
Preparation of oriented linear copper fiber sintered felt and its performance
ZHOU Wei(周 伟), TANG Yong(汤 勇), WAN Zhen-ping(万珍平),
LU Long-sheng(陆龙生), CHI Yong(池 勇), PAN Min-qiang(潘敏强)
School of Mechanical Engineering, South China University of Technology, Guangzhou 510640, China
Received 12 April 2007; accepted 2 July 2007
Abstract: Long metal fibers were manufactured in horizontal lathe with a multi-tooth tool. Based on the coarse antler surface structure of copper fibers, a new sintering technology was put forward to manufacture a kind of oriented linear copper fiber sintered felt. The sintering mechanism of oriented linear copper fiber sintered felt was studied. Compared with sintered copper-wire felt, the characteristics of sintered copper-fiber felts were analyzed in details. Owing to the coarse antler surface structure of copper fibers, oriented linear copper-fiber felt was sintered under the condition of micro/nano scale range, and copper fibers easily bonded together in the sintering process. Microchannels with micro-scale coarse antler surface structure were constructed. These characters give oriented linear copper fiber felt some new merits: high filtration accuracy, high flow capability, low resistance loss, good capability to resistance pressure, stable and uniform pore, high specific surface area. The properties of oriented linear copper fiber sintered felt were analyzed.
Key words: multi-tooth tool; copper fiber; sintered felt; microchannel
1 Introduction
Metal fiber is a new-style engineering material developed by advanced industry country during the latest thirty years. Nowadays there are three kinds of metal fibers: metal foil and organic compound fiber, metallized fiber, pure metal fiber[1]. Useful metal fibers are manufactured by machining many metal materials, such as stainless steel, copper, lead, aluminum, and nickel. Many countries have invested much money to research metal fiber and its application[2-7], and also have made important progresses.
Metal fiber sintered felt is a latest porous metal material that has three-dimensional reticular structure, high precision linking pore and particular porosity between 70% and 99%[8]. Stainless steel or nickel fiber sintered felt was made by drawing method in the sintering stove under the condition of high temperature and vacuum environment[9-10]. However, metal fiber sintered felt has disadvantages of bad flow capability and large resistance loss when liquid passes through, because commercial fibers have smooth surface, which are disorderedly distributed, and many anomaly pores exist in sintered felt. These defects hinder metal fiber sintered felt from applying in filtration and separation, catalyzer carrier, core material of heat pipe.
Long metal fibers were manufactured in horizontal lathe with multi-tooth tool in this study. Based on coarse antler surface structure of copper fibers, a new sintering technology was put forward to manufacture a kind of oriented linear copper fiber sintered felt. Comparing with copper wire sintered felt, the characteristic of sintered felts were respectively analyzed by using SEM in details. At the same time, the sintering mechanism of oriented linear copper fiber sintered felt was studied deeply.
2 Experimental
2.1 Preparation of copper fiber
There are three main manufacture methods of metal fiber: melting and dragging, drawing and cutting[11]. Experiment was carried out on horizontal lathe. The material of work piece was red copper. Fig.1 shows the process of copper fiber by multi-tooth tool. Multi-tooth tool was installed on tool table with the installed angle of 45?. Cutting depth, cutting width, feed, cutting speed were selected to be 0.2 mm, 1.25 mm, 0.08 mm/r and 9.9 m/min, respectively. The cutting condition was dry. Multi-tooth tool was manufactured by wire electrical discharge machining with high-speed steel tool as material. S shape track of molybdenum wire determined the shape of cutting blade. The main cutting blade was composed of many tiny teeth. The distance and height of tiny teeth were 0.3 mm and 0.2 mm, respectively. Fig.2 shows the shape and parameters of multi-tooth tool. γ0 was the nominal rake angle, α0 was the nominal clearance angle, in this study, γ0=30?, α0=8? [12-13].
