�ɽ���ͷ��Ϊ�����֡�������ͬ��Ϊǰ����(Advancing side, AS)������ͬ��Ϊ���˲�(Retreating side, RS)�����⣬��ͼ3���Կ�������������Χ�����ԭʼ��ӽ��������ƫ�ƣ����ֽ���ƫ��������FSW��ӽ�ͷ�б���Ϊ��״ȱ��[13-15]����״ȱ��ʵ��Ϊ��������Χ������FSW�����з�����ֱ�����˶����γɵ����°�δ��ϵ�����״���档��ͼ3��֪����״ȱ�ݾ��������Ȼ�Ӱ���������������������ܻ����ڴ����ƽ�����Ľ��������·�����ֱ�����������������Ȼ�Ӱ�������Ϸ�����ֱ��������ˣ�ԭʼ��ӽ������Ȼ�Ӱ���������������Ȼ�Ӱ���������ܵ��������úͽ�������������ޣ����°������ϵİ����㼰����Ĥδ�����飬���γ�δұ���ϵļ�϶��ͼ4��ʾΪ��״ȱ�ݾֲ��Ŵ�ͼ���ɼ����°��������㷢�����������Ұ��������ڽϴ�ļ�϶����״ȱ���ش�ֱ��ˮƽ����������չ���䴹ֱ��չ���С��Ч���[11](Effective sheet thickness��EST��ָ��״ȱ�ݶ˲����ϰ��ϱ�����°��±������С��ֱ����)����ˮƽ��չ���С��ͷ����Ч��ӿ���(Effective lap width��ELW��ָǰ����ͺ��˲״ȱ��ĩ��֮���ˮƽ����)��EST��ELW��ͼ3(b)��ʾ��Ϊ����������״ȱ�ݶԽ�ͷǿ�ȵ�Ӱ�죬�ڴ˲�����EST��ELW�����������ͷǿ�ȵĹ�ϵ��
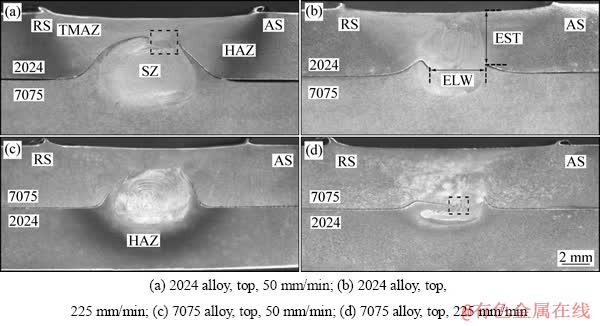
ͼ3 ��ͬ�����´�ӽ�ͷ�������ͺ����ò
Fig. 3 Typical transverse cross sections of lap joints at different welding speeds
�����ٶȺͲ���λ��Ӱ�칳״ȱ�ݵ���״�ͳߴ硣��50 mm/min�ͺ����£���ͼ3(a)��(c)��ʾ����״ȱ��������չ�ľ���ϴ���ǰ����ͺ��˲�Ĺ�״ȱ����״�ͳߴ����ƣ��������Ƶ�������ϲ�������ƫ�ơ���225 mm/min�ߺ����£�ǰ����ͺ��˲״ȱ����״���ϴ���ͼ3(b)��(d)��ʾ����״ȱ����ǰ����������չ��С���뼴��ֹ�����ں��˲���������չ��С�������������������չ��������ֹ�ں�������ǰ���ຸ�ٺ�ת�ٷ�����ͬ�����������Ϻ��Ȼ�Ӱ�����������Ա��β�ϴ��Ȼ�Ӱ���������ܵ������������������ϴ�ǰ���״ȱ�ݴ�ֱ������չ�����ƽ����ԡ����ں��˲࣬���ٺ�ת�ٷ����෴�����������Ϻ��Ȼ�Ӱ�����������Ա��β��С���Ȼ�Ӱ���������ܵ���С�������������������ʺ��˲״ȱ��������չ���ƽ�С��ȡ����֮������������ˮƽ������չ��
