Article ID: 1003-6326(2005)05-1062-05
Thixoforming of SiC ceramic matrix composites in pseudo-semi-solid state
CHENG Yuan-sheng(程远胜), LUO Shou-jing(罗守靖), DU Zhi-ming(杜之明)
(School of Materials Science and Engineering, Harbin Institute of Technology, Harbin 150001, China)
Abstract: A new forming process, ceramic matrix composites thixoforming in pseudo-semi-solid state, was proposed based on powder metallurgy technology combined with the semi-solid metal forming process. The satellite angle-frames were prepared by this technology with Alp and SiCp materials mixed with different volume fractions. It is proved that it is feasible for the forming of the ceramic matrix composites by this technology through metallographic analyses and tensile tests. The results also show that the microstructures of samples are homogeneous and they have high hardness and certain plasticity.
Key words: powder metallurgy; thixoforming in pseudo-semi-solid state; high-melting alloy CLC number: TG376
Document code: A
1 INTRODUCTION
It has great economic profit to exploit the utilization of SiC ceramic material for its strength, hardness, wear resistance, corrosion resistance and high temperature resistance, abundant resource and low price. But the brittle character greatly restricts its application in the field of engineering structure materials. Recently a series of ceramic matrix composites with eximious performance have been developed by reinforcing the matrix material with other materials. Al/SiC is a late-model and representative SiC ceramic matrix composite. It has very important practical application value in the fields of mechanical wear-resisting parts and chemical corrosion resisting parts.
In the course of the ceramic matrix composites preparation, many new technologies based on the conventional ones have been developed, for example, the slurry infiltration and mixing, CVI and CVD. Most of particulate reinforced composites adopt conventional technology which consists of powder preparation, forming and sintering for reason that the particulates need few or no special treatments. The conventional PM technique has many advantages (saving metal and high productivity) and some disadvantages (additives and adhesives have some adverse effects on the performances of parts and our health)[1, 2]. In this paper we propose a new technology for ceramic matrix composites―thixoforming of ceramic matrix composites in pseudo-semi-solid state, based on the PM technique combining with the semi-solid metal process[3-10] which develops rapidly recently, and the development direction of the ceramic matrix composites in the 21st century (preparation of slurry with low viscidity and high content of solid phase)[11, 12]. It breaks a new path for the forming of ceramic matrix composites.
2 PHYSICAL MEANING AND MAIN CHARACTERS OF THIXOFORMING OF CERAMIC MATRIX COMPOSITES IN PSEUDO-SEMI-SOLID STATE
Firstly the high-purity, superfine, homogenously distributed metal and ceramics powders with certain sizes were prepared by PM technology without conglobation. Then the metal particles and ceramic particles were mixed well proportioned in order to regulate the fraction of reinforcements (toughness) as well. Subsequently the billets (generally bar stocks) with certain shapes and compact interior texture were prepared under certain pressure based on the characters of semi-solid metal process technology. Then the billets were reheated to the temperature at which the matrix is in solid state but the reinforcement (plasticization) is in liquid state. Finally these heated billets were put into dies and the required work-pieces were prepared under certain pressure. This is the ceramic matrix composites thixoforming in pseudo-semi-solid state(PSSP). Fig.1 shows the texture characters of the semi-solid metal process and pseudo-semi-solid process.
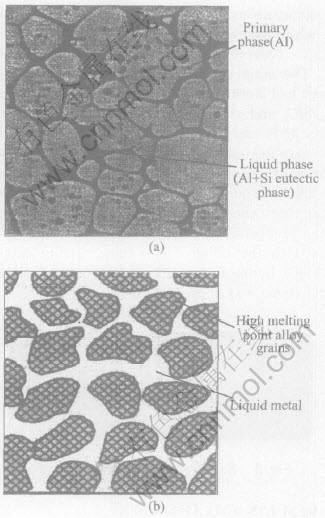
Fig.1 Microstructure characters of semi-solid metal forming (Al-6.6%Si)(a) and
pseudo-semi-solid forming(b)
This technology combines with the characters of PM and those of semi-solid metal process based on the conventional ceramics forming technologies. Its main characters are shown as follows:
1) It avoids the micro-holes along the interfaces prepared by pure PM technology because this technology uses liquid metal as its plastification and avoids the addition of some organic additives. Thus the billets can be made by pressure directly without sintering. It does not need degrease procedure, which often produces some flaws because of the addition of some agglomerants.
