中国有色金属学报 2004,(01),74-78 DOI:10.19476/j.ysxb.1004.0609.2004.01.016
SiCp /LY12复合材料的真空钎焊
邹家生 陈铮 许如强 赵其章
华东船舶工业学院焊接技术与工程系,华东船舶工业学院焊接技术与工程系,华东船舶工业学院焊接技术与工程系,华东船舶工业学院焊接技术与工程系 镇江212003 ,镇江212003 ,镇江212003 ,镇江212003
摘 要:
在钎焊温度高于SiCp/LY12复合材料起始熔融温度的条件下,采用Al 28Cu 5Si 2Mg钎料在真空中仍能实现对SiCp/LY12复合材料的钎焊连接。研究结果表明:SiCp/LY12复合材料的熔化特性、快速的钎焊热循环和钎料中含合金元素Mg是实现对SiCp/LY12复合材料的钎焊连接的主要因素。分析了SiCp/LY12复合材料钎焊连接强度的影响因素和界面特征。提高液态钎料对SiC的润湿性、降低连接区的弱连接比例、减少过渡到钎缝中的SiC颗粒,是改善钎焊连接强度的重要途径。
关键词:
铝基复合材料 ;真空钎焊 ;接头强度 ;
中图分类号: TG454
作者简介: 邹家生(1965),男,副教授,博士研究生.,电话:05114401182;E mail:zjzoujs@public.zj.js.cn;
收稿日期: 2003-02-08
基金: 江苏省青年科技基金资助项目(BQ98021);
Vacuum brazing of SiCp /LY12 metal matrix composites
Abstract:
The vacuum brazing of SiCp /LY12 by using filler metal of Al-28Cu-5Si-2Mg is feasible, though brazing temperature is higher than the incipient melting temperature of SiCp /LY12. The effects of joint strength and interface character in SiCp /LY12 matrix composite bonding were discussed in detail. The results show that viable brazing of SiCp /LY12 is lain on its melting characteristic, fast braze thermal