稀有金属 2006,(S1),80-83 DOI:10.13373/j.cnki.cjrm.2006.s1.020
粉末选区激光烧结――一种新型粉末冶金成形技术
欧阳鸿武 杨家林 陈欣 黄伯云
中南大学粉末冶金国家重点实验室,中南大学粉末冶金国家重点实验室,中南大学粉末冶金国家重点实验室,中南大学粉末冶金国家重点实验室,中南大学粉末冶金国家重点实验室 湖南长沙410083,湖南长沙410083,湖南长沙410083,湖南长沙410083,湖南长沙410083
摘 要:
近10多年来, 选区激光烧结 (Selective Laser Sintering, 简称SLS) , 一种基于先进的激光技术、粉体技术和CAD技术的快速成形技术日渐成熟。与常规的粉末冶金工艺相比, SLS无需模具就可将金属和非金属粉末直接烧结成近净形致密零件, 具有成形灵活性强、周期短、原料广泛等特点, 并适合于制造不同材料和复杂形状的零件, 在汽车、造船、机械、航空与航天等诸多领域逐渐得到广泛应用, 成为当前成形技术中的一个研究热点和极具发展潜力的前沿技术。本文简要介绍了SLS技术的工作原理及工艺过程, 以及近年来的研究进展和工程应用情况, 并着重对比分析了SLS与常规粉末冶金技术的异同。
关键词:
激光烧结 ;粉末冶金 ;成形技术 ;
中图分类号: TF124.5
作者简介: 欧阳鸿武 (E-mail:oyxy163@163.com) ;
收稿日期: 2006-06-25
基金: 国家自然科学基金资助项目 (10476034) 和 (50574103);
Selective Laser Sintering of Powders――A New Kind of Powder Metallurgy Forming Technology
Abstract:
Selective laser sintering (SLS) , based on the technology of laser, powder and CAD, has become maturer in the past ten years.Compared with regular powder metallurgy technology, metal and nonmetal powders can be sintered directly into the full density and near-net shaped products.SLS is of good flexibility, short production cycle, wide-range of raw materials, suitable for manufacturing different kinds of materials and complicated shape components.It is widely applied in many fields, such as automobile, shipbuilding, spaceflight and aviation industry, considered as the extensive and the edge-cutting technology.The principle, process and application in engineering of SLS were overviewed, and the differences between SLS and regular powder metallurgy technology were especially compared.
Keyword:
laser sintering;powder metallurgy;forming technology;
