���±�ţ�1004-0609(2016)-04-0723-09
��Ͻ����Ʊ�7075���Ͻ������������
������1, 2���� ��2����־��2�����Ǿ�2
(1. ������ɫ�����о���Ժ ������ɫ�������ϲ��Ϲ��̼����о����ģ����� 100088��
2. ���ϿƼ���ѧ ���Ͽ�ѧ�빤��ѧԺ������ 621010)
ժ Ҫ����ϵ�Ž���ͻ�е���裬���һ��������Ͻ��輼���������øü����Ʊ�ֱ��Ϊ300 mm��7075���Ͻ��������о��ü�����������������������¶Ȳ���������ҺѨ��������֯�ͳɷ��Լ��Ͻ�����Ӧ����Ӱ�졣��������������ͨ���������죬������Ͻ��輼�����������칤�ղ�����Χ��������Ч�ʵõ���ߣ���������������¶Ȳ�����40~50 ���С��1 �棬ҺѨ�����128 mm��С��88 mm������ƽ��������С��С13%����ƫ����30%��С��9%���ɷ�ƫ��Ҳ���Լ�С�����⣬�Ͻ�����Ӧ����С����������ͬ��λ������Ӧ����С����Ҳ���Լ�С����Ͻ��輼�������ظ�������������ľ����ԡ�
�ؼ��ʣ����������죻7075���Ͻ���֯�����ԣ���Ͻ��裻����Ӧ��
��ͼ����ţ�TG249.7���� ���ױ�־�룺A
�¶ȳ��ͳɷֳ��IJ����������Dz����Ʊ����������رܵģ��ᵼ�����Ʊ������ϺͲ�Ʒ����֯�����ܡ��ɷֵIJ����ȣ�����ʱ�ɵ������ϺͲ�Ʒ�ı��ϣ���ˣ����ȴ���һֱ�Dz��Ͻ��о��ȵ�[1-3]��Al-Zn-Mg-Cu����ǿ���Ͻ����ںϽ̶Ƚϸߣ����̹��������ײ������ص�֦��ƫ����������ڴ�����ƽ�����̹�����֯������������֯�ͳɷֲַ�������[4]���ر���ͨ�����������췽���Ʊ���ߴ����������У��������̲�ͬ��������ʱ���ϴ�������֯�ͳɷֵIJ������Ի�������ԡ���ˣ��Գ���ǿ���Ͻ�����������Ե��о�����ʮ����Ҫ�����塣
Ϊ�˻�þ���ϸС����֯���ȡ��ɷ�ƫ��С������������С�������������õ��ۺ�������������ϣ�����������������˸��ֲ����Ʊ��¼�������ȡ����һ����Ч����MAPELLI��[5]�о���Ž������켼�������Ͻ���֯��Ӱ�죬���������Ž��������ڻ��ϸС���ȵľ���������ϸ��Ч�����Ž�����������Ӷ���ߡ�GERALD��[6]�о����̹����е�Ž��������֦����������;���ϸ�������������ೡģ��֤ʵ����Щ���������[7]�Ե�Ž������������ĵ�ų����������¶ȳ���������ֵģ�⣬���ֵ�Ž��������������IJ��ͱ߲��¶��ݶȱ�С�������ٶȼӿ죬���������ǿ�Ⱥ�Ƶ�ʶԵ�ų����ٶȳ����¶ȳ��ֲ���Ӱ��dz����ԡ�����[8]���õ�Ƶ������켼���Ʊ�7050���Ͻ��о�����������͵�Ƶ�������������֯�����ܣ������������Ƶ�����������ϸ��������֯����ʹ����֯�ֲ����ȣ�������������̬��ѧ���ܡ���Ȼ��Ž��輼�������룬��ʹ��������Ĵ��ʴ��ȣ�����֯�ɷ����ܵľ��Ȼ��������кô���Ȼ������ų����ڼ���ЧӦ[7, 9]�������������������ܵ���������ȣ��Ҵӽ�������ı߲����IJ���������ɴ�С�ݼ��ģ��Ӷ����µ�Ž���Խ�������Ĵ���Ч�����ڲ������ԡ���Σ���Ž��輼������ʵ�ִ������������ľ��Ȼ�������ʵ�ִ��������Ʊ����Ҽ���Ч�����ޣ����������������Ʊ��������¶Ⱥͳɷֲ��������������Ч�����ޡ����ڴˣ�ZHU��[10]ͨ���ѵ�Ž����뻷��ʽ���崦���������ϣ�����˻���ʽ��Ž����¼�����XU��[11]���ü������뵽�����������в��ɹ��Ʊ���ֱ��Ϊ200 mm��7075���Ͻ��������о�����ʽ��Ž���Զ�����֯���ɷֺ����ܵ�Ӱ�죬��������ʽ��Ž��������ھ���ϸ��������֯�ľ��Ȼ����ҵ�Ž����С�˳ɷ�ƫ�����������̬��ѧ���ܡ��ü��������ʵ����Ƽ���ЧӦ�����IJ���Ӱ�죬�������ļ���Ч�����������������˸ߺϽ�ߴ�������Ʊ��ѵ㣬���翪�ѡ���֯�����ȡ��ɷ�ƫ���ȡ�
