文章编号:1004-0609(2015)12-3381-08
高应变率下材料本构模型参数的获得方法
陈松林1, 2,赵吉宾1,乔红超1,杨 灏1, 2
(1. 中国科学院 沈阳自动化研究所,沈阳 110016;
2. 中国科学院大学,北京 100049)
摘 要:为了获得材料在高应变率下的本构模型参数,提出一种基于激光冲击强化实验和有限元模拟相结合的材料本构模型参数获得方法。该方法首先预估材料在高应变率下的本构模型参数,然后进行有限元模拟,以模拟结果与实验结果对比的误差落在一定范围内为优化目标,对预估的本构模型参数进行修正,并最终得到其具体值。基于此方法,得出TiAl合金在高应变率下的Hugoniot弹性极限(HEL)为1.46 GPa。
关键词:钛铝合金;本构模型;高应变率;激光冲击强化;有限元模拟
中图分类号:TN249;TG178 文献标志码:A
Method for obtaining material constitutive model parameter at high strain rates
CHEN Song-lin1, 2, ZHAO Ji-bin1, QIAO Hong-chao1, YANG Hao1, 2
(1. Shenyang Institute of Automation, Chinese Academy of Sciences, Shenyang 110016, China;
2. University of Chinese Academy of Sciences, Beijing 100049, China)
Abstract: In order to obtain the material constitutive model parameter at high strain rates, a new method was put forward based on the laser peening experiment and finite element simulation. Firstly, the constitutive material model parameter was estimated. Secondly, the finite element simulation was undertook with the change of predicted parameter until the error of the simulation results compared with the experimental results falling into a certain range, and then, the estimated parameter specific value was gotten. Based on this method, the Hugoniot elastic limit (HEL) of TiAl alloys at high strain rates was gotten as 1.46 GPa.
Key words: TiAl alloy; constitutive model; high strain rate; laser peening; finite element simulation
激光冲击强化是一种新型的表面强化技术,该技术是利用强激光束辐照涂覆在金属表面的吸收层,使其气化并等离子化形成高压冲击波并向材料内部传播,引起材料高应变率(>1×106 s-1)动态响应,使材料表层产生塑性变形并形成高残余压应力,从而提高材料表面硬度、抗磨损、抗腐蚀和抗疲劳等力学性能[1-5]。目前,关于激光冲击强化中冲击波的产生与发展,冲击波作用下材料的高应变率动态响应,材料显微组织变化规律等许多问题的了解仍不是很清楚[6]。因此,许多学者采用实验与有限元模拟相结合的方法来研究激光冲击强化对材料表面性能的影响,但是由于受高应变率的影响,材料的本构模型参数明显不同于准静态情况下材料的本构模型参数(如对于大多数材料,动态屈服强度随应变率的增大而增大),为有限元模拟带来了困难,因而,确定材料在高应变率下的本构模型参数就显得相当重要。
