
Visual sensing of weld pool in variable polarity TIG welding of
aluminium alloy
ZHANG Guang-jun(张广军), YAN Zhi-hong(闫志鸿), WU Lin(吴 林)
State Key Laboratory of AWPT, Harbin Institute of Technology, Harbin 150001, China
Received 4 July 2005; accepted 12 December 2005
Abstract: The passive visual sensing method was successfully applied to monitor the weld pool in TIG welding of aluminium alloy. In order to reduce the disturbance from the arc and acquire clear image, two techniques were used: one was the own-developed computer-controlled variable polarity power(VPP), the other was the composite filter technology. The VPP source did not have high-frequency electromagnetic interference from arc stabilizer in traditional AC welding power, and its output current wave was controlled by computer, so the imaging current and the imaging time could be adjusted easily. Filter spectral window was identified at 650 nm by analyzing the measured arc light spectral distribution. At the end, the high quality and clear images of welding pool of aluminium alloy were successfully acquired at low imaging current.
Key words: visual sensing; weld pool; aluminium alloy; variable polarity power TIG; spectral filter
1 Introduction
Real-time measuring of the size of welding pool is the precondition to weld shape control[1-4]. Among the researched sensing methods, the passive visual image sensing has been proved to be a feasible and promising method due to its abundant information, few hardware needed and low cost[5-9]. Now, in TIG welding of black metal, the clear welding pool has been successfully acquired by ordinary industry CCD camera at low imaging current with composite spectral filter[10-13]. But in TIG welding of aluminium alloy, the examples are rarely seen, only few researches have been reported [14-16]. The key question is that the welding of aluminium alloy needs the AC power source. Ordinary AC power has high frequency interference from arc stabilizer, which is bad for electron equipment. On the other side, the output current wave can not be adjusted. Although the high level square-wave AC power in market can adjust its output current wave, it has not interface for computer control. So, it can not be realized to keep CCD and current wave work synchronously, namely, the imaging time and imaging current can not be controlled, which limits the quality of the acquired images[15, 16].
In this study, to overcome the above difficulties, a computer-controlled variable polarity power was developed[17], and the suitable spectral filter window was identified by arc spectral measure. The clear welding pool images of aluminium alloy were successfully sensed at low current with composite spectral filter.
2 Experimental system
The experimental system shown in Fig.1 took a PC as the control center, and included two parts:
1) The welding parameter control part controlled the welding power source, the movable work plate, and the on-line sampled welding current, welding voltage, etc.
The used welding power source was an own- developed IGBT variable polarity power controlled by a computer.
2) The image sensing part included a CCD camera made in Germany, a frame grabber and a composite filter system composed of a narrow-band filter and a neutral filter.
The computer controlled the wave of the output current of the power, imaging time, the value of the imaging current, welding speed and the action of sampling pool images. The torch was stationary, the workpiece moved. The CCD camera transformed the light images of the pool into visual signals, the frame grabber changed them into digital signals that were saved and processed in computer.
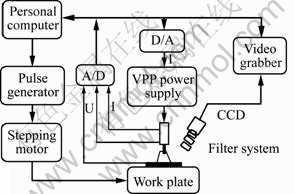
Fig.1 Setup of experimental system
3 Variable polarity power source
The power source used in this study was an own-developed computer-controlled variable polarity power, its structure is shown in Fig.2, the working principle is shown in Fig.3, and the real output current wave with resistance load is shown in Fig.4.
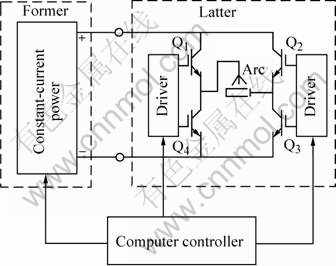
Fig.2 VPP power structure

