DOI: 10.11817/j.issn.1672-7207.2016.08.012
��ά֯�츴�ϲ���ϸ��ģ��
ʦ���ᣬ���ҵ£����ᣬ��˼˼�������F
(��е��ѧ�о���Ժ �Ƚ����μ�����װ�������ص�ʵ���ң�������100083)
ժҪ������ά֯�츴�ϲ���Ϊ�������ά֯�����·����������ά֯�츴�ϲ���ϸ�۽ṹ����ģ�ͣ��Ƶ���ά���������ϸ��ģ�ͽṹ����֮�����ѧ��ϵ���о�������ֱ�������������ľ�Ƚṹ��������ά���������Ӱ�졣�о�������������PAN��̼��άT300ʵ���о�������ά�������������ɿ�����5%���ڡ�ͨ�������Ľṹ��ƺ���ά���ƥ�䣬��ά֯�츴�ϲ��Ͽɴﵽ�������ά��������͵���ģ������PAN��̼��άT300��ά֯�츴�ϲ��ϵĵ����װ뾶Ϊ1 mmʱ�����������ľ���4~6 mm֮�����ά��������ı仯�����У����ľ��4 mm���ӵ�6 mmʱ��������ά���������19.63%�½���10.19%���������װ뾶������2 mm����ʱ�����������ľཨ��ѡȡ4~6 mm֮�䣬����Ч�����ά��������������װ뾶Ϊ1 mmʱ��6K��ά��6 mm���ľ�����ܴﵽ����ȵ����ýṹ�����Ԫ�ռ䡣
�ؼ��ʣ���ά֯�죻���ϲ��ϣ�ϸ��ģ�ͣ���ά����������ṹ����
��ͼ����ţ�TB332 ���ױ�־�룺A ���±�ţ�1672-7207(2016)08-2621-08
3D weaving composites microstructure model
SHI Youling, SHAN Zhongde, LIU Feng, CHEN Sisi, KANG Huairong
(State Key Laboratory of Advanced Forming Technology & Equipment,
China Academy of Machinery Science & Technology, Beijing 100083, China)
Abstract: The 3D weaving composites were the research objects, combined with the 3D weaving winding path, microstructure model of the composite material was formed, and the relationship between the fiber volume fraction and the parameters of microstructure model was derived. The effect of structure parameters, such as the center distance of the guide sleeves and the radius of guide sleeves, on fiber volume fraction was also studied. The results show that combined with the experimental research of the PAN-based carbon fiber T300, the relative error of fiber volume fraction is less than 5%. By rational structural design and optimistic matching of fiber specification, the 3D woven composite has the satisfying fiber volume fraction and elasticity modulus. When the radius of guide sleeves of the PAN-based carbon fiber T300 is 1 mm, the center distance of the guide sleeves between 4 mm to 6 mm is the most sensitive to the change of fiber volume fraction. The fiber volume fraction decreases from 19.63% to 10.19% with the increase of center distance from 4 mm to 6 mm. When the radius of pre-buried guide sleeves are less than 2 mm, the center distance of guide sleeves should be between 4 mm and 6 mm so that the fiber volume fraction can be effectively increased. When the radius of guide sleeves is 1 mm, the structure volume unit can be made the best by the combination of 6K fiber and the center distance of 6 mm.