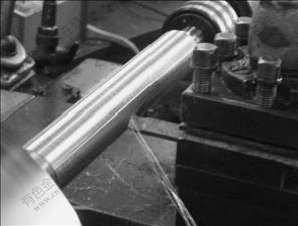
Fig.1 Process of copper fiber manufacturing by multi-tooth
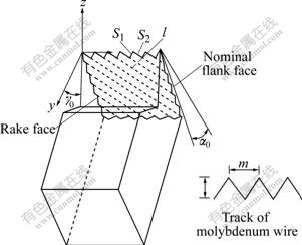
Fig.2 Shape and parameters of multi-tooth tool
Multi-tooth tool is a new type tool for manufacturing metal fiber. In this study, cutting by multi-tooth tool could bifurcate chip and simultaneously get many pieces of long metal fiber with corresponding diameter within 100 μm even 50 μm. It improved the efficiency obviously compared with other cutting methods. Fig.3 shows the shape and crude surface of copper fiber made by multi-tooth tool.

Fig.3 SEM image of copper fiber made by multi-tooth tool
It is discovered from Fig.3 that the surface of copper fiber made by multi-tooth tool was of coarse antler surface character. Specific surface area was much larger than that by other methods. At the same time, high tensile strength and good tenacity of copper created superior condition for sintering copper fiber.
2.2 Sintering of oriented linear copper fiber sintered felt
As the method of bundling fiber drawing was successful applied in manufacturing metal fiber, sintering metal fiber felt technology has made great progress. Nowadays this technology get wide application in stainless steel fiber sintered felt. In this study, a method of manufacturing oriented linear copper fiber sintered felt was put forward based on the special surface structure character of copper fiber.
Firstly copper fiber was manufactured using the multi-tooth tool, and then copper fibers were collected and abreast winded around the stainless steel with groove in line rule. The depth of groove was 2 mm, which could be adjusted. Press plates were used to compact metal fiber, and the number of press plates can also be changed according to the requirements. Fig.4 shows the transect of metal fiber compact equipment. Then the container was sealed. After placing the compacted metal fiber into the container, copper fiber was covered by powder of Al2O3. Secondly, the stainless steel cover was installed and the junction was sealed between stainless steel cover and body with the mixture of sirup and refractory clay. Lastly, the sealing quality was checked again and again. The process was as follow: first the junction was dried in the sinter stove at the temperature of 100-150 ℃, and then the seal quality was checked. If cracks were found, the cracks were repaired with sirup and refractory clay, and then the metal fiber was sintered. The operation was repeated until the crack disappeared.
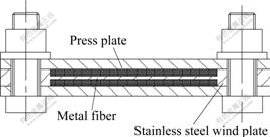
Fig.4 Transect of metal fiber compact equipment
The sealed stainless steel container was put into the high temperature box sintering stove under the setting temperature for a period of time, and then the sealing container was taken out. After being cooled down in the air, the oriented linear copper fiber sintered felt with uniform thickness was obtained by washing away the powder of Al2O3 with distilled water again and again.
3 Result and discussion
3.1 Forming mechanism
Sintering in powder metallurgy field means that the heat treatment of powder or compacts are carried out at the temperature below the melting point of main components. This method is beneficial for enhancing the intension of particles by metallurgical combination. Now sintering methods can be divided into the following methods: pressing sintering, microwave sintering, laser sintering, spark plasma sintering, ceramics sintering. Pressing sintering method got wide application in the industry because of the simply technics and low production price. Copper fibers are linearly winded on the stainless steel plates and pressed by plates. Before sintering, some coarse antler surface (in micro/nano scale) of copper fiber contacts together, and the others are in separating situation. It retains many pores among copper fibers. The summation of the exterior energy is not low, so it is in nonequilibrium of thermodynamics. Sintering is carried out by medium transfer on the condition of surface tension. After sintering, matter spontaneously changes toward the lower surface energy area. Micro/nano scale particles of coarse antler surface structure on the surface of copper fiber have high specific surface area and surface energy. Some particles weld together, and then sintering neck forms in the sintering process. So oriented linear copper fiber sintered felt with preferable intension is obtained. Because micro/nano scale particles are much smaller than metal powder and medium does not transfer in the sintering process, the strength of oriented linear copper fiber sintered felt is much higher than that of the metal powder sintering material, even under low temperature and pressure.