Received: 2006-06-25
在全球市场一体化进一步形成与完善的背景下, 制造业的竞争日趋激烈, 产品开发的速度和制造技术的柔性变得十分关键, 传统的粉末冶金技术面临着新的机遇和挑战。 如何继承与发展粉末冶金科学与工艺, 缩短粉末冶金产品开发的周期, 使之适应于当前的发展趋势, 已受到普遍重视。
选区激光烧结技术 (Selective Laser Sintering, 简称SLS) 是近年来发展起来的, 集新材料、 激光技术、 计算机技术于一体的快速原型制造技术, 也是快速成形技术中少有的几种不需添加任何粘结剂能直接加工成形近致密金属零件的技术之一
[1 ,2 ,3 ,4 ]
。
由于SLS有机综合了新材料、 激光技术、 计算机技术等在国际上备受青睐的前沿技术, 开始得到了国家高度的重视和极大的关注, 成为新时期极具发展潜力的高新技术。 人们期待这一技术能取得重大突破, 从而带动制造业的跨越式发展。
1 SLS技术的原理及特点
SLS是一种将三维数值模型 (如CAD模型) 分解成一系列二维层片结构后, 由计算机控制激光束移动, 在逐层 (通常为0.1~0.3 mm) 烧结的细粉上建构三维实体的快速成形制造技术 (Rapid Prototyping, RP) 。 SLS所要加工零件的三维模型可以用软件 (如AutoCAD等) 虚拟生成, 也可以通过其他途径, 如声、 光数字仪、 医学图像数据或其他3D数据源生成
[5 ,6 ,7 ]
。
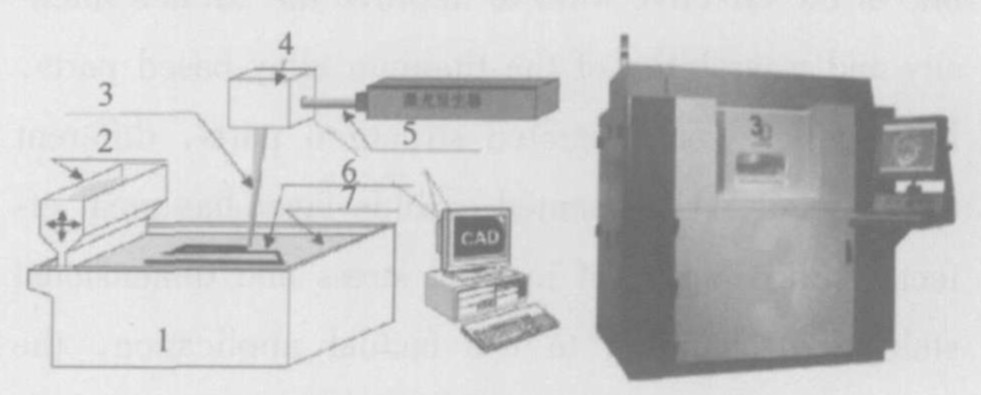
SLS过程中由计算机控制高能量激光逐层熔解或烧结摊铺在工作腔表面的松散粉末, 从而固结成致密的工件。 其原理示意图及实际SLS设备如图1所示。
该SLS系统中包含3个主要部分:
(1) 激光源和扫描控制系统:
如图1中激光发生器和偏光系统。 它的主要作用是产生激光束, 并根据加工零件的形状自动控制激光束的移动。 目前, 用于SLS的激光发生器主要有两种: 波长为1.06 μm的Nd-YAG固体激光器和波长为10.6 μm的红外CO2 气体激光器。 最近, 一种新型的纤维激
图1 SLS原理图和设备外形1-实验台; 2-粉末沉积系统; 3-偏转的聚焦能量束; 4-偏光系统; 5-激光能量束; 6-烧结示意图; 7-松装粉末 Fig.1 Scheme of SLS principle and equipment configuration
光也应用在SLS当中。
(2) 粉末摊铺系统:
如图1中粉末沉积系统和松装粉末。 SLS过程中, 激光束根据计算出的二维层片结构逐层扫描, 然后叠加成三维立体模型。 粉末摊铺系统的主要作用是在每层扫描结束后, 迅速铺下一层粉末, 用于紧接着的激光束烧结。 烧结前粉末铺放密度、 铺放厚度对于粉末致密化有重要影响。 粉末松装密度越高, 越易实现烧结致密化; 铺粉厚度越薄, 零件制作精度越高, 但是制作时间也越长, 生产效率降低。
(3) 气氛控制系统:
在制造不同材料的零件时根据需要决定是否通保护气氛, 氮气、 氩气等是比较常用的, 其主要作用是防止粉末在烧结过程中被氧化及出现“气孔”等现象。
SLS得到的三维实体零件或近形件, 经过少量机械加工和必需的热处理即可得到最终的实际零件。 SLS的优点很多, 主要有以下几个方面
[8 ,9 ]
: (1) 原材料选择广泛、 工件易于清理、 应用范围广, 适用于原型及功能零件的制造; (2) 直接成形零件或近形件, 加工周期短、 成本低, 一般制造费用降低50%, 加工周期缩短70%以上; (3) CAD原型可随时根据需要调整, 灵活性高; (4) 制造工艺受制造原型的几何形状限制很小; (5) 高度技术集成, 实现设计制造一体化。
