
Annealing behavior of Al-Mg-Mn alloy processed by
ECAP at elevated temperature
JIANG Da-ming(蒋大鸣)1, NING Jiang-li(宁江利)1,
SUN Jian-feng(孙俭峰)2, HU Zhi-min(胡志敏)3, HOU Yi(侯 毅)3
1. School of Materials Science and Engineering, Harbin Institute of Technology, Harbin 150001, China;
2. School of Materials Science and Engineering, Heilongjiang Institute of Science and Technology,
Harbin 150027, China;
3. Northeast Light Alloy Co. Ltd., Harbin 150060, China
Received 18 May 2007; accepted 17 September 2007
Abstract: An Al-Mg-Mn alloy was subjected to equal channel angular pressing(ECAP) at 350 ℃ for 6 passes. Static annealing was conducted on the deformed alloy at various temperatures from 400 to 450 ℃ for 1h respectively. The microstructural evolutions of both the deformed and the annealed materials were studied by electron back scattering diffraction pattern(EBSD) analysis. A fine-grained structure with (sub)grain size of about 2 ?m is obtained after 6 ECAP passes, and the fraction of high-angle boundaries is 48.08%. As the annealing temperature increases, the average misorientations of the grain boundaries and the fraction of high-angle boundaries increases gradually. No grain growth takes place in the 400 ℃ annealed sample, while after annealing at 450 ℃ a coarse-grained structure replaces the initial fine-grained structure produced by ECAP. The aspect ratios remain almost constant and the (sub)grains keep equiaxed in the range of the present experiment. As the annealing temperature increases, the strength decreases obviously, which attributes to the relaxation of the internal stresses and the grain growth, while the elongation increases slightly.
Key words: Al-Mg-Mn alloy; equal channel angular pressing; annealing; EBSD
1 Introduction
Metallic materials with (ultra)fine-grained microstructures have many advantages of mechanical properties, e.g., high strength[1-2], low temperature and high strain rate superplasticity[3-4]. The processing of metals through severe plastic deformation(SPD) has become attractive in recent years, because it provides the capability of achieving remarkable grain refinement in polycrystalline materials, with advantages of porosity or contaminants free and low cost[5-6]. The most attractive, and potentially the most useful SPD technique appears to be equal channel angular pressing(ECAP). ECAP has a great advantage for producing bulk materials with (ultra)fine-grained structure, because the cross-sectional area of samples does not decrease during deformation and the samples can be repeatedly pressed to reach very high strains[1-6].
There have been numerous works to date dealing with the studies of the evolution of (ultra)fine-grained microstructures, the resulting mechanical properties, and the subsequent thermal stability of the ECA pressed Al-based alloys[1,3-4,6,7-9]. However, most of the reports concern ECAP carried out at relatively low temperatures and on the billets taken from prior-deformed or thermomechanically processed materials[1,3-4,7-9]. While few work is reported concerning the microstructure and properties of as-cast Al alloy processed by high-temperature ECAP and the subsequent thermal stability[6,10].
It is noteworthy that some experimental works[11-12] exhibited that hot ECAP can be used as an alternative step to hot extrusion or hot rolling in industrial processing to break down the coarse as-cast structure of Al-based alloys. This work is initiated in order to alleviate the deficiency of experimental data about hot ECAP and the subsequent annealing stability. In the present work, an as-cast Al-Mg-Mn alloy was ECA pressed at 350 ℃ up to six passes. The microstructures were characterized and the annealing behavior was examined, with the changes in mechanical properties.
2 Experimental
The alloy used was fabricated by semi-continuous casting. And the chemical compositions (mass fraction, %) were 4.58Mg, 0.56Mn, 0.08Cr, 0.08Si, 0.14Fe and the balance Al. Before ECAP, a homogenization was carried out at 475 ℃ for 24 h on the ingots. The as-homogenized alloy had equiaxed coarse-grained structure, and the initial grain size was 144.0 μm in average measured by linear intercept method. Then the alloy was machined to rods with dimensions of 58.4 mm in diameter and 110 mm in length for ECAP.