Key words: 3D weaving; composites; microstructure model; fiber volume fraction; structure parameter
���ϲ�����Ϊһ�����Ͳ��ϣ���������ʮ�����Ŀ��ٷ�չ���Ѿ���Ϊ��������ϡ����ǽ������ϡ��߷��Ӳ��ϲ��е��Ĵ������ϵ֮һ�����ϲ������ھ��е��ܶȡ��߱�ǿ�ȡ��߱�ģ�������õ��������Ϳ�����ԣ����ڶ��������Ź㷺Ӧ�ã��ر����ں��պ��졢����ϵͳ�Լ���������������ִ��Ƽ��ķ�չ������Ҫ������[1-3]�����ϲ�����ά֯���Ǹ����㲿���ṹ�ص���зֲ�ɨ�貢����һ������ƹ������֯�쵼����Ԥ�������ֻ�����ģ���ϣ��ٽ�˿�Ľ��в��֯�죬ֱ������Ԥ�Ƽ���֯����ɡ��˷��������Ե�ʵ���˸��ϲ����Ʊ����㲿����ά�ṹ����һ�廯����һ���µĸ��ϲ��ϳ��μ������Ǵ�ͳ���ϲ��ϳ��ε��ش�ͻ��[4-6]�����ϲ�����ά֯��ʵ���˵�����Ԥ������ǿ������ǿ�Ⱥͷֲ��迹��ͬʱ�ֱ�����Z-pin��ֲ����Լ���(Z������)����ά�����ˣ�������Ӧ��ᷢչ�Ը��ϲ��Ͻ������μ���������[7]����������ά���ϲ��ϵĸ������ԡ��Ǿ����ԡ�ϸ�۽ṹ�ĸ����ԣ�����Ϊֹ�������о�������˶���ϸ��ģ�ͣ������һЩ����Ӧ��ʵ�����⣬�����������γ����ƶ�ͳһ�ı��ͽ��ۡ������� ��[8]������ϸ�۽ṹģ�͵����������о�����ѧ�����о�����Ϊ��ά��֯���ϲ������۷����е�2���ؼ����⣬����ά������������������о�������Ҫ��������ˣ����ȱ��뽨��ϸ��ģ�ͣ���������ϸ�۽ṹ��������ά֯�츴�ϲ�����ά���������Ӱ�졣Ϊ���㹤��ʵ��Ӧ��������ά���ϲ��ϴ�����Ĵ���ȵ�Ч��ģ���絥��������֯��ģ��(FGM)[9]�����ס����͵���ģ�͡���ά��бģ��(fiber inclination model)[10]����DU��[11-13]����Ĵ����Ե������֣��ٵ���ΰ��[14-18]����ά�켣�ͺ������״��ģ�⣬�Լ���Ԫ�ֵ�[19]����ά��֮�����ѹ���η�ʽ�Ľ�ģ�о�����ά���ϲ��ϵ�ϸ�۽ṹ�о��Ѿ�������Ĵ����ɵ����ӵĶ���壬�ٵ���ϸ����ά��ʵ��̬���о�����ȡ�ý�Ϊ����ļ����ɹ�[20]�����ڱ�֯���ϲ�����ѧ������Ҫȡ���ڱ�֯��������ϸ��ģ�͵Ľ���Ҳ�����ڱ�֯����[21]��������IJ�����������֯����̱仯���������ģ�Ϊ�˿��������ܸ����������ά���ϲ��ϣ�Խ��Խ����о���Ա��Ŀ��Ͷ�뵽���ϲ��ϵ��Ż���ƺ���֯�칤�յĿ�����[22]����ά֯�켴��һ��ȫ�µ�֯�칤�գ�Ϊ��ά���ϲ��ϵĿ������ָ�����·���[23-24]�����������ڴ˻����ϸ�����ά֯�츴�ϲ���ϸ�۷���ģ�ͣ�������ά���������ϸ��ģ�ͽṹ�����Ĺ�ϵʽ��̽�ֽṹ��������ά���������Ӱ�죬Ϊ��һ���Ż���ά֯�츴�ϲ�����ѧ�����ṩ���飬�����ƶ���ά֯�츴�ϲ��ϵ������Ӧ�á�
1 ��ά֯�츴�ϲ��ϳ��ι���
��ά֯�츴�ϲ��ϳ��η�����ͬ�ڴ�ͳ֯����֯�����������ԭ����ͼ1��ʾ�����ȶ������ά�ṹ����CADģ�ͷֲ㣬Ȼ���������ص��������Ϣ�������ֻ�����ģ����ƣ�����һ���������֯�쵼���ײ����ڿɿ����ֻ�ģ���ϣ���ά�Ե���ģ���ϵĵ���Ϊ�ڵ���в��֯�죬ֱ������Ԥ�Ƽ���֯����ɣ����Ԥ�Ƽ���ѹʵ����н��յõ���ά֯�츴�ϲ��ϡ�
������ά֯�츴�ϲ��ϳ��ι����е���ģ��ĵ��ֲ����ı����Ų�����άֱ���Ͳ��ơ�����ģ������Ų���ɺ�֯����ά�����ص�����϶���0�㷽����ƣ�Ȼ��ͨ������·��(ͼ2�е����߲���)���ι��ɵ�45�㣬90���-45�㷽����ƣ������1��֯��ѭ���������������裬�ٽ�����һ��֯��ѭ����ֱ��Ԥ�Ƽ�֯����ɣ������γ�[0��/45��/90��/-45��]S֯��ṹ��֯����ι�����ͼ2��ʾ��
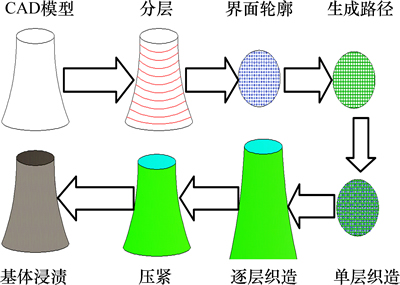
ͼ1 ��ά֯�췽����������ͼ
Fig. 1 Basic flowchart of 3D weaving method
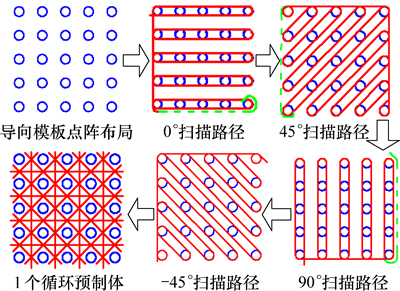
ͼ2 ֯�����ʾ��ͼ
Fig. 2 Diagram of weaving process
2 ��ά֯�츴�ϲ���ϸ��ģ�͵Ľ���
2.1 ϸ��ģ�ͼ���͵�Ԫ����ѡȡ
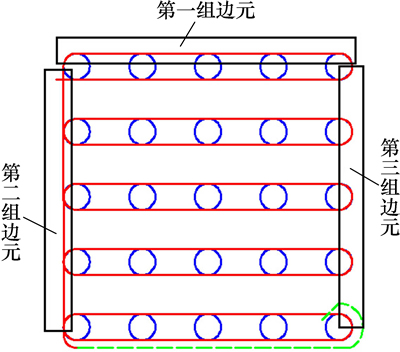
�����ά֯�츴�ϲ���ϸ��ģ�ͽṹ���Ľ������¼��裺1) Ԥ�Ƽ��е���άΪͬһ���ͺţ�2) ��ά��Ԥ�Ƽ��ж�������ȫ��ֱ״̬��3) ��ά���Ľ���Ϊ����������ά���������״���ֲ��䣻4) �任֯��Ƕ�ʱ����·����ά���Բ��ƣ�5) ��ά�����ڵ����ı��档����֯��·������������Գ��ԣ���ˣ�����ͨ��ѡȡ���д����Ե������Ԫ����Ԫ�������о�������֯�켸�������������������ĵ�Ԫ���干2�֣���Ԫ�ͱ�Ԫ����Ԫ����Ԥ�Ƽ��ڲ�ѡȡ����Ԫ����Ԥ�Ƽ��ı�Եѡȡ�����ݲ�ͬ֯��·���ı߽���ά�ռ�����IJ�ͬ���õ�3�鲻ͬ�ı�Ԫ����һ���Ԫ�н�����0���90��֯����ά�����ڶ���͵������Ԫ�а���0�㣬45�㣬90���-45��֯����ά������Ԫ���Ԫ�Ŀռ�ṹ��ʽ��ͼ3��ʾ��
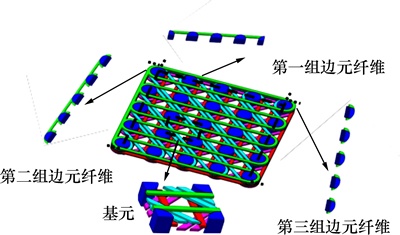
ͼ3 ��Ԫ�����Ԫ����Ԫʾ��ͼ
Fig. 3 Diagram of primitive and repeated unit at edge area of cell
2.2 Ԥ�Ƽ������л�Ԫ��ά���
Ԥ�Ƽ�����������Ϊm������Ϊn����ά��������Ϊk��֯����άȡN�ɣ�ѡȡ��Ԫ��Ϊ�о�������ͼ4��ʾ����Ԫ�ڵ��������ľ�Ϊa����������֯�칤�գ���Ԥ�Ƽ��ڲ���ÿ0��/45��/90��/-45��Ϊ1��֯��ѭ������1��֯��ѭ����Ԥ�Ƽ������л�Ԫ��������ά����LIΪ
 (1)
(1)
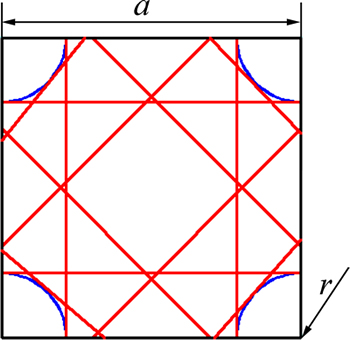
ͼ4 ��Ԫʾ��ͼ
Fig. 4 Sketch map of primitive
���ݼ���֯����ά���Ľ�����״Ϊ���Σ��赥����ά���Ŀ���Ϊw�����Ϊt��֯����ά��������SΪ
S=wt (2)
����ѭ����Ԥ�Ƽ������л�Ԫ��������ά���VIΪ
 (3)
(3)
�������õ���������ά����ϩ����֬��ɣ���״Ϊ��ֱͬ����Բ���壬����ѭ����Ԥ�Ƽ������л�Ԫ�����ĵ�������ά���VLIΪ
 (4)
(4)
���У�hΪʵ���õ�Ԥ�Ƽ�ʵ�ʸ߶ȣ�rΪ�����װ뾶��
2.3 Ԥ�Ƽ������б�Ԫ��ά���
ͼ2��Ԥ�Ƽ�0��·��4���߽���1���߽����ڵڶ����Ԫ��ά��1���߽����ڵ������Ԫ��ά����2���߽����ڵ�һ���Ԫ��ά����һ�����������Ԫ��ά��άͼ��ͼ5��ʾ��1��ѭ����0��֯��·�����б�Ԫ��ά�ij���LS11Ϊ
 (5)
(5)
ͼ5 ֯���Ԫ��ά�Ų�
Fig. 5 Distribution of brim fiber
������ѭ����Ԥ�Ƽ�0��֯��·���ı�Ԫ��ά�����VS11Ϊ
 (6)
(6)
90��֯��·���б�Ԫ��ά���ƿ���Ԥ�Ƽ�0�㷽����ת90����γɵģ�������ѭ����Ԥ�Ƽ�90��֯��·�������б�Ԫ��ά���VS12Ϊ
 (7)
(7)
Ԥ�Ƽ�45��֯��·���߽���ά�ռ�ṹ����2�������ڵڶ���(��ͼ2)����������һ��Ϊ(n-1)a+��rm��Ԥ�Ƽ�����45��Խ��߶Գƣ���һ��Ϊ(m-1)a+��rn�������������ڵ����飬�ʶԳƹ�ϵ������һ��Ϊ��rm����һ��Ϊ��rn��ȥ��4�������ظ�����IJ�����ά4��r������Ԥ�Ƽ���45��֯��·��һ��ѭ�������б�Ԫ��ά����LS21Ϊ
 (8)
(8)
������ѭ����Ԥ�Ƽ�45��֯��·�������б�Ԫ��ά���VS21Ϊ
 (9)
(9)
-45��֯��·������45��֯��·������Գƣ�������ѭ����Ԥ�Ƽ���ά���VS22Ϊ
 (10)
(10)
������ѭ����Ԥ�Ƽ����б�Ԫ�ڵ���ά���VSΪ

 (11)
(11)
������ѭ����Ԥ�Ƽ������б�Ԫ�����ĵ�������ά���VLSΪ
 (12)
(12)
2.4 Ԥ�Ƽ���ά�������
Ԥ�Ƽ������е������е���ά���VLΪ
 (13)
(13)
���ڱ߽��ظ���Ԫ�Ĵ��ڣ���Ԫ��ά����Ƶ�����㵼����֮�⣬�������������֤��Ԥ���峤�ȷ���Ϳ��ȷ���Ӧ�ֱ�����1����������Ԥ�Ƽ��������VΪ
 (14)
(14)
Ԥ�Ƽ�������ά���Ϊ���л�Ԫ����Ԫ������������ά���֮�ͣ���Ԥ�Ƽ�������ά�����������ֵ��ftΪ

 (15)
(15)
3 ϸ��ģ�͵�У��
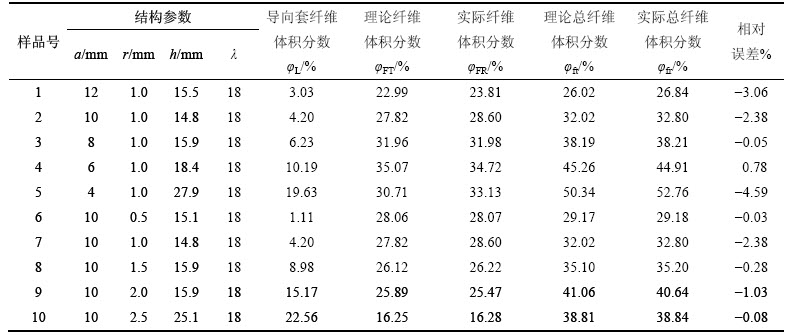
ѡȡ���պ���������PAN��̼��άT300ϵ�У����Ϊ6K��ԭ˿ֱ��Ϊ7 ��m��һ����ά��6 000��ԭ˿����ˣ�ȡ������w��t=0.23 mm2����ά�ܶȦ�=1.7 g/cm3���õ���T300-6K��ά����֯�죬����18��ѭ��������m=3������n=9����ά��������k=0.91��h��ȡֵ��ʵ�ʲ����õ�������֯���������ʽ(15)����������ɵõ�Ԥ�Ƽ�����ά�������������ֵ��ft��ʵ��ֵ���ó��ط���ʵ��������ά����Ϊm����Ʒ��ʵ����ά���������frΪ
 (16)
(16)
Ԥ�Ƽ���Ʒ��ͼ6��ʾ����Ʒ�Ľṹ��������ά�������������ֵ��ʵ��ֵ�ֱ����1��ʾ��
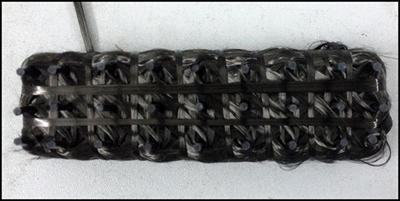
ͼ6 Ԥ�Ƽ�������Ʒ
Fig. 6 Experimental sample of preform
�ɱ�1���Կ�������ά�����������ֵ��ʵ�ʲ���ֵ���һ�£�������ɿ�����5%���ڣ���֤������ģ�͵ĺ����Ժͽ�������ά���������ṹ������ѧģ�͵�ȷ�ԡ���ͬʱҲ���֣���Ʒ1�ź�5�ŵ�ʵ��ֵ������ֵ֮�����һ���IJ�����ʵ��ֵƫ���ԭ����Ҫ�У�1) ģ�ͼ�������뻯���������ά��Ԥ�����д�����ȫ��ֱ״̬������ά���������״���ֲ��䣬����ʵ�ʲ�������������������ʹ����ά�����ɳڻ���ѹ״̬�����ڱ��ļ�����άȫ�������ڵ����ױ��棬��ά�任�Ƕ�ʱ����·������ά���Բ��ƣ�Ȼ����ʵ�ʲ�����ֻ�е�1����ȫ�������ڵ����ױ��棬������ά�IJ��Ʊ任֯��·��ʱ���ɱ������һЩ��ά��2) ��������в��ɱ�����˹���
��1 ��Ʒ��֯���������ά�������
Table 1 Weaving parameter and fiber volume fraction of samples
4 �ṹ��������ά���������Ӱ��
�����Ľṹ���������ʵ�ָ��ϲ��Ϲ�����ƵĹؼ�����֮һ����ά֯�츴�ϲ�����Ҫ�ṹ�����������������ľࡢ�����װ뾶����֯��ʽ������ͨ��������ԣ��о��˽ṹ��������ά֯�츴�ϲ�����ά���������Ӱ�졣
��������ʵ���У���ά�ͺš����������������������ֲ��䣬ͼ7(a)��ͼ8(a)��ͼ9(a)��ʾΪ��1��1~5����Ʒ�ĵ��������ľ�����ά��������Ĺ�ϵ����5����Ʒ�����İ뾶Ϊ1 mm��ͼ7(b)��ͼ8(b)��ͼ9(b)��ʾΪ��1��6~10����Ʒ�ĵ����װ뾶����ά��������Ĺ�ϵ����5����Ʒ���������ľ�Ϊ10 mm��
��ͼ7(a)��֪�����������ľ��4 mm���ӵ�6 mmʱ��Ԥ�Ƽ��У��������е���ά��������仯�������19.63%�½���10.19%���½��˴�Լ57%�������������ľ���4~6 mm֮��ʱ����ά��������ı仯�����У���ͼ7(b)��֪�����ŵ����װ뾶������������ά��������仯���ȱȽϾ��ȣ������ȶ����ӡ�
��ͼ8(a)��֪�����ŵ��������ľ��������ά���������������С�������ľ�Ϊ6 mmʱ���۷���ֵ���������ֵ����ά����������������ֵ�ֱ�Ϊ35.07%��34.71%��6 K��ά�ļ��β����ڵ����װ뾶ѡȡ1 mm�����ľ�ѡȡ6 mmʱ����ѵ�ƥ���ϵ������ʱ����ά����ܹ�����ȵ����ô�ʱ�Ľṹ�����Ԫ�ռ䡣�������������ľ����������ά�������ֱ���½����Ӷ�Ԥ�����ڵ���ά�����̶ȼ�С�����µ���ģ����һ���̶��Ϸ������������⣬���ŵ��������ľ������Ԥ�Ƽ��Ľ�ע�����֣�����ýϺ����ܵ���ά֯�츴�ϲ��ϡ���ͼ8(b)��֪�����ŵ����װ뾶��������ά���������С���½�����ʱ�����װ뾶����ά�������������Ӱ�죻���������װ뾶����2 mmʱ����ά������������dz����ԣ����뾶��2 mm���ӵ�2.5 mmʱ������Ӧ��ʵ����ά���������25.47%�½���16.28%���½���78.00%���ɷ�����֪��ͨ�������Ľṹ��ƣ�ѡȡ��ѵ���ά���ƥ�䣬�ɴﵽ�������ά��������͵���ģ����
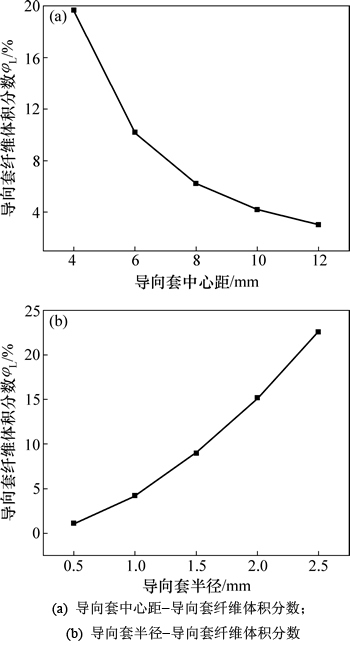
ͼ7 ���������ľࡢ�����װ뾶�뵼������ά��������Ĺ�ϵ
Fig. 7 Relationship among center distance of guide sleeves and radius of guide sleeves and guide sleeves fiber volume fraction
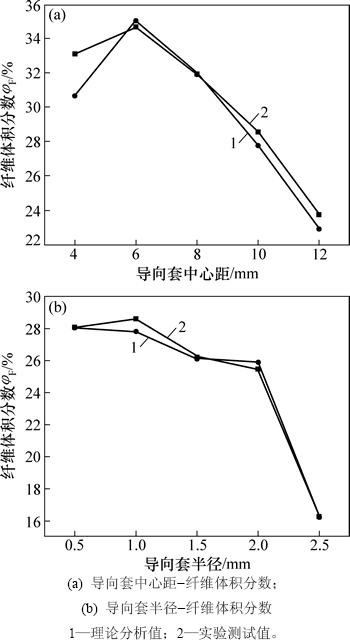
ͼ8 ���������ľࡢ�����װ뾶����ά��������Ĺ�ϵ