cycle and action of Mg in the filler metal. The key methods of improving the joint strength are to raise the wettability of filler metal on SiC substrates, to decrease the proportion of feeble bonding in interfacial region and to reduce SiC particulates transited to brazing seam.
Keyword:
aluminum matrix composites; vacuum brazing; joint strength;
Received: 2003-02-08
非连续增强金属基复合材料由于其优良的性能价格比已成为当今世界金属基复合材料研究领域中的重要热点之一, 其中SiC颗粒增强铝基复合材料发展最快
[1 ]
, 也是最早能实现大规模产业化的金属基复合材料
[2 ]
。 但由于铝基复合材料基体和增强相物理、 化学性能的差异, 使得其连接特性明显不同于基体金属材料。 受连接方法的制约, 铝基复合材料在很多领域的应用都受到限制。 目前的研究表明SiC颗粒增强铝基复合材料的连接主要包括熔化焊、 固相焊、 钎焊三大类, 而钎焊和固相焊中的瞬间液相焊是比较合适的方法
[3 ,4 ]
。
对于SiC颗粒增强铝基复合材料, 钎焊连接方面的研究报道尚少
[5 ]
。 这是因为铝基复合材料中连续相是基体铝合金, 除了SiC增强体对钎焊性的不利影响外
[6 ]
, 还存在铝合金本身钎焊性不良的问题。 对于SiCp /LY12复合材料而言, 基体LY12的钎焊加热温度超过505℃后, 就产生明显的过烧而导致钎焊接头强度和塑性显著下降。 除非采用快速加热的钎焊方法, 否则不宜进行钎焊。 有关SiC颗粒增强铝基复合材料的钎焊研究至今还没有取得明显进展。
本文作者采用低熔点Al-28Cu-5Si-2Mg钎料在真空中对SiCp /LY12复合材料的钎焊连接进行了实验, 研究了影响钎焊连接强度的因素, 并分析了连接界面特征和增强相颗粒在接头中的分布行为。
1 实验
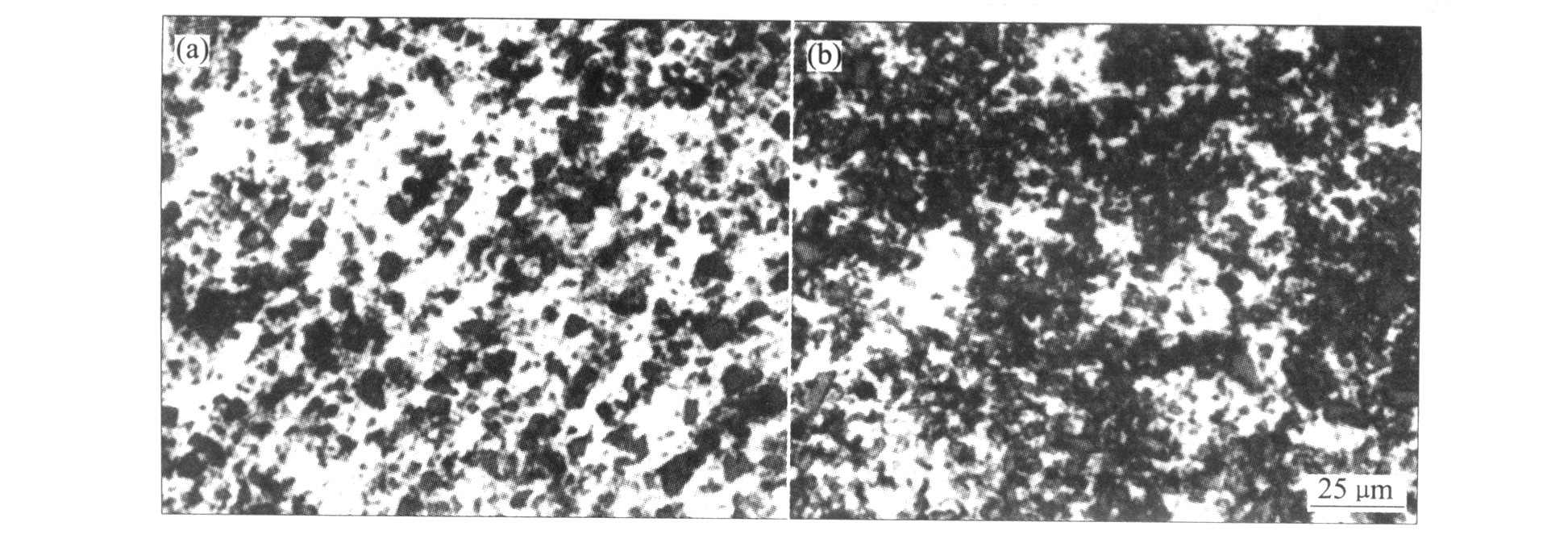