The die used for ECAP consisted of 2 circular channels with diameter of 58.5 mm intersecting at an angle of 90?, and the arc of curvature at the outer point of contact between channels was also 90?. Both the die and the rods were coated with a lubricant containing graphite. All the pressings were carried out at 350 ℃ and at a speed of 5 mm/s. The rods were pressed repeatedly for a total of 6 passes, in which the samples were rotated about the longitudinal axis by 90? in the same direction after each consecutive pressing. After completing the desired number of pressings, the specimens were removed from the die and quenched into ice water. And then the pressed alloys were subjected to annealing heat-treatments at various temperatures from 400 to 450 ℃ for 1 h in molten salt bath respectively.
The microstructures were characterized using electron back scattering diffraction pattern(EBSD) analysis, in the central regions of the longitudinal section from the pressed samples parallel to the pressing direction (Y plane described in Refs.[13-14]). The EBSD investigations were performed in a Camscan-MX2600FE SEM equipped with Oxford-INCA EBSD system. The samples for EBSD were prepared by removing the top surface with SiC paper followed by an electropolishing in a 10:90 HClO4/C2H5OH solution to obtain a good surface. As the angular accuracy of the EBSD system is around 1?[7, 9], misorientations less than 1.5? were therefore excluded from the data. Low-angle boundaries(LABs), or subgrain boundaries, were defined as boundaries between 1.5 and 15? in misorientation, and high-angle boundaries(HABs), or grain boundaries, were defined as boundaries greater than 15? in misorientation. Crystallite sizes including (sub)grain size and grain size were measured in the longitudinal and transverse directions from the EBSD maps, using the mean linear intercept method. (Sub)grain size was defined as the one if all boundaries were included (LABs and HABs), and grain size was determined only including HABs.
Observations using optical microscope under polarized light were also carried out in the same regions of the samples as EBSD analysis. Before observation, the samples were metallographically polished and electrolytically etched.
The mechanical properties were evaluated using tensile tests at room temperature at a constant displacement rate equivalent to an initial strain rate of 10-3 s-1 on an Instron-5569 testing machine. And the tensile specimens with dimensions of 2 mm×7.5 mm on cross section and 20 mm in gauge length were cut parallel to the longitudinal axes of the pressed rods.
3 Results and discussion
3.1 Microstructural evolution characterized by EBSD
The distributions of the low-angle boundaries and high-angle ones in the alloy after 6 ECA pressings and annealing at 400 and 450 ℃ for 1 h are exhibited in the EBSD maps as shown in Fig.1. Here the low-angle boundaries and high-angle ones are represented by light and dark lines, respectively. As seen from Fig.1(a), after ECAP at 350 ℃ for 6 passes, the original as-cast coarse-grained structure has been replaced by fine (sub)grains. The size of the (sub)grains is very small, and the fraction of the deformation-induced high-angle boundaries is fairly high. The results of EBSD analysis show that after 6 ECAP passes, the fraction of high-angle boundaries is 48.08%, and the average (sub)grain size and grain size are 2.574 ?m and 1.49 ?m, 9.361 ?m and 4.414 ?m in longitudinal and transverse directions, respectively.
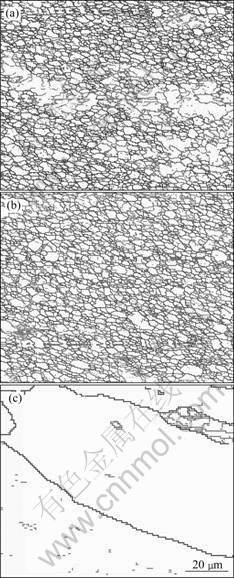
Fig.1 EBSD maps showing high and low angle boundaries (dark and light lines respectively) for alloy deformed by ECAP for 6 passes (a), then annealed at 400 ℃ for 1 h (b), and annealed at 450 ℃ for 1 h (c)
Fig.1(b) shows the EBSD map after annealing at 400 ℃ for 1 h. There is no significant change of the (sub)grain size compared with the structure after ECAP for 6 passes, while it can be seen that the fraction of high-angle boundaries is obviously enhanced, and the distribution of the high-angle boundaries becomes more homogeneous.
Fig.1(c) shows the EBSD map after annealing at 450 ℃ for 1 h. it can be seen that the initial deformation- induced fine (sub)grains have grown into a coarse-grained structure thoroughly. Only in partial region some low-angle boundaries are still visible in the EBSD map, but it should be pointed out that some low-angle boundaries exhibited in the EBSD map may be caused by some defects such as the boundaries between the secondary phase and the matrix, which are not true subgrain boundaries.
