���±�ţ�1004-0609(2013)04-0957-07
�������������ѹ�Ʊ�2A12���Ͻ�
����ΰ�������ɣ��ܾ�������Ӣ�� ��������嫣��� ��
(����������ѧ ���Ͽ�ѧ�빤��ѧԺ������ 650093)
ժ Ҫ���������Ƶ��������������ѹ�豸�����2A12���Ͻ���������������ѹ���飬�����d 7 mm�����Ͻ���Ʒ�������ù�ѧ������ɨ��羵��������֯���з���������������ڱ����������£�����Ʒ��ñ״�Ĵ־����ϸ���㽻��Ѷ���ɣ��־���ľ����ߴ粻����30 ��m��ϸ����ľ����ߴ���10 ��m���£�����Ʒ�ڽ��������ߴ���3 ��m���ڵĿ�������ܶȿɴ�99.1%��
�ؼ��ʣ��������̣�������ѹ������������ѳ��β��ϣ�����֯
��ͼ����ţ�TG 146.2 �� �� ���ױ�־�룺A
2A12 aluminum alloy produced by spray forming Conform
WANG Chuang-wei, YIN Jian-cheng, ZHOU Jing-bo, LIU Ying-li, GAO Peng, LI Ming-han, ZHONG Yi
(Faculty of Materials Science and Engineering, Kunming University of Science and Technology,
Kunming 650093, China)
Abstract: The spray forming Conform experiment of 2A12 aluminum alloy was accomplished by self-made spray forming Conform equipment. Ultimately, the Al alloy rod with diameter of 7 mm is obtained. The microstructure of the Al alloy rod was analyzed by optical microscopy (OM) and scanning electron microscopy (SEM). The results show that the alloy rod is composed of alternately hat-like coarse-grained layer with grain size under 30 ��m and fine-grained layer with grain size under 10 ��m. There are a little holes with size less than 3 ��m, and the relative density of the product is 99.1%.
Key words: rapid solidification; Conform; spray forming; difficult forming materials; microstructure
������Ŀ��������Ȼ��ѧ����������Ŀ(50874055)������ʡ��Ȼ��ѧ����������Ŀ(2007E0013Z)
�ո����ڣ�2011-06-18�������ڣ�2013-02-22
ͨ�����ߣ������ɣ������ڣ���ʿ���绰��08715157895��E-mail: yjc_2002@126.com
�����������(Spray forming)��Ӣ��Swansea��ѧ��SINGER����[1]��20����70��������һ�ֲ����Ƚ��ӹ��������ǵ�ǰ�������������һ����Ҫ��չ���ü�������һ��������̹������߱����ŵ㣺�������ƫ����������ƫ�����ɻ��ϸС�����ȵĵ��ᾧ��ϸС�ij��������࣬�������ͣ��ȼӹ����������ȡ����⣬�������������̹��գ��־��п�ֱ���Ʊ�������������ϣ���Al��Pb��Cu��Mg��Ni��Ti��Co�Ͻ𡢸������ѳ��β��ϣ��Լ�������ǿ���������ϲ��ϡ��ݶȲ��ϡ�ԭλ���ɽ��������ϲ��ϵ�[2]���ü����������ڶ�������Ϲ�˾��Osprey Metals(Ӣ��)��Sumitomo Light Metals(�ձ�)��Sandvik Steel(���)��Peak(�¹�)��[3]���Լ�����Ժ������������ʵ���ҡ�����������ѧ������÷��ѧ����ʡ����ѧԺ��ţ���ѧ[4-9]�����ݴ�ѧ[10-13]�ȵļ�����Ȥ�����ڣ������Ƽ���ѧ[14-17]�����ϴ�ѧ[18-23]����������ҵ�� ѧ[24-27]���Ͼ����պ����ѧ[28]���й�������ѧ�о� Ժ[29-30]���������ղ����о�Ժ[31]����ɽ�����ɷ�����˾[32]��������ɫ�����о���Ժ[33-34]��ɽ����ѧ[35]�����ɹſƼ���ѧ[36]�ȿ��л���Ҳ����������¼������²����з����濪չ�˽϶����
������������IJ���֮������������������������ڿ�϶����϶�ʿɸߴ�15%~20%����϶�ή�Ͳ��ϵ���ѧ������ǿ�ȡ����Ρ�����ģ�������ԣ����ή���ȵ��ʺ͵絼��[37]��Ϊ��߲��ϵ�ʹ�����ܣ�����ü�ѹ������/�������ȵȾ�ѹ��Ш��ѹ�Ƶ����ܻ����������������/��С��϶���������ȴ�����/��������Ż���֯���ڴ˹��������γ���֯�ֻ���֯�������⣬������������ijɲ��ʽϵͣ���Ҫ���������¼������棺ijЩҺ�β�δ�������ϱ��棬��������ϱ����Һ�λ��ĩ������������ͷβ�г�����������ӹ���ʧ��[2]�����⣬���������������ʵ���������������γ���Ʒ����϶࣬����Ч�ʵ͡�Ϊ����������⣬���ݴ�ѧ��LAVERNIA����[38-39]��������������˫������(Twin-roll casting)���ּ��������һ���γ����������¼���(Spray rolling)���ü����ɽ��������Ͻ�һ���Ƴɱ��������ж����̡������Ρ��ɱ��͡�������С�������Ѻõ��ŵ㡣����Ʒ����ϸС���ȵ�����֯�����ƫ����������ܶȸߴ�97%~99%���ü�����������������ѧ���ҽ������Ͻ������ι��̼������������н���[40-41]�Ĺ�ע�����Ƕ����������������̽����˽�Ϊϵͳ����ֵģ�⣬ģ�����������Ǻϵúܺá�
������ѹ����(Conform)��Ӣ��ԭ���ܾ�(UKAEA)˹���ַƶ����о�����GREEN������1971������ģ��ü�����������ŵ㣺�ܺĵͣ��ɱȳ��漷ѹ�����ܺ�30%���ϣ����ϲ���Ԥ�ȣ������˹�����豸Ͷ�ʣ���ʵ�����������ϵ���������������������Ͷ������ʣ������������ڣ�����ȼ����˼�ѹѹ�ࡢ��ͷβ�ȼ��η��ϣ���Ʒ�ʸ�(�ɴ�95%����)�����Ҵ���������Ʒ�س��ȷ�����֯�����ܵľ����ԣ��豸���գ�ռ�����С[42]���ü����ѹ㷺Ӧ����Cu��Al��Pb��Zn����ɫ�����ܰ����ߵ��������������յ��ܡ�ͨ��ƽ�����ܡ�ͭ���ȣ����������ܡ�������ͭ������������ڰ�Ҳ�Ǹü���DZ�ڵ�Ӧ�ö������ڲ����ڶ�ͷ��������Լ90��ת�䣬�����ڵȾ��Ǽ�ѹ(Equal channel angular pressing��ECAP)���̣�LANGDON��[43]��XU��[44]�Լ�RAAB��[45]����Conform���ڴ����Ա���(Severe plastic deformation��SPD)���������Ʊ���ϸ��6061���Ͻ�Al-Mg�Ͻ𡢴����Ȳ��ϡ���Conform����Ϊ��������������������ѹ����(Conclad)����������(Castex)���������̬����(Continuous semisolid forming)[46-47]���������伷ѹ(Continuous rheo- extrusion)[48]�Ƚ��������¼��������ڵ����ϴ� ѧ[49]���Ϻ���ͨ��ѧ[50-51]��������ͨ��ѧ[52-53]�������� ѧ[46-48]������������ѧ[54]��������ѹװ�����¼����²����з������ѽ����˽�Ϊ�㷺���о���
��Spray rolling�����������£���������������������������ѹ�����Ƚ����������һ��Ĺ��룬�γ��������������ѹ�¼���(Spray forming Conform)���乤��ԭ�����£��Ͻ������Ͻ�Һ�ӵ�������������������ʱ���ڸ��������������£�����ΪСҺ�β��������̣������Ϳ������������£�СҺ�η���������ѹ���ļ�ѹ�ֲ۲��������ֲ��ڣ���Ϊ������ѹ�����ϣ���ѹ����������е����á������漷ѹ����ת������ͷ�������ת��ģǻ����ģ���������γ���Ʒ��ͼ1��

ͼ1 �������������ѹԭ��ͼ
Fig. 1 Schematic diagram of spray forming Conform: 1��Honeycomb duct ; 2��Rollers for area control; 3��Variable- frequency motor; 4��Guide roller; 5��Extrusion wheel; 6��Chamber and die assembly; 7��Fixed shoe; 8��Clamping apparatus
; 2��Rollers for area control; 3��Variable- frequency motor; 4��Guide roller; 5��Extrusion wheel; 6��Chamber and die assembly; 7��Fixed shoe; 8��Clamping apparatus
