DOI: 10.11817/j.ysxb.1004.0609.2020-35935
7075铝合金挡风梁热冲压成形减薄预测模型
董晓传1,倪 炀1,蔡玉俊1,潘高峰2,袁斌先1
(1. 天津职业技术师范大学 汽车模具智能制造技术国家地方联合工程实验室,天津 300222;
2. 天津市天锻压力机有限公司,天津 300222)
摘 要:以7075铝合金挡风梁在热成形过程中的减薄率为研究对象,通过热拉伸试验,研究了7075铝合金在变形温度为440~480 ℃、应变速率为0.001~0.1 s-1条件下的真实应力-应变曲线,并将其引入数值模拟模型,分析了板料初始温度(440~500 ℃)、压边力(20~50 kN)、摩擦因数(0.1~0.7)对7075铝合金挡风梁热冲压成形危险区域标记点减薄率的影响规律及其预测模型,并进行了实验验证。结果表明:挡风梁成形件危险区域标记点的减薄率随着板料温度的上升先减小后增大,随着压边力的增大而增加,随着摩擦系数的增大呈上升趋势,且变形过程中标记点减薄率由高到低依次为A>D>C>B。经修正后的预测模型与实验值进行比较,所得最大误差为6.7%,最小误差为1.5%。
关键词:7075铝合金;热冲压;成形性能;减薄预测
文章编号:1004-0609(2021)-03-0590-08 中图分类号:TG156.1 文献标志码:A
引文格式:董晓传, 倪 炀, 蔡玉俊, 等. 7075铝合金挡风梁热冲压成形减薄预测模型[J]. 中国有色金属学报, 2021, 31(3): 590-597. DOI: 10.11817/j.ysxb.1004.0609.2020-35935
DONG Xiao-chuan, NI Yang, CAI Yu-jun, et al. Prediction model of hot stamping thinning of 7075 aluminum alloy windshield beam[J]. The Chinese Journal of Nonferrous Metals, 2021, 31(3): 590-597. DOI: 10.11817/j.ysxb.1004.0609.2020-35935
随着全球石化资源的日渐短缺、环境污染的日益加剧,节能减排的呼声越来越高,推进汽车的轻量化自然也成为势在必行之举[1-3]。选用轻质材料是实现汽车轻量化的有效方法之一,7075铝合金因其密度小、比强度高、耐腐蚀的优点而广泛应用于中高端汽车框架结构。由于7075铝合金在常温下伸长率低,无法成形复杂零件,而在高温条件下其板料变形抗力减小,流动更均匀,不易发生破裂[4-5],所以7075铝合金多采用热冲压成形工艺。该加工过程是一个热力耦合过程,成形工艺参数对产品尺寸成形精度和力学性能具有决定性影响,因此国内外众多学者开展了相关方面的研究工作。
PANIGRAHI等[6]研究了时效对7075铝合金在液氮温度和室温下轧制时的力学性能和显微组织的影响,结果表明对固溶处理的7075铝合金进行冷辗扩和室温辗扩细化晶粒,并进行时效处理,会提高强度和塑性。MA等[7]通过制备超细晶体块材料,并进行热处理,研究了7075铝合金微观结构与力学行为的关系,建立了复合沉淀强化体系的强化机制。刘克威等[8]通过热压缩实验研究了7075铝合金在不同应变速率、应变和变形温度对变形抗力的影响,并建立了变形抗力模型,对其进行分析且进行实验验证,模拟结果与实验结果相吻合;LI等[9]研究了7075铝合金在轴向和扭转载荷下的疲劳性能,并采用扫描电子显微镜观察了断口形貌,研究裂纹萌生和扩展过程。