FSW���ӹ����в�����(Hi)�����ù�ʽHi=��2/v������[16]�����У��غ�v�ֱ�Ϊת�ٺͺ��٣�HiΪ��ָ������ָ��Խ��FSW������Խ�ࡣ�ڱ������У�ת�ٱ��ֲ��䣬��������ʱ����ָ����С�����������٣������������ܻ��̶Ƚ��ͣ������Ա���������Χ�������ϵ����������������ʹ�״ȱ��������չ�����С���ڵͺ����£���ָ���������࣬�����������¶ȸߡ���������ǿ�������Ȼ�Ӱ�����������ϵ������������ԡ���������£�ǰ����ͺ��˲���ϲ�ͬ����������������������ǿ���������������������ڵͺ����£�ǰ����ͺ��˲�Ĺ�״ȱ��������չ������ϴ�����òҲ���ơ�
��Ҫָ�����ǣ�����λ�ò�ͬʱ����״ȱ����òҲ��һ������ͼ4��ʾ��2024���Ͻ�Ϊ�ϰ�ʱǰ���״ȱ����б������չ����������ʧ����7075���Ͻ�Ϊ�ϰ�ʱǰ���״ȱ�ݼ�����ֱ������չ�Ҷ˲��ϼ���2024���Ͻ�Ϊ�ϰ�ʱ���˲״ȱ����������չһ�����룬���Խϴ�Ƕ�����������չ��С���뼴��ʧ����7075���Ͻ�Ϊ�ϰ�ʱ�����˲״ȱ���Խ�С�Ƕ������ˮƽ����������ϴ���롣2024��7075�������Ͻ�Ļ�ѧ�ɷֲ��ϴ������ȴ���ϵ����������ϵ�����������ܷ�����ϴ����������Ͻ�FSW�����е�����������ͬ����ˣ�������λ�øı�ʱ���γɵĹ�״ȱ����òҲ��ͬ��
2.3 ����������
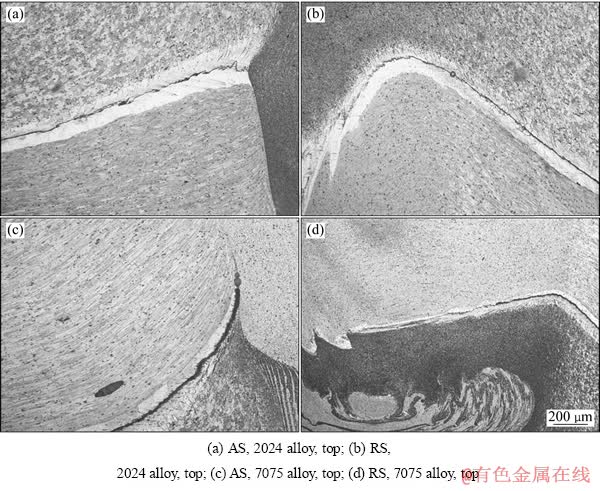
ͼ4 225 mm/min�����¹�״ȱ�ݷŴ���ò
Fig. 4 High magnification morphologies of hooking defect at high welding speed of 225 mm/min
���������麸��������۲췢�֣�2024���Ͻ�Ϊ�ϰ��4�麸���º����о����ڽϴ�����Ŀ�ȱ�ݣ�������150 mm/min�����º����п�������Ȼ�������溸���������С�������ֵ�λ����ͼ3(a)�����߿���ʾ���ں������ϲ���ǰ����ͺ��˲����Ȼ�Ӱ����֮�䡣���Ŵ���ò��ͼ5(a)��ʾ���ɼ������д��ڽ϶������IJ�������������ΧΪϸС�ĵ��ᾧ��������ͬ�����£�7075���Ͻ�Ϊ�ϰ�ĺ����������֡���FSW�У�ת�ٶԺ���������Ӱ��Ⱥ���Ҫ����ת�ٽϸ�ʱ���������ϴ����������ܻ��̶ȹ��߶��ȴ�����ͣ���������뷢����ЧĦ�������������ϲ��ܱ��������ֽ��裬������ǰ��ʱ���µ�˲ʱ��ǻ�������������ǰ���IJ��ϼ�ʱ���������¿����֡���2024���Ͻ�ĸ������Ա��������ϲ�[17]��������������1500 r/min�Ľϸߺ������ܻ��̶ȹ������أ�����������γ���ЧĦ�����������½�����ǰ�����������µĿ�ǻ������ʱ��������ˣ���2024���Ͻ�Ϊ�ϰ�ʱ�����г��ֿ�ȱ�ݡ�
