中国有色金属学报 2004,(07),1084-1088 DOI:10.19476/j.ysxb.1004.0609.2004.07.005
铝合金扁锭热顶电磁铸造技术
张兴国 何文庆 曲若家 贾非 曹志强 金俊泽
大连理工大学铸造工程研究中心,大连理工大学铸造工程研究中心,大连理工大学铸造工程研究中心,大连理工大学铸造工程研究中心,大连理工大学铸造工程研究中心,大连理工大学铸造工程研究中心 大连116024 ,大连116024 ,大连116024 ,大连116024 ,大连116024 ,大连116024
摘 要:
根据热顶电磁铸造的基本思想,设计了一套适合于制取铝合金扁锭的热顶电磁成型系统,用小线圈法测量了系统内的磁场强度,计算了电磁压力分布,并与普通电磁铸造成型系统的结果进行对比分析;依据热顶电磁铸造的成型条件,确定了相关的控制参数;通过大量的拉坯实验,探讨了热顶对防止电磁铸造坯易产生表面夹杂缺陷的作用。结果表明:采用热顶电磁铸造法不仅可有效去除电磁铸造中因电磁搅拌产生的氧化夹杂,而且使得电磁铸造过程简便而易于控制。
关键词:
铝合金 ;电磁铸造 ;热顶 ;夹杂 ;
中图分类号: TG249.7
作者简介: 张兴国(1960),男,教授.电话:041184708434;E mail:zxgwj@dlut.edu.cn;
收稿日期: 2003-10-21
基金: 国家自然科学基金资助项目(59775053); 国家自然科学重点基金资助项目(50234020);
Technology of hot-top electromagnetic casting for Al alloy slab
Abstract:
According to the basic concept of hot-top electromagnetic casting electromagnetic casting, a set of hot-top electromagnetic casting shaping system for Al alloy slab was designed out, the magnetic