
Difference in particle characteristics and coating properties between
spraying metallic and ceramic powder cored wires
FANG Jian-yun(������), LI Zhuo-xin(����), JIANG Jian-min(������), SHI Yao-wu(ʷҫ��)
College of Materials Science and Engineering, Beijing University of Technology, Beijing 100022,China
Received 1 November 2006; accepted 28 July 2007
Abstract: The sprayed particles of metallic and cermet wires were collected to analyze the atomization state of the particles in arc spraying forming, the microstructure and properties of metallic and ceramic coatings were investigated and compared. Particle size analyzer was used for quantifying particle size. The XRD, SEM and optical microscope(OM) were used to analyze the phase composition and microstructure of the particles and coatings. From the experimental results, some difference of particle characteristics was established between the spraying metallic and ceramic cored wires, and the microstructure and properties of coatings depend strongly on the particles behaviors. The result shows that Fe-TiB2/Al2O3 composite coating has a high potential for abrasive wear applications.
Key words: metallic powder; ceramic powder; cored wire; arc spraying; particle characteristic
1 Introduction
Twin wire arc spraying is known to be one of the less expensive ways of thermal spraying, and has been widely used in industry, mainly in applications involving corrosion protection and against wear. To increase the competitiveness in arc spraying technology the research focuses on the improvement of process facilities, and on the other hand on development of innovative feedstock, which fulfills the markets demands.
Materials that can be sprayed are metallic wire (iron, aluminum) or cored wire containing ceramic powders (for example WC-Co, Cr3C2 and TiB2) in order to produce composite coatings. Ceramic composite coatings are fit to be used in high temperature environment in view of remarkable resistance to wear, erosion and oxidizing. The properties of coatings are strongly influenced by molten droplet characters and phase transformations. Several research groups have already investigated the effects of particles parameters on microstructure and properties, WATANABE et al[1-2] investigated the effect of electrode phenomena, such as oxidation and turbulence on the droplet formation and the coating properties. The study of effects of process on particle characteristics showed that the higher the velocity of the spraying gas, the smaller and the quicker of the particles[3-6]. The particle characteristics have influences on the porosity, oxidation contents and the properties of coating[7-10]. The difference between metallic and ceramic coating prepared by high velocity arc spraying has not yet been studied. In order to improve the properties of ceramic composite coatings, it is necessary to further study the different characteristics of ceramic and metallic spraying material on particles atomizing process, splashing and flattening, and the mechanism of composite coating forming. In this study, the effects of material characteristics on the particles atomization, spraying process and coatings micro- structures and properties were analyzed.
2 Experimental
2.1 Spraying materials
Metallic wire used for this study was commercial 7Cr13. The metal-ceramic wires with comprising of TiB2/Al2O3 powder filled inside were prepared in our laboratory. TiB2/Al2O3 powder was produced by self- propagating high temperature synthesis(SHS) reactions. Table 1 lists the physical properties of TiB2 and Al2O3. The main powders in the filler are listed in Table 2. The diameter of these two wires is d 2.0mm.
Table 1 Material properties of ceramic powder materials

Table 2 Cored main compositions of spraying materials

2.2 Twin wire arc spraying and collection of in-flight particles
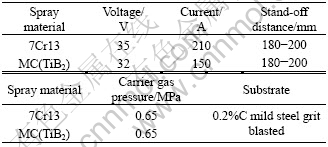
Experimental principle of arc spraying forming is shown in Fig.1, and CDM AS300 was applied as the spraying instrument, which was equipped with high-speed arc spraying torch(HAS-01). A high- temperature arc can form and it melts the tip of both wires. Atomizing gas, compressed air, was directed across the arc zone, shearing molten parts of the wires to form the atomized particles. Atomized particles were collected by spray on ice. The process parameters are listed in Table 3. The particles collector is shown in Fig.2. Wire arc spraying torch was directed towards the ground surface. A sheet on which a 2.5 mm in diameter hole exists was placed at a distance of 160 mm from the torch. Underneath (20 mm) ice was used to collect particles passing through the capturer. Captured particles were observed and analyzed by SEM, XRD, and statistical measurements of particle diameters were performed.