Changes in (sub)grain size and grain size after ECAP and annealing at 400 and 450 ℃ are summarized in Fig.2. Fig.2(a) shows the changes of (sub)grain size, and it can be seen that there is no significant change in (sub)grain size after annealing at 400 ℃ for 1 h compared with that after 6 ECAP passes, either in longitudinal or transverse directions. While after annealing at 450 ℃ for 1 h, dramatic grain growth occurs, resulting in significant increase in (sub)grain size, and the ultimate (sub)grain size is 43.48 ?m and 21.99 ?m in the longitudinal and transverse directions, respectively.
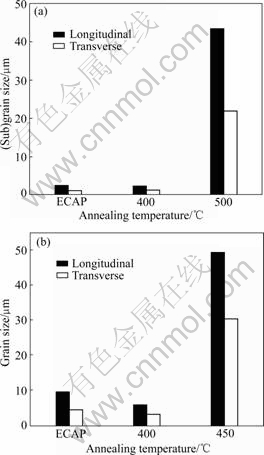
Fig.2 Changes in (sub)grain size and grain size after 6 ECAP passes and annealing at 400 and 450 ℃ for 1 h: (a) (Sub)grain sizes; (b) Grain sizes
Fig.2(b) shows the changes in grain size after ECAP and annealing. It can also be seen that no grain growth occurs after annealing at 400 ℃ for 1 h, however, there is a little decrease in grain size compared with that as-ECA pressed. This is because that some fraction of low-angle boundaries transform into high-angle boundaries after annealing at 400 ℃ for 1 h, while the (sub)grain size does not increase, as a result, the grain size with high-angle boundaries exhibits a decrease compared with that as-ECA pressed. While after annealing at 450 ℃ for 1 h, the grain size increases dramatically, for an equiaxed coarse-grained structure with high-angle boundaries has formed, leading to an ultimate grain size of 49.16 ?m and 30.42 ?m in longitudinal and transverse directions, respectively.
The changes of aspect ratios in (sub)grain and grain sizes are summarized in Fig.3, and it can be seen that (sub)grains remain equiaxed in form in the three states in this experiment. It was stated in the Refs.[10-11,13-14] that, both in low-temperature and high-temperature ECAP, the (sub)grains tended to become equiaxed in form after 4 passes. After annealing, the (sub)grains remain equiaxed in form, which is consistent with other reports[1,3-4,7-8]. HAYES et al[9] pointed out that the grains tended to be more equiaxed after annealing compared with those as-ECA pressed.
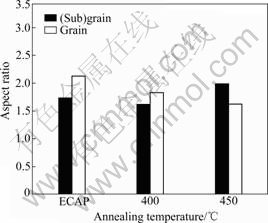
Fig.3 Changes of aspect ratios in (sub)grain and grain sizes after 6 ECAP passes and annealing at 400 and 450 ℃ for 1 h
Fig.4 shows the distribution of misorientation angles for the three states of as-ECA pressed and those annealed at 400 and 450 ℃ for 1 h. It can be seen that after ECAP for 6 passes, the fraction of low angle boundaries with misorientation <15? is still high. After annealing at 400 ℃ for 1 h, the fraction of low-angle boundaries decreases obviously, and the fraction of high-angle boundaries increases correspondingly, especially the boundaries with misorientations between 35? and 55? increase obviously. After annealing at 450 ℃ for 1 h, the high-angle boundaries with misorientations larger than 30? dominate. Although there are still a few low angle boundaries remained, the fraction is very lower than that annealed at 400 ℃ and as-ECA pressed. And as stated early, some fraction of low-angle boundaries counted by EBSD may be induced by defects in the sample, but not the true subgrain boundaries.

Fig.4 Distribution of misorientation angles for three states of ECAP for 6 passes (a), annealed at 400 ℃ for 1 h (b), annealed at 450 ℃ for 1 h (c)
The boundary characteristics developed after ECAP and annealing, e.g. the average misorientation, and the fraction of high-angle boundaries, derived from Fig.4, are presented in Fig.5. The average misorientation and the fraction of high-angle boundaries exhibit the same increasing trend as annealing temperature increases. And after annealing at 450 ℃ for 1 h, the average misorientation and the fraction of high-angle boundaries increase to 31.8? and 63%, respectively.