为了研究材料在高应变率下的本构模型,研究者大多使用膨胀环、分离式Hopkinson杆和Taylor实验等方法来获得材料的力学性能数据,然后,通过拟合和外推得到其本构模型参数[7-9]。HOGGATT等[9]运用爆炸膨胀环技术,对许多工程材料的本构关系进行了测试,赵峰等[10]运用分离式Hopkinson杆对AZ91铸造镁合金在不同应变率下的动态本构关系进行了研究,REN等[11]运用Taylor杆冲击实验对Ti-6Al-4V合金在高应变率加载条件下的动态断裂行为进行了研究。但是,这些实验方法所获得的应变率范围大都在1×102~1×105 s-1范围内,无法满足激光冲击强化模拟的要求。要想获得大于1×105 s-1应变率下的材料动态力学数据,就必须采用冲击、炸药爆轰或辐射等方法[8],这些实验方法不仅非常危险,而且实验装置复杂、成本较高,对材料本构模型参数的确定带来了很大的困难。
为了解决这个问题,本文作者在对TiAl合金进行激光冲击强化实验和有限元模拟的基础上,提出了一种获得材料在高应变率下本构模型参数的方法,并利用该方法,得到了TiAl合金在高应变率下的理想弹塑性本构模型参数。
1 本构模型参数的获得方法
在本构模型参数获得方法中,首先预估模型参数,然后进行有限元模拟,以模拟结果与实验结果对比的误差落在一定范围内为优化目标,对预估的材料本构模型参数进行修正,最终得到其具体值。在激光冲击强化过程中,高压冲击波会引起材料的高应变率动态响应,因此,材料的本构模型需考虑高应变率的影响,高应变率下材料的本构模型主要有Johnson-cook模型,Zerilli-Armstrong本构模型,理想弹塑性模型(屈服强度为在高应变率下的屈服强度)等。Johnson-cook模型综合考虑了应变、应变率和温度等的影响,可以较好地反映材料的真实本构关系,但是,模型参数复杂,影响因素较多,多通过测量不同应变速率、不同温度条件下的多组应力-应变曲线,利用数值拟合的方法确定。DING等[12]使用理想弹塑性模型对35CD4 50HRC钢进行了模拟研究,模拟结果与实验结果误差在7%左右。花银群等[13]也使用该模型对TC4进行了研究,结果与实验数据对比误差在2%左右,由此可以看出,在利用理想弹塑性模型对激光冲击强化进行模拟时,可以得到较好的结果,并且该模型参数简单,不考虑应变硬化等因素,只需确定材料在高应变率时的Hugoniot弹性极限(HEL),当材料中应力波压力小于HEL时,材料不发生塑性应变;当应力波压力大于HEL时,将发生永久的塑性变形[6]。
在本实验中,基于TiAl合金的激光冲击强化实验,使用Ansys/Ls-Dyna 有限元软件,以残余压应力最大值和影响深度与实验结果对比的误差落在一定范围内为优化目标,并对TiAl合金的HEL进行确定,其流程如图1所示。其中,e为误差,表达式为
 (1)
(1)
式中:a表示模拟得到的残余压应力最大值或残余压应力影响深度;b为相应的实验结果;e1与e2分别为残余压应力最大值误差与残余压应力深度误差;若e大于0且超出误差范围,说明所选的HEL较小,使材料过早地进入了屈服状态,塑性变形加大,导致残余应力变大,因此,应当增大HEL,反之,应当减小HEL。最终,修正HEL使e1与e2均落在误差范围内。
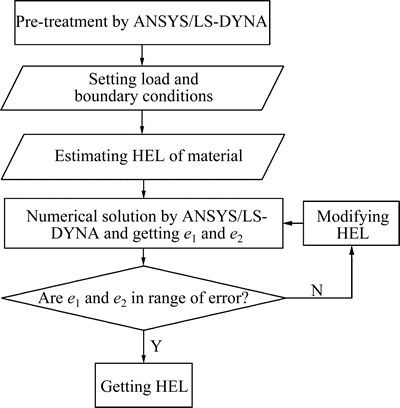
图1 TiAl合金的HEL确定流程图