采用SiCp /LY12复合材料基体为LY12, 其状态为: 冷轧+固溶时效+自然时效。 增强相SiCp 为磨料α -SiC颗粒。 复合材料组成和力学性能见表1。 微观形貌见图1。 可以看出, SiC颗粒在基体上分布均匀, 主要存在于原始铝颗粒的界面处, 少量细小的SiC颗粒也进入到晶粒内部。 连接试样尺寸为d 8mm×5mm。 试验用钎料为Al-28Cu-5Si-2Mg, 厚度为100μm, 熔化温度范围为525~535℃。
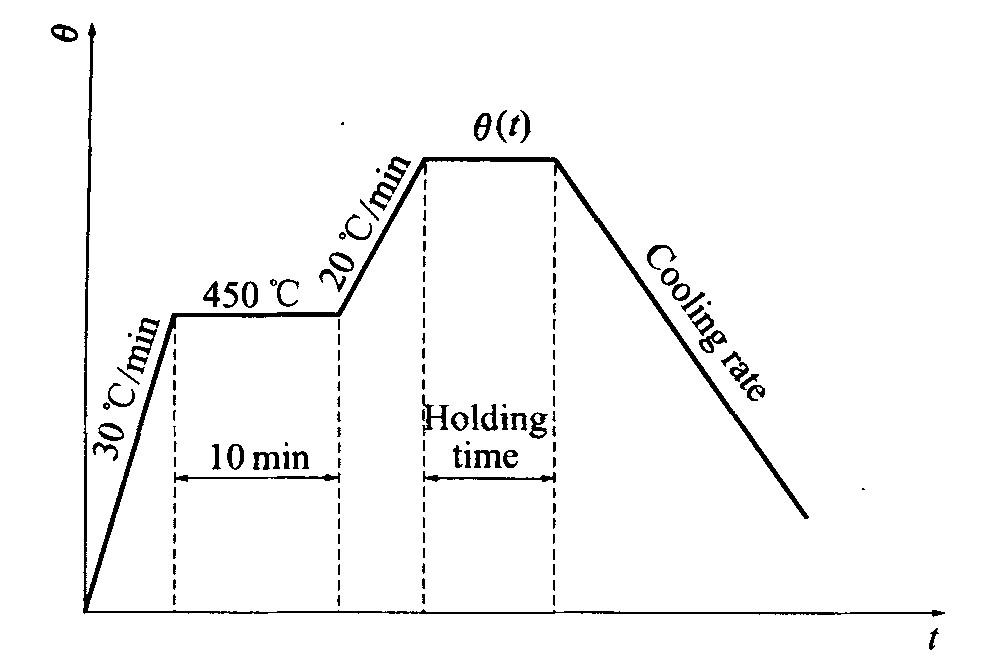
连接前, 铝基复合材料和钎料待连接表面用金相砂纸打磨, 随后将连接试样和钎料片放在丙酮溶液中进行超声波清洗。 钎焊连接试验在高频真空感应加热炉中进行。 钎焊时为了保证试样和钎料的良好接触, 在装配好的试样上放置质量为40g的小压块。 钎焊连接时, 当真空度达到2×10-3 Pa以上时, 开始加热。 真空钎焊工艺参数见图2。 整个连接过程中真空度始终保持在2×10-3 Pa以上。
钎焊试验后, 将试样切割成直径为5mm的剪切强度试样。 随后在JM-500拉伸试验机上测定钎焊接头剪切强度。 剪切试验后用JXA-840A型扫描电子显微镜观察断口形貌。 对连接界面区域用金相显微镜和扫描电镜观察微观形貌。 用EDX分析钎缝成分。
2 结果与分析
2.1钎焊工艺对接头强度的影响
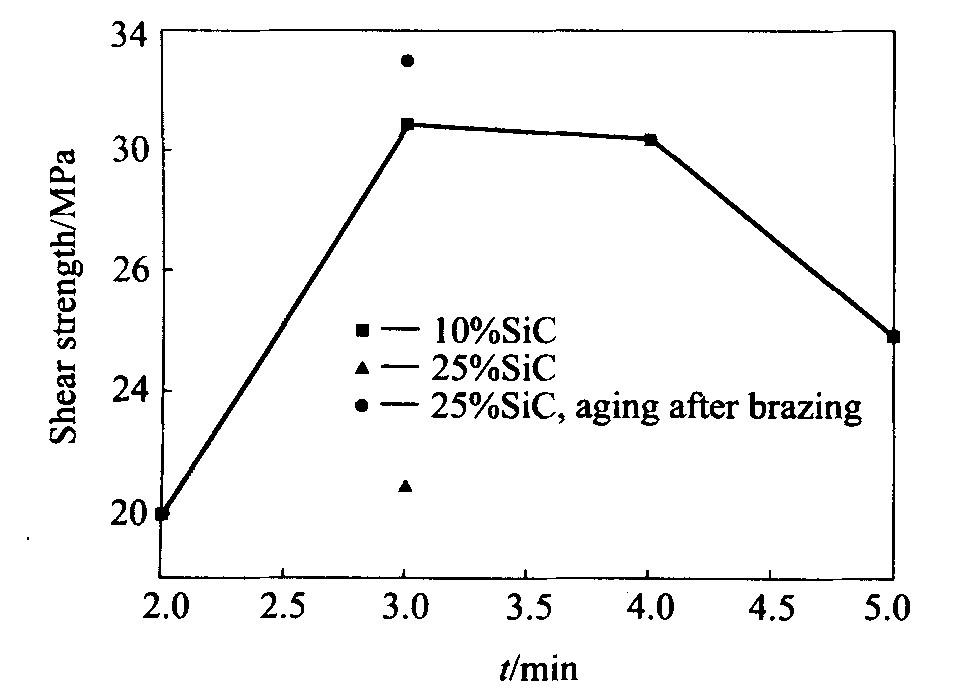
在一定的钎焊温度下(550℃), 保温时间对接头强度的影响如图3所示。 随保温时间增加, 接头强度增加, 保温时间为3min时强度最大, 达33MPa。 随后强度又降低。 在一定的保温时间下(4min), 钎焊温度对接头强度的影响如图4所示。 在本试验范围内, 随着温度的升高焊接接头的强度逐渐升高, 在550℃, 保温4min时接头剪切强度达到最高, 为32MPa。 继续升高温度则强度下降。
钎焊温度和时间是影响铝基复合材料钎焊质量的主要工艺参数。 当连接温度较低、 时间较短时, 钎料可能熔化不足, 并且固体SiC颗粒聚集在钎缝界面上, 大大增加了液态钎料的粘滞性, 液态钎料对母材的润湿性降低, 严重影响钎料的流动和填缝, 致使钎缝结合率不高, 影响其结合强度, 导致接头剪切强度降低
[7 ]
; 当连接温度过高、 时间过长时, 由于母材发生区域熔化加剧, 钎料与母材间的相互作用加强, 致使SiC颗粒聚集严重, 母材过烧, 晶粒过分粗大导致剪切强度下降; 若进一步升高温度, 延长时间, 则钎料流失, 母材熔蚀, 晶粒严重长大, 并出现大量空隙、 气孔等, 导致接头剪切强度进一步下降。