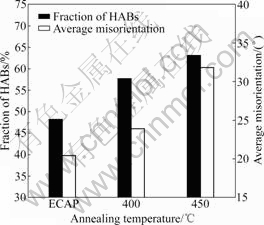
Fig.5 Changes of average misorientation and fraction of HABs after 6 ECAP passes and annealing at 400 and 450 ℃ for 1 h
The boundaries of fine grains induced by ECAP are generally in non-equilibrium, including many facets and steps of regular or irregular alignment, and the lattices near grain boundaries are severely distorted. Additionally, there are extrinsic dislocations on the grain boundaries, resulting in the marked increase of grain boundary energy and high internal stresses[8,14-17]. These highly energetic non-equilibrium boundaries are expected to exhibit enhanced migration due to an increase in both the driving force and the atomic mobility. Therefore, it is reasonable to anticipate a very low activation energy for diffusion on these boundaries[8]. CHANG et al[17] pointed out that for the high energy of the non-equilibrium grain boundaries, static recovery and recrystallization occurred during annealing, resulting inthe increase of the high-angle boundaries. FERRASSE et al[15] stated that during annealing at substatic recrystallization temperatures, dislocations moved toward subgrain boundaries, the internal stresses decreased and the non-equilibrium grain boundaries disappeared. And they also found that the coalescence of the finest subgrains led to the creation of nuclei that grew to form the new statistically recrystallized grains, but in this stage no significant grain growth took place. In the present experiment, after annealing at 400 ℃ for 1 h, the (sub)grain size does not increase, transition from low-angle boundaries to high-angle ones occurs only, and this process is very similar to ‘continuous recrystallization’ [18]. WANG and PRANGNELL[19], HAYES et al[9] pointed out that in the ECA pressed alloys, due to the very high fraction of high-angle boundaries already presented in the deformed state, annealing led to recovery and uniform grain growth, or ‘continuous recrystallization’, rather than the discontinuous recrystallization behavior typically seen in alloys deformed to conventional strains.
After annealing at 450 ℃ for 1 h, dramatic grain growth takes place, resulting in a coarse-grained structure with high-angle boundaries. It is known that the non-equilibrium grain boundaries display grain growth even at relatively low temperatures, since very low activation energy is needed for migration of the grain boundaries[8,20].
Fig.6 shows the optical micrographs under polarized light of the alloy after annealing at 400, 425 and 450 ℃ for 1 h respectively. It can be seen from Fig.6(a) that after annealing at 400 ℃ for 1 h, the (sub)grains remain as fine as those as-ECA pressed, and no grain growth is observed. While after annealing at 425 ℃ for 1 h, abnormal grain growth or secondary recrystallization occurs in the alloy, resulting in a bimodal grain size distribution, as shown in Fig.6(b). This is attributed to an inhomogeneous distribution of dispersoid particles. Abnormal grain growth was also observed by WANG and PRANGNELL[19] using EBSD in ECA pressed AA5091 alloy after annealing treatments. After annealing at 450 ℃ for 1 h, the abnormal grain growth is completed in the alloy, and all the original fine grains disappear, resulting in a coarse-grained structure. It can be seen that the observations using optical microscopy as annealing temperature increases are consistent with the results by EBSD analysis strictly.

Fig.6 Optical micrographs under polarized light of pressed alloy after annealing at different temperatures for 1 h: (a) 400 ℃; (b) 425 ℃; (c) 450 ℃
3.2 Mechanical properties
The effects of annealing temperatures on the tensile properties of the ECA pressed alloy are shown in Fig.7. After annealing at 400 ℃ for 1 h, the ultimate stress and yield stress decrease slightly. For the slight annealing leads to the recovery of the structure, the dislocation density and internal stresses decrease[9,19,21-22]. While after annealing at 450 ℃ for 1 h, the ultimate stress and yield stress decrease obviously, which drop by 24.4 MPa and 54.0 MPa respectively. When annealing at 450 ℃, besides the decrease of the dislocation density and internal stresses, grain growth occurs dramatically, so the strength decreases obviously. And this is also consistent with the well known Hall-Petch relation [9,23].