����״ȱ���⣬FSW��ӽ�ͷ�н����׳��ֵ���һ��ȱ����������ȱ�ݣ�����ȱ����Ҫ�ڸߺ��ٽ�ͷ�г��֣������ͷ�о����ڡ��������Ǵ����İ����������Ĥ�ں��ӹ�����δ��������飬�������̶���̬�ֲ���δұ����ȱ�ݡ������Ӷ�����ں���������ʼ�ں��˲״ȱ�ݣ����ҹᴩ��������������ͼ3(d)�����߿��е�������ȱ�ݷŴ�ͼ��ͼ5(b)��ʾ����ͼ�ɼ����������Ͻ�δ������Ч��ϣ���ɫ����7075���Ͻ��ϰ�����δ�����飬���ɫ����2024���Ͻ�δ��ϵ�һ�飬�м������Եķ�϶��������ȱ���Ǽ�ϵģ������ں�������ϸС���ᾧ����Χ�� FSW��ӹ����У����蹤�������洹ֱ��������ϵ�����Ĥ��֮�ԽӸ��ѱ����顣�ڸߺ����£��������¶ȵͣ��ܻ��̶ȵͣ���ˣ�������ϵ�����Ĥ���ܱ�������飬�ײ����ں��������γ�������ȱ�ݡ�

ͼ5 ����������ȱ����ò
Fig. 5 Morphologies of voids (a) and lack of bond defects (b)
2.4 ��ͷ����ǿ��
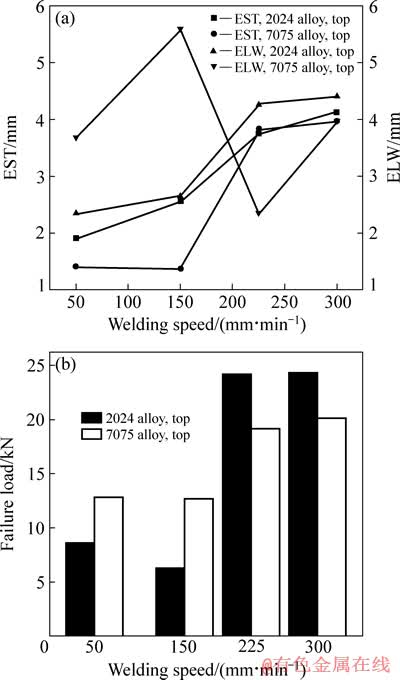
��Ч���EST����Ч��ӿ���ELW��Ӱ���ӽ�ͷǿ�ȵ���Ҫ���ء����麸���µ�EST��ELW��ͼ6(a)��ʾ��������˵��EST�溸�ٵ����Ӷ����ӡ���ǰ��ķ�����֪���������Ӳ��������٣����������Խ��ͣ���˹�״ȱ��������չ�����С��EST���ӡ�����ELW����2024���Ͻ�Ϊ�ϰ�ʱ��ELW�溸�����Ӷ����ӣ���7075���Ͻ�Ϊ�ϰ�ʱ�����ٴ�150 mm/min�ͺ��ٹ��ɵ�225 mm/min�ߺ���ʱ��ELW��С����ԭ���Ǹߺ����º��˲״ȱ��������չ�ϴ��ˮƽ���롣
��ͬ�����½�ͷ����ǿ����ͼ6(b)��ʾ����֪�ڵͺ���(50��150 mm/min)�£�7075���Ͻ�Ϊ�ϰ�ʱ��ͷǿ�ȴ���2024���Ͻ�Ϊ�ϰ�ʱ��ͷǿ�ȣ��ڸߺ���(225��300 mm/min)�£�2024���Ͻ�Ϊ�ϰ�ʱ��ͷǿ�ȴ���7075���Ͻ�Ϊ�ϰ�ʱ��ͷǿ�ȡ������������еĽ�ͷǿ�Ⱦ���150 mm/min�����´ﵽ��Сֵ����300 mm/min�����´ﵽ���ֵ����150 mm/min�����£�2024���Ͻ�Ϊ�ϰ�ʱ����ͷ�п�ȱ���������ҹ�״ȱ��������չ�ľ���Ҳ�ϴ���״ȱ�ݴ����С�˽�ͷ��Ч����������ʽ�ͷǿ����ͣ�7075���Ͻ�Ϊ�ϰ�ʱ��ǰ���״ȱ�ݵ���б�Ƕ���������Ǵ�ֱ������չ������Ӧ���������أ��ҽ�ͷ��Ч���Ҳ��С����ǿ����͡���Ҫָ�����ǣ��ڵͺ����£�2024���Ͻ�Ϊ�ϰ�ʱ��ͷ�г��ֽ����صĿ�ȱ�ݣ������˽�ͷ�����������7075���Ͻ�Ϊ�ϰ�ʱ��ͷ�������ڣ������ڵͺ�����7075���Ͻ�Ϊ�ϰ�ʱ��ͷǿ��Ҫ����2024���Ͻ�Ϊ�ϰ�ʱ�Ľ�ͷǿ�ȡ����ڸߺ����£�����7075���Ͻ�Ϊ�ϰ�ʱ��ͷ��ELW��С�����´���渽��������ǿ�Ƚϵͣ���2024���Ͻ�Ϊ�ϰ�ʱ��ͷ���нϴ��ELW����ˣ��ߺ�����2024���Ͻ�Ϊ�ϰ�ʱ��ͷǿ�ȸ��ߡ���ˣ����Ż�FSW��ӹ���ʱ������������EST��ͬʱ����ELW��ֻ��ͬʱ���нϴ�EST��ELW�Ľ�ͷ���Ż��нϸߵĽ�ͷǿ�ȡ�
ͼ6 ��ͬ��������Ч�����Ч��Ӻ�ȼ�ʧЧ�غ�
Fig. 6 EST, ELW (a) and failure load (b) at various welding speeds
2.5 ����ģʽ���Ͽ���ò
��ͬ���������������Ķ���ģʽ��ͼ7��ʾ������������3�ֶ���ģʽ������ǰ���״ȱ�ݵ��������(��ͼ7(a)��(b))�����Ŵ�ӽ���ļ��ж���(��ͼ7(c))��������Ѻͼ��ж��Ѷ��еĻ�϶���(��ͼ7(d))��2024���Ͻ�Ϊ�ϰ�ʱ���к����½�ͷ������������ѣ�7075���Ͻ�Ϊ�ϰ�ʱ��50��150 mm/min�ͺ����½�ͷ����������ѣ���225��300 mm/min�ߺ����·ֱ������ж��Ѻͻ�϶��ѡ�����ģʽ����Ч������Ч��ӿ����нϴ��ϵ����ͼ6(a)��ʾ����2024���Ͻ�Ϊ�ϰ�ʱ����ͷ��ESTֵ��С��ELWֵ����Ч���ذ��С�����ҹ�״ȱ�ݸ����н����ؿ�ȱ�ݴ��ڣ������ϰ庸����Ϊ��ͷ�����������Խ�ͷ�����ڸ�������������ѡ�
��7075���Ͻ�Ϊ�ϰ�ʱ����50��150 mm/min�ͺ����£���ͷESTС��ELW����Ч���ذ���С���ϰ�ǰ����Ϊ��������ͷ���ڴ�������������ѣ����ҵͺ�������Ч������С�����Խ�ͷǿ��Ҳ�ϵ͡���225 mm/min�����£���ͼ6(a)�пɿ�����ESTֵ����ELWֵ����Ч���ذ��ϴ��ϰ庸�������������ѣ�����Ч��ӿ��Ƚ�С���ײ���ӽ��洦���ؿ���Ӧ������Ч��������С�����½�ͷ�ڴ���洦�������ж��ѡ�����300 mm/min�����£�ESTֵԼ����ELWֵ���ϰ庸����ǿ�Ⱥ͵ײ�����洦ǿ���൱�������ڽ�ͷ���������ͬʱ�ع�״ȱ��������չ���ش����ˮƽ��չ�����Գ����˻�϶��ѡ������ڸߺ����£�����EST��ELWֵ���ϴ��ϰ庸�����ʹ�ӽ��洦�ֱ��ṩ�ϴ�Ŀ���Ӧ���Ϳ���Ӧ�������Խ�ͷǿ��Ҳ�ϸߡ����⣬�������У����н�ͷ�ϰ�ǰ��������������г�������غ�[11]�����ҹ�״ȱ��������չ���ʽ�ͷ�����ϰ�ǰ��������ѡ�
ͼ8��ʾΪ����300 mm/minʱ���������ĵ��ͶϿ���ò����ͼ�пɿ������Ͽ��Ϸֲ��Ŵ�����С��ͬ�����ѣ����������г��ܵ�ϸС���ѣ�������֮�������Ե�˺���⡣�ӶϿ���ò��֪��������Ϊ���͵����Զ��ѡ�2024���Ͻ�Ϊ�ϰ�Ľ�ͷ�Ͽ��������еڶ�������������Ͽ���ɫƫ����7075���Ͻ�Ϊ�ϰ�Ľ�ͷ�Ͽ��������ڶ���������Ͽ���ɫƫ�����Ͽ���ò�IJ�����2024��7075�������Ͻ�ɷֲ�ͬ��ǿ���ͬ���¡�

ͼ7 ��ͬ������������������ģʽ
Fig. 7 Fracture modes of lap shear specimens at different welding speeds
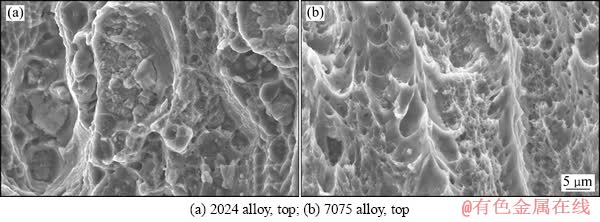