Ϊ�˻�����ʵ��������ⳡ����������е������ѳ�һ���о��ȵ㣬Ȼ�������ⳡ�ڰ��������̵�Ӧ���о����Ƚ��٣���е����͵�Ž��踴�����ö��������̺�������Ӱ��Ŀǰ��δ��������Ϊ�˽�һ��������崦��Ч�����ر���Խ���������Ʊ����⣬�����������һ�����͵�ǿ�ƾ������̼�������������Ͻ��輼�����ü�����ַ��ӵ�Ž���ͻ�е�����ڰ������е�Ӧ�����ƣ��ﵽǿ����ǿ����Ч��������ʵ����ǿ�ƾ����������á������������øü����Ʊ���d 300 mm�������о�d 300 mm��7075���Ͻ��������Ʊ����ղ����������¶ȡ�ҺѨ��������֯�ͳɷ��Լ�����Ӧ���ı仯������֤ʵ��������Ͻ��輼��������������������С���������������Ʊ��������IJ������ԣ������˺Ͻ������Ա�����Ϊ��
1 ʵ��
ʵ����7075���Ͻ����Ҫ��ѧ�ɷ�(��������)��Zn5.1%��Mg2.5%��Cu2.0%������ΪAl��������ͨ���������췽�������ʽ�������췽���Ʊ�d 300 mm������������500 kW��Ƶ¯���趨�¶�Ϊ760~800 �������½���Al����Zn��Al-Cu�м�Ͻ�Al-Mg�м�Ͻ�Al-Ti-Bϸ���������ۻ��������衢���������û�ô����Ҿ��ȵ����壬�����ڽ���������720~730 �漴�ɽ�ע����ȴˮ��5~15 m3/h������ǣ���ٶ�64~120 mm/min��ʵ�鲻ͬ���ղ�����Ŀ����̽�����ͽ��輼�������������Ӱ�졣Ϊ�˷�ֹ����ͷ����β�����ѣ��������Ϸ����㴿��Ƭ���������̵״���������������ʱ���м�ˮ���ټ��ػ�������Ͻ�������ṹʾ��ͼ��ͼ1��ʾ������ͨ�������ṹ��ͬ���ǣ���ˮ���а����˵�Ž������͵������IJ�������һ����ת������о��������ת�����豣������������˶��������Ž�����������˶������෴����ʼ��עǰ��о���е��ٶ�����(30~50 r/min)���������ȶ�����ʱ������о���������ٶȣ���100 r/min��ͬʱ������Ž��裬��Ž������Ϊ100 A��Ƶ��Ϊ5 Hz�����о��д�ͳ������������NDC��ʾ����Ͻ������춧����CDC��ʾ��
��������в��ó�Zn������ҺѨ��Ȳ��۲�ҺѨ��״����NDC��CDC�����IJ���1/2�뾶�����߲�ȡ��������EBSD����������С�;�����ò��Ϊ�˷�ӳ��������ɷ�ƫ���NDC��CDC��������Ⱦ���ȡ6���㣬��ICP-AES������ZnԪ�غ�������������(470 ��, 12 h)+(480 ��, 8 h)���������½��о��Ȼ��ȴ���[12]��Ȼ��ȡd 10 mm��15 mm���Բ��������Gleeble1500D��ģ��������Ͻ�����ѹ��ʵ�飬�ұ����¶�Ϊ440 �棬Ӧ������Ϊ0.01 s-1����Ӧ��Ϊ0.9��
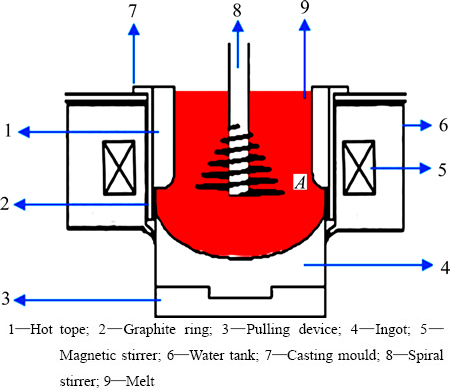
ͼ1 ��Ͻ�������ṹʾ��ͼ
Fig. 1 Schematic diagram of coupled stirring casting
2 ���������
2.1 ��Ͻ�������칤�ղ�����Ӱ��
���������ղ�����ȷ��������ȷ��Ŀ��(������������������������֯���ܡ��������Ч�ʡ���������ɲ��ʵȵ�)���о�Ŀ�IJ�ͬ�������ղ������������𡣱��о������Ʊ����ǸߺϽ���ǿ���Ͻ�������������ѿ��Ƶı��������������⣬����������������������ֱ�����[13]���������ٺ���ȴˮ���ֻ�ֱ��Ӱ����ȴǿ�ȺͲ�������������ˣ����о���Ҫ�ǻ��ڸ������������������������������������
��1����Ϊ��ͬ�������ٺͲ�ͬ��ȴˮ���������������췽���Ʊ�����������ɱ�1�ɿ���������ȴˮ��Ϊ7 m3/h�������ٶȷֱ�Ϊ64��78��96��120 mm/minʱ����ͨ�����������ٽϵ�ʱ��δ���ֿ��ѣ����ǵ��������ٳ���96 mm/min�������������ѡ�Ȼ����Ͻ���������ʵ�������ٶȷ�Χ�ھ�Ϊ���ֿ���������˵����Ͻ�����������ڸ�����������Σ���˻��������Ч�ʡ�������Ϊ78 mm/min��ˮ���ֱ�Ϊ5��7��10��15 m3/hʱ����ͨ��������ȴˮ��С���������Ὺ�ѣ����ǵ���ȴˮ������10 m3/hʱ�������������ѡ�Ȼ����Ͻ���������ʵ���趨ˮ����Χ�ھ�δ���ֿ�����������Ͻ�������ʱ��ȴˮ���ɵ���Χ�Ͽ���
ʵ������ʾ����ͨ������Ϊ�˷�ֹ�������ѣ������ٶȺ���ȴˮ�����ܹ�������������ֿ������⣬��ͨ����Ͻ��账���������ٺ���ȴˮ�������һ��ʱ��������Ȼδ�������ѣ�����˵����Ͻ��账������ʵ���ڸ����ʸ���ȴǿ��״̬���Ʊ����������⽫��������֯ϸ������ѧ���ܡ�����Ч�ʡ��������ĵȶ���������Ч����������ͨ�����������ߴ���������������Ӧ�������ر��������IJ��������ܵ���Ӧ��[14]�������ߴ�Խ�������IJ��������ۻ���Ӧ��Խ��Խ���ײ������ѣ�Ϊ�˼�С����Ӧ�����������ٱ�Ȼ����̫�죬��ȴˮ��Ҳ����̫��Ȼ������Ͻ��������£������ܵ�ǿ����ǿ�������ã�������¶ȳ���ø����ȣ���ͬ��λ��������ʱ���(��ʼ����ʱ���ͽ�������ʱ���)��С������Ӧ����С����ˣ������ʵ��ߵĶ������ٺʹ����ȴˮ��������������Ρ����о���Ϊ�˶Ա��������췽ʽ����������̺��������������ڶ������������Ϳ��������ѡ��ͬʱ�ʺ��������췽ʽ����������������������ٶ�78 mm/min����ȴˮ��7 m3/h��
2.2 �������������¶ȱ仯
���ڰ�����˳����ȴ˳��ᾧʹ�����������¶��ݶȣ����⣬ʵ������������������������Ҳ���ɱ���Ĵ����¶Ȳ��������¸������������ȴǿ�ȡ�������������֯���Ͻ����ѧ���ܵȶ����ڲ��졣��ȷ���������¶ȣ���С�¶Ȳ��������ڿ������̳��κͶ����������¶Ȳɼ����ͼ1��A��ʾλ�á���ͨ�������������Ͻ�������ֱ����5��ʵ�飬���ɼ���ÿ��ʵ��������ȶ������ڼ��¶ȱ仯�������ͼ2��ʾ������ͼ�м�¼��Ϣ�����ȿ��Է�ӳ���������췽���¶Ȳ������𡣶���NDC���������5��ʵ�鶼�������Ե��¶Ȳ��������¶Ȳ�����ΧΪ20~50 �棬��Ҫ������ʵ���������������������¶Ȳ��졢���岹�����ȶ�����������徶���¶��ݶȵ����ص��µġ�Ȼ����������Ͻ��账�������崦�ڻ��������ܵ�ǿ����ǿ�������ã������������ֻ�ϣ��ҿ�����������������ĸ��������Ӷ���֤�������¶Ȳ����dz�С����ͼ2�п��Կ�������Ͻ�������������¶Ȳ�����1 ������(ͼ2�������������غϣ����ֿ���ʾ)��ʵ���Ͻ���5��ʵ�飬�������¶ȷ���û�в�������ˣ���Ͻ����������¶ȵ��ȶ��Ϳ��ƣ��Ӷ����Ʊ����������м�����Ҫ�����塣ֵ��ע����ǣ�������Ͻ������ã�����ǿ���˶���ʹ�ñ���������һ���������ٶ���ǿ�����˶������ڲ�����㴫��ǿ�ң���ˣ�����Ͻ������������ƽ���¶�Ҫ����ͨ������������������ƽ���¶ȵ͡�
2.3 ������ҺѨ��ȶԱ�
���ó�п������ҺѨ��������������н�һ�����Ĵ�п���뵽�ᾧ���ڣ�����п���ܶȱ����ĸߺܶ࣬���Գ������Һ��Ѩ��ĩ��λ�ã��Ӷ�������ҺѨ����״��������������ɣ�����Ӧλ��ȡ�����ض����������ʿ�����ɹ۲�Һ��Ѩ��״����ȡ�λ�õȣ�ֱ��ȷ��ӳ������������ĩ��״����ͼ3��ʾΪ��ͨ����������Ͻ�������ҺѨ�����NDC����ҺѨ���Ϊ128 mm����CDC����ҺѨ���Ϊ88 mm����Ȼ����Ͻ��账����ҺѨ������Լ�С����ҺѨ��״��ñ�ƽ����ԭ���У�1) ��Ͻ�����������о�������˴�����������ĸ������ᾧ�����²��С��ҺѨ��ǰ�ص�����ߣ���СҺѨ��ȣ�2) ��Ͻ����ʹ����ǿ�ƶ��������徶������ǿ����ȴ��������ߣ��¶��ݶȼ�С��ҺѨ���ƽ����
��1 ��ͬ�������ٺͲ�ͬ��ȴˮ���������������������Ϳ������
Table 1 Surface qualities and cracking conditions of ingots under different cast speeds and different cooling water

ҺѨ����״����Ⱦ��������̹������������¶��ݶȺ�����������¶��ݶȣ���Ӧ������Ӧ���ֲ������Ҷ�������ƫ���;�����С�кܴ�Ӱ�졣ͨ����Ͻ����ҺѨ��dz��ƽ����������������¶��ݶ�С���¶Ⱦ��������ӣ�����Ӧ��С�����������Լ�С�����⣬ҺѨ��״����ȵĸ��ƣ�Ҳ�������������ٶȾ�������ߣ����������ٷ��䵼��ƫ������õ����ƣ�����������֯��ò�;�����Сƫ��õ����ơ����ԣ���Ͻ���ʹ��ҺѨ��dz��ƽ�������ָı佫�������̹����¶ȵľ����Ժ�������֯�����ܾ����ԣ����ҶԺϽ�����Ա���������������á�

ͼ2 �ȶ���������������¶ȱ仯
Fig. 2 Temperature change of melt during stable casting
2.4 7075���Ͻ��������֯����
��ͨ����������(NDC)��������Ͻ�������(CDC)�����߲���1/2R�����IJ���̬��֯��ͼ4��ʾ��ͨ��EBSD�����ߴ�ͳ�Ƶõ�������С����ƫ��(��ͼ5)����ͼ4�п���ֱ�ۿ�������ͨ��������������֯����������dz����ԣ��߲�����ϸ���IJ�������������Ͻ��账������������������С��ͼ5�ж����ر�ʾ��NDC��CDC�������췽ʽ3����λ������С��NDC�����߲���1/2R�����IJ�������С�ֱ�Ϊ121��152��207 ��m����CDC�����߲���1/2R�����IJ�������С�ֱ�Ϊ129��137��152 ��m��NDC����ƽ��������СΪ160 ��m��CDC����ƽ��������СΪ139 ��m�����˵����Ͻ��账����ƽ��������С��С��13%�������õ������Ե�ϸ����NDC����������Сƫ��ߴ�30%������Ͻ����CDC����������Сƫ��Ϊ9%��������С������������ߡ�
��Ͻ����С������ƽ��������С�Լ�������Сƫ���ԭ����Ҫ�У�1) ��Ͻ�����ʹ����ǿ���˶�������Խᾧ���ڱڲ���ǿ�ҳ�ˢ��ʹ�ýᾧ���ڱ��ϵĽᾧ���Ļ���ϸС��������������α��㣬�������ڲ�����ᾧ���ġ�ͬ�������������ڲ�����ǰ���γɵ�ϸС�ᾧ���ġ����뾧�����Ѵ����ɵ��Ǽܴ����ľ��������γ�֦����֦�����ϵľ����ȣ��ܵ�����ǿ�ҳ�ˢ��Ҳ��������ᾧ���ģ�ͬʱ������ǿ����ײҲ���ھ���������Ч����2) ��Ͻ���õ��¶ȳ����ʳ����ȵ����壬���¶��ݶȺ�����Ũ���ݶȽ�С���������нᾧ�������������Լ�С�����������ٶȵõ����ƣ������γ�ϸС��״������3) ������ͨ�������������¶ȵIJ����ȣ������д��ھֲ����ȣ���ʹ�ú������ۻ��������ٶȼ�����ͬʱ��Ҳ���ھֲ��¶ȹ��䣬��ʹ�þ��������������������������Ͻ����õľ��ȵ��¶ȳ�����������Щ����������ͬ���ƽ��������κ˺ͳ���������ά�־�����С���Ӷ���óߴ���ȵľ�����ϸС���Ⱦ����ɸ������������ȴ���Ч������߱��������Լ��������ܾ����ԣ����������Ӳ��ϳɲ��ʣ����ٲ��ϼӹ��ܺġ����Ͳ�Ʒ�ɱ������ԶԲ����о�������Ҫ���壬���Ա��о��������Ͻ��輼�����кܺõ��о���ֵ��Ӧ��ǰ����

ͼ3 ����������ҺѨ��ò�ĶԱ�
Fig. 3 Comparison of sump shape contrast during casting process
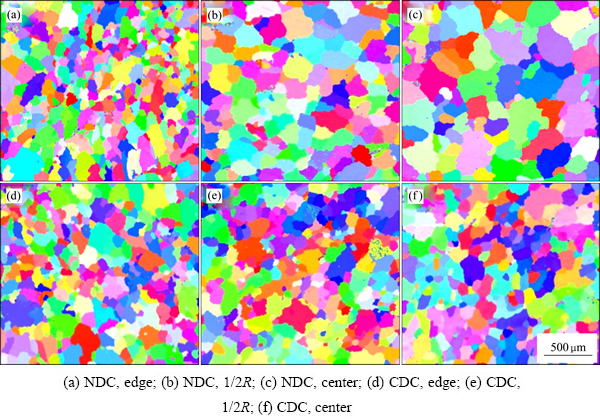
ͼ4 ������ͬλ�õ�����֯
Fig. 4 Microstructures of different positions of ingots

ͼ5 ���������ߴ�ͳ�ƽ��
Fig. 5 Statistical results of grain size of ingots
Ȼ�������ݱ��о�ʵ��������ʾ����Ͻ��账���������߲�������С�������������(��Ͻ���������߲�������С��121 ��m���ӵ�129 ��m)������ʵ��������Ϊ���������ۺ����ö������ġ�һ���棬��Ͻ���ɴ�ʹ�ᾧ���ڱڲ�����ˢ���ã���������ᾧ���ģ�����������������ͬ������£����γ�ϸС�ľ�������һ���棬��Ͻ��������£���һ�����γ����̿ǵ�ͬʱ�������������ڲ��������������������߲�������ȴǿ�Ⱥ����̿ǵ��γɡ�����[15-16]Ҳ���������账����һ����������ᾧ���Ӵ��߶Ƚ��ͣ������γ�λ���½���һ������ȴǿ�Ƚ��͡�������֪��������ȴǿ�Ȳ������γ�ϸС����������������ͬʱ���ڣ��������ռ����������������߲�����������δ���账���ľ�����С�����о��е�ʵ����������ˡ�
2.5 7075���Ͻ�������ɷ�ƫ��
���ƫ������̬��֯�кܴ��Ӱ�죬��Ȼ�Բ��ϵ�����Ҳ�кܴ��Ӱ�죬ƫ������ʱ�ή�Ͱ���������ɲ��ʣ����Ժ��ƫ�����ڶ�ѧ�߹�ע���ϲ�����������������Ҫ��ָ�ꡣ���о��в�����ͨ����������Ͻ������춧����ͬλ����Ҫ��ѧ�ɷֺ�����ͼ6��ʾΪ���Ͻ�Ԫ��Zn��Mg��Cu�ĺ����Աȡ����ȣ����ڸ�ϵ�Ͻ��������������Ԫ�ط�ƫ����������������ʱ�γ�֦����֦��������γ���״�ṹ�������̹��̷��������������ܵ����������ڴ���ѹ��Һ����ѹ����������ѹ���ۺ������£�֦����״�主��������Ԫ������֦����ëϸͨ�������ƶ���������������Ľ��[17]����ͼ6�п��Կ�������ͨ���������춧����3��Ԫ�غ�����������λ�õIJ�ͬ�����Ա仯���������̹����������ٷ���ͷ�ƫ���������ʺ����ı仯�⣬��ͨ���������������������ʳ����¶ȳ���������Ҳ����Ҫԭ��������Ͻ��账����ƫ������õ����ƣ���������ɷ�ƫ����С���ر��Ƕ���1/2R�����IJ�����ɷ�ƫ��������Ϊ���ԡ�ͨ����Ͻ��账���ɷ�ƫ���õ�������������Ҫԭ�������¼������棺1) ��Ͻ������ǿ�������ã���ʹ�����ڰ뾶�����Ϻ�Բ�ܷ����ϲ���ǿ��������ʹ������Ȼ�ϣ��ɷֳ������Եõ��������ơ�2) ǿ�������ô�ʹ�����ӽᾧ�������䣬�����ᾧ�����Ͼ��������γ���״֦���������ߣ�ǿ�������õ��������¶ȳ��ͳɷֳ����Ӿ��ȣ����¾�������ϸ��������Ԫ����ëϸͨ�����ƶ���������ƫ����С��3) ��Ͻ��账������ǿ�ƾ������̣����̹����γ�ϸС��״�ľ������γɵĵڶ�����Ӿ�����ɢ�����ʷֲ���Ϊ���ȡ�4) ��Ͻ���ʹ�������¶ȳ���Ϊ���ȣ�ҺѨ��ø���ƽ�������Ͻ�����ʱ���С�������ٶȼӿ죬�⽫�ԺϽ�Ԫ����ɢ�����дٽ����ã����ƺϽ�Ԫ��ƫ������

ͼ6 ��������Ͻ�Ԫ�طֲ����
Fig. 6 Alloy elements distribution of ingot along radius
