DOI: 10.11817/j.issn.1672-7207.2018.05.009
�����ͳ��������Ħ�������ϵĸ���Ħ��ĥ������
��ʢ��1��Ԭ־��1������ǿ1����Сǿ1����־ǿ2
(1. ����������ѧ ��е����������ѧԺ���㶫 ���ݣ�510640��
2. �й����ʴ�ѧ ���̼���ѧԺ��������100083)
ժҪ��Ϊ��̽�������Ħ���������ڸ����µ�Ħ��ĥ����ƣ�����30CrSiMoVM����Ϊ��ͭ����ĩұ��Ħ��Ƭ���ʹ�õĶ�ż��Ƭ����MMU-10G���¶���Ħ��ĥ��������ϣ��о�30CrSiMoVM�ֺ�Ħ��Ƭ��ɵ�Ħ���������µ�600 ��֮���Ħ��ĥ�����ܡ��о���������������¶����ߣ����ϵ�ǿ�����ͣ�Ħ����������Ĥ�����γ������䣬ʹĦ����Ħ��������ĥ���������������������¶�Ϊ300~500 ��ʱ��Ħ����Ħ��������ĥ������ƽ��������Ħ���������ڴ��¶ȶ�Ħ��ĥ�����ܽ��ȶ���ĥ����Ʊ���Ϊĥ��ĥ������ĥ���ƣ��ĥ����600 ��ʱ��Ħ�������ϱ���������Ħ��ƬĦ��������ĥ������������ż��Ƭ��������ĥ�����أ����ĥ������С��ĥ����Ʊ���Ϊ���ĥ������ĥ���ƣ��ĥ��
�ؼ��ʣ�30CrSiMoVM�֣�ͭ����ĩұ�𣻸��£�Ħ��ĥ������
��ͼ����ţ�TH117.1 ���ױ�־�룺A ���±�ţ�1672-7207(2018)05-1087-08
Friction and wear properties for clutch friction materials in medium-heavy-duty vehicle at high temperature
QU Shengguan1, YUAN Zhimin1, LAI Fuqiang1, LI Xiaoqiang1, FU Zhiqiang2
(1. School of Mechanical and Automotive Engineering, South China University of Technology, Guangzhou 510640, China;
2. School of Engineering and Technology, China University of Geosciences, Beijing 100083, China)
Abstract: In order to study the friction and wear mechanisms of the clutch friction pair at high temperature, 30CrSiMoVM steel was selected as the dual-steel-disk pairing with the copper based powder metallurgy frictional material, and its friction and wear properties were investigated at the temperatures from room temperature to 600 ��, through a high temperature wear tester (MMU-10G type). The results show that with the increase of temperature, the strength of friction pair materials decrease gradually and the oxide film coatings are constantly formed and peeled on the contact surface, leading to a gradual increase at the friction coefficient and wear loss of the friction pair. At 300-500 ��, the friction coefficient and wear loss of the friction pair increase steadily, indicating that the friction and wear properties are stable, and the predominant wear mechanisms are abrasive wear, oxidative wear and