文章编号:1004-0609(2007)02-0270-07
Al2O3/ZrO2(Y2O3)复合材料的可靠性、磨损形态及
其切削耐用度
马伟民1,闻 雷2,管仁国3,孙旭东3,李喜坤4
(1. 沈阳大学 材料科学与工程系, 沈阳 110044;
2. 中国科学院 金属研究所 沈阳材料科学国家(联合)实验室, 沈阳 110016;
3. 东北大学 冶金与材料学院, 沈阳 110004;4. 沈阳理工大学 材料工程学院,沈阳 110168)
摘 要:研究了Al2O3和Al2O3/ZrO2(Y2O3) 复合刀具材料的Weibull分布、磨损形态及其切削耐用度。用一元线性回归方法确定Al2O3/ZrO2(Y2O3)刀具的耐用度参数,分析切削条件对Al2O3/ZrO2(Y2O3) 复合刀具材料寿命的影响。结果表明:Al2O3和含2%(摩尔分数)及3%Y2O3的ZrO2/Al2O3(Al2O3/ZrO2(2Y)及Al2O3/ZrO2(3Y))复合刀具材料Weibull模数的m值分别是5.6、10.2和11.7, 说明Al2O3/ZrO2(3Y)陶瓷的可靠性最优;Al2O3/ZrO2(3Y)复合刀具切削40CrMoNiA合金钢的磨损形态主要来自磨粒磨损和粘结磨损,耐用度参数vc、f、ap的指数值分别为1.3、1.69和0.66, 陶瓷刀具更适合高速切削,最大影响因素是进给量(f),在最佳切削条件下(vc=140 m/min, ap=0.5 mm和f=0.3 mm/r)切削耐用度为3 h。
关键词:Al2O3/ZrO2(Y2O3)复合材料;刀具;可靠性;磨损形态;一元线性回归;耐用度
中图分类号:TQ 174.75 文献标识码:A
Reliability, abrasion modality and cutting lifetime of
Al2O3/ZrO2(Y2O3) composites
MA Wei-min1, WEN Lei2, GUAN Ren-guo3, SUN Xu-dong3, LI Xi-kun4
(1. Department of Materials Science and Engineering, Shenyang University, Shenyang 110044, China;
2. Shenyang National Laboratory for Materials Science, Institute of Metal Research,
Chinese Academy of Sciences, Shenyang 110016, China;
3. Institute of Metallurgy and Materials, Northeastern University, Shenyang 110004, China;
4. School of Materials and Engineering, Shenyang Ligong University, Shenyang 110168, China)
Abstract: The Weibull distribution, abrasion performance and cutting lifetime of Al2O3 of Al2O3/ZrO2(Y2O3) composites were investigated. The cutting lifetime of Al2O3/ZrO2(Y2O3) cutting tool was established using single linearity regression. The effects of different cutting conditions on the cutting lifetime of Al2O3/ZrO2( Y2O3) composite cutting tool were completely analyzed. The results show that Weibull modula (m) of Al2O3, Al2O3/ZrO2(2Y) and Al2O3/ ZrO2(3Y) composites are 5.6, 10.2 and 11.7 respectively, showing that the Al2O3/ZrO2(3Y) composite has the best reliability. The abrasion mechanism during cutting process of 40CrMoNiA alloy steel by Al2O3/ZrO2( Y2O3) cutting tool results from grain abrasion and adhesion abrasion. The parameters in the endurance model, vc, f and a p are 1.3, 1.69 and 0.66, respectively. The cutting tool material investigated at present is suitable for high-speed cutting. The maximal influence factor is the amount of feed (f). Under the optimum cutting conditions, vc=140 m/min, ap=0.5 mm and f=0.3 mm/r, the endurance life of the composite cutting tool is 3 h.
Key words: Al2O3/ZrO2(Y2O3) composite; cutting tool; reliability; abrasion modality; single linearity regression; cutting lifetime
新型陶瓷刀具材料的研究对提高切削效率、切削难加工材料及航天航空材料起着重要作用。1970年以后曾有研究报道高性能陶瓷材料增强、增韧的研究成果[1-3],从而推进了陶瓷刀具材料的应用与发展。当今欧美日等国家已经广泛应用氧化物陶瓷、混合陶瓷和塞隆陶瓷3大系列刀具材料,这些刀具在高速、高精度和高效率的数控加工方面具有优异的耐热性、耐磨性及化学稳定性,因而成为切削加工生产线的首选刀具。文献[4-7]报道了各种陶瓷刀具的切削性能,认为结构陶瓷材料将成为21世纪最有竞争力的刀具材料。陶瓷刀具材料的可靠性是对改进材料制备工艺过程及材料工业化应用进行综合评价的重要因素之一。本文作者对Al2O3、Al2O3/ZrO2(2Y)和Al2O3/ZrO2(3Y) 3种材料的Weibull分布模数进行了强度离散性分析,并将陶瓷刀具样品进行切削性能实验,用一元线性回归方法确立了刀具切削耐用度参数,评价出选择切削用量的优先顺序,对高速切削加工领域应用Al2O3/ZrO2陶瓷刀具提供了有价值的数据。
1 实验
采用低成本、高效率的机械球磨法制备出Al2O3/ZrO2(Y2O3)复合粉体[8],所得坯体经过200 MPa等静压成型后,在1 550 ℃下进行真空烧结,然后分别制备出3组复合陶瓷刀具试样:Al2O3、Al2O3/ZrO2(2Y)和Al2O3/ZrO2(3Y)试样,利用三点弯曲法得到3组试样的抗弯强度数据,用以评价其Weibull分布参数的离散性。复合陶瓷刀片尺寸为:12 mm×12 mm×8 mm;正方形粗坯刀片在工具磨床上用240#金刚石砂轮将其加工精磨,如图1所示。