field strength and distribution in hot-top electromagnetic casting and electromagnetic casting shaping system was measured by little coil method separately, the electromagnetic pressure was calculated, and furthermore, the measured results are contrasted and analyzed. The key parameters for hot-top electromagnetic casting are determined according to the control condition. The effect of hot-top electromagnetic casting electromagnetic casting technology on reducing the inclusion of Al ingot caused by electromagnetic stirring during electromagnetic casting and system operability was investigated. The results show that the hot-top technology can wipe off the oxide inclusion efficiently, moreover, hot-top electromagnetic casting makes the technical process of electromagnetic casting more easily and simply.
Keyword:
aluminum alloy; electromagnetic casting; hot-top; inclusion;
Received: 2003-10-21
电磁铸造技术(EMC)是前苏联学者Getselev等
[1 ]
提出的一种利用电磁感应原理实现的无模连续铸造技术。 由于电磁铸造依靠简单的电磁感应器产生的电磁压力约束液态金属成型, 熔体在自由表面状态下凝固, 实现了真正的无模铸造, 从而极大地改善了铸锭的表面质量
[2 ]
。 同时, 铸造过程中伴随着一定的电磁搅拌作用, 使得铸锭结晶晶粒细小, 成分偏析得以改善, 材料力学性能明显提高
[3 ,4 ,5 ]
。 近年来, 电磁铸造技术虽然取得了长足的进步
[6 ,7 ]
, 但是由于电磁铸造中固有的电磁搅拌作用导致弯月面的波动, 在液柱表面不断形成新的氧化膜, 导致电磁铸造铸锭表面和内部产生氧化夹杂
[8 ]
。 另外, 由于电磁铸造工艺过程的控制复杂, 工艺参数的微小变化都影响半悬浮液柱的稳定性, 从而对铸锭的尺寸和表面质量产生一定程度的影响, 削弱了系统的可操作性
[9 ,10 ,11 ,12 ]
。
铝合金在航空航天、 汽车和军工等领域的应用越来越广
[13 ]
, 对铝合金的质量和性能也提出更高的要求。 铝合金的纯净度对其导电性能和深加工性能有极为重要的影响。
铝铸锭中夹杂物种类较多, 其中主要是氧化物夹杂和氧化膜。 氧化物夹杂主要成分是Al2 O3 , 它导致金属强度和塑性降低, 同时成为铸件的裂纹源和腐蚀的根源
[14 ]
。 分布在铝熔体中的夹杂物会使金属液的粘度增加, 流动性下降, 致使电磁铸造过程中熔体的成型性降低。 因此, 有效地去除熔体和铸件中的夹杂物, 对于提高铝合金材料的品质具有重要意义。
本文作者依据热顶-电磁铸造的基本思想, 设计了一套完整的铝合金扁锭成型系统, 研究了磁场分布规律, 进行了大量的拉坯实验, 探讨热顶电磁铸造法对去除铸锭表面氧化夹杂的影响。
1 热顶-电磁铸造法
热顶-电磁铸造法的基本原理如图1所示
[15 ]
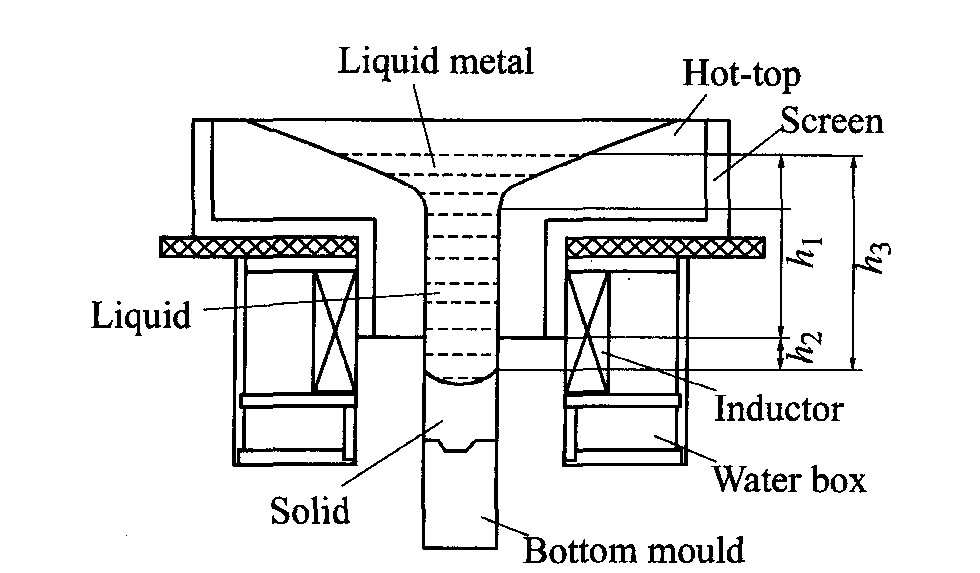