3.2 Technique parameters
The main technique factors affecting the forming of oriented linear copper fiber sintered felt are sintering temperature, time, environment and pressure. Sintering temperature is an important factor for oriented linear copper fiber sintered felt. Suitable temperature is beneficial to metallurgy connecting by atomic diffusion in the sintering process, because some surface particles of copper fibers are in contacting situation. This forming method can improve the intension greatly. It is easy to get melt phenomenon under exorbitantly high temperature. Then, copper fiber sintered felt forms irregularly, due to overheating of copper fibers. Conversely, it cannot make copper fiber sintered felt form in the lower temperature. Sintering time relates to the sintering temperature. In the range of sintering temperature, the higher the sintering temperature is, the shorter the sintering time; inversely, if the sintering temperature is too low, the time should the prolonged appropriately. A proper pressure can improve the forming velocity of oriented linear copper fiber sintered felt. Sintering environments include oxidation, deoxidation and neutral atmosphere. Sintering environment has different effects on the material property. The function mechanism is very complicated. The powder of Al2O3 and sealing the container prevent the copper fiber from oxidizing.
In this experiment, long copper fibers were sintered at (900±10) ℃ for 45 min according to above method, and then oriented linear copper fiber sintered felt with good quality was obtained. Fig.5 shows that the copper fibers are arranged in linear rule. The connecting point of copper fibers constructs the three dimension perforation structure so that the oriented linear copper fiber sintered felt has the character of high specific surface area. Pores are also distributed in linear rule in the sintered felt. Metal fiber keeps the character of coarse antler surface structure and high specific surface area after sintering. As micro/nano scale particles of coarse antler surface structure on the surface of copper fiber weld together, it is easy to form sintering neck in the sintering process (Fig.6). Microchannels with micro-scale coarse antler surface structure are constructed in oriented linear copper fiber sintered felt. Owing to the surface structure of microchannels. The oriented linear copper fiber sintered felts have some predominant characteristics: high filtration accuracy, high flow capability, low resistance loss, good capability to pressure, stable and uniform pore, and high specific surface area. As the microchannels are formed by oriented linear pores and high specific surface area of fibers, oriented linear copper fiber sintered felt is better than commercial sintered felt in flow capability and resistance loss when fluid passes through the sintered felt along the oriented direction of copper fiber.
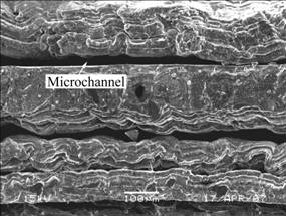
Fig.5 SEM image of oriented linear copper fiber
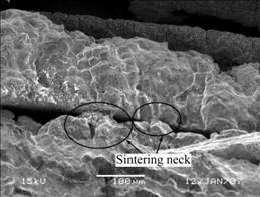
Fig.6 SEM image of sintering neck formation
Fig.6 shows that the sintering neck is formed in sintering process. Under the given temperature and pressure, micro/ nano scale particles of coarse antler surface structure on the surface of copper fibers link together, which is beneficial to metallurgy connecting by atomic diffusion for copper fiber, and then sintering neck forms in the sintering process. The sintering neck makes the copper fiber connect together tightly so that the oriented linear copper fiber sintered felt possesses high strength. Oriented linear copper fiber sintered felt is sintered on the condition of micro/nano scale range, so it is easily formed under lower temperature and pressure.
3.3 Comparison with copper wire sintered felt
Diameter, surface character, material quality are the main characters of fiber. The character of fiber is an important factor for copper fiber sintered felt. Fig.7 shows the surface of copper wire made by bundling fibre drawing. The copper wire has uniform diameter and smooth surface, but the metal fibers manufactured by multi-tooth tool have diameter within 100 μm even 50 μm. At the same time, the characters of coarse antler surface structure and high specific surface area are beneficial to sintered copper fiber.