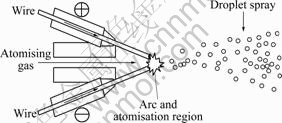
Fig.1 Schematic diagram of experimental principle
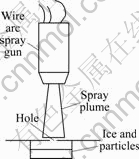
Fig.2 Schematic diagram of sprayed particle collector
Table 3 Experimental conditions
2.3 Properties test
Scanning electrical microscope(SEM) was used to analyze the shapes and sizes of particles. The morphology of cross-sections of coatings was observed by optical microscopy(OM). X-ray diffractometry(XRD) was employed to determine the phase composition of particles and coatings. HV1 000 metallographic micro- hardness instrument was applied to test the micro- hardness of coating, and Vickers micro-hardness measurements have been carried out with a load of 9.8 N during 15 s. Then five indentations of values in the longitudinal and transverse directions are measured respectively to calculate the average micro-hardness. The porosity measured by image analysis was calculated with the average grey value of ten pictures. The abrasive wear test coating were made on 57 mm��25 mm��6 mm mild steel samples and coatings thickness were 1 mm or more. The abrasion wear test was performed via the three-body abrasive conditions following the ASTM G65 standard.
3 Results and discussion
3.1 Analysis of atomizing particles
The size distribution of particles from two wires atomizing is shown in Fig.3. SEM morphology of metallic and ceramic composite particles is presented in Fig.4.
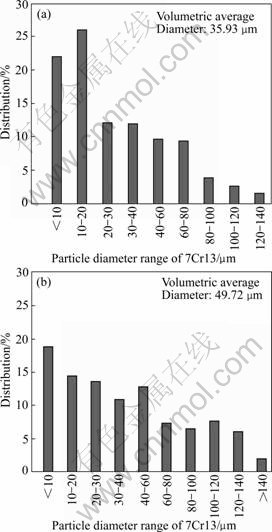
Fig.3 Size distribution of two wire particles: (a) Fe-TiB2; (b) Ceramic wire
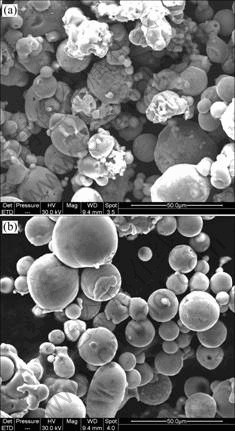
Fig.4 Particles morphologies of two wires: (a) Metallic;(b) Ceramic
It is observed that the distribution of particle size is relatively uniform. It can be seen that only a few particles are larger than 140 ?m or smaller than 0.5 ?m in Figs.3 and 4. This indicates that some electron energy transits to the flame field when the electrons release heat from the cathode to the anodic metal wire. This transition decreases the anode temperature and slows down the wire melting speed, which results in the existence of big particles. This phenomena exists more in ceramic wire spraying than in metallic wire spraying, because of the core ceramic filling acted as an electrical insulator resulting in a differing melting speed of both the cathode and anode, this results in a variation in droplet sizes and also produces solid or semi-molten particles, yielding low adherence with the substrate surface and inferior coating. See from this particle size distribution, the mean metallic particle diameter deduced is about 35.93 ?m, and the mean ceramic composite particle diameter is about 49.72 ?m. The particle diameter seems to be directly linked to wire material. It is decreased when the wire is totally metallic under the same process parameters. Indeed, when ceramic phase contents increase in the wire, high melting point ceramic powders lead to a decrease of melting state, and consequently to a increase of instant flameout.
According to Fig.4, it could be assumed that particles are solidified during impact on ice. The analyses of the particles show that the metallic particles have irregular shape with a wide grain size fraction, and all the particles show basically melting state (see Fig.4(a)). Cermet particles sizes are larger than metallic that is spherical and semi-molten (see Fig.4(b)).
Dense ceramic composite coatings obtained by HVAS still remain a challenge. Compared with metals, TiB2/Al2O3 powder has a lower thermal conductivity and a large melting enthalpy. These factors limit the heat transfer from flame to particles and consequently do not necessarily allow their total melting. During the spraying process the splash within the composite powder is larger and more than in the metallic wire powder. Researchers in Refs.[7-10] studied the behavior of plasma sprayed particles on flat substrate, their results show that splash is linked to the velocity of particles and solidification ratio.
XRD investigations (see Fig.5) of ceramic composite particles show that small amounts of TiB and FeO exist besides TiB2 and Al2O3 phase.