朱永博等[10]利用LSPSF制备7075铝合金棒料,然后进行均匀化、热挤压和T6热处理,研究其对铝合金显微组织及拉伸性能的影响。刘辰辰等[11]利用自行开发的腐蚀装置对7075铝合金进行未腐蚀和3.5%NaCl盐雾原位腐蚀条件下,等效应力分别为200、250和300 MPa时的多轴疲劳试验,对比分析多轴疲劳失效机理,并提出了改进的Manson-Coffin-Basquin准则进行寿命预测。李海等[12]研究了时效处理对经历固溶+冷轧的7075铝合金显微组织和力学性能的影响规律,并根据时效析出和位错回复特征,分析了时效过程中合金强度和伸长率的变化规律。姜月等[13]采用搅拌摩擦焊对厚度为6 mm的7075铝合金进行了不同工艺下的平板对接试验,研究了对接头微观组织、显微硬度和沉淀相种类及形貌,并进行了分析。MILKEREIT等[14]采用差示扫描量热法和硬度测试法测定了EN-AW-7021和EN-AW-7075铝合金在连续加热和连续冷却过程中的相转变动力学。确定了两种合金合适的固溶退火条件和临界冷却速率,并与实际热成形工艺进行了比较。
上述学者研究了7075铝合金在不同的变形条件下的显微组织和力学性能,取得了一定的成果,但均未涉及7075铝合金热冲压制件的减薄预测。对于冲压加工而言,板料的减薄程度直接决定了模具的有效性和冲压件的使用寿命,是评价产品合格性的重要标准之一。通用、福特等北美汽车主机厂要求其供应商对所有关键结构件提供产品减薄量检测结果,且对于铝合金零件减薄量的规定相比钢结构减薄量的规定更为严格。
有鉴于此,本文针对7075铝合金汽车挡风梁,通过Autoform数值模拟,研究热冲压工艺参数对其成形质量的影响规律,建立挡风梁热成形件关键位置的减薄预测模型,并进行实验验证,以期进一步提高零件合格率,丰富7075铝合金板料热冲压加工工艺的理论基础。
1 汽车挡风梁有限元模型建立
通过Autoform软件,建立汽车挡风梁成形数值模拟模型,其中板料为弹塑性变形体,厚度为1.6 mm,凸、凹模及压边圈为刚体。根据挡风梁的结构特点,在凹模中部设有一个可上下移动的小凹模(通过底部导柱推动),如此在成形过程中,该处(挡风梁底部)先于两侧成形(定义为先成形区域),然后再随凹模下降成形其他位置(定义为后成形区域)。从而能够避免因先成形两侧,使得中间凹陷部位原本就受拉,最后再成形底部局部形状时,两边压紧,受拉更严重,进而造成破裂失效的情况。挡风梁的数值模拟模型示意图和照片如图1所示。
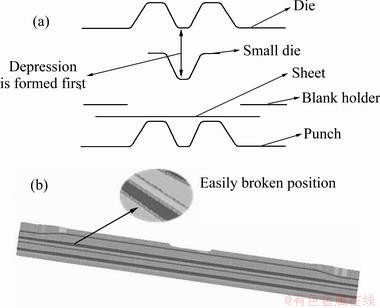
图1 挡风梁的数值模拟示意图和照片
Fig. 1 Finite element model (a) and photo (b) of windshield beam
本文中所用材料为T6状态的7075铝合金的板材,其化学成分如表1所示。
表1 试验材料化学成分
Table 1 Chemical composition of test material (mass fraction, %)