As the annealing temperature increases, the elongation increases slightly. This is because that the annealing leads to the reduction of the dislocation density and the relaxation of the internal stresses, resulting in the decrease of strength and increase of elongation[9,19,21-22]. In Refs.[1,9,16-17,19], the annealing after low-temperature ECAP usually led to dramatic enhancement of the elongation, which are different from the slight increase of elongation in the present results. When ECAP was performed at temperatures below 200 ℃, usually the ultrafine structures with grain sizes in the range of submicrometers or nanometers were obtained[1,9,16-17, 19]. And the ultrafine grains tend to lose the work hardening on deformation, owing to their very low dislocation storage efficiency inside the tiny grains. And such a material is therefore prone to unstable plastic deformation, limiting the desirable uniform elongation[9,17,19]. However, in the present experiment, the alloy subjected to ECAP at 350 ℃ exhibits the structure with micrometer-sized grains, which is probably beyond the critical minimum grain size before there is sufficient work hardening, and leads to a stable tensile deformation and high elongation[9,19]. So after annealing there is only slight increase in elongation. Besides, when ECAP is performed at high temperatures, dynamic recovery occurs during the ECAP process, and the internal stresses and the energy of the non-equilibrium grain boundaries are not as high as those ECA pressed at low temperatures, so after annealing the elongation does not change a lot.
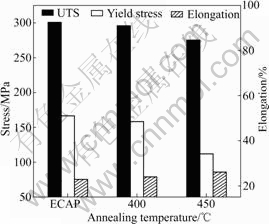
Fig.7 Effects of annealing temperatures on tensile properties of ECA pressed alloy
4 Conclusions
After ECAP at 350 ℃ for 6 passes, a fine-grained structure with (sub)grain size of about 2 ?m is obtained, and the fraction of high-angle boundaries is 48.08%. After annealing at 400 ℃ for 1 h, no significant grain growth occurs, while a large amount of low-angle boundaries transform into high-angle boundaries. After annealing at 450 ℃ for 1 h, dramatic grain growth occurs, and the fine-grained structure processed by ECAP is replaced by a coarse-grained structure with high fraction of high-angle boundaries. The aspect ratios remain almost constant and the (sub)grains keep equiaxed in form in the range of the present experiment. And as the annealing temperature increases, the strength decreases obviously attributed to the relaxation of the internal stresses and the grain growth. While the elongation increases slightly, for the micrometer-sized grains obtained by the high-temperature ECAP already exhibit sufficient work hardening during tensile deformation, resulting in high uniform elongation.
References
[1] HORITA Z, FUJINAMI T, NEMOTO M, LANGDON T G. Equal-channel angular pressing of commercial aluminum alloys: Grain refinement, thermal stability and tensile properties [J]. Metall Mater Trans, 2000, 31A(3): 691-701.
[2] SEGAL V M. Materials processing by simple shear [J]. Mater Sci Eng, 1995, A197(2): 157-164.
[3] XU C, FURUKAWA M, HORITA Z, LANGDON T G. Using ECAP to achieve grain refinement, precipitate fragmentation and high strain rate superplasticity in a spray-cast aluminum alloy [J]. Acta Mater, 2003, 51(20): 6139-6149.
[4] PARK K T, HWANG D Y, LEE Y K, KIM Y K, SHIN D H. High strain rate superplasticity of submicrometer grained 5083Al alloy containing scandium fabricated by severe plastic deformation [J]. Mater Sci Eng, 2003, A341(1/2): 273-281.
[5] VALIEV R Z, ISLAMGALIEV R K, ALEXANDROV I V. Bulk nanostructured materials from severe plastic deformation [J]. Prog Mater Sci, 2000, 45(2): 103-189.
[6] NING J L, JIANG D M. Influence of Zr addition on the microstructure evolution and thermal stability of Al-Mg-Mn alloy processed by ECAP at elevated temperature [J]. Mater Sci Eng, 2007, A452/453(15): 552-557.
[7] CAO W Q, GODFREY A, LIU W, LIU Q. EBSP study of the annealing behavior of aluminum deformed by equal channel angular processing [J]. Mater Sci Eng, 2003, A360(1/2): 420-425.