Fig. 8 Relationship among center distance of guide sleeves and radius of guide sleeves and fiber volume fraction
��ͼ9(a)��֪���ܵ���ά��������浼�������ľ���������С��������������ά��������仯���������ڸ�����ά����뵼�������ľ�ƥ����ֵ����Ž⣻ͼ9(b)�е������װ뾶С��2 mmʱ���ܵ���ά����������ŵ����װ뾶�������������2 mmʱ���ܵ���ά��������½����뾶Ϊ2 mmʱ�ǵ�����1��ת�۵㡣
����Ƹ��ϲ���ʱ����Ҫ�������Ҫ�����㲿����Ҫ����ǽ�ǿ��������ѧ���ܻ���Z�����ܡ�����������ѧ���ܣ���Ӧ��ѡ�����װ뾶��2 mm����(����2 mm)������ע��Z��ǿ����ѡ��2 mm�����ϣ�����˾�ѡ��2 mm�����ϲ��ϵĸ������ԺͷǾ����ԣ�һ����ʹ�����������ӻ���������һ����Ҳ�����ϲ��ϵ�����ṩ�������������ǿ��Ը��ݲ�ͬ�����϶Բ��ϵIJ�ͬ��������Ƹ��ϲ��ϵĽṹ�������㹤��Ӧ�õ�ʵ����Ҫ�������ʣ�Ͳ����ǿ�Ⱥնȡ�
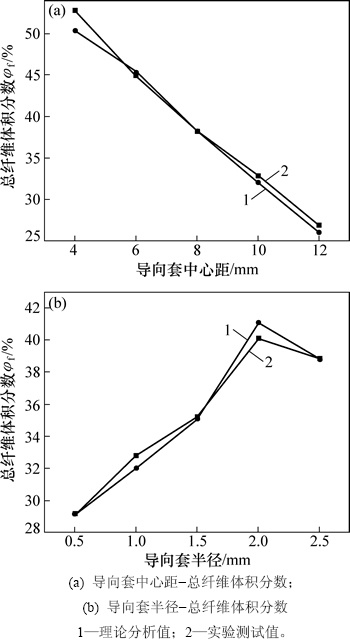
ͼ9 ���������ľࡢ�����װ뾶������ά��������Ĺ�ϵ
Fig. 9 Relationship among center distance of guide sleeves and radius of guide sleeves and total fiber volume fraction
5 ����
1) ������ά֯��·���ռ�����IJ�ͬ��ѡȡ��Ԫ����Ԫ��������Եĵ�Ԫ������Ϊϸ�۽ṹ���о�����������ά֯�츴�ϲ��ϵ�ϸ��ģ�ͣ���ȷ������ά���������ϸ��ģ�ͽṹ�����Ĺ�ϵ�������ֵ��ʵ�ʲ���ֵ���һ�£�������ɿ�����5%���ڡ�
2) �о��˵����װ뾶�����������ľ�Ƚṹ��������ά���������Ӱ�죬ͨ�������Ľṹ��ƺ���ά���ƥ�䣬��ά֯�츴�ϲ����ܵõ��������ά��������͵���ģ������������PAN��̼��άT300��ά֯�츴�ϲ��ϵĵ����װ뾶�����������ľ�Ⱥ������ղ������Ա���Ч�������ά���������
�ο����ף�
[1] CAO J G, LIU S J, ZHANG J, et al. ASR work roll shifting strategy for schedule free rolling in hot wide strip mills[J]. Journal of Materials Processing Technology, 2011, 211(11): 1768-1775.
[2] CAO J G, XU X Z, ZHANG J, et al. Preset model of bending force for 6-high reversing cold rolling mill based on genetic algorithm[J]. Journal of Central South University (Science & Technology of Mining and Metallurgy), 2001, 18(5): 1487-1492.
[3] ���, ����, �ź첨, ��. ��ά���������̼/̼���ϲ�����ѧ���ܵ�Ӱ��[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2005, 36(3): 375-379.