Spray forming Conform�������������������������ѹ�����Ƚ��������ŵ�֮�⣬���������ŵ㣺һ����Ʒ���ܶȸߣ��γ���Ʒǰ��������������ξ���ѹʵ�ֵ����ƣ�������ѹ����ѹ���ֲ���ģǻ���湹�ɵġ���ѹͲ���ڵľ��Ҽ��У���ͷ������֣��Ӽ�ѹ���ֲ�ת90�������Ͽ�ʱ������ECAP���̣�ģǻ�ڵĸ߾�ˮѹ��(�ɴ�800~1 000 MPa)���������̾������ڿ�϶�ıպϡ�������֯����������Ӿ��ȡ�ϸС����Ҫ���������¼������棺1) ˮ�伷ѹ���ֲ��ڵij��������Ժܱ���������һ���������ȴ���ʣ�ϸ��������������������������ڸ�������ȴ�ٶȲ����С�������ߴ������һ�£�2) �������ڵ�����֯�ڼ�ѹ���ֲ��ڡ�ת����Ͽ�ʱ���Լ���ģǻ�ڶ����ܵ����ҵļ������飬�ɽ�һ��ϸ��������ʹ�Ͻ�Ԫ�طֲ������ȣ�3) �ڼ�ѹ�����У����ϳʰ��̬�����е�Һ�����������ʱ������Castex����������֯������Ǿޱ״������״�����⣬�������(�����ĩ)�Ļ���������κ�λ�ã����ھ���ϸ�������dzɲ��ʸߣ������ĩ�������Ϳ��������������뼷ѹ���ֲ۳�Ϊ��Ʒ����ѹ�ࡢ��ͷβ�ȼ��η��Ϻ��١���������Ч�ʸߣ����Ͻ�Һ��������������Ʒ������������
Spray forming Conform�����������ǽ����п���������֯�İ��̬������Ϊ������ѹ�����ϣ��ı������еĹ��������ɵ������ϵı��ο������ʸü���������������������ѹ��Ʒ�����й������ ����13 000 mm2�����ȡ�320 mm�Ĺܰ�����[55]��Ӧ���г�ʮ�ֹ�������յ����û���������ij��˾��һ�����ҹ���������4 000��֧��Լ������1��t�������ΪZL109���躬��Ϊ12.9%��Ҫ���쳤�ʲ�����5%�������������+�ȼ�ѹ�Ƶõ�ZL109�쳤�ʿɴ�7%����ȫ��������Ҫ���⣬��ǿ���Ͻ�7150��7055��С���ѹ�Ͳģ��������Ͻ�Al-Cu���������Ͻ�Al-Li���Լ�ͭ�Ͻ𣬸ߺϽ�֣�����֣������Ͻ�Si-Al�Ͻ������ѳ��β��ϵ�Ҳ��Spray Conform����DZ�ڵ�Ӧ�ö���
Spray forming Conform������ƿ�����������������Ͽ�������ѹ�ֲ۽�խ��ʵ�ֶ��ߵ���Ч��ϱȽ����ѡ��������ڿ����������������״���濪չ�˽϶�����о������������ʹ���������Ƶ����Ϳ�����ʱ����ѡ�ú��ʵ�����͵����ܣ������ȶȡ���������ѹ���Ȳ���ѡ��ǡ��ʱ���ɻ�ý������ϸխ��״������[56]��
�������о��Ļ����Ͽ������齨���������������ѹ�豸�����������״β��ø��豸��2A12���Ͻ�������������������ѹ���飬����˸����Ͻ���������������ѹ��Ʒ�����Ը���Ʒ����������֯������
1 ʵ��
������ԭ��Ϊ2A12���Ͻ�������ɷ�ΪAl-4.3Cu-1.5Mg(����������%)���������������ѹ�豸����JL350��������ѹ���ϸ�����ɵģ���ͼ2�����豸��Ҫ�����������֡��������ֺ�������ѹ3���֡�������������SSF-60-H����Ƶ��Ӧ�����豸������ɵĸ�Ӧ����¯���������Ϊ60 kW������������Ϊ6 kg������������Ҫ����������ʽ���죬�ڿ׳ߴ�Ϊ2 mm��10 mm�ķ��ε����ܺ����Ϳ�����[56]����������ģ��ģ��ֱ��Ϊd 7.07 mm����ѹ��Ϊ5.2��

ͼ2 �������������ѹ�豸
Fig. 2 Equipment of spray forming Conform
�ο�������ǰ�ڵ��о�������ƶ����ĵĹ��ղ����������������ڱ�1��
��1 2A12���Ͻ��������������ѹ����
Table 1 Process parameters of spray forming Conform of 2A12 aluminum alloy

�����Ͻ���Ʒ�ֱ����ݽ���ͺ�����ʿ�����ĥ�����2 mL HCl+3 mL HNO3+5 mL HF+ 190 mLˮ��Һ��ʴ����XJP-6A�����¹۲�������֯������XL30-ESEM-TMP����ɨ��羵�Խ�������������й۲죬������Ʒ�ڵ��ʵ���������������ܶȲ��Բ�����ˮ��������
2 ���������
ͼ3��ʾΪ�������������ѹ̬2A12���Ͻ������֯����ͼ3(a)�ɼ����������������ѹ̬2A12���Ͻ�����֯���������������������������״�ֲ��������߶���Լ����Ʒ���Ĵ������㳯������
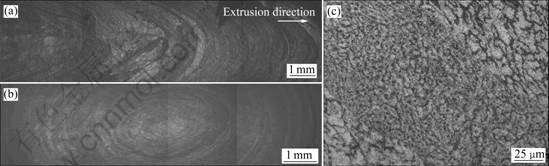
ͼ3 �������������ѹ̬2A12���Ͻ������֯
Fig. 3 Microstructures of as-spray forming Conform 2A12 Al alloy: (a) Longitudinal section; (b) Cross section; (c) Junction of light stripe and dark stripe