�����ɷ�ƫ�����������۵ĺ��ƫ��������������ƫ��������ƫ��������ƫ���ȣ���Ͻ��账���Լ�С��Щƫ���������������ã��о���δ�������Ա������ɷ�ƫ���õ�����ֱ��Ӱ�쵽���������ȴ������ȱ��Σ���Ͻ�������˶����ijɷ�ƫ����Ҳ��Ȼ�Ժ����ȴ������ȱ��β����õ�Ӱ�졣
2.6 ����Ӧ���Ա�
���������ȡ��������ѹ�����飬�����¶�Ϊ440 �棬Ӧ������Ϊ0.01 s-1����Ӧ��Ϊ0.9��5��ȡ��λ�ü�����������Ӧ����ͼ7��ʾ����Ȼ����ͨ�������Ʊ������������������Ӧ��ƫ��ϴ����账�����Ʊ������������������Ӧ��ƫ���С������ƽ������Ӧ������ͨ����������ҪС�����ȵ�����Ӧ���Բ��ϳ��ξ������м���ô������Ը������Ա��β�Ʒ���׳���������Ť��������ȱ�ݣ���߲�Ʒ����Ҳ���Լ��ٻ��Ż����������ȹ��������������������Ӷ������˳ɱ������ڵ���ѹ���������������Ӧ�����Է�ӳ���ϱ��ο�������ˣ���Ͻ��账�����ϱ��ο�����С��Ҳ����˵��������������������ʵ���С����Լ�С��ģ������кܺõ����á�
���о��в������ְ����������Ʊ���ͬ������ͬ�ߴ�Ķ���������ͬ��������������Ӧ���������Բ�ͬ���ж��ԭ����Ҫ�ɹ��Ϊ���¼��㣺1) �������ܲ������Ҫ����֮һ���ɷ֣��ɷֲ�ͬ��Ȼ���ºϽ����ܵĸı䣬ǰ�����о���Ͻ��账�������ɷ�ƫ���������Ȼ�ɷָ�Ϊ���ȣ�ֱ�Ӿ�������Ӧ����Ϊ���ȡ�2) �������ܲ������Ҫ����֮������֯����Ͻ��账���������������ϸ�����Ҿ�����С����ò���ڶ������ʡ���С����״���������ֲ�״��Ҳ��Ϊ���ȣ���Щ���ٽ��Ͻ���ο����ľ����ԡ�3) �ȱ��ι����Ǽӹ�Ӳ���Ͷ�̬����������Ĺ��̣��Ͻ����ձ��ֳ���ͬ��С������Ӧ��Ҳ�������������й�ϵ����̬����������̬�ظ��Ͷ�̬�ٽᾧ���������������������ڶ����������ɷֲַ�������ȱ�ݷֲ������������仯������£��ӹ�Ӳ������̬�ظ��Ͷ�̬�ٽᾧ�����ܵ�Ӱ�죬����Ҳ��Ӱ�쵽����Ӧ�����ص㡣���⣬��̬�Ͻ��ڹ���ǿ����ϸ��ǿ����Ҳ����˵����Ӧ���Ĵ�С��ȡ������֯���ɷ֡�ȱ�ݵȶ��ȱ��������²��Ϲ���ǿ����ϸ��ǿ�����ӹ�Ӳ���Ͷ�̬�������״�С�ۺϾ����ġ���ʵ������������Ȼ��Ͻ��账�����С���ȱ��ο�������������Ա���������
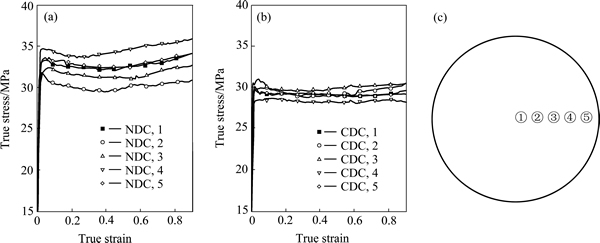
ͼ7 ��ͨ��������������Ͻ���������ͬλ������Ӧ����ȡ��λ��ʾ��ͼ
Fig. 7 Flow stresses on different parts of NDC ingot(a) and CDC ingot(b) and diagrammatic sketch of sampling positions(c)
3 ����
1) ��ʵ��涨�������ٺ���ȴˮ����Χ�ڣ��������ٳ���96 mm/min����ȴˮ������10 m3/hʱ����ͨ�����������������ѣ���ͨ����Ͻ��账����������δ�������ѣ��ʺ�����Ĺ��ղ�����Χ�����
2) ��ͨ���������̴������Ե��¶Ȳ��������¶Ȳ�����ΧΪ20~50 �棬����Ͻ�������������¶Ȳ�����1�����ڡ�����ͨ��������ȣ���Ͻ���ʹ������ҺѨ��dz��ƽ����
3) ��ͨ����������ƽ��������СΪ160 ��m������Ͻ�����������ƽ��������СΪ139 ��m��ƽ��������С��С��13%�������õ����Ե�ϸ������������������Сƫ���30%��С��9%��������С������������ߡ���Ͻ��账���������������ɷ־����ԣ������˷�ƫ������
4) ��ͨ�������Ʊ������������������Ӧ��ƫ��ϴ���Ͻ��账�����Ʊ������������������Ӧ��ƫ���С������ƽ������Ӧ������ͨ����������ҪС��
REFERENCES
[1] WANG H Q, SUN W L, XING Y Q. Microstructure analysis on 6061 aluminum alloy after casting and diffuses annealing process[J]. Physics Procedia, 2013, 50: 68-75.
[2] ZHU Qing-feng, LI Lei, BAN Chun-yan, ZHAO Zhi-hao, ZUO Yu-bo, CUI Jian-zhong. Structure uniformity and limits of grain refinement of high purity aluminum during multi-directional forging process at room temperature[J]. Transaction Nonferrous Metal Society of China, 2014, 24(5): 1301-1306.
[3] ���淪, �� ��, ���»�, ��Ӣ��, �� ��. �ѺϽ���������ɷ־������о�[J]. ϡ�н��������빤��, 2005, 34(����3): 208-210.
ZHU Yi-fan, JI Bo, MIN Xin-hua, WU Ying-yan, ZHU Feng. Research of composition homogeneity of large-scale titanium alloy ingot[J]. Rare Metal Materials and Engineering, 2005, 34(suppl.3): 208-210.
[4] HE Yong-dong, ZHANG Xin-ming, CAO Zhi-qiang. Effect of minor Cr, Mn, Zr, Ti and B on grain refinement of as-cast Al-Zn-Mg-Cu alloys[J]. Rare Metal Materials and Engineering, 2010, 39(7): 1135-1140.
[5] MAPELLI C, GRUTTADAURIA A, PERONI M. Application of electromagnetic stirring for the homogenization of aluminum billet cast in a semi-continuous machine[J]. Journal of Materials Processing Technology, 2010, 210(2): 306-314.
[6] GERALD T P, KUMAR P, LAKSHMI H, PHANIKUMAR G, DUTTA P. Experimental studies and phase field modeling of microstructure evolution during solidification with electromagnetic stirring[J]. Transaction Nonferrous Metal Society of China, 2010, 20(S3): s774-s780.
[7] ������, ��־��, �� ��, ʯ����. ��Ž��跨�Ʊ����̬���Ϲ��̵�ų��������¶ȳ�����ֵģ��[J]. �й���ɫ����ѧ��, 2010, 20(5): 937-945.
CHEN Xing-run, ZHANG Zhi-feng, XU Jun, SHI Li-kai. Numerical simulation of electromagnetic field, flow field and temperature field in semi-solid slurry preparation by electromagnetic stirring[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(5): 937-945.
[8] ����, ����, ��־��, �����. ��Ƶ�������7050 ���Ͻ����֯������[J]. ������ѧѧ��(��Ȼ��ѧ��), 2008, 29(1): 77-80.
ZUO Yu-bo, CUI Jian-zhong, ZHAO Zhi-hao, ZHU Qing-feng. Structure and properties of 7050 alloy prepared through low frequency electromagnetic casting process[J]. Journal of Northeastern University (Natural Science), 2008, 29(1): 77-80.