。 电磁铸造中, 感应线圈产生的交流磁场同液体金属中的感生电流相互作用产生空间分布的电磁压力。 由于电磁压力分布并不能很好地匹配液体金属的静压力分布, 特引入屏蔽罩。 屏蔽罩一般由不锈钢薄板制成。 屏蔽罩金属在交流磁场作用下产生与感应器电流反向的涡流, 涡流同交变磁场相互作用, 部分抵消了交变磁场。 从而削弱了液柱的顶部磁场, 抑制了电磁搅拌引起的熔体流动, 形成比较稳定的金属液柱。 热顶-电磁铸造法与普通电磁铸造法的区别在于采用特制的屏蔽罩结构, 并在其内用耐火材料制成热顶约束液柱顶部熔体成型。 也就是热顶兼有屏蔽罩的功能。 与电磁铸造相比, 热顶-电磁铸造法并不要求在液柱高度上处处维持电磁压力与金属液体静压力相平衡。 而是将液柱分为2个区域且分别满足下述控制条件(如图1所示):
图1 热顶-电磁铸造法示意图
Fig.1 Sketch of hot-top electromagnetic casting
p m ≤ρgh z (0<h z <h 1 ) (1)
式中 p m 为电磁压力; ρ 为熵体密度; g 为重力加速度; h z 为液柱高度。
即在液柱高度h z h 1 的范围内, 液柱由放置在屏蔽罩内的热顶约束成型。 通过降低感应器的高度和加强对液柱顶部磁场的屏蔽可减小电磁压力, 使其满足式(1)所给出的成型条件, 液柱顶截面可自然拓宽。
h z 在h 1 ~h 2 范围内, 要求电磁压力大于液体金属静压力, 即:
p m ≥ρgh z (h 1 <h z <h 2 ) (2)
液柱仍然依靠电磁力约束而形成半悬浮状态。
热顶-电磁铸造法具有如下优点:
1) 与电磁铸造技术相比, 热顶具有约束部分液柱成型的作用, 金属液面位置的控制相比之下更为容易, 并有利于液柱高度的稳定。
2) 热顶截面由下到上逐渐增大, 这样, 在铸造过程中, 金属液浇注量的增减对液柱高度的影响明显减弱。 从而增强了液柱高度和铸锭尺寸的稳定性。
3) 热顶有利于金属液的浇注, 减弱了浇流对金属液柱的冲击力。
4) 由于液-固界面处的液柱仍依靠电磁力约束成半悬浮状态, 保证了铸锭侧表面在自由表面状态下凝固, 并未削弱液穴内的电磁搅拌作用, 继承了电磁铸造铸锭表面光亮、 内部组织致密的优点。
热顶-电磁铸造实物照片如图2所示。
图2 热顶-电磁铸造实物