表1 铝基复合材料的组成和力学性能 Table 1 Composition and mechanical properties of aluminum metal matrix composites
Matrix
Reinforcement
Particle diameter/μm
φ (SiC)/%Process state
Shear strength/MPa
LY12
SiC
10
10
Extrusion
168
图1 SiCp/LY12的微观组织 Fig.1 Microstructures of SiCp/LY12 (a)―10% SiC; (b)―25% SiC
图2 真空钎焊工艺 Fig.2 Techniques of vacuum brazing
图3 保温时间、 SiC体积分数及 时效对接头强度的影响 Fig.3 Effects of holding time, volume fraction of SiC and aging on joint strength
图4 钎焊温度对接头强度的影响 Fig.4 Effect of brazing temperature on joint strength
2.2增强相体积分数对接头强度的影响
由图3可见, 在试验温度为550℃、 保温时间为3min时, 随增强相SiC颗粒体积分数增加, 钎焊接头的剪切强度显著降低。 从钎焊机理来看, 显然, 钎焊连接过程(钎料对母材的润湿、 铺展及冶金相互作用)首先是在复合材料表面进行的。 当增强相体积分数增大时, 在铝基复合材料表面露出的被切割开的SiC颗粒就越多, 但位于连接表面上的SiC颗粒, 在被切割开的表面上没有复合材料制备时为了改善与基体的润湿性而添加的覆盖层, 这也就意味在连接温度下这一部分表面和熔融铝基体、 钎料之间的润湿性比较差
[8 ]
, 导致形成弱连接。 即铝基复合材料中增强相体积分数增加时, 整个钎焊面上的增强相-钎缝金属弱连接对的比例也相应增加, 这必然导致整个钎焊接头强度的下降。
从上述分析可知, 提高液态钎料对SiC的润湿性, 降低连接区的弱连接比例, 是改善整个钎焊接头强度的重要途径。
2.3焊后固溶时效对接头强度的影响
由于SiCp /LY12复合材料是以LY12铝合金为基体材料的, 经钎焊热循环后母材及钎缝均发生软化, 因此焊后必须进行再次强化处理。 试验表明: 对体积分数为25%的SiCp /LY12复合材料钎焊接头焊后及时进行固溶时效处理。 固溶处理工艺为: 495℃保温30min, 水淬; 时效处理采用分级时效: 100℃, 保温2h+190℃, 保温2h。 这可使接头强度提高1倍以上, 达35MPa(图3)。 因此, 焊后时效强化是非常必要的。