Fig.7 SEM image of copper wires made by drawing
The copper wires made by drawing method with a diameter of 100 μm was sintered at (950±10) ℃ for 45 min with the same procedure, then an oriented linear copper wires sintered felt was obtained (Fig.8). Because of the smooth surface of copper wires, it is difficult to form sintering neck. The sintering temperature of copper wires is higher than that of metal fiber manufactured by cutting. It can easily be discovered that the copper wires are of regular linear arrangement, the porosity is rather low and the size of pore is much small.
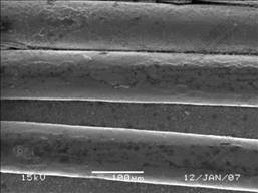
Fig.8 SEM image of copper wire sintered felt
3.4 Performance of oriented linear copper fiber sintered felt
The oriented linear copper fiber sintered felts as a porous metal material have the same performance index as porous materials. The four key factors influencing performance of oriented linear copper fiber sintered felt include porosity, pore size, permeability and strength.
1) Porosity
Porosity quantificationally describes interspaces volume in the whole volume of the oriented linear copper fiber sintered felts.
E=Vk/V (1)
where Vk and V are interspaces volume of pore and total volume of the oriented linear copper fiber sintered felts, respectively.
Porosity is an important factor for oriented linear copper fiber sintered felts. We can control the size of pores by quality-volume methods. In this study, porosity can be initiatively controlled by adjusting the mass of copper fibers.
 (2)
(2)
where Vo, Wz, Wb and ρ are volume of stainless steel groove, gross mass of equipment, mass of stainless steel plate and density of copper, respectively.
2) Pore size
Average pore size and maximum pore size are two key factors for the oriented linear copper fiber sintered felts. Average pore size indicates the whole porosity grade of porous material; maximum pore size that relates to the filtration accuracy reflects the boundary figure of pore size distribution. We can get the average pore size and maximum pore size by following expressions[15]:
d=6.15DE3.35, dmax=E2.06(14.53D-11.36) (3)
where D and E are fiber diameter and porosity, respectively.
3) Permeability
Permeability shows the capability of liquid or gas passing through the material. Permeability is usually quantificationally denoted by permeability coefficient. Permeability coefficient can be measured by the volume of liquid or gas that passes through the porous plates with 1 mm in height and 1 cm2 in area on the condition of 20 ℃ and 0.1 MPa pressure within unit time. The permeability of porous material depends on porosity, size and shape of pore, pressure of liquid, plate thickness and other factors[16]. Permeability of oriented linear copper fiber sintered felts can be indicated by the same method.
4) Intensity
The basic factor that determines the strength of porous material is porosity―the total volume of pore, average aperture and shape of pore. The strength of sintered porous material relates to compacting situation in sintering process, and inversely with porosity. The bigger the porosity is, the lower the strength is. Porous materials usually have high porosity and rather low strength. It can not bear the prodigious load and is bad at resisting impact and extending. Because of the oriented arrangement of copper fibers, the tensile strength along orientated direction of fibers is rather higher than that along the transverse orientation.
The relation between strength(σ) and porosity(θ) of porous material can be expressed by the following equation:
σ=f(θ) (4)
As the oriented linear copper fiber sintered felt is a kind of porous metal material, the theoretical value of strength can be worked out according to the relation. Of course, strength can also be measured by the experiment.
The size of pores has important influence on the performance of oriented linear copper fiber sintered felt. Moreover, oriented linear copper fiber sintered felts are good at resisting high temperatures and eroding, transmitting the electricity and regeneration function.
4 Conclusions
1) Long metal fibers with diameter of within 100 μm even 50 μm are manufactured in horizontal lathe with multi-tooth tool, which have character of high specific surface area.