����Ʒ���������������ľ����״��ͼ��������������������Բ�����ɣ���Щ�������Ļ�������Ʒ�������غϣ���ͼ3(b)�����������ڵľ����ߴ��Դ�Լ20~30 ��m����֮Ϊ�־��㣬�ϰ������ڵľ����ߴ���10 ��m���ڣ�����Ϊϸ���㣬��ͼ3(c)�����⣬�ڹ�ѧ�����£���Ʒ�ڲ�δ�۲쵽��϶��
��ͼ1��֪����������������У�����ѹ��������ת�����ڼ�ѹ�ֲ��ڿ��γɺ�Ƚ�Ϊ���ȵĴ�״������������ʵ�������£���״��������Լ2~3 mm����״�������漷ѹ�ֲ���ת������ͷ�����裬ͣ���ڶ�ͷǰ�������ij�����ͬ��Ҳ�����ڶ�ͷǰ������ˣ���ͷǰ�����ϱ�Խ��Խ���������ۻ����㹻��ȣ����ϱ��������ͷǰ���ֲ�(��������ѹ�ġ���ѹͲ��)���ں������ϵ��ƶ��£���ͷǰ�������Ͽ�ʼ���Σ������ڵ�Ӧ��ˮƽ�����ߣ��ֲ۲�ڶԸò������ϵ�Ħ������������Ħ�����ﵽһ���̶Ⱥ�ͷǰ�������Ͽ�ʼת����Ͽף��̶���ģ�ߵ��������γ���Ʒ��������ͨ�����Ħ�����������£������Ľ��������������������������ٽϿ죬���ǣ�ԭΪ����ƽ��Ĵ�״���ϱ���ˡ�ñ״����
��ϸ�����Ľ������Ӧ���״������������ڵ���ȴ�ٶȲ�ͬ�йء���ѹ���¶Ƚϵͣ��ȳ��������ϲ���(������ѹ�ֲ۵IJ���)���ٺܿ죬����ϸС�����ȵ����ӣ������������ϵij�������(���ѳ���������)���¶�Խ��Խ�ߣ���ȴ�ٶ�Խ��Խ���������ߴ�ҲԽ��Խ����ˣ���״���ϵľ����ߴ��ں�ȷ������϶�����С��������Ʒ���ɶ���״���ϵ��Ӷ��ɣ����������״���ϽӴ��洦���������ϸ����־���ͻ�䡣��������ѡȡ�ļ�ѹ��ת�ٽ�С�����������һ��������ͬ�������������£���ѹ�ֲ��ڵ����������״���ϵĺ�ȿɼ�Ϊԭ����һ�룬��״�����ں�ȷ����ϵľ����ߴ罫������һ�£�����״ͼ������ʧ��
��ɨ��羵�£��ɿ�����Ʒ���кܶ�ϸС��ɢ�ĵڶ����ʵ㣬�ߴ���2 ��m���£��ҷֲ����ȣ���ͼ4������������������ʵ��е���ҪԪ��ΪAl��O��ӦΪAl2O3�����������Ŀ����Ҫ����̽���������������ѹ�����Ŀ����ԣ���������β�δ���ö������ձ������������Ƚ����ء�Ȼ��ֵ��ע�������������ϸС�Ľ���״����ɢ�ֲ�����Ը�ǿ���Ͻ����ѧ�����к�Ӱ�컹�д���⡣
��ͼ4���ɿ������ڷŴ����ϴ�ʱ����Ʒ���Կɹ۲쵽�п�϶���ڣ�����ߴ��С������϶Ҳ������3 ��m����Ʒƽ������ܶ�Ϊ99.1%��������[22-23]����Ш��ѹ�Ʒֱ����������������Ͻ�Al-Fe-V-Si��7075���Ͻ���������ܻ������������γ̶ȷֱ�Ϊ50.4%��60%ʱ������ܶȿɴﵽ99.3%��99.6%���ɼ����������������ѹ̬�����Ͻ��뾭���ܻ�����������������ϵ����ܶ��൱���⽫������̸ߺϽ���ϵļӹ����̡�
MCHUGH��[37]���о����������弸����״����������¶ȡ�����ǡ��Ͻ�ɷֵȶ�����������Ŀ�϶�ʾ���Ӱ�졣�����������У��۵��е�Һ�������Ӱ����Ʒ���ܶȵ���Ҫ���أ���Һ�������Խϸ�ʱ������ȫ������϶����Ʒ�ﵽ��ȫ���ܡ����������������ѹ�У���Һ������⣬��ѹ��Ҳ��Ӱ���϶�ʡ�ͬ�������£�����ѹ�Ƚϴ�ʱ��ģǻ�ڵľ�ˮѹ�������ߣ�������������ѹʵ����ʱ����ѹ���ֲ�Ҳ���ṩ�����Ħ������ʹ�á���ѹͲ���䳤������������ڶ�ͷǰ���ʱ���ܵļ�Ӧ��ˮƽҲ���ߣ��Կ�϶�ıպ�Ҳ����������ˣ�Ϊ���������������������ѹ�����ڵĿ�϶����ͨ��������������ѹ������������������롢��ߺϽ���Һ���ȶȵ�������۵��ڵ�Һ�������������ѹ����ʵ�֡�
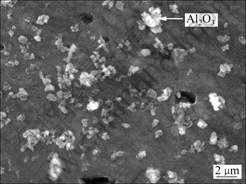
ͼ4 ��Ʒ��SEM��
Fig. 4 SEM image of product
3 ����
1) �������������ѹ�����ǽ����������������ѹ�����Ƚ����������л���Ϻ��γɵ�һ�ֿ���������������������¼��������������Ƶ��������������ѹ�豸�ϣ�ʵ����2A12���Ͻ���������������ѹ���������ܶȸߴ�99.1%�����Ͻ���Ʒ���뾭���ܻ������������������ϵ�����ܶ��൱��
2) �������������ѹ��Ʒ��һ��㡰ñ״���Ĵ־����ϸ���㽻��Ѷ���ɣ���ñ���������뼷������һ�£��侧���ߴ����10~30 ��m֮�䡣
REFERENCES
[1] SINGER A R E. The principles of spray rolling of metals[J]. Metals & Materials, 1970, 4(6): 246-250, 257.