3 讨论
3.1 接头微观形貌及特征
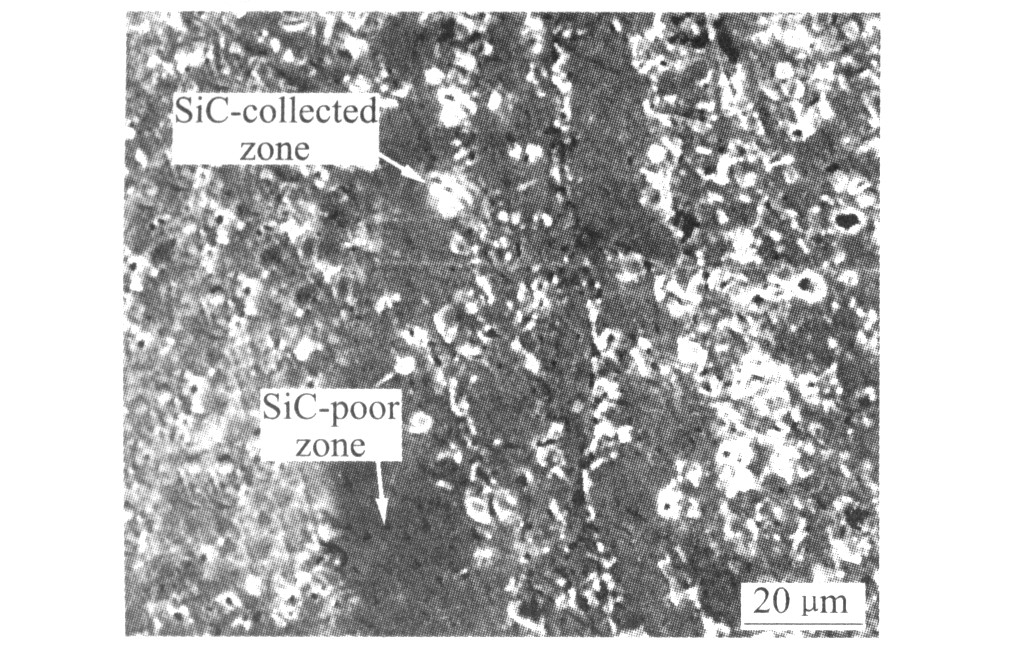
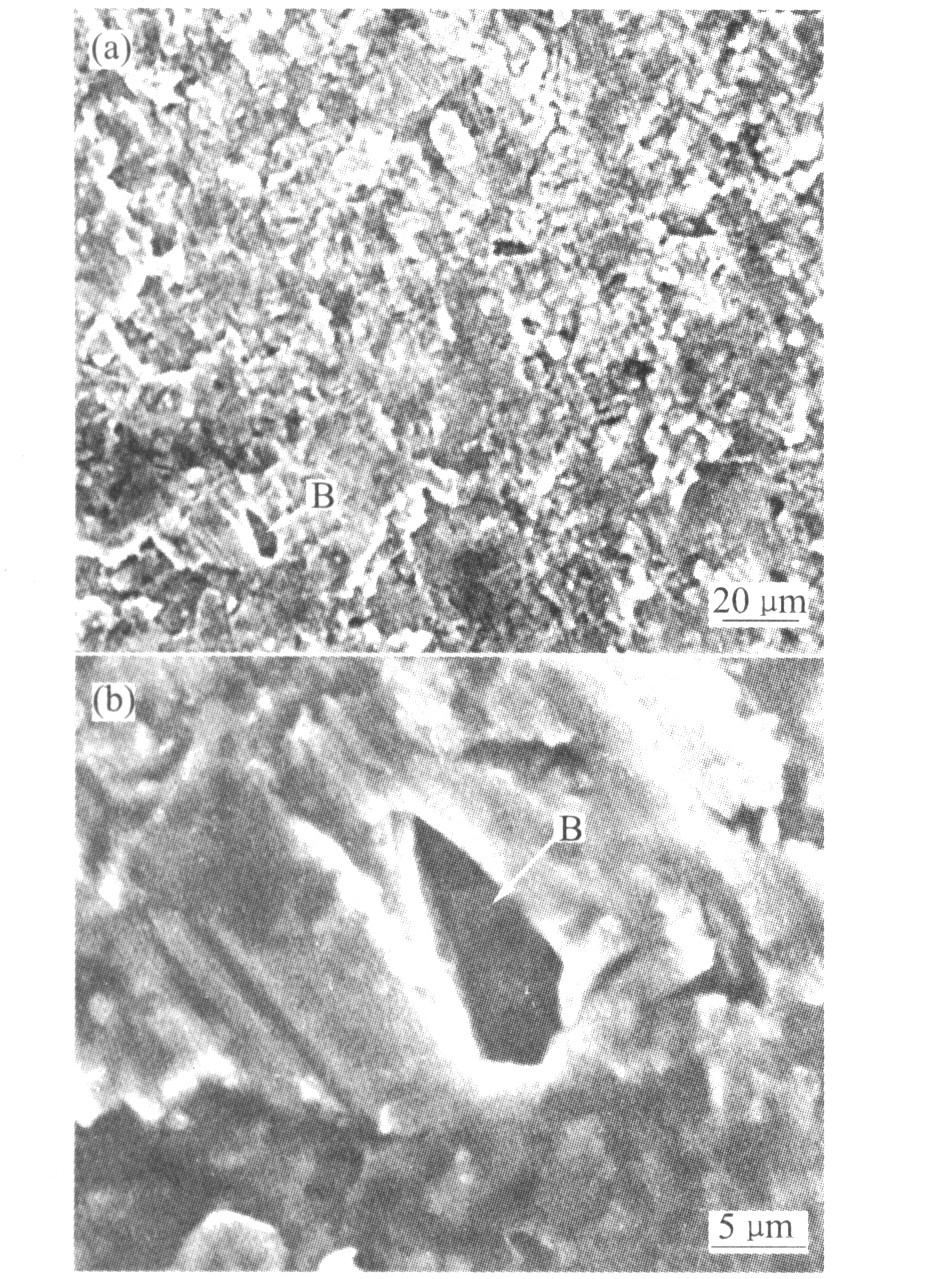
图5所示为钎焊温度550℃、 保温3min时接头界面的微观形貌。 从图中可以看到钎缝中存在的SiC颗粒。 对其钎缝断口在电镜下观察, 并结合EDX成分分析, 发现在钎缝中确实存在SiC颗粒, 见图6中黑色区域B处。 这是由于钎焊保温加热过程中母材晶界处发生区域熔化, 从而带动位于晶界的少量SiC颗粒向钎缝中过渡。 另外钎料中的Si, Cu向母材中扩散, 使得母材近缝区Si, Cu含量增加, 液相线温度下降, 亦会导致界面区的局部熔化, 使SiC颗粒向钎缝中过渡。 过渡到钎缝中的SiC颗粒和钎缝金属之间亦是弱连接, 将使连接强度进一步降低。
从图5还可以发现, 在钎缝中存在SiC颗粒分
图5 10%SiCp/LY12钎逢界面微观形貌 Fig.5 Micrograph of brazing interface for 10%SiCp/LY12
图6 钎焊连接10%SiCp/LY12断口形貌 Fig.6 Fractographs of brazing joint for 10%SiCp/LY12
布不均匀的现象。 这是复合材料钎焊所产生的特殊现象, 林丽华
[9 ]
、 Klehn
[10 ]
等也有同样的发现。 这是由于过渡到钎缝中的SiC颗粒在随后的冷却结晶过程中, SiC颗粒不能成为形核中心而被排斥推向尚未凝固的钎缝界面区, 从而在靠近母材一侧先结晶的钎缝金属中含SiC颗粒较少, 即存在一个SiC颗粒的贫化区。 而被排斥的SiC颗粒则被推向钎缝中心, 在紧靠贫化区的界面附近形成一个SiC颗粒集聚区。 从图5中还可以看到, 两侧贫化区的宽度比集聚区的宽度大得多。 因此, 为尽量避免SiC颗粒过渡到钎缝所带来的不利影响, 在钎焊过程中应尽可能缩短钎焊在高温的停留时间。
3.2 SiCp/LY12复合材料钎焊性
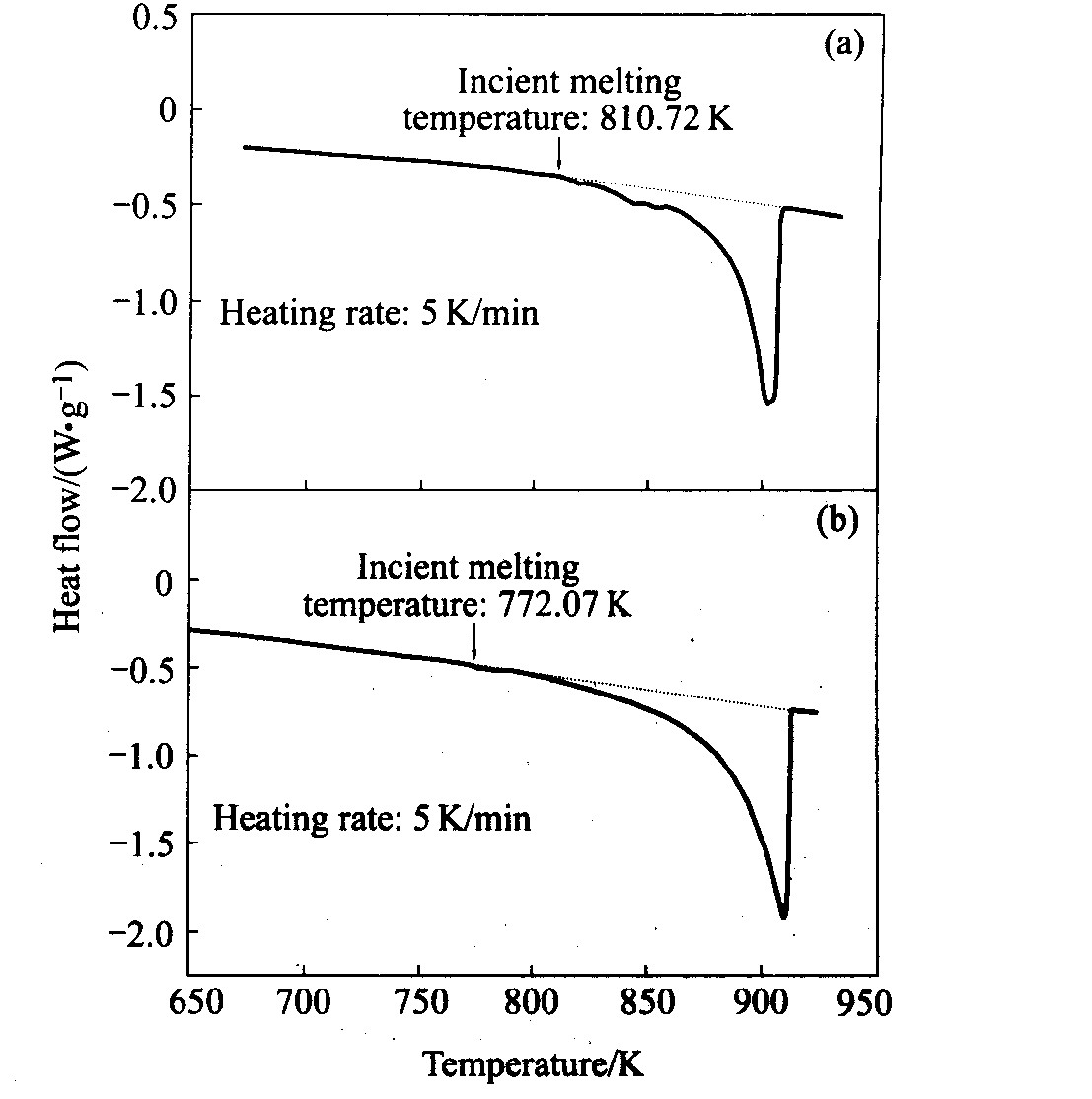