Fig.2 Sketch of hot-top electromagnetic casting entity
2 磁场强度和电磁压力分布
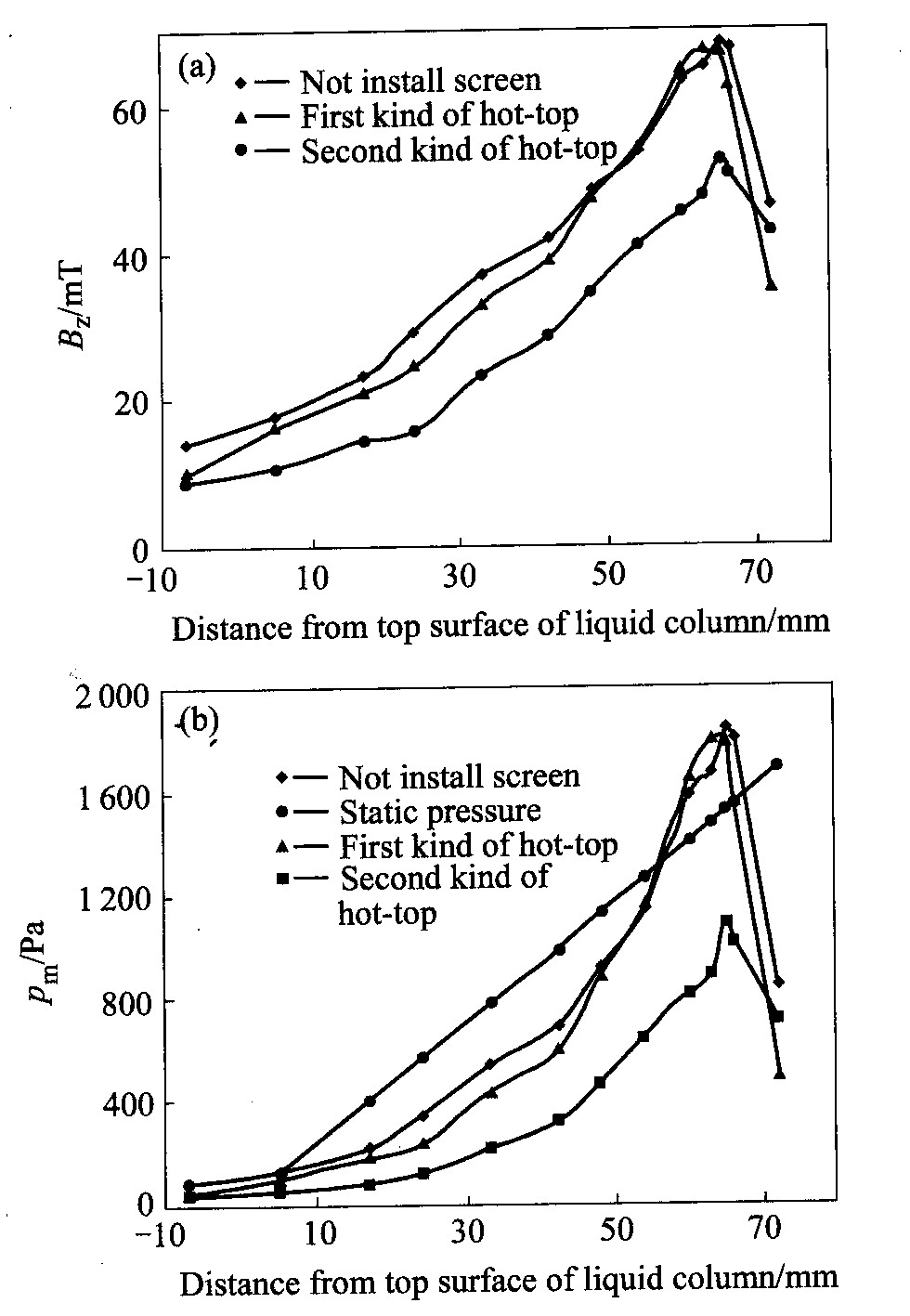
为对比分析, 采用小线圈法测量了不同条件下电磁成形系统内的磁场强度分布。 实验中不同条件下施加的功率均为20 kW, 频率2.5 kHz。 图3所示为静态下液柱高度方向上的磁感应强度和电磁压力分布, 测量点为铸锭外表面的宽面中心点。 图中热顶1表示对开式, 热顶2表示整体式。
图3 不同条件下磁感应强度和电磁压力的分布
Fig.3 Distribution of magnetic flux density and electromagnetic pressure under different condition
(a)―Magnetic flux density Bz ; (b)―Electromagnetic pressure pm
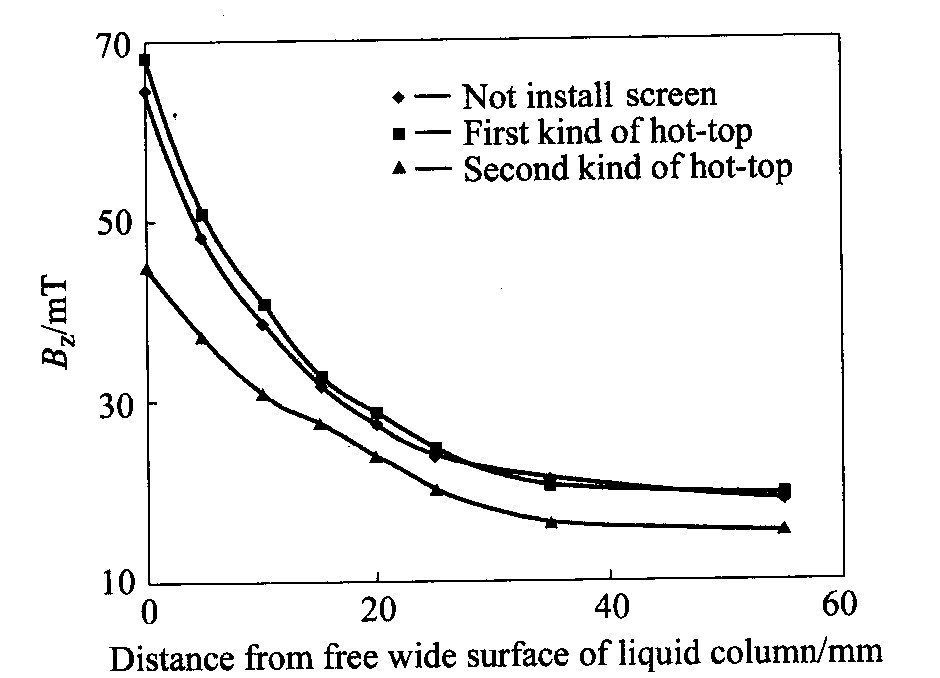
由图3可以看出在各种条件下, 磁场强度最大值均位于距线圈中心线下14 mm处。 依据本实验条件, 可计算出如图1所示液柱高度h 3 至少为55 mm, 此时热顶才能起到实际的作用。 由于液-固界面位置应放置在电磁压力最大处, 为保证热顶-电磁铸造的顺利进行, 液柱高度至少应控制在65 mm, 电源功率应选择为25 kW左右。 图4所示为磁场最大截面处沿铸锭边部的磁感应强度曲线(图中x 为角部至窄面中心的距离; y 为角部至宽面中心的距离)。 其取点是铸锭四分之一截面的外表面。 可以看出热顶1条件下虽没有像热顶2条件下那样明显削弱铸锭角部感应器磁场叠加效应, 但减少了磁场叠加沿铸锭宽面和窄面的影响范围, 减少了铸锭的圆角半径。
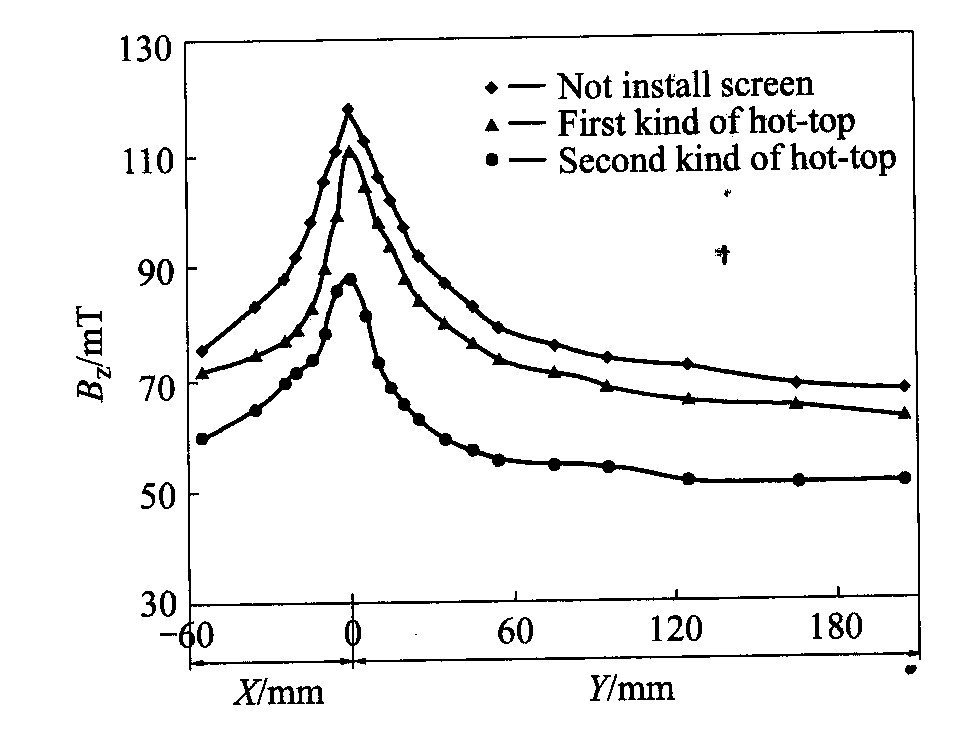
图5所示为距线圈中心线下12 mm处铸锭宽度中心线上的磁场分布。 可以看出, 未加屏蔽罩和采用热顶1两种情况下的磁场强度基本相同, 分布规律基本一致。 在热顶-电磁铸造的条件下, 由于不要求p m 和ρgh 处处平衡, 因此应尽可能发挥磁场的功效, 满足半悬浮液柱的成型条件, 保证液态金属在自由表面状态下凝固。