fatigue wear. At 600 ��, the material surface is softened, resulting in a rapid increase at the friction coefficient of friction pair and wear loss of the frictional material. Severe adhesive wears occur on the dual-steel-disk surface, but its relative wear loss remains low, and the dominant wear mechanisms are adhesive wear, oxidative wear and fatigue wear.
Key words: 30CrSiMoVM steel; copper based powder metallurgy; high temperature; friction and wear properties
ʪʽ��Ƭ�����Ħ�����������ͳ�������ϵͳ�Ĺؼ�����֮һ��ͨ���ڸ��غɡ��������ܶȵĶ��ӹ����д���ת�أ�����ͭ����ĩұ��Ħ��Ƭ�õ��㷺Ӧ��[1]������Ħ�����������ܶ�������Ĺ����ɿ��Ժ��ȶ���������ҪӰ��[2]����ˣ�̽��Ħ����Ħ��ĥ�����ܼ�Ϊ��Ҫ���о����֣�����������������У������ǵ���Ħ����ʧЧ����Ҫ����֮һ��MARKLUND��[3]ͨ��������ֵģ��Ԥ����Ħ��������ת�ع����е�Ħ�����ȣ���������¶ȶ������ת�ش�����������ҪӰ�졣PANIER��[4]�о��������Ħ��������ġ��Ȱ���������������ڹ���������Ħ���������¶��ݶȽϴӶ�����Ħ������������������ʧЧ���Լ�꿵�[5]��������Ħ����������ȵ��Բ��ȶ��Զ������ֲ���������ʹĦ�������Ϸ������˺���ʴ��ZAGRODZKI��[6]��ʾ��Ħ����������ƶ������ȵ��Բ��ȶ���Ӱ����ƣ�����Ħ���ٶȶ�ϵͳ�����ȶ����нϴ�Ӱ�졣�������[7]������Ħ�����¶ȹ��ߵĹ����£�Ħ��ƬĦ������Ҳ�ή�ͣ����������Ħ������ĥʱ�������ʧЧ���������[8]�о��������� 500 ���������¶ȶ�ͭ����ĩұ��Ħ��Ƭ��Ħ��ĥ�����ܵ�Ӱ�죬����ͭ��Ħ��Ƭ��500 ����Ħ���������ܷ����ı䣬Ħ��������ĥ�����ϴ��ɴ˿ɼ���Ħ����������Ϊ����ϵͳ�Ĺؼ������������Ħ��ĥ��������Ϊ��Ҫ��Ŀǰ�����������Ħ����Ħ��ĥ�����ܵ��о���Ҫ������Ħ��Ƭ����Ħ��ĥ�����ܷ��棬����ż��ƬĦ��ĥ�����ܵı������١�Ȼ����Ħ��Ƭ�Ͷ�ż��Ƭ�Ƕ������ʹ�õģ��������ܲ�ж������Ϊ�ˣ��������߲��������ԽϺõ�Nb�Ͻ�30CrSiMoVM����Ϊ��ͭ����ĩұ��Ħ��Ƭ���ʹ�õĶ�ż��Ƭ���о��ڲ�ͬ�¶���Ħ��Ƭ���ż��Ƭ��Ħ��ĥ�����ܡ�
1 ����
1.1 ԭ���Ϻ������Ʊ�
��ͭ����ĩұ��Ħ��Ƭ��ΪĦ��Ƭ��������ɷּ���1[9]����30CrSiMoVM����Ϊ��ż��Ƭ�����õ��ȴ�������Ϊ����960 ���±���30 min��ʹ��Ƭ�����廯����������Ȼ����650 ���±���180 min�����ػ��ȴ�������������Ӳ��(HRC)������35~40���������ͳ��������ԭ��ż��Ƭ�ø�30CrMnSiA��ȣ�30CrSiMoVM�ֵ������Ը��ã���ɷּ���2��
����MMU-10G���¶���Ħ��ĥ�����������Ħ��ĥ�����飬��ż��Ƭ�����⾶Ϊ21.6 mm���ھ�Ϊ16.6 mm��Ħ��Ƭ������Բ��Ħ��Ƭ��ȡ���ã�ͼ1��ʾΪ���������ԭ��ʾ��ͼ������������У���ż��Ƭ��Ϊ�������̶����������ת�����ϣ����������ż��Ƭ������ͨ����λ���̶���Һѹͦ�˵�Ħ��Ƭ�������ж���Ħ��ĥ�����顣�����������£�
��1 ͭ����ĩұ��Ħ��Ƭ�ɷ�(��������)
Table 1 Compositions of Cu-based powder metallurgy friction %

��2 ��ż��Ƭ�ɷ�(��������)
Table 2 Compositions of dual-steel-disk %

1) ��ʽ������
2) ͨ��Һѹ��ͦ��ʩ�Ӹ�Ħ�������غ�Ϊ300 N��
3) ��ת����ת��Ϊ60 r/min��ÿ������ʱ��Ϊ70 min��
4) �ڲ�ͬ�¶�������(���£�100��200��300��400��500��600 ��)����Ħ��ĥ�����顣

ͼ1 MMU-10G���¶���Ħ��ĥ�����������ʾ��ͼ
Fig. 1 Working schematic diagram of MMU-10G with high temperature surface friction and wear testing machine
1.2 ���鷽��
����ż��Ƭ������������ĥ���⣬�ó�������ϴ����ϴĦ��Ƭ�����Ͷ�ż��Ƭ�������棬ȥ���������ʺ����ۡ����õ¹�Bruker��˾D8-Advance��X�������Ƕ�Ħ��ƬĦ����Ͷ�ż��Ƭ�������������ʹ�õ�ͭ�����䲨��Ϊ0.154 18 nm��ʯī��ɫ���Ĺ�ѹΪ40 kV������Ϊ40 mA����0.02��Ϊɨ�貽����ɨ�跶ΧΪ20��~90�㡣�ֱ������¼�100��200��300��400��500��600 ����¶������½��ж���Ħ��ĥ�����飬�ⶨ���¶���Ħ����Ħ�������ı仯���ɣ����ó�������ϴ����ϴ����������BSMϵ�е��ӷ�����ƽ��������ǰ����Ħ��Ƭ�Ͷ�ż��Ƭ�������������������ĥ����(���ĥ����Ϊĥ��ǰ������ĥ��������IJ�)�����÷ֱ���Ϊ3.0 nm���ɷŴ�12~10�Ļ���ɨ���������Quanta200�۲�Ħ��Ƭ�Ͷ�ż��Ƭĥ�������ò�����ռ����¶�����������ĥ����������ĥм�����û���ɨ���������Quanta200�۲�ĥм��ò�����EDS�����ǹ۲�ĥм��֯�ͳɷ֣���ʹ��X�������Ƕ�ĥм������з������ۺ�̽�ָ�����Ħ��Ƭ���ż��ƬĦ��ĥ����ơ�
2 ���������
2.1 Ħ��ĥ������
ͭ��Ħ��Ƭ���ż��Ƭ��Ħ��ĥ���������¶ȵı仯��ͼ2��ʾ������Ħ������Ϊ�����и����¶���Ħ�������ȶ����ƽ��ֵ����ͼ2��֪�����¶ȴ���������600 ��ʱ��Ħ��Ƭ�Ͷ�ż��Ƭ��Ħ��������ĥ���������������������õĶ�Ӧ��ϵ�������µ�200 �棬Ħ��������0.126����0.218��Ħ��Ƭ�Ͷ�ż��Ƭ��ĥ�����ֱ��20.0 mg����40.0 mg��2.3 mg����12.8 mg�����¶�Ϊ300~500 ��ʱ��Ħ��������ĥ��������������Ħ��������0.333����0.362��Ħ��Ƭ�Ͷ�ż��Ƭ��ĥ�����ֱ��71.3 mg����107.1 mg����71.8 mg����97.4 mg��������ڴ��¶�����Ħ����Ħ��ĥ�����ܽ�Ϊ�ȶ������¶�Ϊ200~300 �漰500~600 ��ʱ��Ħ��������ĥ�����ʶ��±仯���ƣ��������¶ȶ�Ħ����ĥ����Ƽ��п��ܷ�����ת�䡣��������600 ������£�Ħ��ƬĦ�����������ֵ0.466����ĥ������������269.3 mg������ż��Ƭĥ���������С��������ʱĦ��Ƭ������ת�ƺ�𤸽��Ħ������������ĥ�����¶����ߣ�Ħ��Ƭ�Ͷ�ż��ƬĦ��������ĥ������������������������ż��Ƭ��600 �����ʱ��ĥ�����д���½���������Ϊ���غɺ��ٶ�һ���������£�Ħ��Ƭ���¶����߶����������Ա�����Ĥ�ij��������½���ʹ������Ĥ��С��Ħ��ĥ�����ã�����Ħ��������ĥ�������¶����߳���������[10]��
����BMT Expert3D��ò��(����ֱ�Ϊ1 ��m����ߴ�ֱ�ֱ��ʽӽ�1 nm)������ż��Ƭ��ĥ����ò����������Ħ��Բ���ڲൽ����ĥ������ͼ����ͼ3��ʾ��ͼ3���½ǵı��0.1 mm��ʾĥ���ذ뾶�������λ�õı�����ߣ�������1 ��m��ʾĥ����ȵı�����ߡ���ͼ3�ɼ���ĥ�ۿɷ�Ϊ2����Ҫ��ò���ֱ�ΪĦ��Բ���ڲൽ���������Լ�ĥ�����ĵ�Ħ��Բ��������������¶ȵ����ߣ�ĥ���ڲൽ���������ĥ����ȱ仯��С����ĥ������������ĥ�۽����˵����ż��Ƭ��Ħ��������Ħ���Ӵ����濿����ദĦ�����˽ϴ�

ͼ2 ��ͬ�¶���ͭ��Ħ��Ƭ���ż��Ƭ��Ħ��ĥ������
Fig. 2 Friction and wear properties of copper based friction pair and dual-steel-disk at different temperatures
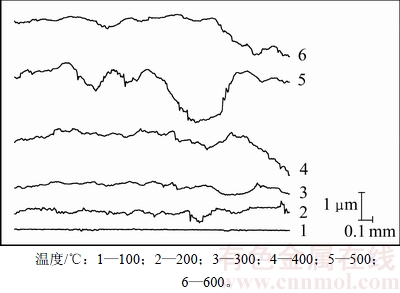
ͼ3 ��ͬ�¶��¶�ż��Ƭ����ĥ������ͼ
Fig. 3 Surface wear trace map of dual-steel-disk at different temperatures
2.2 ��ͬ�¶���ĥ����Ʒ���
ͭ��Ħ��Ƭ�Ͷ�ż��Ƭ������ɳɷֽ϶࣬�ڲ�ͬ�¶��£���ĥ����Ʒ����ϸ��ӡ�����Ħ��ѧ����[11]���������������ۺ�ĥ������ĥ����ƣ���Ħ��Ƭ���ż��Ƭ��Ħ��ĥ�������о���Ϊ3���Σ���ĥ���(���µ�200 ��)����ĥ�������ҪΪĥ��ĥ���е�ĥ���(300~500 ��)����Ҫ��ĥ��ĥ������ĥ���ƣ��ĥ��ͬ���ã�����ĥ���(600 ��)�����ĥ�����������á�
2.2.1 ��ĥ���
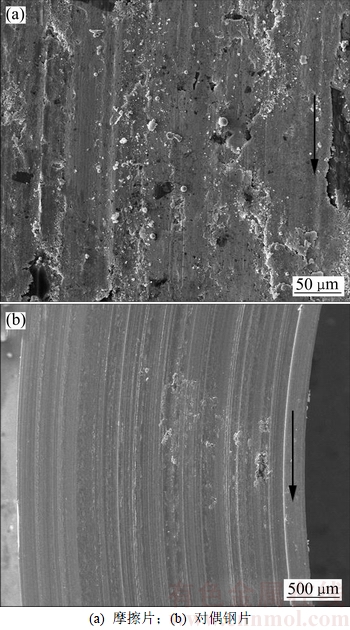
ͼ4(a)~(d)��ʾ�ֱ�Ϊ200 ��ʱĥ���Ħ��Ƭ����ż��Ƭ��ĥм��SEMͼ��ĥм��XRD�ס���ͼ4(a)���Կ�����Ħ��Ƭ����Ϲ⻬��������������dz���繵��������Ϊ��Ħ�������У�����������м�������γ�Ӳ�ʿ�������ЩӲ�ʿ���һ�����������������±��������棬�γ�ĥм����һ�����������Ħ�����Ӵ����棬��ѹӦ���������±�����ѹ������ڣ���Ϊ����ĥ���Ӳ�ʿ������ھ���һ��ʱ��ĥ�Ϻ��γ���ʯī�����ɵĹ�����Ĥ�������ĥ�����ã�ʹĦ�����������ȶ�[12-13]�����ͬʱ��SiO2Ӳ�ʿ�������Ĥ�����������ã���ǿ��Ĥǿ�ȣ��Ӷ�ʹĦ��Ƭ�ڴ��¶���ĥ������С[14]����ͼ4(b)���Կ�������ż��Ƭ��ĥ������Ħ��Ƭ�������ƣ�����⻬���������繵��������Ϊ��Ħ�������У�������ͭ���������ѭ��Ӧ����������¶��SiO2Ӳ�ʿ����������˸�Ƭ���档
��ͼ4(c)��֪��ĥм�ɴ���ϸС�ķ�ĩ״������������״�������ɡ���ĩ״������Ϊ�����������Ҳ��ֽ������������𤸽��ʯī������������������20 ��m���¡��ڴ������ı������С�����ƣ���ͼ4(c)��ԲȦ��ʾ��������ΪѹӦ�����ظ����õ��±���Ħ��Ƭ�����������뷢չ����������չ����һ��ʱ�����ϴӱ�����䣬ĥ����Ʊ���Ϊ��ƣ��ĥ��[8]����ͼ4(d)��֪��ĥм�ɷ���Ҫ��ʯī������Cu����������Fe��Fe2O3��˵����ʱ������м������ΪFe2O3Ӳ�ʿ�����
��3��ʾΪ200 ���£�Ħ��ĥ�������Ħ��Ƭ����ż��Ƭ�Լ�ĥм����������ijɷ֡��ɱ�3��֪����200 ���£�Ħ��Ƭ���溬��������Ԫ�أ�������Ϊ���ֲ�����Ħ���Ӵ��������м��ѹӦ���������±�����ѹ�������Ħ��Ƭ���塣����Ƭ�����������Fe���������ͼ4(b)�о��η���ֲ��Ŵ�ͼ��ʾ����ĥм�ɷ���ʯī�͵���CuΪ����ͬʱ������Fe��O��
�ɴ˿�֪����200 ��ʱ��Ħ������ĥ�������ĥ��ĥ��Ϊ����������������ĥ��ƣ��ĥ������ĥ��
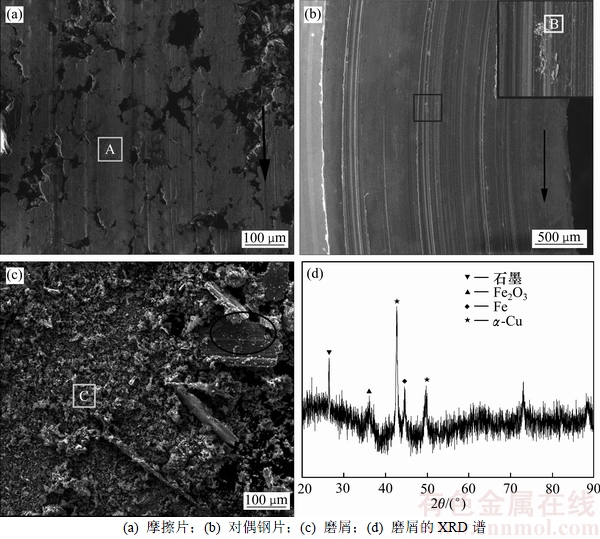
ͼ4 200 ��ʱĦ��Ƭ����ż��Ƭ��ĥм��SEMͼ��ĥм��XRD��
Fig. 4 SEM micrographs of friction plate, dual-steel-disk, wear debris and XRD pattern of wear debris at 200 ��
2.2.2 �е�ĥ���
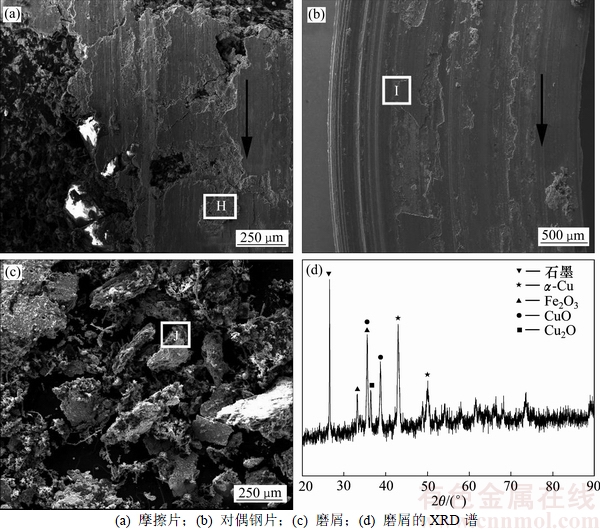
ͼ5(a)~(d)��ʾ�ֱ�Ϊ300 ����ĥ���Ħ��Ƭ����ż��Ƭ��ĥм��SEMͼ��ĥм��XRD�ס���ͼ5(a)��֪����200 ��ʱ��ȣ�Ħ��Ƭ���ϱ�����繵���ࡢ�������¶���϶�SiO2Ӳ�ʿ���������������µİ��ӣ���ͼ5(a)��ԲȦ��ʾ��������ΪSiO2��ͭ�����������ϵ����ͬ����300 ��ʱ�����߽��ǿ�Ƚ��ͣ�ʹӲ�ʿ�������Ӧ����Ħ������ѭ�����������䡣����300 ��ʱ����ż��Ƭ���������˽ϱ��Ҳ����ܵ�Fe2O3����Ĥ��������Fe2O3����Ĥ�����Ľ��������������Ħ���������£�����Ĥ�����ױ��ƻ��������γ�Fe2O3Ӳ�ʿ���������Ħ��������ĥ����[15]����ͼ5(b)��֪����Ƭ����Ҳ�����˽϶ࡢ������繵������������������������������
��ͼ5(c)���Կ�����ĥм��Ҫ����״�����Ϳ�״������ɡ���״������������50 ��m���£���״����������300 ��m���¡����200 ��ʱ��ĥм��300 ��ʱ��ĥм���и���Ŀ�״���������ڴ��¶��£�������ʯī������SiO2�����Ľ��ǿ���½���ʹ�˴�֮����ײ������ƣ����²��ϰ��䡣��ͼ5(d)��֪�����200 �棬300 ��ĥм��Fe���ʺ�Fe2O3�������������������Ħ��Ƭ����ż��Ƭ�Լ�ĥм��״�����Ϳ�״�����ֱ��������⣬���óɷ����4��ʾ���ɱ�4��֪��Ħ�����Ӵ��������������Fe�����������״������Fe��OΪ����ΪFe2O3����״������Ҫ��C��Cu����Ϊ��������Ħ��Ƭ���������γɿ�״ĥм���ۺ�Ħ��������òͼ��XRD��EDS�ɷַ�������֪��300 ��ʱ��ĥ��ĥ������ĥ���ƣ��ĥ�棬�������������ĥ��
��3 Ħ������ĥм�ɷ�(��������)
Table 3 Compositions of friction pair and wear debris %

ͼ5 300 ��ʱĦ��Ƭ����ż��Ƭ��ĥм��SEMͼ��ĥм��XRD��
Fig. 5 SEM micrographs of friction plate, dual-steel-disk, wear debris and XRD pattern of wear debris at 300 ��
��4 Ħ������ĥм�ɷ�(��������)
Table 4 Compositions of friction pair and wear debris %

�����Ϸ�����֪�����¶�Ϊ300 ��ʱ��ĥ����ƽϸ��ӡ�����Ħ�����ڲ�ͬת���±��ֳ���ͬ��Ħ��ĥ�����[16-17]����ˣ��ڸ��¶����о�ת�ٶ�Ħ����Ħ��ĥ�����ܵ�Ӱ�졣ͼ6��ʾΪĦ��Ƭ�Ͷ�ż��Ƭ��300 ����Ħ��ĥ��������ת�ٵı仯����ͼ6��֪��Ħ��Ƭ��Ħ��������ת���������С��Ħ��Ƭĥ�����Ƚ��ȶ�����ż��Ƭĥ������ת��������С��ͼ7��ʾΪ��300 ���£�ת��Ϊ150 r/minʱĦ��Ƭ�Ͷ�ż��Ƭ��SEMͼ����ͼ7���Կ�����Ħ��Ƭ������ڴ���ϸС��Բ�ο�������ЩԲ�ο���������Ħ�����棬��������ĥ��ĥ�𣬼�С��Ħ������[8]�������ת��60 r/min����ż��Ƭ������Ȼ���ڸ��ࡢ���ܵ��繵����Ҳ�и�������������������ߵĹ�ͬ�����£�ĥ�������١�����ת�ٵļ�������ż��Ƭ��ĥ������һ���½���������ΪĦ��Ƭ�����˴���ת�ƣ���ż��Ƭ����ĥ������������ﵽ��̬ƽ�⣬��ˣ����ĥ������С����˵���ڸ�ת���£�ĥ��ĥ������ĥ��ռ������λ��
2.2.3 ����ĥ���
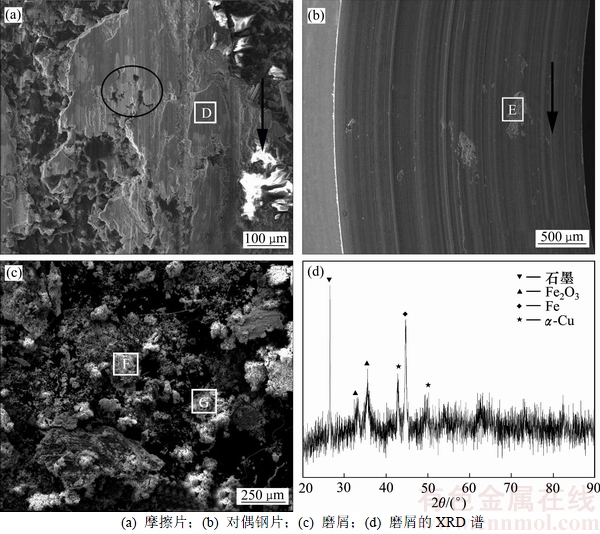
ͼ8(a)~(d)��ʾ�ֱ�Ϊ600 ��ʱĥ���Ħ��Ƭ����ż��Ƭ��ĥм��SEMͼ��ĥм��XRD�ס���600 ��ʱ���Ѵﵽͭ�����ϲ��ϵĻػ��ٽᾧ�¶ȣ�����ǿ�ȴ�����½�[10]����ͼ8(a)���Կ�����Ħ��Ƭ���ϱ����н�������������Լ�Ħ��Ƭ�������µİ��ӡ�������ΪĦ������Ӳ�����ڲ��˱�������ڸ��¼�Ӧ��ѭ��������Ѹ�����䣬����һ�����γ�ĥм����һ�����ɶ���ĥ��ĥ�𣬽�һ������ĥ����档������Ӳ���������䣬ʧȥ����Ĥ�ġ����������ú�Ħ��Ƭ�Ӵ����Ѹ���������ڼ����������¶��ѣ��������Ħ��������ż��Ƭ�ϣ�������ʱĦ���������˾��ҵ����ĥ�𡣴�ͼ8(b)���Կ�������Ƭ����ۼ��˽϶���������Щ�������Ҫ��Ħ��Ƭ������ϣ��Ӷ�ʹ��Ħ��ĽӴ���ʽ��Cu-FeתΪCu-Cu��ͬ�ֲ��϶�Ħ����һ��������ϵ���ų̶ȡ������ķ�����š�ת�������˺�ѣ���ʹ��Ƭ����������䣬���ڸ�����Ѹ�������γ�Fe2O3Ӳ�ʿ������Ӿ���Ħ��Ƭ��ĥ��[18]��
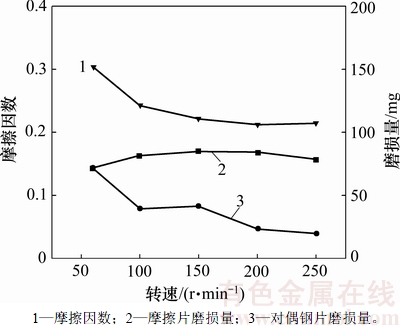
ͼ6 300 ��ʱ��ͬת����Ħ����Ħ��ĥ������
Fig. 6 Friction and wear properties of friction pair under different rotational speeds at 300 ��
ͼ7 300 �桢ת��Ϊ150 r/minʱĦ��Ƭ�Ͷ�ż��Ƭ��SEMͼ
Fig. 7 SEM images of friction plate and dual-steel-disk at 300 �� with rotational speed of 150 r/min
ͼ8 600 ��ʱĦ��Ƭ����ż��Ƭ��ĥм��SEMͼ��ĥм��XRD��
Fig. 8 SEM micrographs of friction plate, dual-steel-disk, wear debris and XRD pattern of wear debris at 600 ��
��5 Ħ������ĥм�ɷ�(��������)
Table 5 Compositions of friction pair and wear debris %

��ͼ8(c)���Կ�����ĥм���������ϴ�������300 ��m���ҵĴ��ĥ����������˵����600 ��ʱ��������Ħ��Ƭ����������£��ֲ������ۼ���˺�������䣬�γɴ��ĥм����ͼ8(d)���Կ�����ĥм���Ѿ�������Fe������壬������ΪFe��600 ���������ٶȽϿ죬��м����ȫ����������Ħ��Ƭ����Ƭ��ĥм��������⣬���óɷ����5��ʾ���ɱ�5��֪����Ħ��Ƭ�Ͷ�ż��Ƭ������ڴ���Cu��Cu�������ĥм��Ҫ��Fe���������Cu������������ɡ��������������ֱ�����600 ��ʱ�����ĥ��Ϊ��Ҫĥ����ƣ�������ĥ��ĥ�������ĥ��
3 ����
1) �����µ�200 ��ʱ��Ħ��Ƭ�Ͷ�ż��Ƭ��Ħ�����Ϊ�⻬��ֻ��������dz���繵��Ħ��������ĥ����С��ĥ�������Ҫ����Ϊĥ��ĥ��
2) ��300~500 ��ʱ��Ħ��Ƭ�Ͷ�ż��Ƭ��������Ĥ�����������ؽ���Ħ��������ĥ������������ĥ��ĥ������ĥ���ƣ��ĥ������Ħ����Ϊ����300 �������£�����ת������Ħ��Ƭ����ת�ƺ�𤸽��ĥ�����ת��Ϊ��ĥ��ĥ������ĥ��Ϊ����
3) ��600 ���£�����ʹĦ����������ǿ�ȼ��罵�ͣ����ɶ�ż����֮���Ħ��ĥ��ת��Ϊͬ�ֲ��ϵĶ�Ħ��Ħ��ƬĦ��������ĥ�����ﵽ���ֵ����ż��Ƭĥ������С��ĥ�������ҪΪ���ĥ��
�ο����ף�
[1] GONG Taimin, YAO Pingping, XIAO Yelong, et al. Wear map for a copper-based friction clutch material under oil lubrication[J]. Wear, 2015, 328/329: 270-276.
[2] ZOU Q, RAO C, BARBER G, et al. Investigation of surface characteristics and tribological behavior of clutch plate materials[J]. Wear, 2013, 302(1/2): 1378-1383.
[3] MARKLUND P, MAKI R, LARSSON R, et al. Thermal influence on torque transfer of wet clutches in limited slip differential applications[J]. Tribology International, 2007, 40(5): 876-884.
[4] PANIER S, DUFR NOY P, WEICHERT D. An experimental investigation of hot spots in railway disc brakes[J]. Wear, 2004, 256(7/8): 764-773.
NOY P, WEICHERT D. An experimental investigation of hot spots in railway disc brakes[J]. Wear, 2004, 256(7/8): 764-773.
[5] �Լ��, ����, �����, ��. ����������ֲ�����������Ӱ�����������о�[J]. ����������ѧѧ��, 2013, 33(12): 1234-1238.
ZHAO Jiaxin, MA Biao, LI Heyan, et al. Research on the hot spots and thermoelastic instability of automotive clutches[J]. Transactions of Beijing Institute of Technology, 2013, 33(12): 1234-1238.
[6] ZAGRODZKI P. Thermoelastic instability in friction clutches and brakes�CTransient modal analysis revealing mechanisms of excitation of unstable modes[J]. International Journal of Solids and Structures, 2009, 46(11/12): 2463-2476.
[7] ������, ���, ������, ��. �����Ħ���������¶ȶ�Ħ��������Ӱ��[J]. �����ܷ�, 2009, 34(7): 66-68.
TANG Chunqiu, QI Jiande, L Juncheng, et al. The influence of friction surface temperature on friction coefficient of clutch friction pair[J]. Lubrication Engineering, 2009, 34(7): 66-68.
Juncheng, et al. The influence of friction surface temperature on friction coefficient of clutch friction pair[J]. Lubrication Engineering, 2009, 34(7): 66-68.
[8] ������, �ߺ�ϼ, ������, ��. ͭ����ĩұ��Ħ�����ϸ���Ħ��ƣ�����ܲ���[J]. ��е���, 2004, 21(4): 24-27.
LIU Jianxiu, GAO Hongxia, HAN Changsheng, et al. Friction fatigue property test of copper based powder metallurgy friction material at high temperature[J]. Journal of Machine Design, 2004, 21(4): 24-27.