[2] GRANT P S. Spray forming[J]. Progress in Materials Science, 1995, 39: 497-545.
[3] �� ��, �� ΰ, �� ��, ������, ��ռ��. ����������Ͻ�����о���״�뷢չ����[J]. �������Ͽ�ѧ�빤��, 2009, 32(2): 120-124.
MA Li, CHEN Wei, ZHAI Jing, GUO An-zhen, QIN Zhan-min. Research status and development trend of spray-forming high property Al-alloys material[J]. Ordnance Material Science and Engineering, 2009, 32(2): 120-124.
[4] ZHANG G, LI Z, ZHANG Y, MI J, GRANT P S. Modeling the deposition dynamics of a twin-atomizer spray forming system[J]. Metallurgical and Materials Transactions B, 2010, 41(2): 303-307.
[5] MI J, GRANT P S. Modelling the shape and thermal dynamics of Ni superalloy rings during spray forming Part 1: Shape modeling��Droplet deposition, splashing and redeposition[J]. Acta Materialia, 2008, 56(7): 1588-1596.
[6] MI J, GRANT P S. Modelling the shape and thermal dynamics of Ni superalloy rings during spray forming. Part 2: Thermal modeling��Heat flow and solidification[J]. Acta Materialia, 2008, 56(7): 1597-1608.
[7] MI J, GRANT P S, FRITSCHING U, BELKESSAM O, GARMENDIA I, LANDABEREA A. Multiphysics modelling of the spray forming process[J]. Materials Science and Engineering A, 2008, 477(1/2): 2-8.
[8] GRANT P S. Solidification in spray forming[J]. Metallurgical and Materials Transactions A, 2007, 38(7): 1520-1529.
[9] HOGG S C, PALMER I G, THOMAS L G, GRANT P S. Processing, microstructure and property aspects of a spraycast Al-Mg-Li-Zr alloy[J]. Acta Materialia, 2007, 55(6): 1885-1894.
[10] XU C, FURUKAWA M, HORITA Z J, LANGDON T G. Using ECAP to achieve grain refinement, precipitate fragmentation and high strain rate superplasticity in a spray-cast aluminum alloy[J]. Acta Materialia, 2003, 51: 6139-6149.
[11] XU C, FURUKAWA M, HORITA Z J, LANGDON T G. Influence of ECAP on precipitate distributions in a spray-cast aluminum alloy[J]. Acta Materialia, 2005, 53(3): 749-758.
[12] MARCO J S, GAO N, FURUKAWA M, HORITA Z J, XU C, LANGDON T G. Microstructural developments in a spray-cast Al-7034 alloy processed by equal-channel angular pressing[J]. Reviews on Advanced Materials Science, 2004, 7: 1-12.
[13] GAO N, STARINK M J, FURUKAWA M, HORITA Z J, XU C, LANGDON T G. Microstructural evolution in a spray-cast aluminum alloy during equal-channel angular pressing[J]. Materials Science and Engineering A, 2005, 410/411: 303-307.
[14] ZHANG Y Y, ZHANG, J S. Recrystallization in the particles interfacial region of the cold-sprayed aluminum coating: Strain-induced boundary migration[J]. Materials Letters, 2011, 65(12): 1856-1858.
[15] HOU L G, CUI C, ZHANG J S. Optimizing microstructures of hypereutectic Al-Si alloys with high Fe content via spray forming technique[J]. Materials Science and Engineering A, 2010, 527(23): 6400-6412.
[16] HUANG H J, CAI Y H, CUI H, HUANG J F, HE J P, ZHANG J S. Influence of Mn addition on microstructure and phase formation of spray-deposited Al-25Si-xFe-yMn alloy[J]. Materials Science and Engineering A, 2009, 502(1/2): 118-125.
[17] CAI Yuan-hua, LIANG Rui-guang, SU Zhan-pei, ZHANG Ji-shan. Microstructure of spray formed A1-Zn-Mg-Cu alloy with Mn addition[J]. Transactions of Nonferrous Metals Society of China, 2011, 21(1): 9-14.