2 SLS与常规粉末冶金工艺的异同
常规粉末冶金工艺的第一步是制取金属粉末、 合金粉末、 金属化合物粉末以及包覆粉末, 第二步是将原料粉末通过成形、 烧结以及烧结后的处理制得成品。 随着技术的发展, 各种新工艺, 如等静压成形技术、 注射成形技术、 温压技术, 相继出现并得到广泛的应用, 不过, 这些工艺的主要流程仍为: 制粉――混料――压制成形――烧结――后处理
[10 ]
。
SLS作为一种新型的粉末冶金成形技术, 在继承了常规粉末冶金工艺的特点之外, 在诸多方面与其都有不同, 其最大的特点就是自由成形, 无需模压过程, 有效地弥补了从产品设计试验到大批量生产的环节, 使得产品开发大大缩短了耗时, 而且SLS还能直接制造模具, 更有效地促进了常规粉末冶金技术的发展。 两者的主要异同如表1所示。
3 SLS技术的发展与现状
SLS最初由美国得克萨斯大学奥斯汀分校的Carl Deckard于1987年在其硕士论文中提出的。 后美国DTM公司于1992年推出了该工艺的商业化生产设备SinterStation 2000
[11 ]
。 随着研究的不断深入, 特别是激光束控制技术的突破, 美国的DTM公司、 德国的EOS公司、 比利时的Leuven大学、 英国的MCP公司, 我国的北京隆源公司、 南京航空航天大学和华中科技大学等单位研发的SLS成形机功能不断完善, 性能得到不断提高。
SLS的发展按所用原材料的特性可分为两个阶段
[12 ]
: (1) 利用SLS 技术烧结低熔点的材料来制造原型。 目前的烧结设备和工艺大多处于这一阶段, 所用的材料是聚合物、 金属或陶瓷的包衣粉末 (或与聚合物的混合物) 。 (2) 利用 SLS 技术直接烧结高熔点的材料 (如金属、 陶瓷) 来制造零件, 这是快速成形制造的最终目标之一。
国外的许多快速成型系统开发公司和使用单位都对快速成型材料进行了大量的研究工作, 开发了多种适合于快速成型工艺的材料。 美国的DTM公司于1993年推出RapidSteel制造技术, 在SLS-2500plus系统中烧结表面包覆树脂材料的铁粉, 初次成型零件后, 置入铜粉中再一起放入高温炉进行二次烧结制造出注塑模具, 此模具在性能上相当于7075铝合金
[13 ]
。 德国EOS公司开发了可直接对未经预热的金属粉末进行激光烧结的系统EOSINT M250。 该系统所使用的是不同金属组成的混合物, 适用于制作滚轴、 注塑模具
[14 ]
。 日本大阪大学焊接研究实验室的Murakami T等
[15 ]
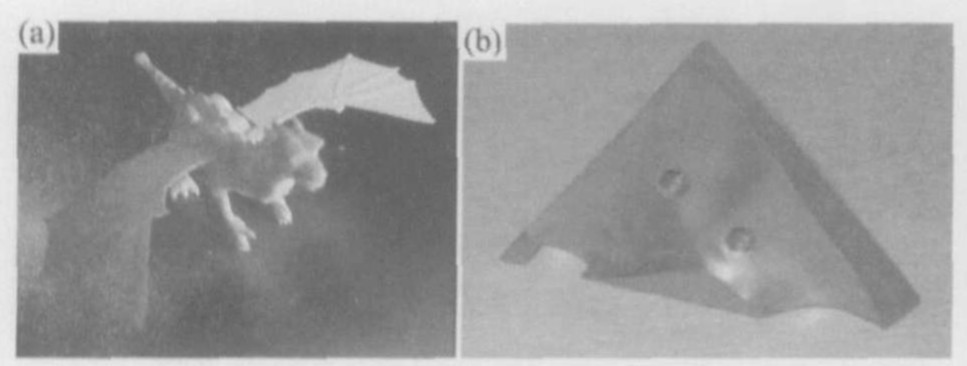
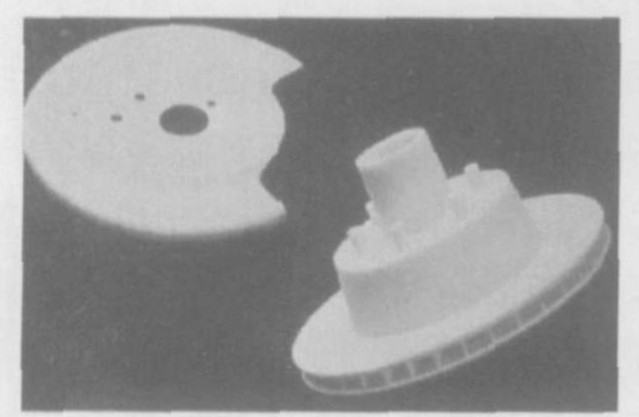
用激光焊接技术, 成功制备了莲藕状的多孔铜, 这种材料适用于铸造、 电镀和粉末冶金等等。 目前, 世界上已能快速高形状精度地制备出高分子材料工件, 也可以制备出高致密度但表面精度稍差的金属件, 如图2所示。 SLS在汽车汽车工业上也有广泛应用, 图3为汽车刹车盘片组合件。 在国内, 有多家单位进行SLS的相关研究工作, 如华中科技大学、 南京航空航天大学、 西北工业大学、 华北工学院和北京隆源自动成型有限公司等, 取得了许多重大成果, 如南京航空航天大学研制的RAP-I型激光烧结快速成型系统、 华中科技大学开发出HRPS-III
表1 SLS与常规粉末冶金技术的主要异同Table 1 Comparison between regular PM technology and SLS
工艺方法
常规粉末冶金工艺
SLS
原材料
元素粉末 (混合粉末) 、 合金粉末、 陶瓷粉
基本相同
粉末预处理
制粒、 表面处理等
基本相同
成形
模压成形
自由成形, 无需模具和压制
烧结机制