Fig. 1 Flow diagram to calculate HEL of TiAl alloy
2 有限元模型构建
要想获得正确的本构模型参数,建立合理的有限元模型是关键,在激光冲击强化有限元模拟中,主要涉及到冲击波压力的计算与加载、材料本构模型的选择、网格划分与施加边界条件等问题。由于激光冲击强化过程中冲击波压力的加载时间非常短,在冲击波传播过程中,材料内部会发生各种应力波的反射和相互作用,因而,材料对冲击的响应需要持续相当长的时间才能达到稳定,因此,为得到稳定的残余应力场,有限元分析需要采用显式动态分析与隐式静态分析相结合的方法。显式动态分析采用显式动力有限元算法,分析瞬态冲击下产生的冲击波在材料中的传播以及相互作用过程,得到材料动态响应。然后进行隐式静态分析,释放显式动态分析后的材料内部弹性应变,计算材料内部的平衡状态,得到稳定的残余应力场[14]。
2.1 冲击波压力波形计算与加载
激光诱导的冲击波在空间和时域的分布将对模拟结果产生极其重要的影响。在空间分布上,由于实验中使用的激光脉冲能量在空间平面内近似均匀分布,因此,可认为激光诱导的冲击波压力在整个光斑内均匀分布。而在冲击波的时域分布上,通常使用FABBRO等[15]提出的模型。该模型认为在水约束状态下,激光产生的冲击波压力大致趋于一个六次多项式分布,冲击波压力脉冲的半峰值脉宽大致为激光脉宽的2~3倍,冲击波的峰值压力如式(2)所示:
 (2)
(2)
式中:p为峰值压力;Z为折合声阻抗,2/Z=1/Z1+1/Z2 (Z1和Z2分别为约束层和金属靶材的声阻抗);I为激光功率密度; 为内能转化为热能部分的系数,一般取为0.1~0.15。在本实验中,使用的激光脉冲半峰值脉宽为20 ns,因此,冲击波压力的半峰值脉宽为40~ 60 ns,模拟中所用的冲击波压力波形如图2所示[16],采用的峰值压力为2.65 GPa。
为内能转化为热能部分的系数,一般取为0.1~0.15。在本实验中,使用的激光脉冲半峰值脉宽为20 ns,因此,冲击波压力的半峰值脉宽为40~ 60 ns,模拟中所用的冲击波压力波形如图2所示[16],采用的峰值压力为2.65 GPa。
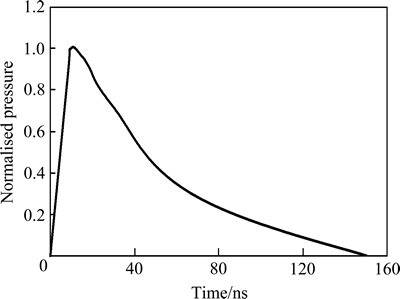
图2 归一化后的压力脉冲时域分布[16]
Fig. 2 Temporal distribution of normalized pressure pulse[16]
2.2 材料本构模型参数预估
由于TiAl合金在高应变率下的HEL未知,因此,需要首先对其预估,在一维应变下,材料的HEL与动态屈服强度的关系为[6]
 (3)
(3)
式中: 为泊松比;
为泊松比; 为动态屈服强度。因此,只需预估出材料的动态屈服强度,即可求出HEL。根据Campbell和Ferguson的研究,对于大多数材料,动态屈服强度随应变率的增大而增大[8],图3所示为普通低碳钢屈服强度与应变率的关系[17]。从图3可以看出:在不同应变率下,其屈服强度明显不同,且随着应变率的增大,屈服强度也越来越大。
为动态屈服强度。因此,只需预估出材料的动态屈服强度,即可求出HEL。根据Campbell和Ferguson的研究,对于大多数材料,动态屈服强度随应变率的增大而增大[8],图3所示为普通低碳钢屈服强度与应变率的关系[17]。从图3可以看出:在不同应变率下,其屈服强度明显不同,且随着应变率的增大,屈服强度也越来越大。
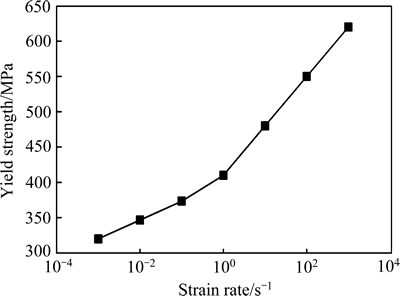
图3 不同应变率下普通低碳钢的屈服强度随应变率的变化曲线[17]
Fig. 3 Changing curve of yield strength with strain rates for low C content steel[17]