图1 高性能陶瓷刀片的实物外形
Fig.1 Photos of specimens of ceramic cutting tools with high performance
表1 实验刀具的几何参数
Table 1 Geometry parameters of cutting tools

表1所列为选用切削刀具的几何角度。Al2O3、Al2O3/ZrO2(2Y)和Al2O3/ZrO2(3Y)陶瓷刀具的性能参数如下:
抗弯强度分别是361、637和779 MPa,断裂韧性分别是3.9、6.9和7.3 MPa?m1/2,硬度均在HRC 82以上。在CA6140机床上进行连续干切削实验,工件材料为40CrMoNiA合金钢(HRC62)。测量仪器有X30型显微镜、卡尺及秒表等。在X30显微镜下观察、记录刀具磨损形态和刀具后刀面磨损量对应的切削时间。
2 结果与讨论
2.1 Al2O3及Al2O3/ZrO2复合材料的Weibull可靠性
由于材料中裂纹的长度是随机分布,所以临界应力具有分散的统计性。Weibull提出了材料应力分布状况的半经验公式,即Weibull函数[9]:

Weibull模数可根据实际强度数据求得N个样品与σ断裂强度之间经整理取对数得到:
由式(2),  与lnσ成线性关系,直线的斜率为材料的Weibull模数m值。
与lnσ成线性关系,直线的斜率为材料的Weibull模数m值。
实验数据列于表2,每种试样取20个强度数据为一组,3种陶瓷试样的三点弯曲强度测试结果也列于表2。
表2 Al2O3、Al2O3/ZrO2(2Y)和Al2O3/ZrO2(3Y)陶瓷试样的抗弯强度
Table 2 Bending strength of Al2O3, Al2O3/ZrO2(2Y) and Al2O3/ ZrO2(3Y) composites