图7所示为LY12铝合金和SiCp /LY12复合材料的DSC曲线。 LY12的钎焊加热温度超过500℃就会发生过烧现象。 而在LY12中加入10%的SiC颗粒后, 复合材料的起始熔融温度就上升为810.72K, 这与复合材料的复杂性有关, 可能是由于在搅拌铸造过程中, SiCp 与LY12 合金液复合时间过长导致合金元素如Mg被烧损所致。 本研究的钎焊温度均高于复合材料的起始熔融温度。 但接头的组织和性能表明, 并未出现明显的变形和过烧现象。 对于SiCp /LY12复合材料, 其初期阶段的熔融具有熔融量非常小的特征。 经从DSC曲线估算, 550℃时复合材料的液相质量分数仅为0.44%。 即在本研究的钎焊温度下仍能实现对SiCp /LY12复合材料的钎焊连接。 本研究采用的高频感应加热有利于实现快速的钎焊加热和冷却,
图7 SiCp/LY12复合材料和 LY12铝合金的DSC分析结果 Fig.7 Analyses of DSC for SiCp/LY12(a) and LY12(b)
这也是实现对SiCp /LY12复合材料的钎焊连接的重要因素。 而在气体保护和真空电阻炉中均很难得到良好的SiCp /LY12复合材料的钎焊连接接头。
Al-28Cu-5Si三元共晶钎料是目前铝用硬钎料中熔点最低的。 合金元素Si, Cu均是表面活性元素, 可以使液态钎料的表面张力大为减小, 从而改善润湿性
[11 ,12 ]
, 但Al-28Cu-5Si钎料在真空不能实现对SiCp /Al复合材料的钎焊连接, 而采用Al-28Cu-5Si-2Mg钎料, 却能实现对SiCp /LY12复合材料的钎焊连接。 显然合金元素Mg起了关键的作用。 低蒸气压的Mg在真空条件下除了进一步消除气氛中残存的氧和水外, 还能渗入膜下母材表层, 与扩散进入的Si一起, 使此表层形成低熔点的Al-Si-Mg合金而熔化, 从而破坏表面氧化膜与母材的结合, 使熔化的钎料得以润湿母材, 在膜下沿母材铺展, 并将表面膜浮起而除去
[13 ]
。 另外, Mg的表面活性作用也很强, Mg元素富集于铝液表面, 使表面张力大大降低, 明显改善钎料对SiCp /LY12复合材料的润湿性。
因此, 采用Al-28Cu-5Si-2Mg钎料实现对SiCp /LY12复合材料的钎焊连接, 一方面是由于复合材料的熔化特性和快速的钎焊热循环; 另一方面显然是低熔三元共晶钎料Al-28Cu-5Si中加入的合金元素Mg的作用。
4 结论
1) 在钎焊温度高于SiCp /LY12复合材料起始熔融温度的条件下, 采用Al-28Cu-5Si-2Mg钎料在真空中仍能实现对SiCp /LY12复合材料的钎焊连接。
2)在本试验条件下, SiCp /LY12复合材料的熔化特性、 快速的钎焊热循环和钎料中含合金元素Mg是实现对SiCp /LY12复合材料的钎焊连接的主要因素。