TiAl合金在准静态情况下的屈服强度为600 MPa[18],随着应变率的增大,其屈服强度应该越来越大。因此,在本模拟中,可以首先设置TiAl合金在106 s-1应变率下的动态屈服强度为700 MPa,比准静态情况下高出17%。在模拟中使用的其他材料参数为ρ=3800 kg/m3,E=165 GPa,=0.32。
2.3 有限元网格模型及边界条件的确定
在有限元模拟中冲击应力波会在模型边界处发生反射,反射波汇聚到中心会对结果造成一定影响,因此,为了防止应力波反射所造成的影响,需要使用半无限大三维实体模型,即在模型的侧面和底面施加无反射边界条件,让应力波透射。模拟时,为了与实验结果有更好的对比,所使用的模型尺寸与实验所用的试件完全一致,即直径为15 mm、高为5 mm的圆柱体,在圆柱体正中心冲击,由于冲击压力与模型均关于中心对称,为提高计算效率,仅建立1/4模型进行分析计算,并在对称面上施加对称边界条件。最终的有限元模型如图4所示。

图4 有限元模型及边界条件
Fig. 4 Finite element model and boundary conditions
3 TiAl合金HEL的确定
3.1 激光冲击强化实验及结果
实验时所用的试件照片如图5所示,材料为TiAl合金,名义成分为Ti-45.5Al-2Cr-2Nb-0.15B。在由中科院沈阳自动化研究所搭建的型号为SIA-LSP-1的激光冲击强化设备上进行,所用的高能脉冲激光器型号为Extra-20,脉冲能量为9 J,激光波长为1064 nm,脉宽为20 ns,采用直径为3 mm圆形脉冲在中心冲击一次。在激光冲击之前,先将试件在 HY4050型豪克能应力消除设备(频率为40 kHz,输出振幅为50 μm)上处理5 min,以消除表面残余应力,再用酒精清洗并用氮气吹干,然后,在试件表面粘贴一层100um厚的黑胶带作为吸收层,并用厚度为2 mm的流动水膜作为约束层。然后,在试件中心进行单次激光冲击,冲击之后使用Proto-LXRD型X射线应力测试仪测量激光冲击区域表层与深度方向的残余应力,测量方法采用倾斜固定ψ法,其衍射条件列于表1,深度方向残余应力采用0.5 mol/L的 Na2SO4+H2SO4溶液进行逐层电解腐蚀测量,X射线辐照区域直径2 mm,即测量的是激光冲击区域中心2 mm内的平均应力[19]。由于模型与冲击压力的对称性,x方向与y方向残余压力基本相等,分布规律也一致,因此,以下讨论中均使用y方向的残余应力进行表示。测量结果如图6所示,数据误差为±20 MPa,从图6可以看出,残余压应力最大值出现在次表层,最大值为-350 MPa,之后,随着深度的增加,残余压应力逐渐降低,在0.65 mm左右减小为0。
3.2 误差范围的确定
为了获得正确的材料本构模型参数,必须给定合理的误差范围,若误差范围太大,则得到的结果不可靠;误差太小,由于压力模型及实验测量结果等因素的误差,可能根本得不到符合要求的结果。
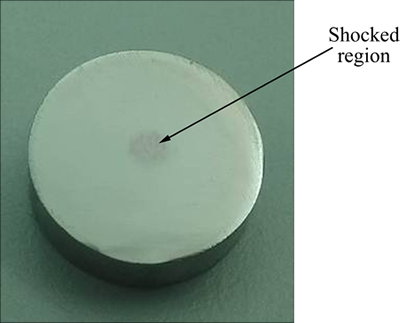
图5 激光冲击强化试件照片
Fig. 5 Photo of laser peening specimen
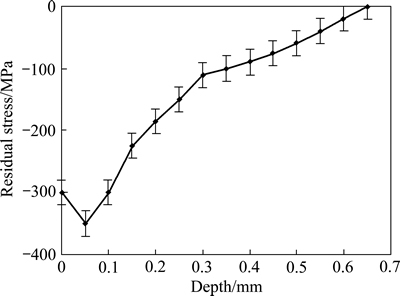
图6 不同深度残余应力的分布
Fig. 6 Distribution of residual stress at different depths
表1 X射线应力测量的基本参数
Table 1 Basic parameters of X-ray diffraction stress measurement