由表2可知:实验中Al2O3陶瓷最大和最小强度值分别为388和286 MPa,相差1.37倍。Al2O3/ 15%(体积分数)ZrO2(2Y)陶瓷各试样的断裂强度值在581MPa至738 MPa之间,最大值是最小值的1.27倍;而Al2O3/15% ZrO2(3Y)陶瓷试样的断裂强度值在752 MPa至884 MPa之间,最大值是最小值的1.18倍。显然Al2O3陶瓷和Al2O3/ZrO2(2Y)陶瓷的强度分散性大于Al2O3/ZrO2(3Y)陶瓷的。
以3种材料的实验数据做 与lnσ对数图,得到Al2O3、Al2O3/ZrO2(2Y)和Al2O3/ZrO2(3Y) 3种陶瓷试样的Weibull模数
与lnσ对数图,得到Al2O3、Al2O3/ZrO2(2Y)和Al2O3/ZrO2(3Y) 3种陶瓷试样的Weibull模数 值分别为5.6、10.2和11.7,含ZrO2(3Y)陶瓷试样的值大于含ZrO2(2Y)陶瓷试样的,说明Al2O3/ZrO2(3Y)陶瓷的强度均匀性优于前者。Al2O3和Al2O3/ZrO2(2Y)、 Al2O3/ ZrO2(3Y) 陶瓷试样的断裂几率与断裂应力的对数关系如图2、3和4所示。随断裂应力的提高,材料的断裂几率增大。在相同的断裂几率下,Al2O3/ ZrO2(3Y)陶瓷试样的断裂应力明显高于Al2O3/ ZrO2(2Y)陶瓷的断裂应力。Al2O3/ ZrO2(3Y)复合材料的Weibull模数值为11.7,是相同条件下Al2O3/ ZrO2(2Y)陶瓷的1.2倍,是Al2O3陶瓷的2.1倍,可见Al2O3/ ZrO2(3Y)材料的可靠性比前两者有很大的提高。
值分别为5.6、10.2和11.7,含ZrO2(3Y)陶瓷试样的值大于含ZrO2(2Y)陶瓷试样的,说明Al2O3/ZrO2(3Y)陶瓷的强度均匀性优于前者。Al2O3和Al2O3/ZrO2(2Y)、 Al2O3/ ZrO2(3Y) 陶瓷试样的断裂几率与断裂应力的对数关系如图2、3和4所示。随断裂应力的提高,材料的断裂几率增大。在相同的断裂几率下,Al2O3/ ZrO2(3Y)陶瓷试样的断裂应力明显高于Al2O3/ ZrO2(2Y)陶瓷的断裂应力。Al2O3/ ZrO2(3Y)复合材料的Weibull模数值为11.7,是相同条件下Al2O3/ ZrO2(2Y)陶瓷的1.2倍,是Al2O3陶瓷的2.1倍,可见Al2O3/ ZrO2(3Y)材料的可靠性比前两者有很大的提高。
2.2 Al2O3、Al2O3/ZrO2(Y2O3)陶瓷刀具的耐磨性能
切削用量(切削速度vc、切削深度ap、进给量f )是影响切削加工的重要因素之一,参数选择由不同材料及加工设备的差异所决定。在相同切削条件下本研究分别选择3种不同的陶瓷刀具材料切削40CrMoNiA合金钢(HRC62),陶瓷刀后刀面磨损遵循ISO3685―1977(E)国际标准评定,在工具显微镜上测量其后刀面磨损带宽度,取刀具的磨钝标准为0.3 mm,其耐磨性能曲线如图5所示。
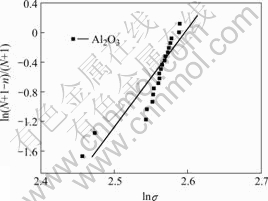
图2 Al2O3的Weibull 断裂几率图
Fig.2 Fracture probability curve of Al2O3
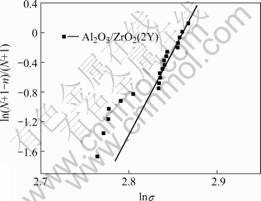
图3 Al2O3/ZrO2(2Y)复合材料的Weibull 断裂几率图
Fig.3 Fracture probability curve of Al2O3/ZrO2(2Y) composite

图4 Al2O3/ZrO2(3Y)复合材料的Weibull 断裂几率图
Fig.4 Fracture probability curve of Al2O3/ZrO2(3Y) composite
图5所示为相同切削条件下3种陶瓷刀具材料的后刀面磨损曲线,3种刀具的磨损性能差异甚大。随切削时间的延长,刀具磨损增加,3种曲线分别反映出刀具磨损过程3个阶段的趋势(初级磨损、正常磨损和急剧磨损)[9]。Al2O3、Al2O3/ZrO2(2Y)和Al2O3/ ZrO2(3Y) 刀具材料的耐磨性主要与材料力学性能的差异有关[10-11]。Al2O3刀具与后两种刀具相比在较快时间内后刀面进入磨钝状态,主要原因是其力学性能和热性能较差,尽管其硬度较高,但显微结构中存在的大晶粒在切削过程中加快了磨损,继续切削出现因剧烈的磨损产生崩刃而失效。