2) A new method of manufacturing copper fiber sintered felt was put forward. The prominent merit is that the thickness and amount can be adjusted according to requirement.
3) Oriented linear copper fiber sintered felt was sintered under the condition of micro/nano scale range, so it can easily form under lower temperature and pressure.
4) Owing to the coarse antler surface structure, copper fibers easily stick together. Microchannels with micro-scale coarse antler surface structure are constructed in the sintering process. These characters are beneficial to application in the filtration and separation, catalyst carrier and core material of heat pipe.
References
[1] JIN Y L. Property characteristics of metal fibre and its production development [J]. Cotton Textile Technology, 2003, 31(5): 284-287. (in Chinese)
[2] WAN Z P, TANG Y, DENG W J, LIU Y G. Study on process of planing forming of plate fin heat sinks [J]. Materials Science Forum, 2006, 532/533: 237-240.
[3] YURANOV I, KIWI-MINSKE L, RENKEN A. Structured combustion catalysts based on sintered metal fibre filters [J]. Applied Catalysis B: Environmental, 2003, 43(3): 217-227.
[4] AHN S, KIM Y, KIM K J, KIM T H, LEE H, KIM M H. Development of high capacity, high rate lithium ion batteries utilizing metal fiber conductive additives [J]. Journal of Power Sources, 1999, 81(9): 896-901.
[5] CLYNE T W, MARKAKI A E, TAN J C. Mechanical and magnetic properties of metal fibre networks, with and without a polymeric matrix [J]. Composites Science and Technology, 2005, 65(15/16): 2492-2499.
[6] LIU W Y, ZENG Z X, MING D L. Production of long metal fibers using a combined method of microsaw turning and pulling [J]. Journal of Materials Processing Technology, 2003, 142: 562-568.
[7] JANG H, KO K, KIM S J, BASCH R H, FASH J W. The effect of metal fibers on the friction performance of automotive brake friction materials [J]. Wear, 2004, 256(3/4): 406-414.
[8] FANG H H, HUANG C Q, XUE S. SEM analysis of pore structure of sintered metal fibre felt [J]. PTCA (Part A: Physical Testing), 2000, 36(6): 258-259.
[9] WANG T Q. Application of sintered metal fibre felt to the filtration and separation industry [J]. Filtration & Separation, 2003, 13(1): 26-28. (in Chinese)
[10] LIU H Y, LIU H Y, WANG W X, MA H J, CHEN Y F. Current status of development and expectation of metal fibres [J]. Technical Textiles, 2005, 10: 1-4. (in Chinese)
[11] WAN Z P, YE B Y, TANG Y, ZHANG F Y. The processes of manufacturing technologies on metal fibre [J]. Machiney Design and Manufacture, 2002, 6: 108. (in Chinese)
[12] WAN Z P, YE B Y, TANG Y, ZHANG F Y. On cutting mechanism of a multi-tooth tool and its application in manufacturing metal fibre [J]. Mechanical Science and Technology, 2003, 22(6): 951-953. (in Chinese)
[13] WAN Z P, TANG Y, LIU Y J, YE B Y. Mechanism of manufacturing long metal fibre with multi-tooth tool [J]. China Mechanical Engineering, 2004, 15(18): 1599-1602. (in Chinese)
[14] GU L, QIU S T, ZHAO Y. The review on sinter metal porous filter element [J]. Fluid Machinery, 2002, 30(2): 30-34. (in Chinese)
[15] WANG Z, LIAO J C. Study of the pore size of stain less steel fibre felt [J]. Rare Metal Materials and Engineering, 1997, 26(14): 49-52. (in Chnese)
[16] YANG F H, TAN Y Q. Engineering sintering material [M]. Beijing: Metallurgical Industry Press, 1982. (in Chinese)
Foundation item: Projects(50436010, 50605023, 50675070) supported by the National Natural Science Foundation of China
Corresponding author: TANG Yong; Tel: +86-20-87114634; E-mail: ytang@scut.edu.cn
(Edited by YUAN Sai-qian)