Fig.5 XRD patterns of Fe-TiB2 particles
3.2 Coatings properties
The characteristics of in-flight particle were analyzed, which were then used to find some relationships between the impact mode and coating properties. Sprayed coatings are formed by impact, deformation and rapid solidification of individual molten or half-molten particles, so that their structure depends strongly on the in-flight particle characteristics. It is the reason why the results presenting in the following section are concerned with these two different wires.
3.2.1 Coating microstructure
The two coatings obtained apparently present a good adhesion on the grit blasted substrate. Typical image of the microstructure of these two coatings are shown in Figs.6 and 7.
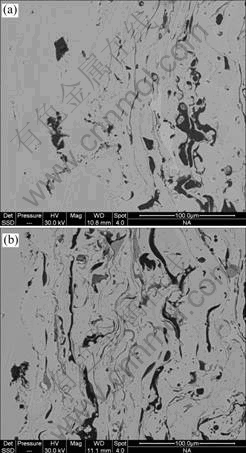
Fig.6 SEM morphologies of cross section of two coatings: (a) Ceramic composite coating; (b) Metallic coating
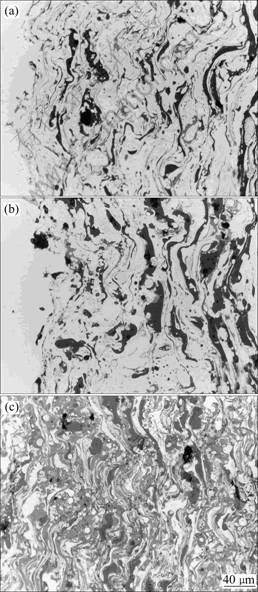
Fig.7 Microstructures of coating prepared by different ceramic powder contents in cored wire: (a) 45%; (b) 85%; (c) Metallic without ceramic
An important difference of microstructure can be observed that the lamellae in the metallic coatings become thinner. This could be directly linked to the diameter and melting state of particles. The metallic particles size is small and melting state is well. The melt metallic droplets have a more fluid characteristic than ceramic particles, greater fluidity can increase the viscosities and flattening time. Thus finally the coatings are more homogeneous. The texture of microstructure of 7Cr13 coating is very compact, and 7Cr13 belongs to martensite stainless steel, the spraying is a high speed of solidification, and a great deal of martensite is produced instantaneously during spraying.
SEM morphologies show that the metallic coating is denser than ceramic composite coating, and the individual splat is thinner. A comparison of microstructure also shows an increase in the amount of lighter grey colored phase for ceramic wire. Optical microscopy and X-ray analysis determined this phase to be retained ceramic. The XRD pattern of ceramic composite coating is presented in Fig.8.
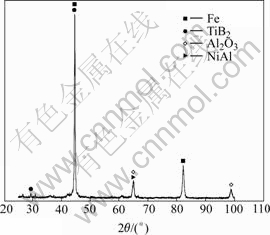
Fig.8 XRD pattern of Fe-TiB2 coating
3.2.2 Coating porosity
More splashing phenomena are observed during spraying ceramic powder cored wire, and the splashing increases with increasing contents of ceramic phase in this case. Because the comprising ceramic particles size is large and the melting state is low, as the particles impact the substrate, these effects could induce the splashing and un-melting particles fail to adhere and bounce off from the substrate. Moreover, the rapidly solidified layer affects the flattening of the particle, which leads to low flattening degree. Thus the composite coating microstructure has more porosity.
Image analyses were performed to determine the porosity of polished coating cross-sections. The microstructure of composite coating shows a large porosity. The porosity of the metallic coating is 1.6%, and the composite coating porosity is 4.8%. The melting state and solidification fraction could explain this phenomenon, the un-molten particles lead to higher crack. The melting particles produced with metallic wire have less difficulty to spread when it strikes the substrate, and faster molten particles deform more readily on impact, this increase the coating density and reducing porosity. An increased porosity produces a lower hardness.
It has been established for a long time that particle velocities increase as their diameters decrease the viscous force and the tension force increases, leading together to an increase of density, simultaneously a decrease of porosity due to a greater flattening of particle and a better accommodation of particles between themselves[7-9].