[9] TANG M O, XU J, ZHANG Z F, BAI Y L. Effects of annulus gap on flow and temperature field in electromagnetic direct chill casting process[J]. Transactions of Nonferrous Metals Society of China, 2011, 21(5): 1123-1129.
[10] ZHU G L, XU J, ZHANG Z F, BAI Y L, SHI L K. Annular electromagnetic stirring-a new method for the production of semi-solid A357 aluminum alloy slurry[J]. Acta Metallurgica Sinica, 2009, 22(6): 408-414.
[11] XU J, WANG H J, TANG M O, ZHANG Z F. Application research on DC casting process by annular electromagnetic stirring for a modified 7075 alloy[J]. Materials Science Forum, 2013, 765: 175-179.
[12] WANG H J, XU J, KANG Y L, TANG M O, ZHANG Z F. Study on inhomogeneous characteristics and optimize homogenization treatment parameter for large size DC ingots of Al-Zn-Mg-Cu alloys[J]. Journal of Alloys and Compounds, 2014, 585(5): 19-24.
[13] D��ELIA F, RAVINDRAN C, SEDIAKO D. Interplay among solidification, microstructure, residual strain and hot tearing in B206 aluminum alloy[J]. Materials Science and Engineering A, 2015, 624: 169-180.
[14] ESKIN D G. Physical metallurgy of direct chill casting of aluminum alloys[M]. New York: Crc Press, 2008: 240-245.
[15] ZUO Yu-bo, CUI Jian-zhong, DONG Jie, YU Fu-xiao. Effect of low frequency electromagnetic field on the constituents of a new super high strength aluminum alloy[J]. Journal of Alloys and Compounds, 2005, 402(1/2): 149-155.
[16] �� ��, ����, ·����, �ű���. �ų�ǿ�ȶ��������Ͻ�ҺѨ��״��������֯��Ӱ��[J]. ����ѧ��, 2002, 38(9): 956-960.
ZHANG Qin, CUI Jian-zhong LU Gui-min, ZHANG Bei-jiang. Effects of electromagnetic intensity on the sump shapes and structures of aluminum alloy produced by CREM process[J]. Acta Metallurgica Sinica, 2002, 38(9): 956-960.
[17] �� ��, ����. 7075���Ͻ�CREM����������������Ԫ�صĺ�۷ֲ�[J]. ����ѧ��, 2003, 39(12): 1264-1268.
ZHANG Qin, CUI Jian-zhong. Macro-distribution of solute elements in 7075 aluminum alloy ingots produced by CREM process[J]. Acta Metallurgica Sinica, 2003, 39(12): 1264-1268.
Uniformity of 7075 aluminum alloy ingot with big size produced by coupled stirring technology
WANG Hai-jun1, 2, XU Jun2, ZHANG Zhi-feng2, LUO Ya-jun2
(1. Nonferrous Metals Processing Division, Beijing General Research Institute for Nonferrous Metals, Beijing 100088, China;
2. School of Materials Science and Engineering, Southwest University of Science And Technology, Mianyang 621010, China)
Abstract: Combined with the electromagnetic stirring and mechanical stirring, a coupled stirring technology was proposed and used to produce 7075 aluminum alloy ingot with diameter of 300 mm. The effect of the technology on the semi-continuous casting parameters, melt temperature fluctuation, sump, microstructures, compositions of the ingot, flow stresses was studied. The results show that, by the coupled stirring technique, the range of casting parameters expands, the casting efficiency raises, the melt temperature fluctuation decreases from 40-50 �� to 1 ��, the sump depth decreases from 128 mm to 88 mm, the average grain size of ingots decreases by 13%. The deviation of grain size along radius direction decreases from 30% to 9%, and the composition segregation also decreases obviously. The stresses decrease and the differential stress of different parts in ingots decreases remarkably. The coupled stirring technology obviously improves the uniformity of melts and ingots.
Key words: semi-continuous casting; 7075 aluminum alloy; microstructural uniformity; coupled stirring; flow stress
Foundation item: Project(2011CB606302) supported by the National Basic Research Development Program of China; Project(2013DFA51370) supported by the National Science and Technology Cooperation of China
Received date: 2015-10-13; Accepted date: 2015-12-29
Corresponding author: WANG Hai-jun; Tel: +86-10-69667157; E-mail: hjwanghh_lc299@yeah.net
(�༭ ����)
������Ŀ�������ص�����о���չ�ƻ�������Ŀ(2011CB606302)�����ҹ��ʿƼ������ƻ���Ŀ(2013DFA51370)
�ո����ڣ�2015-10-13�������ڣ�2015-12-20
ͨ�����ߣ�����������ʦ����ʿ���绰��010-69667157��E-mail: hjwanghh_lc299@yeah.net