为了使数值模拟与物理实验的材料参数尽量一致,本文采用高温电子万能实验机(见图2)进行7075铝合金的热拉伸实验,获取不同应变速率(0.1、0.01和0.001 s-1)[15]及不同温度(440、460和480 ℃)条件下的真实应力-应变曲线。图3所示分别为应变速率为0.1 s-1和温度为460 ℃时的应力-应变曲线。将该数据(不同应变速率和不同温度的共18条应力-应变曲线)制作成材料卡,导入到Autoform软件中,设置弹性模量E=7.1 GPa,泊松比 =0.33,密度为2.81 g/cm3,比热为960 J/(kg・K),热传导系数为130 W/(m2・K)。
=0.33,密度为2.81 g/cm3,比热为960 J/(kg・K),热传导系数为130 W/(m2・K)。
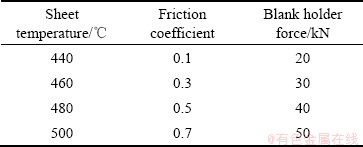
依次设置Autoform成形工序:加热、冲压、冷却、回弹。根据7075铝合金固溶温度以及工程经验,工艺参数选择如表2所示。
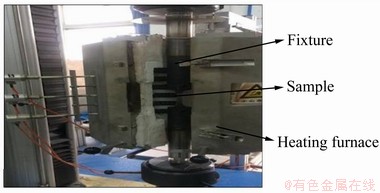
图2 高温电子万能实验机
Fig. 2 High temperature electronic universal testing machine

图3 7075铝合金热拉伸真实应力-应变曲线
Fig. 3 True stress-strain curves of hot drawing of 7075 aluminum alloy
表2 工艺参数
Table 2 Process parameters
2 模拟结果与分析
基于上述挡风梁有限元模型,对数值模拟结果进行分析。尽管回弹也是冲压成形中常见的问题,尤其是铝合金材料在成形后回弹明显,但在热冲压工艺下,铝合金的回弹量一般比较微小。如本文研究的挡风梁的回弹在10-3 mm数量级范围中,对最终成形件精度几乎没有影响,故此处仅将成形后制件厚度作为热冲压成形质量的评定标准。
2.1 板料初始温度对减薄率的影响
保持压边力为20 kN、摩擦因数为0.1不变,设定板料温度分别为440、460、480和500 ℃。根据模拟结果,选取板料易破裂区域的四个标记点(见图4)进行分析,其减薄率的对比结果如图5所示。
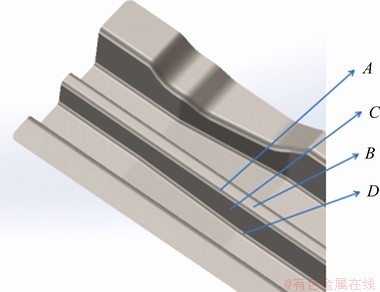
图4 危险部位取点图
Fig. 4 Point of danger point drawing
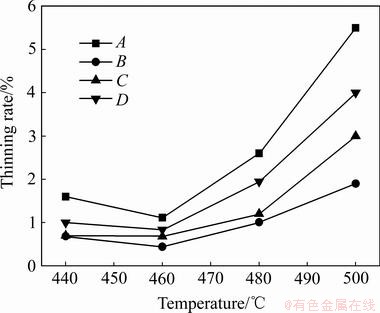
图5 板料温度对减薄率的影响
Fig. 5 Effect of sheet metal temperature on thinning rate
从图5中不难发现,随着板料温度的上升,挡风梁成形件的减薄率先减小后增大,这是由于,当温度升高时,铝合金流变应力减小,成形极限逐渐提高,周边板料补充流动及时,但随着温度继续升高,流变应力越小,变形区材料流动越容易,当挡风梁其它位置成形时,其危险区域(点A~点D区域)作为先成形部位会有更多的材料通过传力区到达变形区,因此导致这部分减薄加剧。
此外,从图5中还可发现,点A、点B、点C、点D的减薄率由高到低依次为点A>点D>点C>点B。因为点B为先成形区域,该部分成形时,未有压边力,材料流动充分,因此减薄量非常小,随着挡风梁压边力加载及其他位置成形,点B处在模具摩擦力的作用下降低了板料流动性,因此该点在整个成形过程中,减薄量最小;点A位于中部圆角处,因此在先成形阶段,其厚度就已经发生较大的减薄,而后期其它位置变形时,应变区域扩展,又进一步促进了点A处材料向外侧流动,因此点A处减薄最严重;点D较点C距离挡风梁后变形区域更为接近,且位于变形区域底端圆角处,因此点D处的减薄量也较点C处的更大。