主要机制是固相或液相烧结
烧结和成形同时进行, 主要机制是液相烧结和焊接机制
烧结气氛
氢气、 惰性气体、 真空等
惰性气体
后处理
锻打、 拉丝、 精整、 浸油等工艺
基本相同
生产周期
较长, 需要设计、 加工模具
短, 从CAD设计直接到零件加工, 成形过程数字化, 可随时修正、 即时制造,
零件复杂程度
对模具要求高, 制作复杂形状零件难度较高
可以成型几乎任意几何形状的零件, 对具有复杂内部结构的零件特别有效
设备
烧结炉、 压机、 混料机
激光成形机、 混料机
图2 高分子材料和金属材料激光快速成形的试样照片 (a) 高分子材料制作的恐龙; (b) MCP公司制作的不锈钢样品 Fig.2 Specimen photos of macromolecule and metal materials rapid-prototyped by SLS
图3 SLS制造的汽车刹车盘片组合件 Fig.3 A disc-brake assembly manufactured by SLS
成型机 (用于高分子粉末成形) 、 北京隆源自动成型有限公司开发的AFS-300激光快速成型的商品化设备
[16 ]
。 华中科技大学开发的覆膜砂、 PS粉等适用于砂铸, 北京隆源公司开发的覆膜陶瓷、 塑料等适用于熔模铸造
[17 ]
。
4 结 语
金属粉末SLS是一门基于多学科交叉的高新技术。 与常规粉末冶金工艺不同, SLS采用激光快速加热, 粉末采用液相烧结机制, 省却了压制步骤, 是应用很广的快速成型技术。
目前SLS存在的不足和主要缺点为: (1) 系统的速度、 精度 (零件表面光洁度) 和可靠性有待提高; (2) 激光与金属粉末间的相互作用比较复杂, 新材料的加工工艺参数需要较长时间摸索; (3) SLS设备成本比较昂贵; (4) 可制造零件的尺寸有一定限制。 因此, SIS技术尚处在一个不断发展、 不断完善的过程之中。
SLS今后的发展方向主要有以下几个方面: (1) 成形工艺和设备的开发与改进, 以提高成型件的表面质量、 尺寸精度和机械性能; (2) 深入定量研究材料的成形机制, 加强研究各种金属材料在成形过程中的行为和组织结构变化, 控制和调整成形材料或零件的性能; (3) 建立用于模拟烧结过程的数学、 物理模型, 这对于SLS的普及应用具有重要的理论指导意义。 (4) 探索SLS技术与传统加工、 特种加工等技术相结合的多种加工手段的综合工艺, 为快速模具、 工具制造提供新的技术手段; (5) 积累工艺技术数据、 制备激光烧结专用材料, 开发出各种新型激光烧结专用材料, 并最终使之商品化, 以满足SLS技术工业化的需求。 (6) 后处理工艺的优化。 利用SIS虽可直接成型金属零件, 但成型件的机械性能和热学性能还不能很好满足直接使用的要求, 经后处理后可明显得到改善, 但对尺寸精度有所影响, 这就需要优化设计现有的后处理工艺以提高综合质量。 随着粉末冶金技术的发展, SLS方兴未艾, 已展现出极强的生命力和广阔的应用前景, 对于丰富和发展粉末冶金科学和技术也将产生重大的影响。 在工程应用上, SLS将对引领机械制造业向环保、 节能、 高效等方向发展产生积极的意义, 势必会对未来机械制造业产生积极的推动作用。
参考文献
[1] 王秀峰, 罗宏杰.快速原型制造技术[M].北京:中国轻工业出版社, 2001.1.
[2] Williamsa J M, Adewunmi A, et al.Bone tissue engineering usingpolycaprolactone scaffolds fabricated via selective laser sintering[J].Biomaterials, 2005, 26 (23) :4817.