Fig.3 Working principle of latter inverter (Iin is the output of constant current power; Iout is the output of variable polarity power; Q1, Q3, Q2 and Q4 are the driving waves of IGBTs.)
It is seen from Fig.2 that the power includes two parts: the former constant current power and the latter inverter that has four IGBT power switches. When the switches Q1, Q3 open and the switches Q2, Q4 close, the power source works in DCEP period where the polarity of tungsten electrode is positive. When the switches Q1, Q3 close and the switches Q2, Q4 open, the power source works in DCEN period where polarity of tungsten electrode is negative. By controlling the two groups of switches open and close alternately, the power source outputs square wave alternative current that the frequency and enduring ratio of periods can be regulated. If the former constant current power outputs pulse current, the symmetry square wave AC power source becomes unsymmetrical variable polarity AC power source which outputs current value in DCEP period is not equal to that in DCEN period.
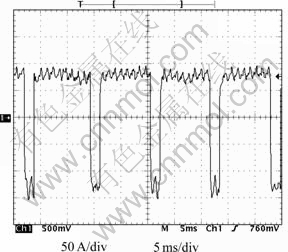
Fig.4 Real output current wave with resistance load
In this study, the VPP power has the following merits:
1) Arc is stable, the arc stabilizer is not needed, so there is not high frequency interference, which is good for computer work.
2) The variable polarity power source has four regulative output parameters which are the current value of DCEN period In, lasting time of DCEN period Tn, the current value of DCEP period Ip, and lasting time of DCEP period Tp. Here, these four parameters can be separately adjusted by computer. So, the imaging current and imaging time can be regulated.
3) By increasing Ip and shortening Tp, we can make the arc shape from diffusion type to focus type, and make welding process close to DCEN welding. Under this condition we can obtain the basic requirement of getting rid of oxidized surface of workpiece, and in the same time the loss of tungsten polarity is reduced, which is good for automatic welding.
4 Spectral analysis and selection of filter
In order to identify the best spectral filter window, the spectral distribution of TIG arc of aluminium alloy was measured, as shown in Fig.5. The spectral analysis equipment is SP500i made by American Company Acton
Research. As can be seen in Fig.5, the arc emission is complex. It includes the continuous spectrum with low intensity and discrete line spectrum with high intensity. The line spectrum includes metal spectrum and the Ar spectrum. Usually, the intense arc light would disturb the imaging of the pool strongly, and there are two methods to design the filter to reduce this disturbance. One is to utilize the metal line spectrum and avoid the Ar line spectrum. However, it requires a filter with a very strict filtering wavelength. Another is to avoid all line spectrum and utilize the continuous spectrum only. In this study, the latter is utilized. From the spectral distribution, it is apparent that in the range from 600 nm to 690 nm, as shown in Fig.6, the line spectrum is scanty and the continuous spectrum is weak.

Fig.5 Spectral distribution of TIG arc of Al in DCEN period at 150A

Fig.6 Spectral distribution from 600 nm to 690 nm
In the last, the narrow-band filter centered at 650 nm is selected. The used composite filter system includes a 650 nm narrow-band filter and a neutral filter.
5 Capturing of weld pool image and analysis
5.1 Experiment condition
The experimental conditions are given in Table 1.
Table 1 Experimental conditions

5.2 Effect of imaging time on image quality
Fig.7 shows the pool images of DCEN and DCEP period.
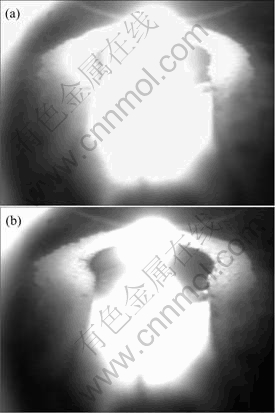
Fig.7 Effect of imaging time: (a) DCEP Ip=150 A; (b) DCEN In=80 A
In VPP TIG welding, the arc of DCEP period is diffusion type, and Ip is usually larger than In in order to get rid of oxidized surface. So the arc radiation is strong and the arc light exceeds the response range of the CCD, the pool is completely covered by the arc light and can not be seen.
However, the arc of DCEN period is focus type, the current is usually small, the arc radiation is relatively weak and the outside arc light is reduced effectively, thus the pool image is legible.
5.3 Effect of imaging current on image quality
Fig.8 shows the pool images at different currents during DCEN period. It can be seen that at low imaging current the arc light is weak and the pool is clear.
5.4 Effect of imaging orientation
The pool images observed from different directions are shown in Fig.9.
Due to the existence of cleaned oxidized zone, the pool can be clearly identified from the base metal. However the boundary between pool and solidified weld is not legible.

Fig.8 Effect of imaging current: (a) In = 30 A; (b) In=40 A; (c) In=60 A

Fig.9 Pool images from different directions: (a) Stillness; (b) From side-back; (c) From back; (d) From front
5.5 Better imaging strategy
On the base of the above researches, the final imaging strategy is determined, as shown in Fig.10.
1) t1-t2: DCEP period whose time is 2-20 ms, the task is to get rid of surface oxide of workpiece.
2) t2-t3: DCEN heating period which lasts 50-100 ms, its task is to heat and melt the base metal. At the same time, the computer processes the sensed pool image.