图5 3种陶瓷刀具材料磨损性能的比较
Fig.5 Wearing comparison of three kinds of creamic cutting tools at vc=290 r/min, ap=0.5 mm and f=0.1 mm/r)
Al2O3/ZrO2 (2Y)和Al2O3/ZrO2(3Y)刀具材料磨损性能均高于Al2O3刀具材料,这是因为Al2O3基体添加ZrO2使显微组织得到明显细化(图6),材料性能也相应提高。
2.3 Al2O3/ZrO2(Y2O3)刀具材料的磨损形态
众所周知,ZrO2是Al2O3基复合材料增韧因素之一[12-14]。刀具寿命的提高归结于多种增韧机制叠加及制备工艺等综合因素。ZrO2能提高Al2O3基刀具耐用度的本质与MgO的作用一致,均有助于形成微细的组织结构,从而提高复合材料的力学性能。且高温下ZrO2在铁中的溶解度较Al2O3要低,因而Al2O3/ ZrO2(Y2O3)刀具的化学磨损较轻。

图6 Al2O3和Al2O3/ZrO2(Y2O3)复合材料的断口形貌(SEM)
Fig.6 Fractural surfaces of Al2O3(a) and Al2O3/ZrO2-(Y2O3)(b) specimens
对刀具切削区的显微分析结果表明,在各种切削速度下正常磨损后的形貌基本相同[15-16]。图7所示为Al2O3/ZrO2(Y2O3)陶瓷刀具达到磨钝标准时主切削刃和前刀面的形貌,由图可以看出,两者都在不同程度上存在后刀面塑性流动的迹象(图7(a)标识1)和弹坑痕迹(图7(b)标识2),表现出磨粒磨损和粘结磨损的特征。Al2O3基复合刀具材料后刀面磨损的主要原因是高速切削下的塑性流动。在高温、高机械应力下Al2O3的蠕变导致裂纹的生成和扩展,从而使后刀面棱边磨损(图7(a) 标识3)。前刀面上的月牙洼磨损抗扩展缓慢,刀尖和刃口形成的棱带逐渐变窄,最后与月牙洼接通(图7(a) 标识4),使刀尖和刃口结构强度显著降低,应力状态发生变化,造成刀刃磨钝后期的破损失效,而此时后刀面尚未进入(或尚未完成)正常的磨损阶段,这是陶瓷刀具干切削合金钢的一个主要特点。在高速切削中靠近切削刃的部分区域被粘到陶瓷刀上的金属屑覆盖,这些金属颗粒中存在许多裂缝,裂缝产生的原因是切削结束时,薄层切屑的高速冷却及金属与陶瓷的热胀系数不同,因而在刀具层上产生拉应力而导致裂纹[17]。当连续切削时,刀具材料的质点或微粒被存在于裂纹间的切屑(工件)逐渐粘结并带走后,刀具表面发生磨损(图7(b)中的部分区域弹坑痕迹),随着高速切削流冲击刀具表面上的颗粒并将其带走,刀具表面磨损率随即增加。这就充分表明Al2O3/ ZrO2(Y2O3)刀具材料有高的力学强度、前刀面良好的抗热扩散性和抗氧化能力,有利于保持刀尖及刃口强度。在切削过程中Al2O3/ZrO2(Y2O3)陶瓷刀具失效形态主要来自刀具材料的正常磨粒磨损和粘结磨损。

图7 陶瓷刀具磨损的形貌
Fig.7 Morphologies of wear pattern of ceramic cutting tools: (a) Primary cutting edge and back face; (b) Front face (crater region)
2.4 一元线性回归对Al2O3/ZrO2(3Y)刀具材料耐用度的评价
评价陶瓷刀具耐用度是刀具材料正常磨损时,刀具切削用量与耐用度的关系式满足Taylor公式 [18] :

当分别讨论时, ,
, ,
, ,其中C1、C2、C3为常数,T为刀具耐用度,各式取对数分别得到3个关系式:lgvc=-mlgT+lgC1,lgf=-m1lgT+lgC2,lgap= -m2lgT+ lgC2。令这3个对数式分别为:y=a+bx,y1=a1+b1x1,y2=a2+b2x2,用一元线性回归方法可求得m、m1、m2的数值分别是 (a, b)、(a1, b1)、(a2, b2)估计值中的b、b1、b2值。其中系数b的最小二乘解为:
,其中C1、C2、C3为常数,T为刀具耐用度,各式取对数分别得到3个关系式:lgvc=-mlgT+lgC1,lgf=-m1lgT+lgC2,lgap= -m2lgT+ lgC2。令这3个对数式分别为:y=a+bx,y1=a1+b1x1,y2=a2+b2x2,用一元线性回归方法可求得m、m1、m2的数值分别是 (a, b)、(a1, b1)、(a2, b2)估计值中的b、b1、b2值。其中系数b的最小二乘解为:

设有n对(xi, yi)分别对应为表3中的数据,计算b1,b2系数的解法同上。经计算得m=b,m1=b1,m2=b2值转化后分别为:1/m=1.3, 1/m1=1.69, 1/m2=0.66。由此得到Al2O3/ZrO2(Y2O3)陶瓷刀具切削合金钢的刀具耐用度模型:

YT15硬质合金刀具切削合金钢的耐用度模型[15] :

表3 不同切削速度vc、进给量f、切削深度ap时的刀具耐用度
Table 3 Endurance live of cutting tools under different cutting speeds, amounts of feed and cutting depth
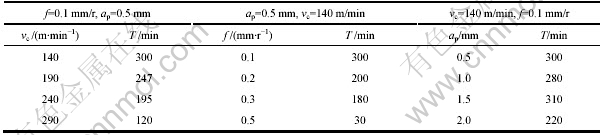
在相同切削加工条件下,比较式(5)和(6)可知,它们的各项指数明显不同,根据Taylor公式定义,vc、ap、f中切削参数最大指数值的项对降低刀具耐用度的影响最大。由此可见,Al2O3/ZrO2(Y2O3)陶瓷刀具车削40CrMoNiA时进给量f对刀具耐用度的影响最大,其次是切削速度vc,切削深度ap影响最小。而YT15硬质合金刀具受切削速度影响很大,其次是进给量,切削深度影响最小。这说明陶瓷刀具在高速下切削明显优于硬质合金刀具,并且较适合精加工和半精加工,最大优势是高速切削。
从图8(a)可以看到切削速度对耐用度的影响呈缓慢线性关系,当vc=300 m/min时仍保持较高的耐用度。图8(b)表示在加工中进给量的增加导致耐用度快速下降,但在f 值在0.2~0.3 mm/r之间时曲线变得平缓,这段参数有利于提高加工切削率,保持最佳耐用度。图8(c)表示切削深度对耐用度的影响,ap 在0.5~1.5 mm范围对刀具耐用度影响不大,在满足机床主轴刚度的条件下,增加f值有利于提高生产效率。由此得到最佳切削条件为vc=140 m/min, ap=0.5 mm, f=0.3 mm/r,此时Al2O3/ZrO2(Y2O3)陶瓷刀具耐用度为3 h。