图4 沿铸锭边部的磁感应强度分布
Fig.4 Distribution of magnetic flux density along ingot edge
图5 铸锭宽度中心线上的磁感应强度分布
Fig.5 Distribution of magnetic flux density along center line of ingot width
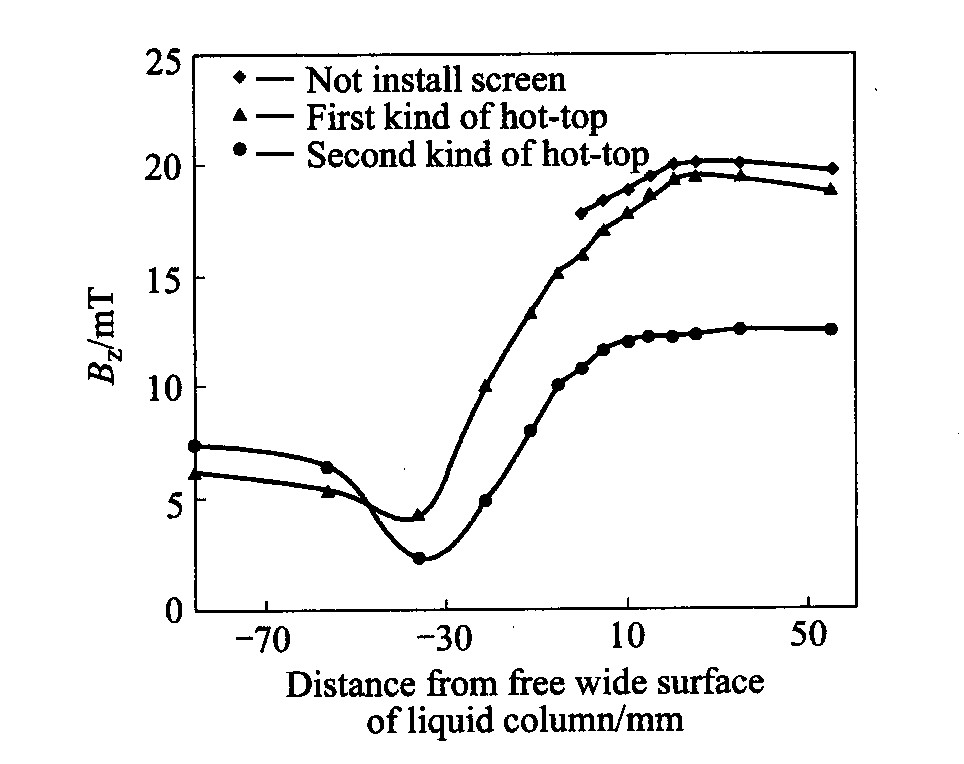
图6所示为热顶内的磁场强度分布曲线。 结果表明: 在热顶内部, 热顶2和加热顶1两种条件下的磁场屏蔽效果基本相同, 均可保证液柱顶部成型。 由此可见, 对开式热顶既未明显削弱液固界面处的磁场, 而且又满足热顶内液柱的成型条件。 因此, 采用热顶1进行电磁铸造实验更为合理。
图6 铸锭宽度中心线上的磁感应强度分布
Fig.6 Distribution of magnetic flux density along center line of ingot width
3热顶对去除氧化夹杂和保持液柱稳定性的作用
图7所示为普通电磁铸造法制备的铸锭。 由图可以看到, 铸锭侧表面两分流槽出口处形成的条状夹杂带, 由电磁搅拌造成熔体流动和液面不断更新导致的表面氧化膜进入液柱所形成。
图7 EMC铸锭表面夹杂
Fig.7 Inclusion on surface of EMC ingot
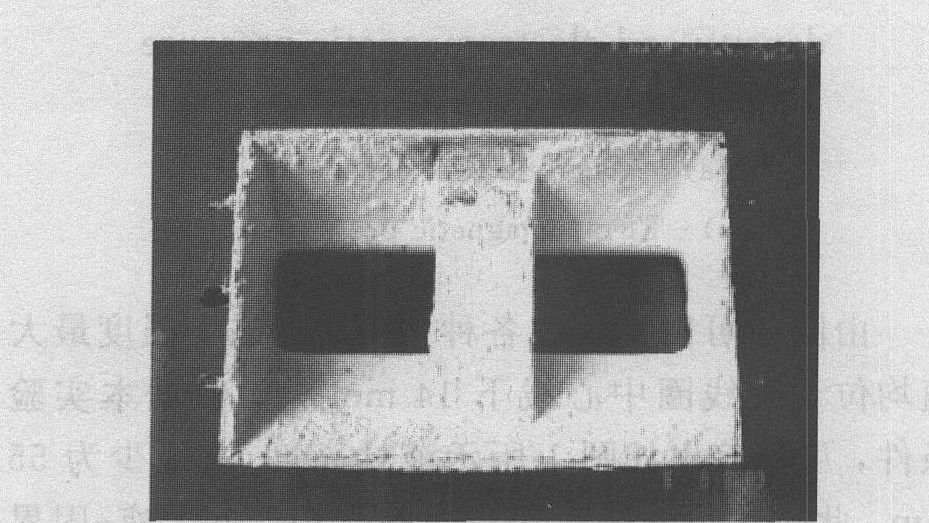
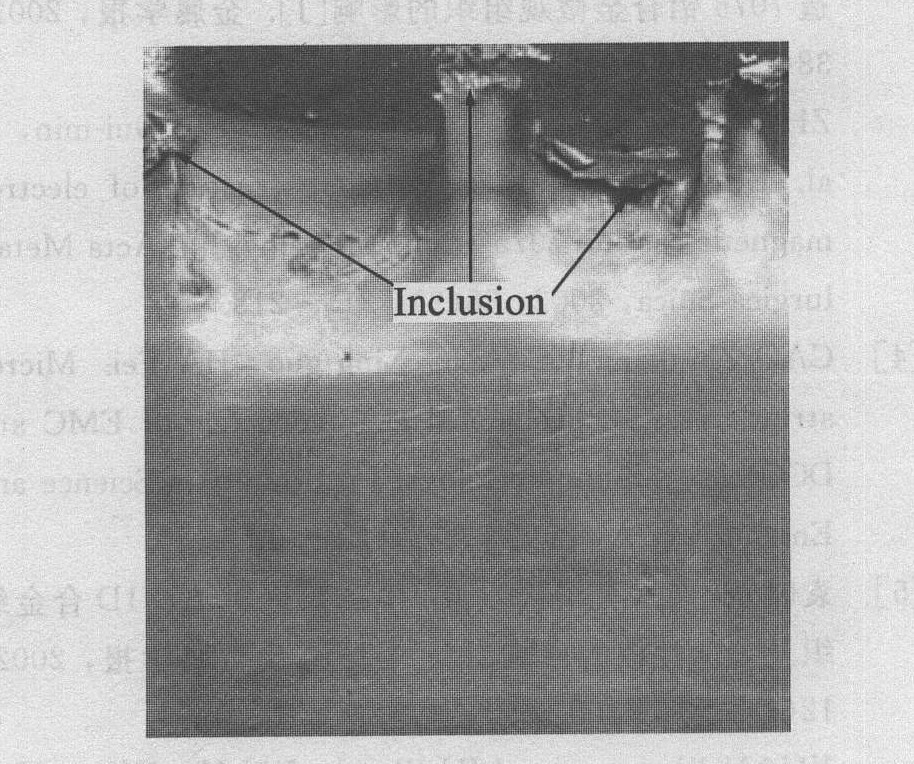
本文进行了大量的拉坯实验, 以检验热顶-电磁铸造法对去除氧化夹杂的作用。 采用热顶-电磁铸造法有利于防止形成氧化夹杂和吸气现象。 热顶兼有屏蔽罩的作用。 另一方面, 放置热顶后, 液柱侧面从顶部开始的绝大部分表面同保温材料相接触, 只在液-固界面向上的10 mm左右一段液柱表面处于自由表面状态。 