
Laser rapid forming of low cost hydride-dehydride titanium alloy powder
CHEN Jing(陈 静), ZHANG Feng-ying (张凤英), LIN Xin(林 鑫),
TAN Hua(谭 华), HUANG Wei-dong(黄卫东)
State Key Laboratory of Solidification Processing, Northwestern Polytechnical University, Xi’an 710072, China
Received 28 July 2006; accepted 15 September 2006
Abstract: Low cost hydride-dehydride (HDH) Ti-6Al-4V (Ti-64) alloy powder was employed to investigate the metallurgical quality and mechanical properties of laser formed samples. With appropriate control of the laser forming processing parameters and the loose density of HDH powder, two kinds of defect, i.e. porosity and ill-bonding, can be avoided. Rare earth Nd powder was added to HDH Ti-64 powder to purify laser formed alloy. The results show that with a few additive of Nd, the microstructure of laser formed alloy changes from Widmanst?tten morphology to a basket weave microstructure. Accordingly an appropriate addition of Nd is effective to improve both the strength and ductility of laser formed HDH Ti-64 alloy. The values of tensile test meet the wrought specification with the content of Nd ranging from 0.1%-0.2%(mass fraction).
Key words: laser rapid forming; hydride-dehydride titanium alloy powder; rare earth Nd; microstructure; mechanical properties
1 Introduction
Recent trend in the hot machining industry is to develop advanced net shape forming technologies in order to shorten delivery time and reduce manufacture cost of products remarkably. The technology of laser rapid forming (LRF) has been emerged and developed rapidly. Now LRF has turned from a magic concept to a recognized and reliable technology especially for titanium alloys[1-6]. It is favorable to reduce manufacture cost of LRF components in order to accelerate the application in both military and civil areas. At present, researchers prefer to selecting the gas-atomized (GA) titanium alloy powder as deposition material. Unfortunately, the cost of this kind of powder is comparatively high since GA pre-alloyed titanium powder is difficult to produce. The cost of powder is convinced to be one of critical questions that restrict the practical application of the LRF technology of titanium alloys[6]. With the progress that has been made in the preparation of the low cost hydride-dehydride(HDH) titanium alloy powder[7], it is an attractive mean to reduce the cost of laser formed parts by using HDH powder. However, the content of impurity elements (especially oxygen) of HDH powder is difficult to be controlled strictly, which will exacerbate ductility and toughness of LRF alloy. Meanwhile the characteristic (loose density, appearance of powder particles, etc) of HDH powder may have ill effect on LRF process[8-9]. In this paper, HDH Ti-6Al-4V (Ti-64) alloy powder was employed to investigate the metallurgical quality and mechanical properties of laser formed samples.
2 Experimental
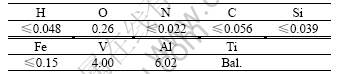
The experiments were carried out on a set of laser rapid forming equipment, which consisted of a 5 kW continuous wave CO2 laser, a special laser rapid forming machine and a high precision powder feeding system. LRF process was performed under the condition of inert ambience with oxygen content below 150×10-6 to prevent the molten pool from being contaminated by impurity gas elements. The deposition material used in the experiment was HDH Ti-64 alloy powder. The chemical composition of Ti-64 alloy powder is shown in Table 1. The substrate was commercial pure titanium sheets. The powder material was oven dried over 24 h in a vacuum drying furnace with 110 ℃ and the sheets were sand blasted before the experiment. Optical microscope and scanning electron microscope were used to observe the microstructure of the laser formed Ti-64 alloy. The mechanical properties were tested on INSTRON11-96 electronic tensile machine.
Table 1 Chemical composition of HDH Ti-64 alloy powder (mass fraction, %)
3 Results and discussion
3.1 Formation mechanism and influence factors of defects produced in LRF process
There are two kinds of defect produced in the laser formed samples. They are porosities and holes induced by ill-bonding. Under optical microscope it can be observed that the two defects have different appearance characteristic. The appearance of porosities is regular sphericity or close to sphericity. The distribution of porosities presents the characteristic of randomicity as shown in Fig.1(a). Meanwhile the appearance of ill-bonding holes is irregular with roughness inner wall. The holes distribute in the overlapping areas between the two adjacent deposition layers and passes. Fig.1(b) illustrates the ill-bonding holes.