3.3 Coating mechanical properties
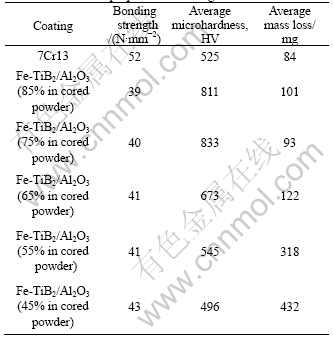
The results of the mechanical properties and the wear test are summarized in Fig.9 and Table 4, and the wear test show that the two kinds coatings have good wear resistance, and the properties of wear resistance of 7Cr13 coating is stable than the composite coating. The evolution of the coating properties shows that the porosity in coatings affects the bonding strength and mechanical properties greatly. As can be seen from Fig.9 that the micro-hardness of the coating increases as the ceramic content increases, but the hardness increase is very uneven, which is associated with a increase in the amount of hardness phase formation or withholding within the coatings.
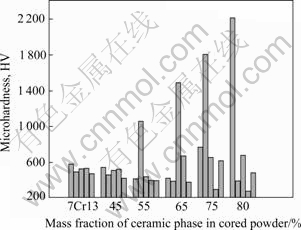
Fig.9 Micro hardness of coatings
Table 4 Mechanical properties of coatings
The application of TiB2/Al2O3 composite feedstock for HASP spraying results in improvement of wear resistance compared to uncoated mild steel and Fe-based alloy. This can be predominantly related to the fact that the size, form and embedding of the hard particles in the binder metal are decisive for the mechanical characteristics of the coatings.
4 Conclusions
1) Comparisons of in-flight particle characters between metallic and ceramic show that the TiB2-contained ceramic particles keep solid or semi- molten during spraying, and the average size of particles is larger than metallic, the process prevents the desirable composite coating microstructure formations.
2) The metal-ceramic composite coatings show thicker lamellae, higher porosity, and more uneven hardness than 7Cr13 metallic coatings.
3) Comprehensive properties tests of Fe-TiB2/Al2O3 composite coating show that the composite coatings have a high potential for abrasive wear applications. Adding lower melting points nanostructure ceramic powder to change the atomizing particles characteristics will improve composite coatings properties.
References
[1] WATANABE T, WANG X, PFENDER E, HEBERLEIN J. Correlations between electrode phenomena and coating properties in wire arc spraying [J]. Thin Solid Films, 1998, 316: 169-173.
[2] WATANABE T, SATO T, NEZU A. Electrode phenomena investigation of wire arc spraying for preparation of Ti-Al intermetallic compounds [J]. Thin Solid Films, 2002, 407: 98-103.
[3] PRYDS N H, HATTEL J H, PEDERSEN T B, THORBORG J. An integrated numerical model of the spray forming process [J]. Acta Materialia, 2002, 50: 4075-4091.
[4] LEE J, KANG S, SATO T, HIROYASU T, AKIHIKO K. Effects of particle properties on the microstructure of aluminum based metal-metal composites fabricated by plasma synthesis method [J]. Materials Letters, 2002, 57: 812-817.
[5] NEWBERY A P, RAYMENT T, GRANT P S. A particle image velocimetry investigation of in-flight and deposition behavior of steel droplets during electric arc sprayforming [J]. Mater Sci Eng A, 2004, A383: 137-145.
[6] BERGMANN D, FRITSCHING U. Sequential thermal modeling of the spray-forming process [J]. International Journal of Thermal Sciences, 2004, 43: 403-415.
[7] ZHANG Jia-ying, MA Shi-ning, XU Bin-shi, ZHU Shao-hua. Shapes and size distribution of flight particles in high-speed arc spraying process [J]. Materials Protection, 2002, 35(8): 3-4. (in Chinese)
[8] LI Jing-long, LI Chang-jiu. Droplet transient impact pressure in plasma spraying [J]. Journal of Xi��an Jiaotong University, 1999, 33(12): 30-34. (in Chinese)
[9] PI Tao, LI Jing-long, LI Chang-jiu. Investigation of splatting process of thermal sprayed with low-speed big droplets [J]. Journal of Gansu University of Technology, 1998, 24(4): 14-18. (in Chinese)
[10] BURKLE G, BANHART F, SAGEL A, WANKE C, CROOPNICK G, FECHT H J. Determination of the mechanical properties of nanocrystalline Fe-Cr-based thermal spray coatings [J]. Materials Science Form, 2002, 386/388: 571-576.
Foundation item: Project(50375004) supported by the National Natural Science Foundation of China; Project(2062005) supported by the Natural Science Foundation of Beijing City, China
Corresponding author: FANG Jian-yun; Tel: +86-10-67431325; E-mail: fangjiany@emails.bjut.edu.cn
(Edited by LONG Huai-zhong)