[3] 邓琦林, 余承业.金属粉末的选择性激光烧结[J].航空工业技术, 1996, 2:19.
[4] Euro P M.Meetingthe challenges of a changing market place[J].Powder Metallurgy, 2003, 46 (4) :203.
[5] Gibson I, Shi DP.Material properties andfabrication parametersinselective laser sintering process[J].Rapid Prototyping Journal, 1997, 3 (4) :129.
[6] Agarwala M, Bourell D, Beaman J, et al.Direct selective laser sin-tering of metals[J].Rapid Prototyping Journal, 1995, 1 (1) :26.
[7] 李鹏, 熊惟皓.选择性激光烧结的原理及应用[J].材料导报, 2002, 16 (6) :35.
[8] Schueren VB, KruthJ P.Powder depositioninselective metal pow-der sintering[J].Rapid Prototyping Journal, 1995, 1 (3) :23.
[9] 潘琰峰, 沈以赴, 顾冬冬, 等.选择性激光烧结技术的发展现状[J].工具技术, 2004, 38 (6) :3.
[10] 黄培云.粉末冶金原理[M].北京:冶金工业出版社, 1997.1.
[11] 黄树槐, 肖跃加, 莫健华, 等.快速成形技术的展望[J].中国机械工程, 2000, 11 (1/2) :195.
[12] Simchi A, Petzoldt F, Pohl H.On the development of direct metallaser sinteringfor rapid tooling[J].Journal of Materials ProcessingTechnology, 2003, 141:319.
[13] Engel B, Bourell D.Titaniumalloy power preparation for selectivelaser sintering[J].Rapid Prototyping Journal, 2000, 6 (2) :97.
[14] Donnchadha B, Tansey A.Anote on rapid metal composite toolingbyselectivelaser sintering[J].Journal of Materials Processing Techn-ology, 2004, 153-154:28.
[15] Murakami T, Nakata K, Ikeda T.Weldfusion property of lotus-typeporous copper by laser beamirradiation[J].Materials Science andEngineering, 2003, A357:134.
[16] Lind J E, Kotila J, Syvaenen T, et al.Dimensionally accurate moldinserts and metal components by direct metal laser sintering[J].Ma-terials Research Society, 2000, 625:45.
[17] 朱林泉, 白培康, 朱江淼.快速成型与快速制造技术[M].国防工业出版社, 2003.