2.2 压边力对减薄率的影响
保持板料温度为460 ℃、摩擦因数为0.3不变,设定压边力分别为20、30、40和50 kN,其挡风梁成形件危险区域标记点的减薄率变化如图6所示。

图6 压边力对减薄率的影响
Fig. 6 Effect of blank holder force on thinning rate
由图6可知,压边力对热冲压成形的质量有着明显的影响,在其他条件相同的情况下,随着压边力的增大,成形件的减薄率也随之不断增加。这是由于压边力的增大使得材料流动的阻力变大,周边材料难以及时流动补充危险区域,导致该部分厚度减薄显著,甚至出现拉裂的情况(见图7标记位置,对应前面点A位置),且危险区域标记点减薄程度的次序与图5所示的趋势及机理一致。

图7 成形件拉裂图
Fig. 7 Crack drawing of forming parts
2.3 摩擦因数对减薄率的影响
保持板料温度为460 ℃、压边力为20 kN不变,设定摩擦因数分别为0.1、0.3、0.5和0.7,其挡风梁成形件危险区域标记点的减薄率变化如图8所示。
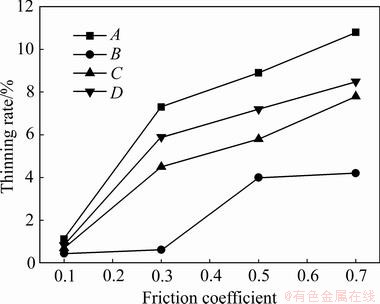
图8 摩擦因数对减薄率的影响
Fig. 8 Influence of friction coefficient on thinning rate
从图8中可知,随着摩擦因数的增大,各点处减薄率呈上升趋势,表明在热冲压过程中,摩擦力的增大使得板料的流动困难,导致危险区域板料厚度下降。其危险区域标记点减薄程度的次序与图5所示的趋势及机理一致。需要注意的是,尽管点C处减薄率数值不是最大,但其增幅却最高,这是因为当摩擦因数增大之后,先、后成形区域模具底端近似于形成了两个固定端约束(点B处减薄率虽有增加,但绝对值和增幅都不大),随着后成形区应变增大,位于中间段的点C处受拉加剧,进一步加大了其减薄率。
2.4 减薄预测模型
通过上述分析可知,板料温度、摩擦因数和压边力对挡风梁热冲压成形的减薄率影响显著,同时,三个影响因素之间又存在相互影响,故根据线性回归理论,建立基于三元二次回归方程的挡风梁危险区域减薄率的预测模型。设该方程为

 (1)
(1)
式中:a、b1、b2、b3、b12、b13、b23、b11、b22、b33为与参数有关的常数;x1为板料温度;x2为摩擦因数;x3为压边力;y为减薄率。
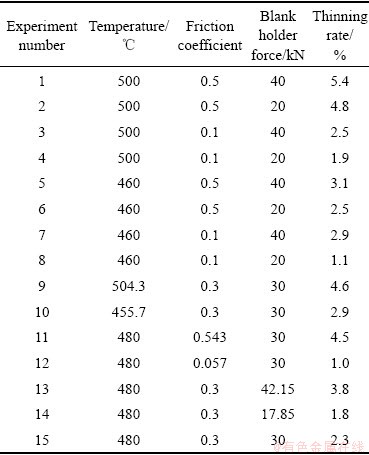
通过单因素数值模拟结果,设计回归正交试验方案,如表3所示。
表3 减薄率三元二次模拟实验设计
Table 3 Three-way quadratic experimental design for thinning rate
对每个因素进行编码并将xi的各水平进行线性变化:
 (2)
(2)
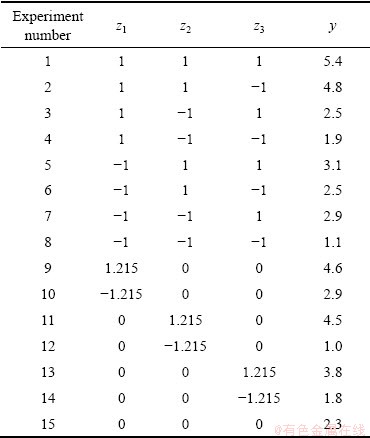
式中:xi为各因素;zi为各因素的编码; 为各因素的变化间距。将xi转化为zi的回归设计见表4。
为各因素的变化间距。将xi转化为zi的回归设计见表4。
表4 编码减薄三元二次模拟实验设计
Table 4 Design of ternary quadratic simulation experiment of coding thinning
据此进行回归计算,得


 (3)
(3)
将式(2)带入式(3),可得挡风梁危险区域减薄预测模型为


 (4)
(4)
3 热冲压实验研究