ͼ8 ����300 mm/minʱ��ӽ�ͷ�Ͽ���ò
Fig. 8 Fractographs of lap joints at welding speed of 300 mm/min
3 ����
1) �ڱ����������õIJ���(1500 r/min��50��150��225��300 mm/min)�У�2024���Ͻ�Ϊ�ϰ�ʱ����Ӻ������ϴֲڣ��ڸߺ����³��ֽ����ص���Ƥȱ�ݣ����ҽ�ͷ���нϴ�����Ŀ�ȱ�ݡ�7075���Ͻ�Ϊ�ϰ�ʱ�������⻬���������ۣ���ͷ����ȱ�ݡ��ڸߺ����£������ͷ�о�����������ȱ�ݡ�
2) �ڵͺ���(50��150 mm/min)�£�ǰ����ͺ��˲״ȱ��������չ����ϴ�����ò�ͳߴ����ƣ��ڸߺ���(225��300 mm/min)�£���״ȱ��������չ�����С������7075���Ͻ�Ϊ�ϰ�Ľ�ͷ�У����˲״ȱ������ˮƽ��չ����ϴ�
3) ��ͷǿ���ܺ��ٺ����°����λ��Ӱ�졣�ڵͺ����£�7075���Ͻ�Ϊ�ϰ�Ľ�ͷǿ�ȸ��ߣ��ڸߺ����£�2024���Ͻ�Ϊ�ϰ�Ľ�ͷǿ�ȸ��ߡ���״ȱ�����ؼ�С��ͷ��Ч������Ч��ӿ��ȣ��Ӷ����ͽ�ͷǿ�ȡ��Ż�FSW��ӹ���Ӧ��ͬʱ������Ч������Ч��ӿ��ȡ�
4) ������������ǰ���״ȱ���ϲ����˶��ѵ�������ѡ��ش�ӽ���ײ����˶��ѵļ��ж��ѺͶ��߾��еĻ�϶���3�ֶ���ģʽ���Ͽ����н϶��С���ȵ����Ѻ�˺���⣬Ϊ���͵����ԶϿڡ�
REFERENCES
[1] CHRISTNER B, MC COURY J, HIGGINS S. Development and testing of friction stir welding as a joining method for primary aircraft structure[C]//Proceedings of the 4th International Symposium on Friction Stir Welding. Park City, UT, USA, 2003.
[2] ����չ, �� ��, �ص���. 7A52 ���Ͻ������Ħ����[J]. �й���ɫ����ѧ��, 2006, 16(6): 964-969.
ZHOU Peng-zhan, ZHONG Jue, HE Di-qiu. Friction-stir welding on thick plate of 7A52 aluminum alloy[J]. The Chinese Journal of Nonferrous Metals, 2006, 16(6): 964-969.
[3] �ص���, ������, ������, ���ٻ�, �� ��, ����. �������Ͻ������踴�Ϻ����ռ�����[J]. �й���ɫ����ѧ��, 2012, 22(10): 2743-2748.
HE Di-qiu, PENG Jian-hong, YANG Kun-yu, XU Shao-hua, WANG Jian, HE Shu-jun. Technology and mechanism of ultrasonic stir compound welding of aeronautical aluminum alloy[J]. The Chinese Journal of Nonferrous Metals, 2012, 22(10): 2743-2748.