液柱侧面同保温材料层的接触抑制了液柱顶部熔体的流动, 同时热顶削弱了液柱顶部磁场, 抑制了顶部的电磁搅拌作用, 从而保持了液面的稳定, 使杂质和氧化膜滞留在液柱顶面以防止其进入铸锭表面和内部形成夹杂。 图8所示为使用热顶-电磁铸造法制备出的铸锭照片。 图中铸锭顶部向上突起的部分都是液柱最后凝固的部位, 可以看到很多夹杂滞留在上面和热顶顶部耐火材料上, 而在铸锭侧面同热顶耐火材料层接触的位置很光亮, 几乎未见夹杂和氧化膜。 这说明保温材料层确实起到了阻止氧化膜进入铸锭形成夹杂的作用, 即热顶起到了降低铸锭夹杂含量的作用。
图8 热顶-电磁铸造铸锭
Fig.8 Sketch of hot-top electromagnetic casting ingot
实验表明, 热顶-电磁铸造技术中, 热顶具有约束部分液柱成型的作用, 金属液面位置的控制更为容易, 并有利于液柱高度的稳定, 且操作相对简便, 能有效控制液柱顶面的熔体流动, 减小形成氧化夹杂的几率。 液-固界面处的液柱仍依靠电磁力约束, 在自由表面状态下凝固, 保持了电磁铸造法的特点, 可显著提高铸锭表面和内部质量。
4 结论
1) 热顶-电磁铸造技术既充分发挥了普通电磁铸造和电磁连铸的优点, 又增强了系统的可操作性。
2) 施加对开式热顶, 磁场强度和电磁压力分布合理, 满足工艺要求。
3) 热顶-电磁铸造技术能有效控制铸锭夹杂, 提高铸锭表面和内部质量。
参考文献
[1] Getselev Z N. Casting in an electromagnetic field[J]. Metals, 1971, 23(10): 38-43.
[2] 周焕勤, 张译中, 高少华. 用于连铸的电磁铸造技术[J]. 上海金属, 2000, 22(1): 3-9.ZHOU Huan-qin, ZHANG Yi-zhong, GAO Shao-hua. The application of electromagnetic casting technology to continuous casting[J]. Shanghai Metal, 2000, 22(1): 3-9.