在激光冲击强化有限元模拟中,产生误差的来源很多,当高功率的激光脉冲辐照金属表面后,涂覆在金属表面的吸收层气化并等离子化形成等离子体,该等离子体继续吸收激光能量,并受到约束层的约束形成冲击波,作用在材料表面,因此,该过程是一个非常复杂的物理过程,要对其进行真实模拟是非常困难的。在有限元模拟中,将该过程简化为压力脉冲直接作用在材料表面,从而该过程就引入了误差,具体表现在压力峰值大小、空间分布和时域分布等方面。另外,采用的材料本构模型是理想弹塑性模型,该模型本身就是对真实本构模型的一种简化,因此,该模型存在原理上的误差。在有限元求解时,网格划分的大小,所采用的材料阻尼等也会对结果产生影响;最后,本实验中采用逐层剥离法测量深度方向的残余应力,由于在剥离部分材料后,材料的表面状态发生了改变,会引起残余应力的重新分布,因此,也会引入适量的误差。由于各个误差产生的复杂性,对每个误差进行精确估计是非常困难的,且各个误差之间的相互影响规律也很难确定,因此,若通过计算来确定总体误差范围是非常困难的。而从其他学者的有限元模拟结果与实验结果对比分析中可以发现,当采用相似的实验条件与模拟条件时,残余压应力最大值误差与残余压应力影响深度误差总是在一定的范围内变动,具有一定规律,因此,可以这样认为,该范围即是综合了各种误差之后总的误差范围,可以对该误差范围加以分析,从而得到本例中所需确定的误差范围。
图7所示为从文献[12-13, 20-23]中得到的不同材料激光冲击强化实验结果与模拟结果对比的误差,其中残余压应力最大值误差(Error of the maximum compressive residual stress,EMCRS),残余压应力影响深度误差(Error of affected depth of compressive residual stress,EADCRS)的负值表示模拟值比实验值小,正值表示比实验值大。从图7可以看出,残余压应力最大值与实验值之间的误差主要集中在±10%之内,并且正负分布比较均匀,因此,本文作者将残余压应力最大值误差范围设定为±10%。残余压应力深度误差变化范围比较大,从为-37.5%~14%,但误差仍集中在-20%~14%之间,因此,将残余压应力影响深度误差范围设定为-20%~14%。
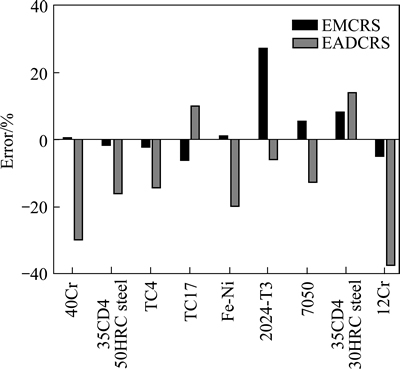
图7 残余压应力最大值及其影响深度误差分布
Fig. 7 Error distribution of maximum residual compressive stress and affected depth
3.3 模拟结果与实验结果的对比
在进行有限元模拟时,首先设定TiAl合金的动态屈服强度为700 MPa进行模拟。由于实验中X射线应力测试仪的辐照区域直径为2 mm,测量的是中心2 mm内的平均应力,所以模拟结果也必须以2 mm内的平均应力为基准进行对比分析。因此,在模拟冲击的中心区域选取如图8所示直径为2 mm的圆,在其上选取均匀分布的9个点作为测量点,对其残余压应力求平均值,作为有限元模拟的结果。最终得到的残余压应力分布如图9(a)所示,其中FEA表示有限元模拟结果,Experiment表示实验结果。模拟得到的残余压应力最大值为-383 MPa,比实验值-350 MPa大9.4%;在误差范围内,但残余压应力影响深度达到0.95 mm,比实验值大46%,严重超出了误差范围,并且在深度方向上模拟得到的值均比实验值大,只有个别数据能够落在实验所测数据的误差范围之内,说明预估的材料动态屈服强度比实际值小,使材料过早进入屈服状态,塑性变形加大,造成残余压应力变大。
改变材料的动态屈服强度为850 MPa,再次进行模拟,其结果如图9(b)所示,残余压应力最大值为-300 MPa,影响深度为0.68 mm,与实验值的误差分别为-14.2%和4.6%,残余压应力最大值超出误差范围,并且压应力在深度方向上均比实验值小,且大部分数据都落在实验数据的误差范围之外,说明所选的动态屈服强度大于实际值,使塑性变形比实际值要小,造成残余压应力减小。