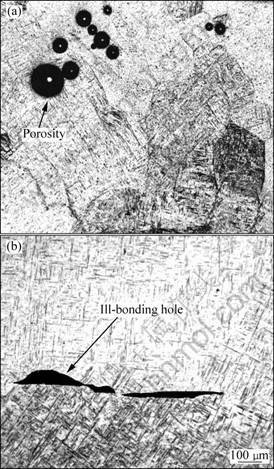
Fig.1 Appearance of defect produced in laser formed alloy: (a) Porosities; (b) Ill-bonding holes
The mismatching of the processing parameters is the main reason leading to ill bonding. Therefore with the appropriate control of the LRF process, this kind of defect can be avoided. It is convinced that optimizing the processing parameters is effective, including match of laser power, scanning velocity of laser beam, powder feeding rate, overlapping ratio and increment of Z-axis.
However the status is more complex for the formation mechanism of porosity than that of ill-bonding. And little systematic work was reported[10-12]. In our research, it is found that the porosity ratio is related to the loose density of the powder material.
The experimental results show that increasing the loose density of HDH powder can decrease the porosity ratio when the appearance and granularity of the powder particles remain unchangeable (as shown in Fig.2). The loose density of the powder is referred to as the mass filled in per unit as powder particles being piled loose. The numerical value of loose density is determined by particle appearance, granularity, granularity distribution, dense degree of particles and so on. Since the appearance and granularity of the powder particles remain constant, the numerical values of loose density of these four kinds of powders represent the dense degree of the different powder particles correspondingly. It can be seen from Fig.3 that the powder with loose density of 1.27 g/cm3 presents a loosen structure severely. Meanwhile the powder of 2.07 g/cm3 presents a dense structure to some extend. In LRF process, argon is used as the carried gas to deliver the powder particles, at the same time used as the restricting gas put on the nozzle to make the powder stream constrain successfully. Apparently, the powder particles with loosen structure is prone to be occupied by argon gas. The powder particles occupied with argon gas is fed into the molten pool during LRF process. Therefore the porosity is produced when the argon gas can not escape from the molten pool.
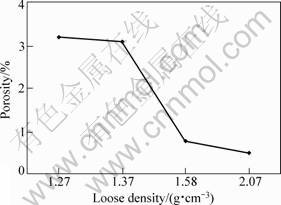
Fig.2 Influence of loose density of powder on porosity ratio
3.2 Influence of rare earth Nd on microstructure of laser formed alloy
Oxygen content of HDH titanium alloy powder is generally as high as 0.3% since the powder material is easy to be oxygenated during the powder preparation procedure. The rare earth Nd is usually selected to be an additive element to capture the oxygen element dissolved in α-Ti in order to improve properties of titanium alloy [13-15]. In this paper, Nd powder was added to HDH Ti-64 powder to purify LRF alloy. The microstructure of laser formed HDH Ti-64 powder is characteristic of Widmanst?tten morphology as the same as that with GA Ti-64 powder as deposition material[11, 16-17].

Fig.3 Appearance of powder particles with different loose densities: (a) 1.27 g/cm3; (b) 2.07 g/cm3
This typical Widmanst?tten morphology will be changed remarkably by adding the rare earth Nd powder with different contents to HDH Ti-64 powder. Fig.4 shows the influence of additive element Nd on the microstructure of the laser formed samples. It can be found that prior β grains (PβG) transform from huge columnar to coarse equiaxed crystals with the increase of Nd content ranging from 0.1% to 0.5% as shown in Figs.4(a)-(c). From Figs.4(d)-(f) it can be seen that the microstructure changes from Widmanst?tten morphology to a basket weave microstructure. It is attractive that a homogeneous basket weave microstructure is obtained with 0.1% Nd. And the size of α laths is uniform on the whole. Compared with Fig.4(d), prior α laths presents an evident coarse tendency to be lump or even to be colony with the increase of Nd content, as shown by the arrow in Figs.4(e) and (f), respectively.
3.3 Effect mechanism of rare earth Nd on laser formed microstructure
The columna to equiaxed transition is not prone to occur in most of the region in the molten pool for the small freezing range of Ti-64 alloy[18-19]. As a result, the macrostructure of laser formed Ti-64 is made up of huge columnar crystals. For Ti-6Al-4V-xNd alloy, the freezing range becomes larger with the increase of the content of Nd element according to the Ti-Nd binary alloy phase diagram. As a result, the composition undercooling area increases continuously too. Therefore, the columnar to equiaxed transition is easy to occur as observed in our experiments. Rare earth Nd can elevate the transformation temperature of α→β and promote the nucleation and growth of α phase. Thus with the additive of the rare earth Nd to Ti-64 powder, the laser formed microstructure changes from Widmanst?tten morphology to a basket weave microstructure since the nucleation occurs not only at the PβG boundary but also within the β grain. It is the nucleation fairly occurred within the β grain that restrains the formation of Widmanst?tten a. With the increase of Nd content further, α phase grows dominantly. Hence α laths presents an evident coarse tendency to be colony. Furthermore, Nd enriched on the grain boundary is favorable to the nucleation and growth of a phase. The more the content of Nd, the easier the above-mentioned course occurs. So the grain boundary of prior β becomes wider and more distinct with the increase of the content of Nd as illustrated in Figs.4(a)-(c). Fig.5 shows the appearance of the grain boundary of Ti-6Al-4V-0.1Nd and Ti-6Al-4V-0.5Nd. It can be found that there are a colonies grown from grain boundary with the increase of Nd content to 0.5%. The developed α colonies are unfavorable to the ductility of the laser formed alloy.