Fig.10 Welding current wave included imaging time
3) t3-t4: DCEN imaging period whose time is kept at 40 ms, and the imaging current is 40 A.
4) t4-t5: the period lasts 5 ms, and the current rises to In. Its aim is to improve arc stabilization when electrode polarity changes at the point t5.
6 Conclusions
1) The composite filter technology with low imaging current was successfully used in visual sensing of welding pool image of aluminium alloy in TIG welding. The high quality and clear images of pool were acquired.
2) The own-developed variable polarity power realized the exact control of the imaging current and imaging time, which was very important for visual sensing of pool.
3) The arc light spectral analysis of TIG welding of aluminium alloy identified the narrow-band centered at 650 nm as a suitable filter window.
4) The better imaging strategy was finally determined.
References
[1] GAO Jin-qiang, WU Chuan-song, LIU Xin-feng. Extracting weld penetration information in TIG welding [J]. The Chinese Journal of Nonferrous Metals, 2002, 12(1): 20-24.(in Chinese)
[2] CHEN Qiang, SUN Zhong-guo, SUN Jiu-wen, WANG Yao-wen. Closed-loop control of weld penetration in keyhole plasma arc welding [J]. Trans Nonferrous Met Soc China, 2004, 14(1): 116-120. (in Chinese)
[3] CHEN S B, LOU Y J, WU L. Intelligent methodology for sensing, modeling and control of pulsed GTAW: Part1―Bead-on-plate welding [J]. Welding Journal, 2000, 79(6): 151s-163s.
[4] Bae K Y, Lee T H, Ahn K C. An optical sensing system for seam tracking and weld pool control in gas metal arc welding of steel pipe [J]. J Mater Processing Technol, 2002, 120: 458-465.
[5] Wikle H C III, Kottilingam S, Zee R H, Chin, B A. Infrared sensing techniques for penetration depth control of the submerged arc welding process [J]. Journal of Materials Processing Technology, 2001, 113(6): 228-233.
[6] XIAO Y H, DEN O G. Weld pool oscillation during GTA welding of mild steel [J]. Welding Journal, 1993, 72(8): 428s-434s.
[7] Hardt D E, Katz J W. Ultrasonic measurement of weld penetration [J]. Welding Journal, 1984, 63(9): 273s-281s.
[8] Kovacevic R, Zhang Y M, Li L. Monitoring of weld joint penetration based on weld pool geometrical appearance [J]. Welding Journal, 1996, 75(10): 317s- 329s.
[9] Pietrzak K A, Packer S M. Vision-based weld pool width control [J]. ASME Journal of Engineering for Industry, 1994, 116: 86-92.
[10] Yan Z, Zhang G, Zhang X, Gao H, Wu L. Visual sensing and profile extraction of the weld pool in pulsed gas metal arc welding [J]. Proc Instn Mech Engrs Part B: J Engineering Manufacture, 2004, 218: 1333-1338.
[11] Yamane S, Ohshima K. Sensing and fuzzy logic control of weld pools in pulsed MIG welding [J]. Welding International, 1993, 7(5): 378-383.
[12] ZHANG Guang-jun, CHEN Shan-ben, LIU Xiao-dong. Visual image sensing system for weld zone of pulsed GTAW [J]. Welding & Joining, 2001(7): 23-26.(in Chinese)
[13] CHEN S B, ZHAO D B, WU L. Intelligent methodology for sensing, modeling and control of pulsed GTAW: Part 2―Butt joint welding [J]. Welding Journal, 2000, 79(6): 164s-174s.
[14] WANG Hui-jun, WANG Qi-long, LIU Zhong-hua. Front side image detecting and processing of keyhole puddle in plasma arc welding of aluminum alloys [J]. Material Science & Technology, 1998, 6(3): 92-96.
[15] YANG Xue-qin, WANG Jian-jun, LIN Tao, CHEN Shan-ben. Research of the image sensing method for the dynamic control of alternating current TIG welding pool to aluminium alloy [J]. Welding & Joining, 2002 (12): 17-19.(in Chinese)
[16] SHI Yu, WU Wei, FAN Ding, CHEN Jian-hong. Vision-based image taking and processing of top-side molten pool in aluminum alloy MIG welding process [J]. China Machine Engineer, 2005, 16(2): 176-179.(in Chinese)
[17] ZHANG Guang-jun, GENG Zheng, LI Li-qun. The research of 250A variable polarity power source [J]. Welding Machine, 1997(2): 18-22.(in Chinese)
Corresponding author: ZHANG Guang-jun; Tel: +86-451-86415537; E-mail: zhanggj@hit.edu.cn
(Edited by YUAN Sai-qian)