图8 测量点分布
Fig. 8 Distribution of measuring point
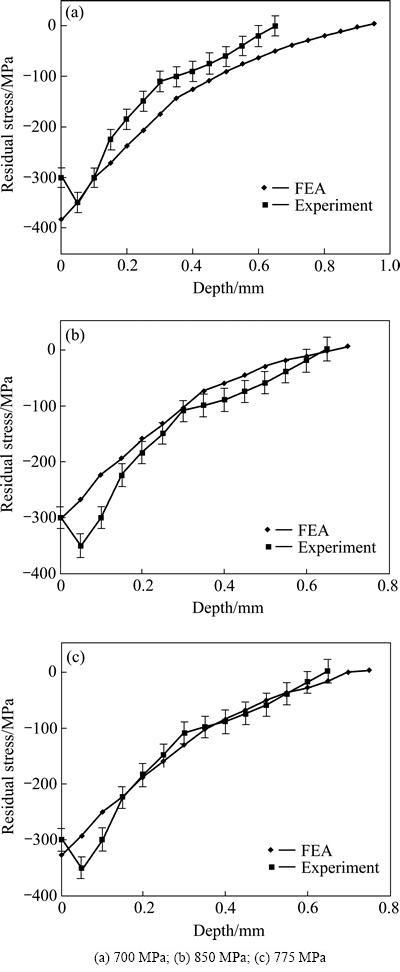
图9 不同动态屈服强度下残余应力分布
Fig. 9 Distribution of residual stress under various dynamic yield strength
因此,TiAl合金的动态屈服强度应在700~850 MPa之间,取为中间值775 MPa进行模拟,所得结果如图9(c)所示,残余压应力最大值为-326 MPa,比实验值小6.8%;影响深度为0.7 mm,比实验值大7.7%,均在误差范围内。并且在0.15~0.7 mm内,模拟值与实验值吻合的非常好,说明TiAl合金的动态屈服强度为775 MPa是可信的,由此得到的HEL为1.46 GPa。但实验所得的残余压应力最大值出现在次表层,而模拟所得的最大值出现在表层,残余压应力最大值出现的位置不相符,造成这种现象的原因主要有两方面:一方面,由于有限元模拟仅仅考虑了激光冲击强化的力学效应,而忽略了其热效应。在实验中,吸收层在激光辐照下会迅速气化并等离子化,在该过程中,等离子化的气体温度高达数千摄氏度,若吸收层太薄,则等离子化的气体会对试件表面产生热影响,使材料表面温度快速升高,当冲击完毕后,冷却水会快速带走大部分热量,使材料快速冷却收缩并在材料表层形成拉应力,这将抵消掉材料表面部分残余压应力,使表层残余压应力减小;另一方面,当冲击波压力为2倍的HEL时,材料表层塑性变形将达到饱和,表层残余压应力达到最大值,继续增大冲击波压力,表层残余压应力将会减小,残余压应力最大值将会向材料内部移动,造成材料表层残余压应力的减小[6]。由于模拟中使用的冲击波峰值压力是2.65 GPa,小于2倍的HEL,因此,可能是热效应造成了实验中表层残余压应力的减小,但具体原因仍需后续深入研究。
3.4 本构模型参数获得的方法
在3.3节中得到TiAl合金的HEL为1.46 GPa,由于目前尚无TiAl合金在高应变率下的材料本构模型参数,因此,无法对该结果进行直接验证,但从图9(c)可以看出,模拟结果与实验结果在趋势与数值上都是非常吻合的,证明该结果是可信的,该参数获得方法是有效的。由于该方法对材料没有特殊要求,只要能获得激光冲击强化实验数据,且选定合理的误差范围,即可对任何具有单一参数的本构模型进行很好的确定。但是对于材料在高应变率下的其他本构模型,如Johnson-cook模型,本构关系如式(4)所示。
 (4)
(4)
式中:A、B、C、D、m、k等参数均需要确定,则需要考虑各参数之间相互耦合的影响,使用该方法进行确定就具有一定困难,但是,若已通过实验和数值拟合的方法获得部分参数或者全部参数,则可使用该方法对其参数进行进一步的优化,以获得更优的模型参数。
4 结论
1) 提出了一种基于激光冲击强化实验和有限元模拟相结合的材料本构模型参数获得方法,该方法能对材料在高应变率下具有单一参数的本构模型进行很好的确定,对需要确定多参数的本构模型有一定局限性。
2) 建立激光冲击强化有限元模拟的分析模型,并提出材料本构模型参数的预估方法。
3) 提出本构模型构建方法中误差范围的确定办法,得出了TiAl合金在高应变率下的HEL为1.46 GPa。
REFERENCES
[1] PEYRE P, FABBRO R, MERRIEN P, LIEURADE H P. Laser shock processing of aluminium alloys. Application to high cycle fatigue behaviour[J]. Materials Science & Engineering, 1996, 210(1): 102-113.
