���±�ţ�1004-0609(2011)08-1847-08
���ղ����Խ�����ĩ��ע�����о��������ò��Ӱ��
����ҫ���� �ƣ��������Ž���
(���ϴ�ѧ ��ĩұ������ص�ʵ���ң���ɳ 410083)
ժ Ҫ���ֱ���316L(40%���������)��316L(60%)Ϊо���Dz�ι�ϣ��о����ղ�����Dz������¶ȡ��Dz�ע���ٶȺ��ӳ�ʱ��Է�ĩ��ע��о��������ò��Ӱ�죻�������ղ����Խ�����ע��о����òӰ�������ѧ���������������о������ǰ�س�Ģ��״���̶�о�������¶ȣ����ſDz������¶ȵ����ߣ�о�㴩��ȴ�148 mm��С��136 mm��������ȴ�133 mm���ӵ�139 mm����Dz�ע���ٶȵ����ӣ�о�㴩��ȴ�148 mm��С��143 mm����о�㴩���ȵı仯���ɲ����ԣ�����о�������ӳ�ʱ�������о�㴩��ȴ�146 mm���ӵ�154 mm�������ȴ�118 mm���ӵ�136 mm��
�ؼ��ʣ�������ĩ��ע����Σ����ղ�����о��������ò������ѧ��о���Dz��ȱ�
��ͼ����ţ�TF124���� ���ױ�־�룺A
Effects of processing parameters on core melt morphology of metal powder co-injection molding
WANG Guang-yao, HE Hao, LI Yi-min, ZHANG Jian-guang
(State Key Laboratory of Powder Metallurgy, Central South University, Changsha 410083, China)
Abstract: Using two feedstocks, 316L(60%) and 316L(40%), as core and skin feedstocks, the effects of processing parameters, such as skin melt temperature, skin velocity and delay time, on the core melt morphology of metal co-injection molding were studied. The mechanism of the effect of processing parameters on the core melt morphology was studied on the basis of rheological theory. The results show that core melt front shows the shape of mushroom. With the increase of skin melt temperature, the penetration depth decreases from 148 mm to 136 mm, and the largest penetration width increases from 133 mm to 139 mm. While there is no significant variation on the core penetration with the increase of skin velocity, the penetration depth decreases from 148 mm to 143 mm. With the increase of delay time, the core penetration depth and width change significantly from 146 mm to 154 mm and from 118 mm to 136 mm, respectively.
Key words: metal powder co-injection molding; processing parameters; core melt morphology; rheology; core-skin viscosity ratio
������ĩ��ע����μ������ɴ�ͳ��ĩע����κ����Ϲ�ע��������϶���չ������һ���¼������ü���ͨ����ע��Ѳ�ͬ�ӹ����ԵIJ�����ģ����һ�θ���ע����Σ����ϸ���ֵ���Խ���ܣ�������һ������������ʹ��Ʒͬʱ��ù����Ժ���״���� �ԣ��Ӷ�һ�������Ʒ��Ϳ�㡢���洦������װ�Ȳ��裬ʵ�ָ�����״�������ܵĶ��һ�廯����Ľ������κʹ�����������������㲿���������ɱ����ü���Ϊ��������Ŀ���������ṩ��һ��ȫ�µ�;�����������Ʊ���ܸ��ϲ��ϵ�Ҫ���о�ķ�չDZ��[1-2]��
�Թ�ע����μ������ԣ�о���������ò�ͷֲ�ֱ��Ӱ���Ų�Ʒ�����������ܡ��������������Ϲ�ע����������о���ͨ��ʵ�����ֵģ����ֶζ�о�����Ϸֲ��������о���LI��[3-5]���ܹ�����[6]������ϼ��[7]�ֱ�ѡ�ò�ͬ�ľۺ�����Ϊ���϶Լ�оע������о��������ȱ���Ӱ�������ò������Ҫ���ء�JOHNSTON��SQUIRES[8]���۱�ϩ��Ϊ�Dz���о����ϣ���ͨ����ѧ�����۲�۲�о���ȡ��о�����������Ʒ�ֻ����������������������Ӱ��о�㴩�ͿDz��ȵ���Ҫ���ء�MESSAOUD��[9]ѡ�þ۱�ϩ�Ͳ�����ǿ�۱�ϩ������������о����֣��Dz����ϵ�ע���ٶȶԿDz�-о�����Ϸֲ���Ӱ�켫Ϊ���ԣ���о��ע���ٶȻ���û��Ӱ�졣��SCHLATTER ��[10]���о����֣���о�����ٲ���ʱ���Dz����ٵĸı��о�㴩���Ӱ�첻�����Dz����ٲ��䣬о�����ٸı��ʹ��о�㴩��ȼ�С������ע���ٶ��⣬�������ղ���Ҳ��һ���̶���Ӱ�����ϵķֲ���LI��[3]��Ϊ���ڷǵ��������£����������¶ȶԽ�����״��Ӱ��dz����ӡ��ܹ�����[11]��ģ�⼰ʵ������������о�������¶ȹ̶������ſDz������¶����ߣ�о����Դ���ȼ�С������Կ����������Dz��¶ȹ̶�������о���¶����ߣ�о����Դ����������Կ��ȼ�С��
Ŀǰ�������϶Խ�����ĩ��ע����ε��о���ͣ���ڳ��ԽΣ���û�ж�Ӱ�����о���Dz��ȡ�о���Dz������ò�����ؽ���ϵͳ���о�����û�жԽ�����ĩ��ע����εij����������ϵͳ���ɹ������۽��͡��������߷ֱ���316L(40%)��316L(60%)Ϊо���Dz�ԭ�ϣ��о��˹��ղ�����ע���¶ȡ��Dz������¶ȡ��ӳ�ʱ���о�㴩�����Ӱ�졣����������ע����ι��ղ�����о�㴩����Ĺ�ϵ������������ѧ�����������о���
1 ʵ��
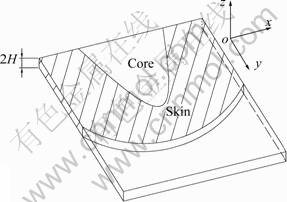
ʵ��ѡ�óߴ�Ϊ160 mm��160 mm��5 mm������ƽ��ģ�ߣ�����Ϊ�߽��ڣ�λ��160 mm��5 mmƽ��ĵײ����ߴ�Ϊ6 mm��1 mm��5 mm����ͼ1��ʾ��
��ĩ����ѡ��Ӣ��Ospery��˾������������316L����ַۣ���ƽ������Ϊ22 ��m��ճ���ѡ������ճ���������ɳɷ���Ҫ��ʯ��+��ϩ-������ϩ+ ���ܶȾ���ϩ+����ϩ�����ơ����⣬Ϊ�˱��ڹ۲���Ʒо���������ò��ʵ����о��ι���м�����������ʯī��ĩ�����������Ϊ1:150�����շ�ĩ��ճ���װ�����ֱ�Ϊ40%��60%����ȣ�����ϻ����1.5~ 2 h����XSMY������������3 h����YHL04�͵��ݸ˼��ϻ��Ͼ�3�μ�����ʹ��ĩ��ճ�����Ͼ��ȣ��趨�¶�Ϊ165 �档��ͨ��V68������������������ι���Ƴɳ�3~5 mm��ֱ��ԼΪ2 mm����״���õ��ʺ�ע����εľ���ι�ϡ���װ����Ϊ40%��ι����Ϊо�㣬װ����Ϊ60%��ι����Ϊ�Dz㡣�ٲ���Rheo5000��ѹëϸ�������Dzⶨι���ڼ�������Ϊ40~1 200 s-1��Χ�ڲ�ͬ�¶��µ���ֵ�������ͼ2��3��ʾ��Ȼ�������������ܻ���������˾������HTF90W2������ע����ͻ������ι�ϵ�ע�䣬ע�乤�ղ������1���С�����õ�����������ƽ�ʣ��ֱ����о������Ĵ���Ⱥʹ����ȡ��������ע�䷽����о����������ǰ���뽽��λ�õľ��룬��y��ʾ����λΪmm����������ָ��о�㴩�������ע�䷽��ֳ����ȷ֣��������ڴ�ֱ��ע�䷽������չ�ľ��룬�ֱ���x1��x2��x3��ʾ������о�����崩�������ʾ��ͼ��ͼ4��ʾ��

ͼ1 ��ע��ƽ��ģ��ʾ��ͼ
Fig.1 Geometry of square plate co-injection mold (mm)

ͼ2 316L-40%ι���ڲ�ͬ�¶��µ��ȡ��������ʹ�ϵ����
Fig.2 Viscosity��shear rate curves of 316L-40% feedstock at different temperatures
��1 ע��ʵ�鹤�ղ���
Table 1 Technique parameters of injection conditions


ͼ3 316L-60%ι���ڲ�ͬ�¶��µ��ȡ��������ʹ�ϵ����
Fig.3 Viscosity��shear rate curves of 316L-60% feedstock at different temperatures

ͼ4 о�㴩���y������xʾ��ͼ
Fig.4 Schematic diagram of measurement of core penetration in directions x and y
2 ʵ����
ͼ5��ʾΪо���¶�Ϊ158 ��ʱо�㴩������Dz��¶ȱ仯��ʵ����Ƭ����ͼ5���Ժ����ԵĿ�����о������ǰ�س�Ģ����״������NGUYEN��[12]��WATANABE��[13-14]ͨ��ʵ���о����֣���ע�������о������ǰ��������Ģ���λ�V���������������
����ͼ5�����Ի��о���¶�Ϊ158 ��ʱо�㴩������Dz��¶ȵı仯���ߣ���ͼ6��ʾ����ͼ6���Կ�����о�㴩���yֵ���ſDz��¶ȵ����߶���С��������x1��x2�����ſDz��¶ȵ����߶����ߡ�ͼ6������ʾ�����ſDz��¶ȵ����ߣ�о�㴩��ȴ�148 mm��С��136 mm��������������133 mm���ӵ�139 mm��
ͼ7��ʾΪо���Dz��¶Ⱦ�Ϊ164 �桢о��ע������Ϊ60 g/s��о�㴩������Dz�ע���ٶȵı仯���ߡ���ͼ7���Կ�����о�㴩���y��Dz��ٶȵ����Ӷ���С����о�㴩���ȵı仯���������ԡ����ǣ��Dz�ע���ٶȵı仯��о�㴩�����Ӱ���С���仯��������2~3 mm֮�䡣��һ����SCHLATTER��[10]���о�����һ�¡���Dz�ע��������ȣ��Dz��¶������о�㴩����仯������
ͼ8��ʾΪо�㴩�������ӳ�ʱ��仯�Ĺ�ϵ���ߡ���ͼ8���Կ����������ӳ�ʱ���������о�㴩���y��������x3����������ӣ����У�о�㴩��ȴ�146 mm���ӵ�154 mm���ý����ע���ٶ���ȣ������о�㴩����仯�������ע���¶ȶ��ԣ����С�����ı���ʱʱ��ȸı�Dz�ע���ٶ��ܸ���Ч�ص���о���Dz���ò�ֲ�����Ч������ı�ע���¶ȵ����ԡ�
3 ����������
3.1 ���ղ���Ӱ��о��������ò�ֲ�������ѧ����
��ʵ�鷢�֣��ֱ�ı�Dz�����ע���¶ȡ��Dz�����ע���ٶȺ��ӳ�ʱ��ȹ��ղ�������ʹо���������ò�����˹����Եı仯�����ֵ������ղ���Ӱ��о��������ò��������Դ�����ѧ�ĽǶȽ��н��͡�

ͼ5 о���¶�Ϊ158 ��ʱо���Dz㴩������Dz��¶ȱ仯��ʵ����Ƭ(mm)
Fig.5 Photographs showing penetration changes with skin temperature for co-injected parts molded parts at constant core temperature of 158 �� and different skin temperatures (mm): (a) 152 ��; (b) 158 ��; (c) 164 ��; (d) 170 ��; (e) 176 ��

ͼ6 о���¶�Ϊ158 ��ʱо�㴩������Dz�ע���¶ȵı仯����
Fig.6 Change curves of core penetration with skin temperature at core temperature of 158 ��
��ͼ9��ʾ�������ǻ�е�о���Dz�����Ϊţ�����壬�����Hele-Shaw�����ۣ�о���Dz��ƽ���������ʷֱ�Ϊ[15]
 (1)
(1)
 (2)
(2)
ʽ�У�vcore��vskin�ֱ��ʾо���Dz�������������ʣ� ��
�� �ֱ��ʾо���Dz�������ȣ�HΪ��ǻ��ȵ�һ�룻
�ֱ��ʾо���Dz�������ȣ�HΪ��ǻ��ȵ�һ�룻 ��
�� �ֱ��ʾо���Dz�ѹ��pcore��pskin�����������ϵ��ݶȡ�
�ֱ��ʾо���Dz�ѹ��pcore��pskin�����������ϵ��ݶȡ�

ͼ7 о��ע�����ʹ̶�Ϊ60 g/sʱо�㴩������Dz�ע�����ʵı仯����
Fig.7 Change curves of core penetration with skin injection velocity at core velocity of 60 g/s
��о���Dz���洦���������¹�ϵ��
pcore=pskin (3)
= (4)