2) It can realize near-net-shape forming and prevent the billets from shrinking and reduce the amount of machining. This process fills steadily without turbulence and splash. At the same time the forming temperature is low and the solidification shrinkage is small, so the dimensional precision of parts is very high. It also reduces the amount of machining greatly, leading to little or no machining. So it saves the resources. The solidification time is shorter, and then helps to boost productivity.
3) The flow stress of pseudo semi-solid process(PSSP) declines notably compared with the conventional ceramic technologies, so the stamping forging speed of PSSP is faster. And it can produce very complicated parts.
3 EXPERIMENTAL
3.1 Materials
The raw material of toughness was 2A12 aluminum alloy particles. The average grain size was about 14μm and the chemical composition is shown in Table 1.
Table 1 Chemical composition of 2A12 aluminum alloy (mass fraction, %)
The melting temperature range of 2A12 determined by differential thermal analysis(DTA) was from 505.4℃ to 638.3℃.
The matrix material was SiC particles. The average size was about 14μm. And the performance parameters are shown in Table 2.
Table 2 Performance parameters of SiC particle

3.2 Method
The ceramic matrix satellite angle frames were manufactured by thixoforming in pseudo-semi-solid state with 2A12 and SiC. The volume fractions of 2A12 and SiCp were 3∶7, 2∶3, 1∶1. The main flowchart consisted of pretreatment of SiCp, mixing of 2A12 and SiCp, densification and thixoforming in pseudo-semi-solid state.
3.2.1 Pretreatment of SiC
In order to reduce the influences of impurities in SiC in the test, the material should be purified with HCl[5-9]. The flowchart consisted of mixing of diluted HCl and SiCp, multiple deposition and washing, drying to remove HCl and moisture.
3.2.2 Surface treatment of SiC
During pseudo-semi-solid thixoforming, 2A12 aluminum alloy was in liquid state and SiC grains contacted with the molten aluminum alloy inevitably. In order to improve the wettability between liquid aluminum alloy particles and SiC ones, and prevent the harmful brittle phase Al4C3 generated on the interfaces of the composite materials, the SiC particles were pretreated by high temperature pretreatment. At high temperature, the SiC particles would react with the O2 to form SiO2 thin coat outside. In fact when the SiC particles contacted with the melted aluminum alloy, it was the SiO2 coat contacting with the melted aluminum alloy directly. The studies of Salvo et al indicated that the SiO2 could react with the Al, Mg in the liquid alloy at high temperature.

Because of the abovt reactions, the wettability between the liquid aluminum alloy and the SiC particles were improved further. At the same time, it could prevent the SiC particles contacting with the molten aluminum alloy directly to form the harmful brittle phase Al4C3[12]. At the same time O2, CO2 and CO adsorbed on the surface of the SiCp could also be removed by the treatment and the wettability was improved[13-18] .
The pre-heating technology was selected as follows: the SiC particles were baked at 800℃ for 1h and then held at 300℃ for about 3h. At last the SiC and 2A12 were mixed in drum mixer and homogenized by chromeplated balls.
3.2.3 Pretreatment of 2A12 aluminum alloy powders
While exposed to the air, the surface of 2A12 aluminum alloy powders adsorbed a lot of water in the physical and chemical ways. So 2A12 aluminum alloy should be degassed in vacuum. The parameters are selected as follows: the degree of vacuum is about 10-2Pa, temperature is about 450℃, time is about 1.5h.
3.2.4 Densification
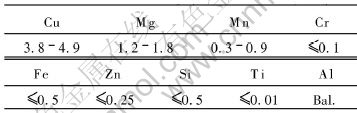
Considering the simplicity and practicality of the operation, the device was chosen to compress in bidirection in order to reduce the nonuniformity of density caused by the friction force in the densification under pressure at room temperature. The inner wall of the mould was daubed with lubricant to meet the better compacting conditions and obtain the ideal compact billets. Fig.2 shows the microstructure of central section of the compacted billets. It is shown that the internal microstructure is homogeneous, the black part is SiC particles and the white part is 2A12 aluminium alloy.
Fig.2 Inner mirostructure of compacted billets
3.2.5 Thixoforming in pseudo-semi-solid state
The material used was the compacted billets which had been made into d54mm cylinder with Alp/SiCp and the volume fractions of 2A12 were 30%, 40% and 50% respectively. Firstly, the billets were heated to 640℃ in the electric resistance furnace, then were held for about 10min to make the 2A12 aluminium alloy billets melt completely. After that, the satellite angle-frames were formed in the preheated moulds under the pressure of 700MPa with the billets. The thixoforming adopted 2000kN hydraulic press and the prepared satellite angle frame was shown in Fig.3.