3.4 Mechanical properties of laser formed Ti-64 samples
The tensile specimens were laser formed with HDH powder with loose density of 2.07 g/cm3. The tensile test results are shown in Fig.6. The strength of LRF sample with no addition of Nd reaches 1.320 GPa and the elongation is only 4.3%. It is the combination effect result of a high oxygen content of HDH powder and a Widmanst?tten microstructure formed in LRF process. From Fig.6 it can be seen that the ultimate strength of LRF samples at first decreases to 970 MPa and then increases to 1130 MPa with Nd content ranging from 0.1% to 0.5%. And the elongation is reversed. The numerical values of tensile test meet the wrought specification with Nd content ranging from 0.1% to 0.2%. It is convinced that an appropriate addition of Nd is effective to improving the mechanical properties of laser formed parts with the HDH Ti-64 powder as deposition material.
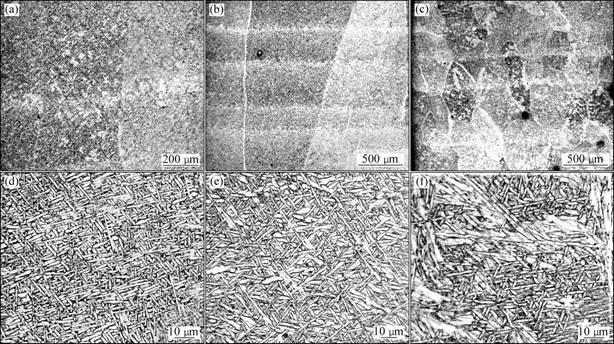
Fig.4 Optical micrograph of laser formed Ti-6Al-4V-xNd: (a)-(c) Macrostructure; (d) - (f) Microstructure; (a) and (d) Ti-64+ 0.1%Nd; (b) and (e) Ti-64+0.3%Nd; (c) and (f) Ti-64+0.5%Nd

Fig.5 Appearance of grain boundary of Ti-6Al-4V-xNd: (a) Ti-6Al-4V-0.1Nd; (b) Ti-6Al-4V-0.5Nd
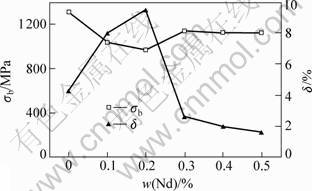
Fig.6 Influence of Nd content on room tensile properties of laser formed Ti-64 alloy
The action mechanism of the rare earth Nd is based on the following points. The first is that Nd can scavenge oxygen from the titanium matrix and precipitate in the form of Nd oxides. The second is on the basis of the effect mechanism of rare earth Nd on the laser formed microstructure. Obviously a homogeneous basket weave microstructure with uniform size of α laths shown in Fig.4(a) is favorable both to the strength and ductility. It is noticeable that with the increase of Nd content over than 0.2%, the strength changes little and the elongation decreases sharply. The results indicate that the excessive Nd is unfavorable. It is comprehensible since a colonies present on the basket weave matrix or even on the grain boundary with the increase of Nd content. The other reason is that both the quantity and size of Nd oxides become large.
4 Conclusions
There are two kinds of defects, i.e. porosity and holes induced by ill-bonding, produced in the laser formed samples. Defect can be avoided by appropriate control of LRF processing parameters and the loose density of the powder. The laser formed microstructure changes from Widmanst?tten morphology to a basket weave microstructure with the additive of the rare earth Nd. With the increase of Nd content over than 0.1%, some prior α laths present an evident coarse tendency. With the increase of Nd content to 0.5%, the developed α colonies present on the grain boundary. It is convinced that an appropriate addition of Nd is effective to improving the mechanical properties of laser formed alloy with HDH Ti-64 powder as deposition material. The values of tensile test meet the wrought specification with the content of Nd ranging from 0.1% to 0.2%.