本文通过7075铝合金的热冲压实验验证挡风梁危险区域减薄预测模型的准确性,主要设备包括一台5000 kN液压机和箱式加热炉,如图9所示。根据前述模拟结果,选择实验参数为:板料加热温度460、480、490和500 ℃,压边力20 kN,保温时间20 min,保压时间20 s。实验中润滑剂使用二硫化钼(用于板料冲压时的摩擦因数约为0.12~0.15[16])。所得实验产品如图10所示。

图9 冲压模具及机床
Fig. 9 Stamping die and machine tool
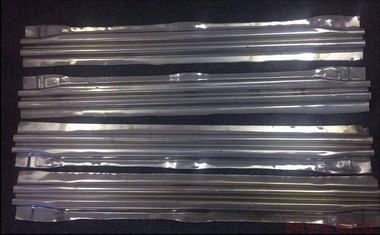
图10 热冲压成形挡风梁
Fig. 10 Hot stamped windshield beam
采用海克斯康关节臂Romer7525对成形后的挡风梁进行测量,通过尺寸检测可知,在本文的实验条件下,成形件的回弹很小,说明热冲压对控制工件回弹,提高成形精度有较大的优势。由厚度分布云图可知,测量的关键点厚度都在1.484~1.619 mm之间,而板料厚度为1.6 mm,减薄及增厚都在极限内(减薄不超过20%,增厚不超过10%),说明此成形件合格。
为了验证预测模型的准确性,将上述实验参数依次代入预测模型式(4),进行计算,并将预测值与实验值进行对比,结果如图11所示。
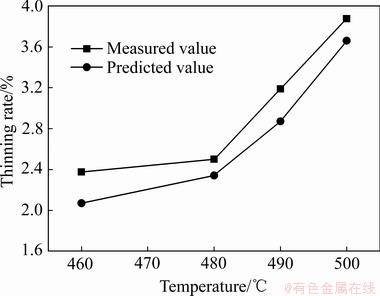
图11 预测值与实测值的减薄分析
Fig. 11 Thinning analysis of predicted and measured values
由图11可知,随着温度升高,减薄率的预测值和实验值均随之增大,且都在480 ℃之后,减薄率的变化幅度加快。其中,预测值与实际测量值的最大误差为12.8%,最小误差为6.4%,且减薄率的实际值均比预测值要大。分析其原因,主要是工件从加热炉中转移到模具上的过程中,板料散热较快,实际冲压温度低于设置温度,使得板料的流动性较模拟中的理想状态要差,从而导致减薄增大。出于安全考虑,对式(4)进行修正,添加一个安全因子k,综合上述误差分析,按照最小二乘法获得k的值为1.086,即可得挡风梁危险区域减薄预测模型为



 (5)
(5)
进而将图11中的实验值与式(5)的计算结果进行对比,所得最大误差为6.7%,最小误差为1.5%,由此可见,修正后的模型预测挡风梁危险区域减薄量较为准确。
4 结论
1) 应变速率一定的条件下,分别进行板料温度、压边力和摩擦因数的单因素变化时,挡风梁危险区域标记点减薄率随着板料温度的升高和摩擦因数的增大,也随之增大,而随着压边力的增大,呈现先减小后增大的趋势,且位于危险区圆角处的标记点A为减薄率最大位置。
2) 基于数值模拟结果,建立了以板料温度、压边力和摩擦因数为自变量的7075铝合金挡风梁热冲压成形危险区域减薄率的预测模型,修正后的预测模型与热成形实验的测量结果进行比较,所得最大误差为6.7%,最小误差为1.5%。
REFERENCES
[1] SHIN J, KIM T Y, KIM D E, et al. Castability and mechanical properties of new 7xxx aluminum alloys for automotive chassis/body applications[J]. Journal of Alloys and Compounds, 2017, 698: 577-590.