[8] WANG J, IWAHASHI Y, HORITA Z, FURUKAWA M, NEMOTO M, VALIEV R Z, LANGDON T G. An investigation of microstructural stability in an Al-Mg alloy with submicrometer grain size [J]. Acta Mater, 1996, 44(7): 2973-2982.
[9] HAYES J S, KEYTE R, PRANGNELL P B. Effect of grain size on tensile behavior of a submicron grained Al-3wt%Mg alloy produced by severe deformation [J]. Mater Sci Technol, 2000, 16(11/12): 1259-1263.
[10] SITDIKOV O, KAIBYSHEV R, AVTOKRATOVA E, TSUZAKI K. Fine-grained structure formation in Al-Mg-Sc alloy during hot ECAP [J]. Mater Sci Forum, 2006, 503/504: 721-726.
[11] CHAKKINGAL U, THOMSON P F. Development of microstructure and texture during high temperature equal channel angular extrusion of aluminium [J]. J Mater Process Technol, 2001, 117(1/2): 169-177.
[12] NING J L, JIANG D M, FAN X G, LAI Z H, MENG Q C, WANG D L. Mechanical properties and microstructure of Al-Mg-Mn-Zr alloy processed by equal channel angular pressing at elevated temperature [J]. Mater Charact, 2008, 59(3): 306-311.
[13] IWAHASHI Y, HORITA Z, NEMOTO M, LANGDON T G. The process of grain refinement in equal-channel angular pressing [J]. Acta Mater, 1998, 46(9): 3317-3331.
[14] XU C, FURUKAWA M, HORITA Z, LANGDON T G. The evolution of homogeneity and grain refinement during equal-channel angular pressing: A model for grain refinement in ECAP [J]. Mater Sci Eng, 2005, A398(1/2): 66-76.
[15] FERRASSE S, SEGAL V M, HARTWIG K T, GOFORTH R E. Microstructure and properties of copper and aluminum alloy 3003 heavily worked by equal channel angular extrusion [J]. Metall Mater Trans, 1997, 28A(4): 1047-1057.
[16] IWAHISHI Y, HORITA Z, NEMOTO M, LANGDON T G. Factors influencing the equilibrium grain size in equal channel angular pressing: Role of Mg additions to aluminum [J]. Metall Mater Trans, 1998, 29A(10): 2503-2510.
[17] CHANG S Y, AHN B D, HONG S K, KAMADO S, KOJIMA Y, SHIN D H. Tensile deformation characteristics of a nano-structured 5083Al alloy [J]. J alloy & Comp, 2005, 386(1/2): 197-201.
[18] DOHERTY R D, HUGHES D A, HUMPHREYS F J, JONAS J J, JENSEN D J. Current issues in recrystallization: A review [J]. Mater Sci Eng, 1997, A238(2): 219-274.
[19] WANG Z C, PRANGNELL P B. Microstructure refinement and mechanical properties of severely deformed Al-Mg-Li alloys [J]. Mater Sci Eng, 2002, A328(1/2): 87-97.
[20] CHANG S -Y, LEE J G, PARK K -T, SHIN D H. Microstructures and mechanical properties of equal channel angular pressed 5083Al alloy [J]. Materials Transactions, 2001, 42(6): 1074-1080.
[21] MARKUSHEV M V, MURASHKIN M Y, PRANGNELL P B, GHOLINIA A, MAIOROVA O A. Structure and mechanical behaviour of an Al-Mg alloy after equal channel angular extrusion [J]. Nanostruct Mater, 1999, 12(5/8): 839-842.
[22] KIM W J, CHUNG C S, MA D S, HONG S I, KIM H K. Optimization of strength and ductility of 2024Al by equal channel angular pressing (ECAP) and post-ECAP aging [J]. Scripta Mater, 2003, 49(4): 333-338.
[23] FURUKAWA M, HORITA Z, NEMOTO M, VALIEV R Z, LANGDON T G. Microhardness measurements and the Hall-Petch relationship in an Al-Mg alloy with submicrometer grain size [J]. Acta Mater, 1996, 44(11): 4619-4629.
Corresponding author: NING Jiang-li; Tel: +86-451-86417617; E-mail: haowen20012003@yahoo.com.cn
(Edited by YANG Bing)