References
[1] ARCELLA F G, FROES F H. Producing titanium aerospace components from powder using laser forming[J], JOM, 2000, 52(5): 28-31
[2] ARCELLA F G, ABBOTT D H, HOUSE M A. The Forty-First AIAA Structures, Structural Dynamics and Materials Conference[C]. New York: Springer Verlag, 2000: 1464-1473
[3] BLACKWELL P L, WISBEY A. Laser-aided manufacturing technologies; their application to the near-net shape forming of a high-strength titanium alloy[J]. Journal of Materials Processing Technology, 2005, 170: 268-276.
[4] WU Xin-hua, MEI Jun-fa. Near net shape manufacturing of components using direct laser fabrication technology[J]. Journal of Materials Processing Technology, 2003, 135: 266-270.
[5] MAZUMDER J, DUTTA D, KIKUCHI N, et al. Closed loop direct metal deposition: art to part[J]. Optics And Lasers in Engineering, 2000, 34: 397-414.
[6] WILLIAMS J C, Jr STARKE E A. Progress in structural materials for aerospace systems[J]. Acta Materialia, 2003, (51): 5775-5799.
[7] WU Yin-jiang. The development and application of the low cost titanium powder for automobile[C]//The Tenth World Titanium Alloys Conference. Munich, 2003: 1608.
[8] HUANG Yu, TANG Hui-ping, CHEN Jing, ZHANG Feng-ying, CUI Yong-fu, WU Yin-jiang. Research of rapid laser deposition by different appearance titanium and titanium-alloy powder[J]. Applied Laser, 2005, 25(2): 81-83.
[9] CHEN Jing. Research on powder delivery and molten pool evolution in laser rapid forming process through in situ observation technique[D]. Xi’an: Northwestern Technical University, 2004: 46-68.(in Chinese)
[10] Kobryn P A, Moore E H, Semiatin S L. The effect of laser power and traverse speed on microstructure, porosity, and build height in laser-deposited Ti-6Al-4V[J]. Scripta Mater, 2000, 43: 299.
[11] WU Xin-hua, LIANG Jing, MEI Jun-fa, MITCHELL C, GOODWIN P S, VOICE W. Microstructures of laser-deposited Ti-6Al-4V[J]. Materials and Design, 2004, 25: 137-144.
[12] DUTTA MAJUMDAR J, PINKERTON A, LIU Z, MANNA I, LI L. Microstructure characterization and process optimization of laser assisted rapid fabrication of 316L stainless steel[J]. Applied Surface Science, 2005, 247: 320-327.
[13] LI G P, LI D, LIU Y Y, GUAN S X, WANG Q J. Nd-rich phase particles in as-forged Ti-5Al-4Sn-2Zr-1Mo-0.25Si-1Nd alloy[J]. Acta Metallurgica Sinica, 1998, 11(4): 261-264.
[14] TANG Hui-ping, HUANG Bo-yun, LIU Hai-yan, HUANG Yuan-ping, LIU Yong, OUYANG Hong-wu. The influence of the rare earth element Nd on the room tensile properties of a PM Ti alloy[J]. Rare Metal Materials and Engineering, 2004, 33(1): 43-46.(in Chinese)
[15] TANG Hui-ping, LIU Yong, WEI Wei-feng, CHEN Li-fang. Effects of rare earth element on microstructure and mechanical properties of powder metallurgy Ti alloy[J]. The Chinese Journal of Nonferrous Metals, 2004, 14(2): 244-249.(in Chinese)
[16] ZHANG Feng-ying. The laser rapid forming technology with low cost hydrogenation dehydrogenization titanium alloy powders[D]. Xi’an: Northwestern Technical University, 2006: 41-53.(in Chinese)
[17] CHEN Jing, XUE Lei, YANG Hai-ou, TAN Hua, HUANG Wei-dong. Microstructure and mechanical properties of laser rapid formed Ti-6Al-4V alloy[J]. The Chinese Journal of Nonferrous Metals, 2006, 35 (S1): 160-163.(in Chinese)
[18] LIN Xin, LI Yan-min, WANG Meng, FENG Li-ping, CHEN Jing, HUANG Wei-dong. Columnar to equiaxed transition during alloy solidification[J]. Science in China, Series E, 2003, 46(5): 475-489.
[19] ZHANG Shuang-yin. Research on microstructures and properties of Ti-6Al-4V titanium alloy in laser rapid forming processing[D]. Xi’an: Northwestern Technical University., 2006: 40-49.(in Chinese)
(Edited by CHEN Can-hua)
Foundation item: Projects (50331010) supported by the National Natural Science Foundation of China; project (05XE0131) supported by the Talent Cultivating Program of Northwestern Polytechnical University
Corresponding author: CHEN Jing; Tel: +86-29-88494001; E-mail: phd2003cjj@nwpu.edu.cn