Fig.3 Satellite angle-frames sample
4 RESULTS AND ANALYSES
4.1 Microstructure
Fig.4 shows the microstructures of the middle part of the samples whose volume fractions of 2A12 are 50%, 40%, 30%, respectively. It is found that the distributions of SiC particles in the samples are quite homogeneous, and molten 2A12 aluminium alloy is surrounded by the SiC particles. The bonding between particles is excellent. At high temperature the molten liquid 2A12 contacts with SiC tightly under certain pressure. So the microstructures are much denser than those by conventional PM sintering technology. But from these microstructures a few loose textures and shrinkage cavities can be found. Because the dwell time was too short and the liquid phase in the materials had not solidified completely after pressure maintaining, subsequently the liquid phase solidified without pressure.
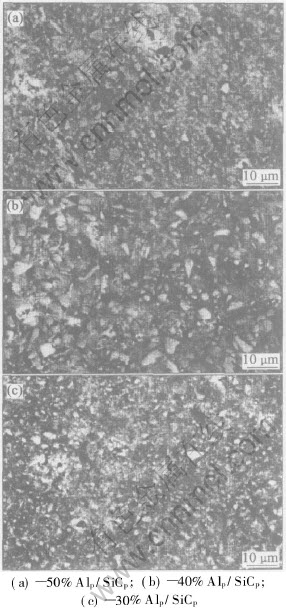
Fig.4 Microstructures of satellite angle-frames
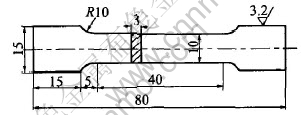
Fig.5 Size of tensile sample(unit: mm)
The Al fraction has some influence on the performances. The thixotropy of the samples increases with the fraction of Al increasing and the flaws in the samples decline. But these flaws can be reduced by increasing temperature.
4.2 Tensile test
The tensile samples were cut from the satellite angle-frames by linear cutting machine. The tensile test was performed at Instron standard testing machine. Fig.5 shows the size of the tensile samples.
Fig.6 shows the tensile strengths and the true strains of samples with 50%Alp/SiCp, 40%Alp/SiCp, 30%Alp/SiCp respectively. With the increase of Al fraction, the tensile strength decreases. This is because that Al is the plasticization phase in the samples and SiC is the reinforcement. So with the increase of Al fraction the ductility increases. It is also indicated that with the increase of Al fraction the true strain of the sample increases and the maximum strain capacity reaches about 1.1. It is shown that the ceramic matrix composites have certain plasticity prepared by this technology. The micro cracks and flaws have great influence on the tensile strength of the samples.
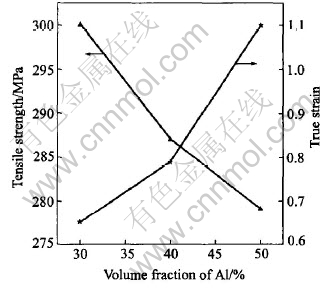
Fig.6 Variations of tensile strength and true strain of angle-frames with volume fraction of Al
Only when the temperature is over 1000℃ and the strain rate is less than 10-4s-1, the common ceramics matrix composites have certain plasticity[19, 20]. While Fig.6 shows that the sample of satellite angle frame which contains 30% volume fraction of aluminum alloy prepared by thixoforming in pseudo-semi-solid state has certain plasticity at the room temperature, the strain is about 0.5 and the tensile strength is about 300MPa.
One of the main reasons why the samples tend to emerge crack and brittle failure under loads is that the ceramics are brittle materials with many cracks and flaws. At the same time the compression and impact in micro ranges could cause damages and micro cracks. The ceramic matrix composites are sensitive to the cracks and flaws. So it causes great difficulty on the precise measurement of the ceramic matrix composites performances. The surface finish quality has great influence on the result of tensile performance test.
4.3 Hardness test
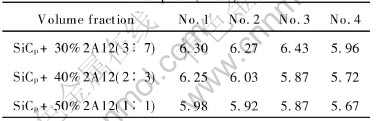
The Vickers hardness of four samples (No.1 and No.2 are cut from the center section and No.3 and No.4 are cut from the limbic section) is measured. The results are shown in Table 3.
It is indicated that the average hardness of an gle frame is high and that of the sample with 30%Alp/SiCp reaches about 6.43GPa. As the fraction of Al increases the Vickers hardness of the samples declines. This is mainly because that the fraction of Al changes the ductility of the materials.
Table 3 Hardness of satellite angle-frame samples (GPa)
5 CONCLUSIONS
1) A thixoforming process of ceramic matrix composites in pseudo-semi-solid state based on semi solid metal process and powder metallurgy was proposed.