[2] DENG Ye-lin, GUO Yan-song, WU Peng, et al. Optimal design of flax fiber reinforced polymer composite as a lightweight component for automobiles from a life cycle assessment perspective[J]. Journal of Industrial Ecology, 2019, 23(4): 986-997.
[3] LI Yong-bing, LI Ya-ting, LOU Ming, et al. Lightweight car body and its challenges to connection technology[J]. Journal of Mechanical Engineering, 2012, 48(18): 44-54.
[4] 王孟君, 任 杰, 黄电源, 等. 汽车用5182铝合金板材的温拉伸流变行为[J]. 中国有色金属学报, 2008, 18(11): 1958-1963.
WANG Meng-jun, REN Jie, HUANG Dian-yuan, et al. Thermal tensile flowing deformation behavior of 5182 aluminum alloy sheet for automobile[J]. The Chinese Journal of Nonferrous Metals, 2008, 18(11): 1958-1963.
[5] MOHAMSD S M, ALISTAIR D F, LIN Jiao-guo. Investigation of deformation and failure features in hot stamping of AA6082: Experimentation and modeling[J]. International Journal of Machine Tools & Manufacture, 2012, 53(1/3): 281-293.
[6] PANIGRAHI S K, JAYAGANTHAN R. Effect of ageing on microstructure and mechanical properties of bulk, cryorolled, and room temperature rolled Al 7075 alloy[J]. Journal of Alloys and Compounds, 2011, 509(40): 9609-9616.
[7] MA Ka-ka, WEN Hai-ming, HU Tao, et al. Mechanical behavior and strengthening mechanisms in ultrafine grain precipitation-strengthened aluminum alloy[J]. Acta Materialia, 2014, 62: 141-155.
[8] 刘克威, 姚明镜, 程精涛, 等. 7075铝合金热变形抗力模型[J]. 热加工工艺, 2019, 48(5): 161-163.
LIU Ke-wei, YAO Ming-jing, CHENG Jing-tao, et al. Hot deformation resistance model of 7075 aluminum alloy[J]. Hot working process, 2019, 48(5): 161-163.
[9] LI Y, RETRAINT D, XUE H, et al. Fatigue properties and cracking mechanisms of a 7075 aluminum alloy under axial and torsional loadings[J]. Procedia Structural Integrity, 2019, 19: 637-644.
[10] 朱永博, 杨湘杰, 桂云鹏. 热挤压与热处理对半固态方法制备7075铝合金显微组织与拉伸性能的影响[J]. 机械工程材料, 2018, 42(1): 39-43.
ZHU Yong-bo, YANG Xiang-jie, GUI Yun-peng. Effect of hot extrusion and heat treatment on microstructure and tensile properties of 7075 aluminum alloy prepared by semi-solid method[J]. Mechanical Engineering Materials, 2018, 42(1): 39-43.
[11] 刘辰辰, 陈亚军, 李 柯, 等. 7075航空铝合金原位腐蚀-多轴疲劳行为分析[J]. 中国机械工程, 2019, 30(5): 615-621.
LIU Chen-chen, CHEN Ya-jun, LI Ke, et al. Analysis of in situ corrosion and multi-axis fatigue behavior of 7075 aeronautical aluminum alloy[J]. China Mechanical Engineering, 2019, 30(5): 615-621.