[9] ���Ļ�, �ű�, Ф��, ��. ʪʽ�ظ���ͭ����ĩұ��Ħ������: CN 200510130067.8[P]. 2007-06-20.
WANG Wenhui, ZHANG Biao, XIAO Kai, et al. Wet copper based powder metallurgy friction material under heavy load: CN200510130067.8[P]. 2007-06-20.
[10] ������. �¶ȶ�ͭ����Ħ���ϲ���Ħ��ĥ������Ӱ����о�[D]. �Ϸ�: �Ϸʹ�ҵ��ѧ��е����ѧԺ, 2008: 33-36.
LI Weirong. Study on the friction and wear properties of Copper-matrix anti-friction composites under different temperatures[D]. Hefei: Hefei University of Technology. School of Mechanical Engineering, 2008: 33-36.
[11] ��ʫ��, ��ƽ. Ħ��ѧԭ��[M]. ����: �廪��ѧ������, 2002: 303-331.
WEN Shizhu, HUANG Ping. Principles of tribology[M]. Beijing: Tsinghua University Press, 2002: 303-331.
[12] ұ��ƽ, �½���, �ܻ��. ճ��ʯī��������Ϳ�����Ħ��ĥ������[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2008, 39(1): 103-107.
YE Yinping, CHEN Jianmin, ZHOU Huidi. Fretting friction and wear properties of bonded graphite solid lubricating coatings[J]. Journal of Central South University (Science and Technology), 2008, 39(1): 103-107.
[13] ������, ���, ������, ��. SiC��ʯī����������ǿͭ�����ϲ��ϵ�Ħ��ĥ������[J]. ��е���̲���, 2015, 39(2): 90-93.
ZHOU Yongxin, XU Fei, L Zhenlin, et al. Friction and wear properties of Cu matrix composites hybrid reinforced with SiC and graphite particles[J]. Materials for Mechanical Engineering, 2015, 39(2): 90-93.
[14] ҦƼ��, ����, ������. Fe�� SiO2��ͭ��ɲ������Ħ��ĥ�����ܵ�Ӱ�����[J]. Ħ��ѧѧ��, 2006, 26(5): 478-483.
YAO Pingping, XIONG Xiang, LI Shipeng. Friction and wear behavior and mechanism of Fe and SiO2 in Cu based P/M friction material [J]. Tribology, 2006, 26(5): 478-483.
[15] ������, ½��, ������, ��. Fe-Mo-ʯī��Fe-Mo-Ni-ʯī�ĸ���Ħ��ĥ����Ϊ[J]. Ħ��ѧѧ��, 2013, 33(5): 475-480.
MA Wenlin, LU Long, GUO Hongru, et al. Tribological behavior of Fe-Mo-graphite and Fe-Mo-Ni-graphite composites at elevated temperature[J]. Tribology, 2013, 33(5): 475-480.
[16] Ф��, ������, ����. ɲ���ٶȶ�RMI-C/C-SiC���ϲ���Ħ��ĥ����Ϊ��Ӱ��[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2007, 38(4): 602-607.
XIAO Peng, FU Meirong, XIONG Xiang. Effect of sliding speed on friction and wear behaviors of RMI-C/C-SiC composites[J]. Journal of Central South University (Science and Technology), 2007, 38(4): 602-607.
[17] ������, �߷�, �α��, ��. Ħ���ٶȶ�ͭ��Ħ������Ħ��ĥ������Ӱ��[J]. Ħ��ѧѧ��, 2009, 29(1): 89-96.
HAN Xiaoming, GAO Fei, SONG Baoyun, et al. Effect of friction speed on friction and wear performance of Cu-matrix friction materials[J]. Tribology, 2009, 29(1): 89-96.
[18] �½�, ����, ҦƼ��. Ħ�����¶ȶ�����Ħ������Ħ��ĥ������Ӱ��������о�[J]. ��ĩұ����, 2004, 22(4): 223-227.
CHEN Jie, XIONG Xiang, YAO Pingping. Effect of rubbed surface temperature on frictional behaviour of iron based P/M friction materials[J]. Powder Metallurgy Technology, 2004, 22(4): 223-227.
(�༭ ����ΰ)
�ո����ڣ�2017-05-23�������ڣ�2017-07-25
������Ŀ(Foundation item)��������Ȼ��ѧ����������Ŀ(41572362)���㶫ʡ�Ƽ�װ����Ա������Ŀ(2016KZ010104) (Project(41572362) supported by the National Natural Science Foundation of China; Project(2016KZ010104) supported by the Scientific and Technological Projects of Guangdong Province)
ͨ�����ߣ���ʢ�٣����ڣ���ʿ����ʦ�����»�е���켰���Զ����о���E-mail: qusg@scut.edu.cn