3)钎焊工艺、 SiC颗粒的体积分数以及焊后的时效处理均会影响SiCp /LY12复合材料钎焊接头的连接强度。 提高液态钎料对SiC的润湿性、 降低连接区的弱连接比例是改善钎焊接头强度的重要途径。
4)钎焊连接SiCp /LY12复合材料时, 钎缝中有少量SiC颗粒存在, 且分布不均匀。 过渡到钎缝中的SiC颗粒, 导致连接强度进一步降低。
参考文献
[1] 曾汉民.高技术新材料要览[M].北京:中国科学技术出版社,1993.566569.ZENGHai ming.EssentialsofAdvancedMaterialsforHighTechnology[M].Beijing:ChinaScienceandTechnologyPress,1993.566569.
[2] 乐永康,张迎元.颗粒增强铝基复合材料的研究现状[J].材料开发与应用,1997,12(5):3339.LEYong kang,ZHANGYing yong.Statusofresearchonparticle reinforcedaluminummatrixcomposites[J].ExploitationandApplicationofMaterials,1997,12(5):3339.
[3] EllisMBD.Joiningofaluminumbasedmetalmatrixcomposites[J].InternationalMaterialsReviews,1996,41(2):4158.
[4] CamG,KocakM.Progressinjoiningofadvancedmaterials[J].InternationalMaterialsReviews,1998,43(1):144.
[5] 许如强,邹家生.铝基复合材料的钎焊连接技术[J].焊接技术,2002,31(3):14.XURu qiang,ZOUJia sheng.Brazingofaluminummatrixcomposite[J].WeldingTechnology,2002,31(3):14.
[6] ZhangXP,QuanGF,WeiW.PreliminaryinvestigationonjoiningperformanceofSiCp reinforcedaluminummetalmatrixcomposite(Al/SiCp MMC)byvacuumbrazing[J].CompositesA,1999,30:823827.