LI Hongjiang, XIONG Xiang, ZHANG Hongbo, et al. Effect of fiber volume fraction on mechanical performances of C/C composites[J]. Journal of Central South University (Science and Technology), 2005, 36(3): 375-379.
[4] ���ҵ�, ����, ������, ��. һ�ָ��ϲ�����ά֯����η���: US8600541B2[P]. 2013-12-03.
SHAN Zhongde, LIU Feng, DONG Xiaoli, et al. A 3D weaving forming method for composites: US8600541B2[P]. 2013-12-03.
[5] SHAN Zhongde, QIN Shaoyan, LIU Qian, et al. Key manufacturing technology & emissions reduction in mechanical equipment industry, international[J]. Journal of Precision Engineering and Manufacturing, 2012, 7(13): 1095-1100.
[6] ���ҵ�, ��˼˼, ����.�������ֻ�����ģ��ĸ��ϲ���Ԥ�Ƽ������Ʊ�����: ZL2012105776892.0[P]. 2013-06-17.
SHAN Zhongde, CHEN Sisi, LIU Feng. The preform of composites and its method of fabrication based on digital guide plate: ZL2012105776892.0[P]. 2013-06-17.
[7] TONG L, MOURITA A P, BANNISTER M K. 3D fiber reinforced polymer composites[M]. UK: Elsevier Science, 153-161.
[8] ������, ������, ��ΰ. ��ά��֯���ϲ��������о���չ[J]. ���Ͽ�ѧ�빤��ѧ��, 2006, 24(2): 631-636.
MA Wensuo, ZHAO Yunling, FENG Wei. Progressing in the research on 3D braided composites[J]. Journal of Materials Science & Engineering, 2006, 24(2): 631-636.
[9] KO F, BRAIDING K. Engineering materials handbook[M]. Ohio: ASM International, 1987: 519-528.
[10] YANG J M, MA C L, CHOU T W. Fiber inclination model of three-dimensional textile structure composites[J]. Journal of Composite Materials, 1986, 20(5): 472-484.
[11] DU G W, KO F K. Unit cell geometry of 3-D braided structures[J]. Journal of Reinforced Plastics and Composites, 1993, 12(7): 752-768.
[12] ���¡, ����ƽ. �����֯�ṹ���ϲ��ϵķ���ģ��[J]. �ѧ��, 1993(3): 13-16.
WU Delong, HAO Zhaoping. 5D braided structural composites[J]. Journal of Astronautics, 1993(3): 13-16.
[13] WU D L. Three-cell model and 5D braided structural composites[J]. Composites Science and Technology, 1996, 56(3): 225-233.