[2] 乔红超, 高 宇, 赵吉宾, 陆 莹, 赵亦翔. 激光冲击强化技术的研究进展[J]. 中国有色金属学报, 2015, 25(7): 1744-1755.
QIAO Hong-chao, GAO Yu, ZHAO Ji-bin, LU Ying, ZHAO Yi-xiang. Research process of laser peening technology[J]. The Chinese Journal of Nonferrous Metals, 2015, 25(7): 1744-1755.
[3] HU Yong-xiang, LI Kang-mei, QI Chen-jie, YAO Z Q, GRANDHI R V. Size effect on indentation depth of oxygen-free high purity copper induced by laser shock processing[J]. Transactions of Nonferrous Metals Society of China, 2012, 22(S2): s573-s578.
[4] 张青来, 鲍士喜, 王 荣, 钱 阳, 张永康, 李兴成. 激光冲击强化对AZ31和AZ91镁合金表面形貌和电化学腐蚀性能的影响[J]. 中国有色金属学报, 2014, 24(10): 2465-2473.
ZHANG Qing-lai, BAO Shi-xi, WANG Rong, QIAN Yang, ZHANG Yong-kang, LI Xing-cheng. Effect of laser shock processing on surface morphology and electrochemical corrosion resistance of AZ31 and AZ91 alloys[J]. The Chinese Journal of Nonferrous Metals, 2014, 24(10): 2465-2473.
[5] ZHANG Xing-quan, CHEN Liu-san, YU Xiao-liu, ZUO Li-sheng, ZHOU Yu. Effect of laser shock processing on fatigue life of fastener hole[J]. Transactions of Nonferrous Metals Society of China, 2014, 24(4): 969-974.
[6] 李应红. 激光冲击强化理论与技术[M]. 北京: 科学出版社, 2013: 20, 133.
LI Ying-hong. Laser shock theory and technology[M]. Beijing: Science Press, 2013: 20, 133.
[7] FABBRO R, PEYRE P, BERTHE L. Physics and applications of laser-shock processing[J]. Journal of Laser Applications, 1998, 10(6): 265.
[8] MEYERS M A. 材料的动力学行为[M]. 张庆明, 刘 彦, 黄风雷, 吕中杰, 译. 北京: 国防工业出版社, 2006: 225.
MEYERS M A. Dynamic behavior of materials[M]. ZHANG Qing-ming, LIU Yan, HUANG Feng-lei,  Zhong-jie, transl. Beijing: National Defence Industry Press, 2006: 225.
Zhong-jie, transl. Beijing: National Defence Industry Press, 2006: 225.
[9] HOGGATT C R, RECHT R F. Stress-strain data obtained at high rates using an expanding ring[J]. Experimental Mechanics, 1969, 9(10): 441-448.
[10] 赵 峰, 李玉龙, 索 涛, 黄卫东, 刘建睿. 高应变率下铸造镁合金AZ91的动态压缩性能及破坏机理[J]. 中国有色金属学报, 2009, 19(7): 1163-1168.
ZHAO Feng, LI Yu-long, SUO Tao, HUANG Wei-dong, LIU Jian-rui. Dynamic compressive behavior and damage mechanism of cast magnesium alloy AZ91[J]. The Chinese Journal of Nonferrous Metals, 2009, 19(7): 1163-1168.
[11] REN Yu, TAN Cheng-wen, ZHANG Jing, WANG Fu-chi. Dynamic fracture of Ti-6Al-4V alloy in Taylor impact test[J]. Transactions of Nonferrous Metals Society of China, 2011, 21(2): 223-235.