图8 陶瓷刀具耐用度与切削速度(a)、进给量(b)、切削深度(c)的关系
Fig.8 Relationships among endurance and cutting speed (a), amount of feed (b) and cutting depth (c) for pattern of ceramic cutting tools
3 结论
1) Al2O3、Al2O3/ZrO2(2Y)和Al2O3/ZrO2(3Y)复合材料的Weibull模数m值分别是5.6、10.2和11.7。Al2O3/ZrO2(3Y)材料强度分散性和可靠性优于其它两种材料。
2) 在vc=290 m/min,ap=0.5 mm和f=0.1 mm/r切削条件下, Al2O3/ZrO2(Y2O3)刀具材料耐磨性能明显优于Al2O3材料,而Al2O3/ZrO2(3Y)材料的耐磨性更优于Al2O3/ZrO2(2Y)。
3) Al2O3/ZrO2(Y2O3)刀具材料的磨损形态主要来自切削过程中的磨粒磨损和粘结磨损。
4) 用一元线性回归方法对陶瓷刀具耐用度进行了评价,计算出耐用度模型中vc、f和ap切削参数的指数值,分别为1.3、1.69和0.66,影响Al2O3/ ZrO2(Y2O3)陶瓷刀具切削的最大因素是f进给量。
REFERENCES
[1] Claussen N. Fracture toughenss of Al2O3 with an unstabilized ZrO2 dispersed phase[J]. J Am Ceram Soc, 1976, 59(1): 49-51.
[2] Becher P F. Slow crack growth behavior in transformation-toughened Al2O3/ZrO2(Y2O3)ceramics[J]. J Amer Ceram Soc, 1983, 66: 485-488.
[3] Tsukuma K, Ueda K, Matsushite K. High temperature strength and fracture toughness of Y2O3 Partially stabilized ZrO2/Al2O3 composites[J]. J Am Ceram Soc, 1985, 689(60): C56-C57.
[4] 苗赫濯. 新型陶瓷刀具的发展与应用[J]. 中国有色金属学报, 2004, 14(S1): 237-242.
MIAO He-zhai. Development and applications of new types of cermic cutting tools[J]. The Chinese Journal of Nonferrous Metals, 2004, 14(S1): 237-242.
[5] 石增敏, 郑 勇,刘文俊, 等. Ti(CN)基金属陶瓷刀具的切削性能[J].中国有色金属学报, 2006, 16(5): 805-810.
SHI Zeng-min, ZHENG Yong, LIU Wen-jun, YUAN Quan. Cutting performance of Ti(C, N)-based cermet tools[J]. The Chinese Journal of Nonferrous Metals, 2006, 16(5): 805-810.
[6] Kopa? J. Influence of cutting material and coaling on tool quality and tool life[J]. Joumal of Materials Processing Technology, 1998, 78: 95-103.
[7] 黄传真, 孙 静, 刘大志, 刘含莲, 邹 斌. 陶瓷刀具材料的研究现状[J]. 组合机床与自动化加工技术, 2004, 1: 1-6.
HUANG Chuan-zhen, SUN Jing, LIU Da-zhi, LIU Han-lian, ZOU Bin. Research status of ceramic tool materials [J]. CAM & AUTO Process Technol, 2004, 4: 1-6.
[8] Green D J. 陶瓷材料力学性能导论[M]. 龚江宏, 译. 北京: 清华大学出版社, 2003: 264.
Green D J. An Introduction to the Mechanical Properties of Cermics [M]. GONG Jiang-hong, transl. Beijing: Tsinghua University, 2003: 264.
[9] MA Wei-min, XIU Zhi-meng, WEN Lei, et al. Sintering densification and properties of Al2O3/PSZ(3Y) ceramic composites [J]. Trans Nonferrous Met Soc China, 2004, 14(2): 260-265.
[10] 马伟民, 修稚萌, 毕孝国, 等. Al2O3/ZrO2(Y2O3)复合材料断裂过程中的相变及力学性能[J]. 金属学报, 2005, 41(1): 93-98.
MA Wei-min, XIU Zhi-meng, BI Xiao-guo, et al. Phase transformation and mechanical properties of Al2O3/ZrO2(Y2O3) composites during fracturing[J]. Acta Metallurgica Sinica, 2005, 14(1): 93-98.
[11] 马伟民, 修稚萌, 闻 雷, 孙旭东. 含不同Y2O3的ZrO2对Al2O3基陶瓷抗热震稳定性的影响[J]. 中国稀土学报, 2004,
22(2): 229-233.
MA Wei-min, XIU Zhi-meng, WEN Lei, SUN Xu-dong. Effect of Y2O3 contents in ZrO2 on thermal shock resistance of Al2O3 composites[J]. Journal of The Chinese Rare Earth Society, 2004, 22(2): 229-233.
[12] Rao P G, Iwasa M, Tannaka T, Kondoh I, Inoue T. Preparation and mechanical properties of Al2O3-15wt.%ZrO2 composites [J]. Scripta Materialia, 2003, 48: 437-441.
[13] Abdullah D, Muammer N. Finite element analysis of bending occurring while cutting with high speed steel lathe cutting tools [J]. Materilals & Design, 2005, 26: 549-553.
[14] Tuan W H, Chen R Z, Wang T C. Mechanical properties Al2O3/ZrO2 composites[J]. J Eur Ceram Sci, 2002, 22: 2827-2833.
[15] Dow W E. Ceramic Cutting Tools(Material, Development And Performance) [M].New Jersey: Park Ridge, 1994: 184-190.
[16] Kim S Y. Flank Wear Studies on Alumina Tools in Steel Cutting [D]. USA : The University of Vermont and State Agricultural college, 1990: 28-35.
[17] Narojczyk J, Werner Z, Piekosezewski J. Effects of nitrogen implantation on lifetime of cutting tools made of SK5M tool steel [J]. Surface Engineering & Vacuum Technology, 2005, 78: 229-233.
[18] 陈日耀. 金属切削原理[M]. 北京: 机械工业出版社, 1993: 107.
CHEN Ri-yao. Theories of Metal Cutting [M]. Beijing: China Machine Press, 1993: 107.
基金项目:辽宁省自然科学基金资助项目(20032002); 沈阳市科技攻关计划资助项目(1053090-2-05)
收稿日期:2006-08-20;修订日期:2006-11-29
通讯作者:马伟民, 博士, 教授; 电话: 024-81358863; E-mail: maweimin56@163.com
(编辑 龙怀中)