[7] HanLH,MengQC,WangLR.ResistancebrazingofSiC/2024Alcomposite[J].ActaMetallurgicaSinica,2000,13(1):212216.
[8] LaurentV,ChatainD,EustathopoulosN.WettabilityofSiCbyaluminumandAl Sialloys[J].JournalofMaterialsScience,1987,22:244250.
[9] 林丽华,唐逸民,陈立功,等.碳化硅颗粒增强铝基复合材料SiCp/LD2的钎焊机理[J].焊接学报,1997,18(1):1217.LINLi hua,TANGYi min,CHENLi gong,etal.BrazingofsiliconcarbideparticlereinforcedLD2aluminumcomposites[J].TransactionsoftheChinaWeldingInstitution,1997,18(1):1217.
[10] KlehnR,EagerTW.Joiningof6061AluminumMatrix ceramicParticleReinforcedComposites[R].WRCBulletin,1993.
[11] MoshierWC,AhearnJS,CookeDC.InteractionofAlSi,Al Ge,andZn AleutecticalloyswithSiC/Aldiscontinuouslyreinforcedmetalmatrixcomposites[J].JournalofMaterialsScience,1987,22:115122.
[12] 马晓春,吴锦波.Al SiC系润湿性与界面现象的研究[J].材料科学与工程,1994,12(1):3741.MAXiao chun,WUJin bo.AninvestigationonwettabilityandinterfacialphenomenaofAl SiCsystem[J].MaterialsScienceandEngineering,1994,12(1):3741.
[13] 张启运,庄鸿寿.钎焊手册[M].北京:机械工业出版社,1999.4849.ZHANGQi yun,ZHUANGHong shou.ManualofBrazingandSoldering[M].Beijing:ChinaMachinePress,1999.4849.