2) The microstructure of the ceramic matrix composites prepared by this technology with Al/SiC is homogeneous, the hardness is high and the tensile strength is high. And the ceramic matrix composites with Al/SiC has certain plasticity.
REFERENCES
[1]JIA Cheng-chang. Introduction of Composites [M]. Beijing: Metallurgical Industry Press, 2002.(in Chinese).
[2]ZHANG Chang-rui, HAO Yuan-ka. Ceramics Matrix Composites [M]. Changsha: National University of Defense Technology Press, 2001.(in Chinese)
[3]XIE Shui-sheng, HUANG Sheng-hong. The Semi Solid Metal Process and Its Applications [M]. Beijing: Metallurgical Industry Press, 1999.(in Chinese)
[4]XIE Shui-sheng. Industrial applications and development of semi solid metal process [A]. The Symposium of the Second Semi-Solid Metal Process Proseminar [C]. Beijing: Metallurgical Industry Press, 2002. 1-8.(in Chinese)
[5]DU Zhi-ming, LUO Shou-jing, SUN Jia-kuan. Deformation mechanism of tension of 2024 Al alloy at semi-solid state [J]. Trans Nonferrous Met Soc China, 2000, 10(5): 666-670.
[6]LUO Shou-jing, TIAN Wen-tong, XIE Shui-sheng. Semi solid process and its applications [J]. The Chinese Journal of Nonferrous Metals, 2000, 10(6): 765-773.(in Chinese)
[7]FAN Gang, CHENG Gang. Semi solid materials and its applications[J]. Casting Technology, 2001, 9(3): 26-29.(in Chinese)
[8]CHENG Gang, FAN Gang. The study and applications of semi solid process technology [J]. Ordnance Material Science and Engineering, 2001, 24(5): 66-68.(in Chinese)
[9]TANG Jing-ling, ZENG Da-ben. Development and application status of semi solid process [J]. Ordnance Material Science and Engineering, 1998, 21(3): 56-60.(in Chinese)
[10]JIANG Peng, HE Xiao-mao. The basic types and applications of semi solid forming technology [J]. Metalforming Machinery, 1998, 15(3): 5-8.(in Chinese)
[11]LI Zhen-qiang. The discussions of ceramics forming technologies [J]. Journal of Chinese Ceramic Society, 2001, 35(3): 24-25.(in Chinese)
[12]HUANG Pei-yun. Theory of Powder Metallurgy [M]. Beijing: Metallurgical Industry Press, 1998.(in Chinese)
[13]LIU Xue-jian, GU Hong-chen. The development trend of ceramics forming technology in 21st century [J]. Jiangsu Ceramics, 2000, 12(6): 42.(in Chinese)
[14]LIU Xue-jian, HUANG Li-ping, GU Hong-chen, et al. The study development of ceramics forming methods [J]. Journal of Ceramics, 1999, 20(4): 230-234.(in Chinese)
[15]LI Jin-wang, TIAN Jie-mo, DONG Li-min. Synthesis of SiC precursors by a two-step sol-gel process and their conversion to SiC powders [J]. Journal of the European Ceramics Society, 2000, 77(3): 1853-1857.
[16]Shi Z L, Yang J M, Lee J C, et al. The interfacial characterization of oxidized SiC(p)/2014Al composites [J]. Materials Science and Engineering A, 2001, 303(3): 46-53.
[17]Ikuhara Y, Yoshida H, Sakuma T. Impurity effects on grain boundary strength in structural ceramics [J]. Materials Science and Engineering A, 2001, 321(4): 24-30.
[18]Schiavon M A, Radovanovic E, Yoshida I V P. Microstructural characterization of monolithic ceramic matrix composites from polysiloxane and SiC powder [J]. Powder Technology, 2002, 123(6): 232-241.
[19]Barabanenkov Y N, Ivanov V V, Ivanov S N, et al. The scattering of non-equilibrium phonons in Al2O3 nanoceramics [J]. Physica B, 2002, 317(9): 269-272.
[20]Benito T, Morales M P, Requena J, et al. Barium hexaferrite monodispersed nanoparticles prepared by the ceramic method [J]. Journal of Magnetism and Magnetic Materials, 2001, 234(7): 65-72.
Foundation item: Project(50375035) supported by the National Natural Science Foundation of China
Received date: 2004-12-22; Accepted date: 2005-4-13
Correspondence: CHENG Yuan-sheng, PhD; Tel: +86-451-86415464; E-mail: dasheng21cn@hit.edu.cn
(Edited by YUAN Sai-qian)