[12] 李 海, 陈 鹏, 王芝秀, 等. 时效对固溶+冷轧7075铝合金力学性能和显微组织的影响[J]. 中国有色金属学报, 2018, 28(10): 1999-2008.
LI Hai, CHEN Peng, WANG Zhi-xiu, et al. Effect of aging on mechanical properties and microstructure of solid solution cold rolled 7075 aluminum alloy[J]. The Chinese Journal of Nonferrous Metals, 2018, 28(10): 1999-2008.
[13] 姜 月, 朱 浩, 刘家伦, 等. 7075铝合金搅拌摩擦焊工艺对接头沉淀相析出行为影响[J]. 中国有色金属学报, 2018, 28(11): 2191-2198.
JIANG Yue, ZHU Hao, LIU Jia-lun, et al. effect of 7075 aluminum alloy friction stir welding process on precipitation behavior of joint[J]. The Chinese Journal of Nonferrous Metals, 2018, 28(11): 2191-2198
[14] MILKEREIT B, OSTERREICH M, SCHUSTER P, et al. Dissolution and precipitation behavior for hot forming of 7021 and 7075 aluminum alloys[J]. Metals, 2018, 8(7): 531-531.
[15] 李 昂. 7AXX铝合金在热压缩状态下的流变行为[J]. 原子能科学技术, 2019, 53(3): 504-510.
LI Ang. Rheological behavior of 7AXX aluminum alloy under hot compression[J]. Atomic Energy Science and Technology, 2019, 53(3): 504-510.
[16] 罗仁平, 陶匡衡, 吴广新, 等. AZ31B镁合金板材温冲压用润滑介质研究[J]. 上海金属, 2016, 38(3): 62-67.
LUO Ren-ping, TAO Kuang-heng, WU Guang-xin, et al. Study on lubricating medium for AZ31B magnesium alloy plate for temperature stamping[J]. Shanghai Metal, 2016, 38(3): 62-67.
Prediction model of hot stamping thinning of 7075 aluminum alloy windshield beam
DONG Xiao-chuan1, NI Yang1, CAI Yu-jun1, PAN Gao-feng2, YUAN Bin-xian1
(1. National-Local Joint Engineering Laboratory of Intelligent Manufacturing Oriented Automobile Die and Mould, Tianjin University of Technology and Education, Tianjin 300222, China;
2. Tianjin Tianduan Press Co., Ltd., Tianjin 300222, China)
Abstract: Aiming at the thinning rate of 7075 aluminum alloy windshield in the hot forming process,the true stress-true strain curves of 7075 aluminum alloy were studied by hot tensile tests under the deformation temperature of 440-480 ℃ and strain rate of 0.001-0.1 s-1, and they were introduced into the numerical simulation model. The influence of the initial temperature of sheet metal (440-500 ℃), blank holder force (20-50 kN), and friction coefficient (0.1-0.7) on the thinning rate of hot stamping dangerous zone marked points of 7075 aluminum alloy windshield was analyzed, and the prediction model was verified by experiments. The results show that the thinning rate of marked points in the dangerous area of windshield forming part decreases first and then increases with the increase of sheet metal temperature, increases with the increase of blank holder force, and increases with the increase of friction coefficient. The thinning rates of the marked points are A>D>C>B in the order from high to low during the deformation process. The modified prediction model is compared with the experimental value, and the maximum error obtained is 6.7%, and the minimum error is 1.5%.
Key words: 7075 aluminum alloy; hot stamping; formability; thinning prediction
Foundation item: Project(2017KJ101) supported by the Scientific Research Project of Tianjin Education Commission, China
Received date: 2020-04-08; Accepted date: 2020-06-10
Corresponding author: CAI Yu-jun; Tel: +86-22-88181083; E-mail: cyjal@126.com
(编辑 何学锋)
基金项目:天津市教委科研计划资助项目(2017KJ101)
收稿日期:2020-04-08;修订日期:2020-06-10
通信作者:蔡玉俊,教授,博士;电话:022-88181083;E-mail:cyjal@126.com