[3] 张北江, 崔建忠, 路贵民, 等. 电磁场频率对电磁铸造7075铝合金微观组织的影响[J]. 金属学报, 2002, 38(2): 215-218.ZHANG Bei-jiang, CUI Jian-zhong, LU Gui-min, et al. Effect of frequence on microstructure of electromagnetic casting 7075 aluminum alloy[J]. Acta Metallurgica Sinca, 2002, 38(2): 215-218.
[4] CAO Zhi-qiang, ZHANG Xing-guo, JIA Fei. Microstructures and mechanical characteristics of EMC and DCC 2024 aluminum alloys[J]. Materials Science and Engineering A, 2002, A327(2): 133-137.
[5] 袁晓光, 刘 正, 许 沂. 电磁铸造对AZ91D合金组织及力学性能的影响[J]. 中国有色金属学报, 2002, 12(4): 784-790.YUAN Xiao-guang, LIU Zheng, XU Yi. Effect of electromagnetic cast on microstructures and mechanical properties of AZ91D alloy[J]. The Chinese Journal of Nonferrous Metals, 2002, 12(4): 784-790.
[6] 董 杰, 崔建忠, 赵志浩.低频电磁铸造超高强高韧铝合金元素晶内固溶度和力学性能研究[J]. 航空材料学报, 1999, 39(6): 751-755.DONG Jie, CUI Jian-zhong, ZHAO Zhi-hao. Intracrytalline element solubility and mechanical property of a new super-high strength and toughness Al alloy cast under low frequency electromagnetic field[J]. Journal of Aeronautic Materials, 1999, 39(6): 751-755.
[7] 翟春生, 许光明, 崔建忠. 镁合金电磁铸造中搅拌频率的确定[J]. 轻合金加工技术, 2002, 31(2): 12-15.ZHAI Chun-sheng, XU Guang-ming, GUI Jian-zhong. Simulation of magnetic field on the magnetic casting of magnesium alloys[J]. Processing Technic of Light Alloy, 2002, 31(2): 12-15.
[8] 贾 非. 电磁连续铸造过程工艺优化及组织性能研究[D]. 大连: 大连理工大学, 2002.JIA Fei. Sutdy of Technical Optimization and Structure Property of Electromagnetic Continuous Casting[D]. Dalian : Dalian University of Technology, 2002.
[9] Yoshida M. Electromagnetic casting update to date and future[J]. Iron and Steel, 1987, 73(3): 403-410.
[10] 吴 明.电磁铸锭的成形缺陷及其消除方法[J]. 轻合金加工技术, 1982, 11/12: 16-22.WU Ming. Forming defect of electromagnetic cast ingot and its eliminating method[J]. Processing Technic of Light Alloy, 1982, 11/12: 16-22.
[11] 张兴国, 金俊泽. 电磁铸造中试工艺参数的研究[J]. 中国有色金属学报, 1994, 4(4): 171-174.ZHANG Xing-guo, JIN Jun-ze. Study of middle technical parameters of electromagnetic casting[J]. The Chinese Journal of Nonferrous Metals, 1994, 4(4): 171-174.
[12] 田正宏, 张兴国, 金俊泽. 铝薄板热顶-电磁铸造磁场与工艺研究[J]. 材料研究学报, 1999, 13(5): 546-548.TIAN Zheng-hong, ZHANG Xing-guo, JIN Jun-ze. Study on shaping technology of hot-top EMC of aluminum thin strip[J]. Chinese Journal of Materials research, 1999, 13(5): 546-548.
[13] 邱竹贤. 世界铝工业与新技术发展趋势[A]. 有色金属科技进步与展望[C]. 北京: 冶金工业出版社, 1999. 117-126.QIU Zhu-xian. World aluminum industry and development trend of new technology[A]. Science Advance and Perspective of Nonferrous Metal[C]. Metallurgical Industry Press, Beijing: 1999. 117-126.
[14] 蔡艳秀, 李作光. 铸造铝合金中的夹杂物[J]. 中国物资再生, 1995, 7: 9-11.CAI Yan-xiu, LI Zuo-guang. Impurity casting aluminum alloy[J]. Chinese Materials Recycle, 1995, 7: 9-11.
[15] ZHANG Xing-guo, TIAN Zheng-hong, KANG Jun-jie, et al. Hot-top electromagnetic casting research of Al thin slab[J]. Trans Nonferrous Met Soc China, 1999, 9(3): 605-610.