[4] DRACUP B J, ARVEGAST W J. Friction stir welding as a rivet replacement technology[C]//Proceedings of the Automated Fastening Conference & Exposition. Nashville, TN, USA, 1999.
[5] DA SILVA A A M, ARRUTI E, JANEIRO G, ALDANONDO E, ALVAREZ P, ECHEVERRIA A. Material flow and mechanical behaviour of dissimilar AA2024-T3 and AA7075-T6 aluminium alloys friction stir welds[J]. Materials & Design, 2011, 32(4): 2021-2027.
[6] CAVALIERE P, NOBILE R, PANELLA F W, SQUILLACE A. Mechanical and microstructural behaviour of 2024-7075 aluminium alloy sheets joined by friction stir welding[J]. International Journal Machine Tools & Manufacture, 2006, 46(6): 588-594.
[7] KHODIR S A, SHIBAYANAGI T. Friction stir welding of dissimilar AA2004 and AA7075 aluminum alloys[J]. Material Science and Engineering B, 2008, 148: 82-87.
[8] BAHEMMAT P, HAGHPANAHI M, BESHARATI GIVI M K, SEIGHALANI K R. Study on dissimilar friction stir butt welding of AA7075-O and AA2024-T4 considering the manufacturing limitation[J]. International Journal Advanced Manufacture Technology, 2012, 59(9/12): 939-953.
[9] CAVALIERE P, PANELLA F. Effect of tool position on the fatigue properties of dissimilar 2024-7075 sheets joined by friction stir welding[J]. Journal of Materials Processing Technology, 2008, 206(1): 249-255.
[10] CAVALIERE P, CERRI E, SQUILLACE A. Mechanical response of 2024-7075 aluminium alloys joined by friction stir welding[J]. Journal of Material Science, 2005, 40(14): 3669-3676.
[11] CEDERQVIST L, REYNOLDS A P. Factors affected the properties of friction stir welded aluminum overlap joints[J]. Welding Journal, 2001, 80(12): 281-287.
[12] DUBOURG L, MERATI A, JAHAZI M. Process optimization and mechanical properties of friction stir lap welds of 7075-T6 stringers on 2024-T3 skin[J]. Materials & Design 2010, 31: 3324-3330.
[13] ��Ч��, �����, �� ��, ١����. ���Ͻ� 2024-T4 ����Ħ������ӽ�ͷ��֯�����ܷ���[J]. ���ղ���ѧ��, 2012, 32(3): 51-56.
XU Xiao-dong, YANG Xin-qi, ZHOU Guang , TOGN Jian-hua. Analysis of microstructures and fatigue properties of friction stir overlap welds in AA2024-T4 alloy[J]. Journal of Aeronautical Materials, 2012, 32(3): 51-56.
[14] SONG You-bao, YANG Xin-qi, CUI Lei, HOU Xiao-peng, SHEN Zhi-kang, XU Yan. Defect features and mechanical properties of friction stir lap welded dissimilar AA2024�CAA7075 aluminum alloy sheets[J]. Materials & Design, 2014, 55: 9-18.
[15] XU Xiao-dong, YANG Xin-qi, ZHOU Guang, TOGN Jian-hua. Microstructures and fatigue properties of friction stir lap welds in aluminum alloy AA6061-T6[J]. Materials & Design, 2012, 35: 175-183.
[16] ARBEGAST W J. Z. Jin (Ed.), Hot deformation of aluminum alloys (III)[M]. TMS, 2003.
[17] ����, ��ϣ��, ���, ������. ��ͬ������֯�Խ���Ħ�����ӽ�ͷ���ܵ�Ӱ��[J]. ���Ϲ���, 2008, 9: 60-63.
JIN Yu-hua, WANG Xi-jing, LI Chang-feng, MA Ning-ning. Effect of base metal on joint properties of friction stir welded[J]. Journal of Material Engineering, 2008, 9: 60-63.
(�༭ ������)
������Ŀ��������Ȼ��ѧ����������Ŀ( 50775159)
�ո����ڣ�2013-08-30�������ڣ�2014-03-10
ͨ�����ߣ�����᪣����ڣ���ʿ���绰��13820035153��E-mail��xqyang@tju.edu.cn