[18] LI W, CHEN Z H, CHEN D, TENG J, FAN C. Low-cycle fatigue behavior of SiCp/Al-Si composites produced by spray deposition[J]. Materials Science and Engineering A, 2010, 527: 7631-7637.
[19] CHEN Z H, FAN C H, CHEN Z G, LI W, CHEN D. Densification of large-size spray- deposited Al-Mg alloy square preforms via a novel wedge pressing technology[J]. Materials Science and Engineering A, 2009, 506: 152-156.
[20] CHEN Z H, HE Y Q, YAN H G, CHEN Z G, YIN X J, CHEN G. Ambient temperature mechanical properties of Al-8.5Fe-1.3V- 1.7Si/SiCp composite[J]. Materials Science and Engineering A, 2007, 460/461: 180-185.
[21] ZHOU Tao, CHEN Ding, CHEN Zhen-hua. Microstructures and properties of rapidly solidified Mg-Zn-Ca alloys[J]. Transactions of Nonferrous Metals Society of China, 2008, 18(S1): s101-s106.
[22] ����, ��־��, �� ��, ����ǿ, �� ��. ��ߴ���������������Ͻ����Шѹ���ܻ�����ѧ����[J]. �й���ɫ����ѧ��, 2008, 18(8): 1383-1388.
CHEN Zhen-hua, CHEN Zhi-gang, CHEN Ding, HE Yi-qiang, CHEN Gang. Densification and mechanical properties of spray deposited large scale heat-resistant aluminum alloy tubular performs during wedge pressing[J]. The Chinese Journal of Nonferrous Metals, 2008, 18(8): 1383-1388.
[23] ����ǿ, ����, ���ź�, ������, �� ��. ��ߴ��������7075���Ͻ�Шѹ���ܻ�����[J]. ���Թ���ѧ��, 2010, 17(5): 66-70.
HE Wu-qiang, CHEN Zhen-hua, FAN Cai-he, WANG Can-rang, CHEN Ding. Densification technology of heavy gauge spray-deposited 7075 aluminum alloy in wedge pressing[J]. Journal of Plasticity Engineering, 2010, 17(5): 66-70.
[24] NING Z L, GUO S, CAO F Y, WANG G J, LI Z C, SUN J F. Microstructural evolution during extrusion and ECAP of a spray- deposited Al-Zn-Mg-Cu-Sc-Zr alloy[J]. Journal of Materials Science, 2010, 45: 3023-3029.
[25] ����ΰ, �」��, �ܸ���, �� ��, �Ź���. һ������������θ��ºϽ��ȱ��λ���[J]. ϡ�н��������빤��, 2010, 39(7): 1210-1214.
KANG Fu-wei, SUN Jian-fei, CAO Fu-yang, LI Zhou, ZHANG Guo-qing. Hot deformation mechanisms of a new spray formed superalloy[J]. Rare Metal Materials and Engineering, 2010, 39(7): 1210-1214.
[26] ����ΰ, �」��, �Ź���, �� ��, �� ��. ��������������ºϽ��ȱ������Լ�����֯�仯[J]. ����ѧ��, 2007, 43(10): 1053-1058.
KANG Fu-wei, SUN Jian-fei, ZHANG Guo-qing, LI Zhou, SHEN Jun. Characteristics of hot compression deformation and microstructure evolution of spray formed nickel base superalloy[J]. Acta Metallurgica Sinica, 2007, 43(10): 1053-1058.
[27] CUI C S, FRITSCHING U, SCHULZ A, LI Q C. Mathematical modeling of spray forming process of tubular preforms part 2. heat transfer[J]. Acta Materialia, 2005, 53: 2775-2784.
[28] ����̫, �κ���, �� ��, �� ��. ����ʽ������ι����������Լ��˶������Ż�[J]. �й���ɫ����ѧ��, 2007, 17(6): 878-884.
MA Wan-tai, SONG Hong-yuan, ZHANG Hao, ZHANG Jie. Deposition behavior and movement parameters optimization for reciprocating spray forming tubular[J]. The Chinese Journal of Nonferrous Metals, 2007, 17(6): 878-884.
[29] ������, л����, �� ΰ, �� ��, �λ�ƽ, �����. ���ܴ������������������ǿAl-Zn-Mg-Cu�Ͻ���֯�����ܵ�Ӱ��[J]. �й���ɫ����ѧ��, 2009, 19(12): 2099-2105.
LI Zhen-1iang, XIE Jian-xin, CHEN Wei, ZHAI Jing, REN Hui-ping, WANG Yu-feng. Effects of solid-solution on microstructure and property of high strength spray deposited Al-Zn-Mg-Cu alloy modified by Ni[J]. The Chinese Journal of Nonferrous Metals, 2009, 19(12): 2099-2105.
[30] ������, �� ΰ, �� ��, �λ�ƽ, �����. ����������������ǿ���Ͻ����֯�������о�[J]. �������Ͽ�ѧ�빤��, 2009, 32(3): 41-44.