[14] ��ΰ, ������. ��ά��֯���ϼ��νṹȺ�۷���[J]. ��ѧͨ��, 2005, 50(20): 118-122.
FENG Wei, MA Wensuo. Group theory analysis of 3D braided structural composites[J]. Chinese Science Bulletin 2005, 50(20): 118-122.
[15] ¬����, ������, �����. ��ά�����֯���ϲ��Ͻṹģ�͵ļ�������[J]. �������պ����ѧѧ��, 2006, 32 (1): 92-96.
LU Zixing, YANG Zhenyu, LIU Zhenguo. Geometrical characteristics of structural model for 3D braided composites[J]. Journal of Beijing University of Aeronautics and Astronautics, 2006, 32(1): 92-96.
[16] ������, ¬����, �����. ��ά�����֯���ϲ�����ѧ���ܵ�����Ԫ����[J]. ���ϲ���ѧ��, 2005, 55(22): 155-161.
YANG Zhenyu, LU Zixing, LIU Zhenguo. Finite element analysis of the mechanical properties of 3D braided composites[J]. Acta Materiae Compositae Sinica, 2005, 55(22): 155-161.
[17] LOMOV S V, IVANOV D S, VERPOEST I, et al. Meso-FE modeling of textile composites: road map, data flow and algorithms[J]. Composites Science and Technology, 2007, 67(9): 1870-1891.
[18] ������, �. ��ά��֯���ϲ���ɴ������������о�[J]. ���ϲ���ѧ��, 2008, 25(4): 198-203.
YANG Lianhe, LI Jiang. Study on cross-section in three-dimensional woven composites[J]. Acta Materiae Compositae Sinica, 2008, 25(4): 198-203.
[19] ��Ԫ��, �ߺ���, ������, ��. ����ά��������״�仯����ά��֯���ϲ���ϸ��ģ�ͼ��ն�Ԥ��[J]. ���ϲ���ѧ��, 2012, 29(6): 188-193.
ZHU Yuanlin, CUI Haitao, WEN Weidong, et al. Microstructure model and stiffness prediction of3D braided composites considering yarns��cross-section variation[J]. Acta Materiae Compositae Sinica, 2012, 29(6): 188-193.
[20] ����, ������, ����. ��ά��֯���ϲ��ϵ��ṹ����ѧ�����о���չ[J]. ���ϵ���, 2010, 24(4): 71-72.
CHEN Lin, LIU Jianjun, ZOU Wu. Research development of investigation into microstructure modeling and mechanical properties of three-dimensional braided composites[J]. Materials Review, 2010, 24(4): 71-72.
[21] ������, �̲Ӳ�. ��ά��֯���ϲ��ϵ�ϸ�۽ṹ����ѧ����[J]. ��ά���ϲ���, 2010, 10(3): 10-12.
LIU Zhaolin, CHENG Cancan. Microstructure and mechanical properties of 3D braided composites[J]. Fiber Composites, 2010, 10(3): 10-12.
[22] ������, ������. ��ά��֯���ϲ����о���չ[J]. ����ѧ��, 2010, 31(5): 914-927.
WANG Xingming, XING Yufeng. Developments in research on 3D braided composites[J]. Acta Aeronaautica et Astronautica Sinica, 2010, 31(5): 914-927.
[23] ���ҵ�, �����F, ���, ��. ��ά֯������ǿ����ά�����ϲ���ϸ�۽ṹģ�ͼ���ѧ��������Ԫ����[J]. ���ϲ���ѧ��, 2015, 32(1): 138-149.
SHAN Zhongde, KANG Huairong, ZANG Yong, et al. Microstructure mode and finite element analysis of mechanical properties of fiber-bar composites reinforced by three dimensional weaving[J]. 2015, 32(1): 138-149.
[24] �Ǿ��. ��ά֯�쵼��������֬������ǿ���о�[D]. ����: ��е��ѧ�о���Ժ, 2012: 6-7.
QIAO Juanjuan. Research on interfacial bonding strength between guide-sleeve and resin in 3D weaving[D]. Beijing: China Academy of Machinery Science & Technology, 2012: 6-7.
(�༭ ����ƽ)
�ո����ڣ�2015-08-09�������ڣ�2015-10-24
������Ŀ(Foundation item)�����ҿƼ��ش�ר��(2014ZX04001-181)(Project(2014ZX04001-181) supported by the National Science and Technology Major Program of China)
ͨ�����ߣ����ҵ£��о�Ա����ʿ����ʦ�������Ƚ����μ�����װ�������ϲ��ϳ��μ����о���E-mail��shanzd@cam.com.cn