[12] DING K, YE L. Laser shock peening performance and process simulation[M]. New York: Crc Press, 2006: 89, 109.
[13] 花银群, 蔡峥嵘, 陈瑞芳, 姜 辉, 吉 光. TC4钛合金激光搭接冲击强化的实验和数值模拟[J]. 激光技术, 2010, 34(5): 632-635, 639.
HUA Yin-qun, CAN Zheng-rong, CHEN Rui-fang, JIANG Hui, JI Guang. Experiment and numerical simulation of overlapping laser shock processing in TC4 titanium alloy[J]. Laser Technology, 2010, 34(5): 632-635, 639.
[14] 胡永祥. 激光冲击处理工艺过程数值建模与冲击效应研究[D]. 上海: 上海交通大学, 2008.
HU Yong-xiang. Research on the numerical simulation and impact effects of laser shock processing[D]. Shanghai: Shanghai Jiao Tong University, 2008.
[15] FABBRO R, FOURNIER J, BALLARD P, DEVAUX D, VIRMONT J. Physical study of laser-produced plasma in confined geometry[J]. Journal of Applied Physics, 1990, 68(2): 775.
[16] 戴峰泽. 基于纳秒激光冲击波效应的金属表面形貌与性能研究[D]. 镇江: 江苏大学, 2014.
DAI Feng-ze. Mechanism research of nano-second laser induced shock wave on the surface topography and performance of metals[D]. Zhenjiang: Jiangsu University, 2014.
[17] 柳永宁, 朱金华, 周惠久. 普通低碳钢的强度与温度、应变速率的关系[J]. 材料科学进展, 1990, 4(4): 285-290.
LIU Yong-ning, ZHU Jin-hua, ZHOU Hui-jiu. Strength of a low carbon steel at different temperatures and strain rates[J]. Materials Science Process, 1990, 4(4): 285-290.
[18] 李兴华, 杨绍利. 钛铝合金制备技术现状及新进展[J]. 材料导报, 2011, 25(7): 94-100.
LI Xing-hua, YANG Shao-li. The progress of preparation and processing technology of TiAl alloy[J]. Materials Review, 2011, 25(7): 94-100.
[19] 乔红超, 赵亦翔, 赵吉宾, 陆 莹. 激光冲击强化对TiAl合金组织和性能的影响[J]. 光学精密工程, 2014, 22(7): 1766-1773.
QIAO Hong-chao, ZHAO Yi-xiang, ZHAO Ji-bin, LU Ying. Effect of laser peening on microstructures and properties of TiAl alloy[J]. Optics and Precision Engineering, 2014, 22(7): 1766-1773.
[20] VOOTHALURU R, LIU C R, CHENG G J. Finite element analysis of the variation in residual stress distribution in laser shock peening of steels[J]. Journal of Manufacturing Science and Engineering, 2012, 134(6): 3020-3023.
[21] 胡永祥, 姚振强, 胡 俊. 激光冲击强化残余应力场的数值仿真分析[J]. 中国激光, 2006, 33(6): 846-851.
HU Yong-xiang, YAO Zhen-qiang, HU Jun. Numerical simulation of residual stress field for laser shock processing[J]. Chinese Journal of Lasers, 2006, 33(6): 846-851.
[22] 郭乃国. 激光冲击处理40Cr钢及其残余应力场数值模拟[D]. 镇江: 江苏大学, 2007.
GUO Nai-guo. Laser shock processing of 40Cr steel and numerical simulation of residual stress field induced by LSP[D]. Zhenjiang: Jiangsu University, 2007.
[23] 武敬伟. 激光冲击Fe-Ni合金残余应力场的数值模拟[D]. 镇江: 江苏大学, 2007.
WU Jing-wei. Numerical simulation of residual stress field induced by laser shock processing on Fe-Ni alloy[D]. Zhenjiang: Jiangsu University, 2007.
(编辑 龙怀中)
基金项目:国家自然科学基金资助项目(51501219);辽宁省自然科学基金资助项目(2015020115)
收稿日期:2014-12-15;修订日期:2015-10-18
通信作者:赵吉宾,研究员;电话:024-83601069;E-mail: jbzhao@sia.cn