LI Zhen-liang, CHEN Wei, ZHAI Jing, REN Hui-ping, WANG Yu-feng. Property and structure of ultra-high strength spray deposited A1-Zn-Mg-Cu alloy modified by Ni and Zr[J]. Ordnance Material Science and Engineering, 2009, 32(3): 41-44.
[31] �� ��, �Ź���, �� ��, Ԭ ��, ������, �� ��, ������. ������θ��ٸ��ڲ���֯�о�[J]. ���ղ���ѧ��, 2010, 30(5): 19-24.
ZHANG Yong, ZHANG Guo-qing, LI Zhou, YUAN Hua, XU Wen-yong, LIU Na, GAO Zheng-jiang. Research on microstructure of high speed steel prepared by spray forming[J]. Journal of Aeronautical Materials, 2010, 30(5): 19-24.
[32] ʷ����, �� ��, ������, �ֺ���, �����, �� ��. ������μ����ڸߺϽ�ģ�߸��е�Ӧ��[J]. ��ĩұ����Ͽ�ѧ�빤��, 2008, 13(3): 165-170.
SHI Hai-sheng, YAN Fei, FAN Jun-fei, LE Hai-rong, JIN Bing-zhong, PENG Yong. Application of spray forming technique in high alloy tool and mould steel[J]. Materials Science and Engineering of Powder Metallurgy, 2008, 13(3): 165-170.
[33] ������, �� ��, �ܰ���, ������, �챦��, ����ΰ, ��־��. �������Al-9.97Zn-2.65Mg-1.94Cu-0.12%Zr�Ͻ���Ȼ������е���֯�ݱ�[J]. �й���ɫ����ѧ��, 2010, 20(5): 820-826.
ZUO Yu-ting, WANG Feng, XIONG Bai-qing, ZHANG Yong-an, ZHU Bao-hong, LIU Hong-wei, LI Zhi-hui. Microstructural evolution of spray formed Al-9.97Zn-2.65Mg-1.94Cu- 0.12%Zr alloy during homogenization[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(5): 820-826.
[34] �� ��, �ܰ���, ������, �챦��, ����ΰ, ��С��. ˫��ʱЧ�������������Al-Zn-Mg-Cu�Ͻ�����֯����ѧ���ܵ�Ӱ��[J]. �й���ɫ����ѧ��, 2007, 17(7): 1058-1062.
WANG Feng, XIONG Bai-qing, ZHANG Yong-an, ZHU Bao-hong, LIU Hong-wei, HE Xiao-qing. Effect of two-step aging treatment on microstructure and mechanical properties of spray-deposited Al-10.8Zn-2.8Mg-1.9Cu alloy[J]. The Chinese Journal of Nonferrous Metals, 2007, 17(7): 1058-1062.
[35] LIU Dong-ming, ZHAO Jiu-zhou, LI Mu-sen. Modeling and experimental verification of tubular product formation during spray forming[J]. Transactions of Nonferrous Metals Society of China, 2009, 19: 661-667.
[36] XIANG Jin-zong, ZHANG Yin, FAN Wen-jun, WANG Ping, HE You-duo. Spray deposition behavior and numerical simulation of growth of tubular preform in spray forming process[J]. Journal of Iron and Steel Research, International, 2012, 19(2): 28-35.
[37] MCHUGH K M, UHLENWINKEL V, ELLENDT N. Density of spray-formed materials[C]// LAWCOCK R, LAWLEY A, MCGEEHAN P. Proceedings of the 2008 World Congress on Powder Metallurgy & Particulate Materials. Washington DC: Metal Powder Industries Federation, 2008: 51-65.
[38] YAO J L, MCHUGH K M, ZHOU Y Z, LAVERNIA E J. The selection of the spray deposition rate during the spray rolling process[J]. Metallurgical and Materials Transactions A, 2004, 35: 3595-3603.
[39] YAO J L, MCHUGH K M, ZHOU Y Z, LAVERNIA E J. The transient to steady-state transition during the spray-rolling process[J]. Metallurgical and Materials Transactions A, 2004, 35: 3633-3635.
[40] LI F X, LIU Y Z, LUO X. Numerical simulation of deposit shape evolution during the spray-rolling process[J]. Metallurgical and Materials Transactions A, 2012, 43(12): 4732-4739.
[41] �����, ������, ��ξ��. �������Ƽ������о���չ[J]. ���ϵ���, 2010, 24(12): 91-94.
LI Feng-xian, LIU Yun-zhong, LIU Wei-jun. Development of the technique of spray rolling[J]. Materials Review, 2010, 24(12): 91-94.
[42] л����. ���ϼӹ��¼������¹���[M]. ����: ұ��ҵ������, 2006: 197-198.
XIE Jian-xin. Advanced processing technology of materials[M]. Beijing: Metallurgical Industry Press, 2006: 197-198.
[43] VENKATESWARLU K, GHOSH M, RAY A K, XU C, LANGDON T G. On the feasibility of using a continuous processing technique incorporating a limited strain imposed by ECAP[J]. Materials Science and Engineering A, 2008, 485(1/2): 476-480.
[44] XU C, SCHROEDER S, BERBON P B, LANGDON T G. Principles of ECAP�CConform as a continuous process for achieving grain refinement: Application to an aluminum alloy[J]. Acta Materialia, 2010, 58(4): 1379-1386.
[45] RAAB G J, VALIEV R Z, LOWE T C, ZHU Y T. Continuous processing of ultrafine grained Al by ECAP�CConform[J]. Materials Science and Engineering A, 2004, 382(1/2): 30-34.
[46] �����, �¾���, ���岩, ��Ӣ��, ��˳��. ��ѹ�ȶ�6201���Ͻ���̬������ѹ������֯�����ܵ�Ӱ��[J]. �й���ɫ����ѧ��, 2004, 14(10): 1683-1688.
ZHOU Tian-guo, WEN Jing-lin, CHEN Yan-bo, LI Ying-long, WANG Shun-cheng. Effect of extrusion ratio on microstructures and properties of 6201 alloy wire produced by semisolid continuous extrusion[J]. The Chinese Journal of Nonferrous Metals, 2004, 14(10): 1683-1688.
[47] �����, �¾���, ���岩. �������̬����6201�Ͻ��߲ĵ���֯������[J]. �����о�ѧ��, 2005, 19(3): 331-336.
ZHOU Tian-guo, WEN Jing-lin, CHEN Yan-bo. Microstructures and properties of 6201 alloy wires manufactured by continuous semisolid forming[J]. Chinese Journal of Materials Research, 2005, 19(3): 331-336.
[48] ���ʹ�, ��ռ��, ������, ������. AZ31þ�Ͻ��Ͳ��������伷ѹ���ι��̵���ֵģ��[J]. �й���ɫ����ѧ��, 2010, 20(5): 923-929.
GUAN Ren-guo, ZHAO Zhan-yong, CHEN Li-qing, WANG Fu-xing. Numerical simulation of continuous rheo-extrusion process of AZ31 alloy[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(5): 923-929.
[49] �¹�ϼ, ������, ������, Ф����. Conform������ѹ���۷����е���ε�Ԫ��[J]. ��еǿ��, 1994, 16(1): 20-23.
CHEN Guang-xia, PENG Da-shu, ZUO Tie-yong, XIAO Jing-rong. The progressive element method of the Conform continuous extrusion[J]. Journal of Mechanical Strength, 1994, 16(1): 20-23.
[50] ���Ӷ�, ��ӱ��, ��ѩ��. ������ѹ���ι��̵ļ��������[J]. �й���ɫ����ѧ��, 2001, 11(S1): 48-51.
CHU Can-dong, PENG Ying-hong, RUAN Xue-yu. Computer simulation of continuous extrusion forming process [J]. The Chinese Journal of Nonferrous Metals, 2001, 11(S1): 48-51.
[51] ���Ӷ�, ��ӱ��, ��ѩ��. ������ѹ���ι��̷����е�Ħ��ģ��[J]. �Ϻ���ͨ��ѧѧ��, 2001, 35(7): 993-997.
CHU Can-dong, PENG Ying-hong, RUAN Xue-yu. Frictional model in computer simulation of continuous extrusion forming process[J]. Journal of Shanghai Jiaotong University, 2001, 35(7): 993-997.
[52] �� ��, �α��, �� ��, ���±�, �� ��. H65��ͭ�Ͻ�������ѹ�����е���֯�������ݱ�����[J]. �й���ɫ����ѧ��, 2009, 19(6): 1049-1054.
SUI Xian, SONG Bao-yun, LI Bing, YUN Xin-bing, GAO Fei. Characteristic of microstructure and properties evolution of H65 brass alloy during continuous extrusion process[J]. The Chinese Journal of Nonferrous Metals, 2009, 19(6): 1049-1054.
[53] �α��, ������, �� ��. ��ͭĸ��������ѹ��չ���μ�ѹ���ķ���[J]. ���Թ���ѧ��, 2011, 18(4): 6-10.
SONG Bao-yun, SONG Na-na, CHEN Li. Analysis of continuous extrusion extending forming force for wide copper bus-bar[J]. Journal of Plasticity Engineering, 2011, 18(4): 6-10.
[54] �� ��. ������ѹ��������Ӧ��[M]. ����: ұ��ҵ������, 2004: 25-26.
ZHONG Yi. Continuous extrusion technology and its application[M]. Beijing: Metallurgical Industry Press, 2004: 25-26.
[55] HE Y L, GAO F, SONG B Y, FU R, WU G M, LI J, JIANG L. Grain refinement of magnesium alloys by CONFORM: A continuous severe plastic deformation route?[J]. Materials Science Form, 2012, 706/709: 1781-1786.
[56] �ܾ���. �������������ѹ�豸�з���ʵ���о�[D]. ����: ����������ѧ, 2012: 17-34.
ZHOU Jing-bo. R & D and experimental study of spray deposition continuous extrusion equipment[D]. Kunming: Kunming University of Science and Technology, 2012: 17-34.
(�༭ ����)