ͼ8 о�㴩������о���ӳ�ʱ��仯�Ĺ�ϵ����
Fig.8 Change curves of core penetration with delay time
ͼ9 ��ģ������������ѧʾ��ͼ
Fig.9 Schematic diagram of rheological analysis for mold-filling process
ͨ��ʽ(1)~(2)�����Եõ���
 (5)
(5)
��
 (6)
(6)
ͨ��ʽ(6)���Կ��������������ô ��
�� ������о�������ȵ��ڿDz�������ʱ��о������ȿDz����������ĸ��죬о��������ǰ�˶�������Խ�������ʱо����������ǻ�е�λ�ø��ӽ��Dz�ǰ��λ�á�о���Dz��ȱȵ��ڷ�ΧԽ��о���Dz�������������ʱȵı仯��ΧԽ�Ӷ��ܹ�����Ч�ص���о������ķֲ������ԣ�����ͨ������о���Dz��ȱ�������о������ķֲ�������ţ���������ֻ���¶��йأ���ˣ���ʵ�����������У�����ֱ�ӻ���ӵص���������¶ȣ�����ʹо���Dz��ȱȸı䣬�Ӷ�ʹо���Dz���ٶ�֮�ȷ����仯�������ﵽ����о������ֲ���Ŀ�ġ�
������о�������ȵ��ڿDz�������ʱ��о������ȿDz����������ĸ��죬о��������ǰ�˶�������Խ�������ʱо����������ǻ�е�λ�ø��ӽ��Dz�ǰ��λ�á�о���Dz��ȱȵ��ڷ�ΧԽ��о���Dz�������������ʱȵı仯��ΧԽ�Ӷ��ܹ�����Ч�ص���о������ķֲ������ԣ�����ͨ������о���Dz��ȱ�������о������ķֲ�������ţ���������ֻ���¶��йأ���ˣ���ʵ�����������У�����ֱ�ӻ���ӵص���������¶ȣ�����ʹо���Dz��ȱȸı䣬�Ӷ�ʹо���Dz���ٶ�֮�ȷ����仯�������ﵽ����о������ֲ���Ŀ�ġ�
���⣬ͨ���ı�о���Dz��ע�����ʣ�����ֱ�Ӹı�о���Dz��ע������֮�ȣ�����ʹо���Dz����������ٶȷ����仯���Ӷ�ʹо������ķֲ������仯��
��������������ģ�͵ķ�ţ�����壬��ǻ��о���Dz��ƽ���ٶȿ��Ա�ʾΪ[15]
 (7)
(7)
 (8)
(8)
ʽ�У�ncore��nskin�ֱ��ʾо���Dz���������ָ����kcore��kskin�ֱ�Ϊо���Dz����ϵ����
Ϊ�˱��ڷ�������ncore=nskin����
 (9)
(9)
 (10)
(10)
ʽ�У�A��TaΪ�������Գ�����
���ڷ�ţ�����������ǻ��ͨ��ʽ(6)���Եó�����ţ�����������ǻ�Ĺ��ɣ����kcore��kskin����ôvcore��vskin������о���������ϵ�����ڿDz��������ϵ��ʱ��о������Ҫ�ȿDz����������ĸ��죬о��������ǰ�˶�������Խ�������ʱо����������ǻ�е�λ�ø��ӽ��Dz�ǰ��λ�á���ˣ�����о���Dz�����ij���ϵ��k������ָ��n������Ч�ص���о���Dz����������֮�ȣ������ܹ���Ч�ص���о������ķֲ�����ţ������ij���ϵ��������ָ�������¶��йء���ˣ���ʵ�ʵ����������У�����ֱ�ӻ���ӵص���������¶ȣ�����ʹо���Dz�����ij���ϵ��֮�Ⱥ�����ָ���ı䣬�Ӷ�ʹо���Dz���ٶ�֮�ȷ����仯�������ﵽ����о������ֲ���Ŀ�ġ�
��ʵ��ij�����̿���Ϊ��ţ����������ǻ�е��˶����̣������Ϸ������Է��֣�ʵ���е��ڿDz�ע���¶Ȼ�ע���ӳ�ʱ����ֱ�ӻ��ӵص�����о���Dz��ע���¶ȣ�ʹо���Dz�����ij���ϵ��������ָ�������仯���Ӷ��ı���о���Dz��ע������֮�ȣ�����������о������ķֲ����ı�Dz��ע�����ʣ���ֱ�Ӹı�о���Dz��ע������֮�ȣ�����ʹо���Dz����������ٶȷ����仯���Ӷ�ʹо������ķֲ������仯��
3.2 ���ղ�����о����ò�ֲ���Ӱ��
���о����֣��ı䲻ͬ�Ĺ��ղ�����о���Dz���ò�ֲ���Ӱ��̶Ȳ�ͬ�����ֱ�ı�Dz�ע���¶��Լ�о���ӳ�ʱ��ȸı�Dz�ע���ٶ��ܸ���Ч�ص���о���Dz���ò�ֲ����������ߴ�о���Dz��ȱȵĽǶȶ���һ��������˷���[3-5, 16-18]��
����������ģ�ͣ�����������ʵĹ�ϵΪ
 (11)
(11)
���У� Ϊ�����ȣ�kΪ�������ϵ����
Ϊ�����ȣ�kΪ�������ϵ���� Ϊ�������ʣ�nΪ����ָ����
Ϊ�������ʣ�nΪ����ָ����
����������ģ�߳ߴ硢ι��ע�����ʴ������¹�ϵ[19]��
 (12)
(12)
ʽ�У�QΪע�����ʣ�WΪģ�ߵĿ��ȣ�hΪģ�߸߶ȡ�
ͼ10��11��ʾ�ֱ�Ϊ316L-40%��316L-60%��ĩι���ڲ�ͬ�¶��µ��ȡ��������ʶ������ߣ���ͼ10��11���Էֱ���ϵõ�����ģ�͵���ز���k��n��ֵ����ô��ͨ��ʽ(11)��(12)���Ի��о���Dz������ڲ�ͬ�¶��£���ͬע������ʱо���Dz���ȱȡ�
��2����Ϊо���Dz�ע������Ϊ60 g/s��о���¶�Ϊ158 �棬��ͬ�Dz��¶�����£�о���Dz��Ӧ��kֵ��nֵ�Լ��Ȧǡ��ɱ�2���Կ�����о����ע������Ϊ60 g/s�£��Dz������¶ȱ仯��о���Dz��ȱȵ�Ӱ�졣���Dz��¶�Ϊ152 ��ʱ��о���Dz���ȱ�Ϊ0.49������176 ��ʱ��о���Dz���ȱ�Ϊ1.06��
ͬ���أ����Եõ��ı�Dz�����ע�����ʶ�о���Dz��ȱȵ�Ӱ�졣����ͼ10��11���Ի����о���Dz������¶�Ϊ164 ��ʱ��������ģ�͵����ϵ��k��n��ֵ����kcore=292.1��ncore=0.66��kskin=789.9��nskin=0.55����������ʽ(11)��(12)��ÿDz�ע�����ʷֱ�Ϊ30��90 g/sʱ��о���Dz��ȱȷֱ�Ϊ0.7��1.15�����Կ������ı�ע���ٶȵõ���о���Dz��ȱȱ仯Ϊ0.7��1.15�����ı��¶�о���Dz��ȵı仯Ϊ0.49��1.06������˵����ı�ע���ٶ���ȣ��ı�Dz�ע���¶��ܸ���Ч�ص���о���Dz���ò�ֲ���

ͼ10 316L-40%��ĩι�ϲ�ͬ�¶��µ� ��
�� ����
����
Fig.10 �� curves of 316L-40% feedstock at different temperatures

ͼ11 316L-60%��ĩι�ϲ�ͬ�¶��µ�������
Fig.11 �� curves of 316L-60% feedstock at different temperatures
��2 о��ͿDz�ע�����ʷֱ�Ϊ60 g/s����ͬ�Dz��¶���о��ͿDz������Ӧ����(��)ֵ
Table 2 Viscosity of core and skin melts at different temperatures and velocity of 60 g/s

����������Ϊ���ı��ӳ�ʱ���Ǽ�ӵظı��˿Dz��ע���¶ȣ����Ҳ���Դ��¶ȸı�о���Dz��ȱȵĽǶȣ����ı��ӳ�ʱ��ȸı�Dz�ע���ٶ��ܸ���Ч�ص���о��������ò�ֲ���һʵ�����������ӳ�ʱ���������������ǻ�еĿDz�������ģ�ڵ��ȴ��������ã��Dz������ɢ������Ҳ��Խ�࣬�Dz�������¶�Խ�͡��ɱ�2��֪��������������¶ȵ��½����½�����ˣ��ȱȷ����仯���Ӷ�Ӱ����о���������ò�ֲ���Ŀǰ���ӳ�ʱ���о��������ò�ֲ���Ӱ��Ķ������ͻ��ڽ�һ�����о�֮�С�
ͨ���������Է��֣��������ղ������൱�ڸ����ȱȣ����������ٶȣ��ı乤�ղ������ȱȡ������ٶ�֮�Ⱦ���֮�仯������о���Dz���ò�仯����о���Dz��ȱȱ仯��ʱ��о���Dz����������ٶȱȱ仯����о���Dz���ò�仯Ҳ��
4 ����
1) ���̶�о�������¶ȡ��Dz������¶���152~176 ��֮��ı�ʱ�����ſDz������¶ȵ����ߣ�о�����崩��ȼ�С������������ӣ���Dz�ע���ٶȵ����ӣ�о�㴩��ȼ�С����о�㴩���ȵı仯���������ԣ�����о�������ӳ�ʱ�������о�����崩��ȣ������ȱ仯���ԡ���ı�ע���ٶȹ��ղ�����ȣ��ı�Dz�ע���¶ȡ�о���ӳ�ʱ���ܸ���Ч�ص���о���Dz���ò�ֲ���
2) о���������ò�ֲ���о���Dz�����ǻ�е��˶��ٶ�֮���йء���������ѧ���������ڷ�ţ�����������ǻ���̣�����о���Dz�����ij���ϵ��������ָ��������Ч����о���Dz���������ʱȣ������ܹ���Ч����о������ķֲ�����ˣ�ֱ�ӻ���ӵص���������¶ȣ�ʹо���Dz�����ij���ϵ���Ⱥ�����ָ���ı䣬�Ӷ�ʹо���Dz���ٶȱȷ����仯����������о������ֲ������⣬ͨ���ı�о���Dz��ע�����ʣ�ֱ�Ӹı�о���Dz��ע�����ʱȣ��Ӷ�ʹо������ķֲ������仯��
REFERENCES
[1] �ܹ���, �Ż���. ��ע������¹��ռ��豸����[J]. �ִ����칤��, 2003(11): 87-89.
ZHOU Gui-lian, ZHANG Hui-min. Co-injection molding technology equipment and application of liquid silicone rubber[J]. Modern Manufacturing Engineering, 2003(11): 87-89.
[2] �� ��, ������, �� ��. ��ע����ͼ������䷢չ[J]. ��������Ӧ��, 2007, 35(4): 31-35.
ZHU Ji, LEI Yan-wei, ZHANG Jie. Co-injection moulding and its development[J]. Engineering Plastics Application, 2007, 35(4): 31-35.
[3] LI C T, ISAYEV A I. Interface development and encapsulation in simultaneous co-injection molding of disk (��): Two- dimensional modeling and formulation[J]. Journal of Applied Polymer Science, 2003, 88: 2300-2309.
[4] LI C T, LEE D J, ISAYEV A I. Interface development and encapsulation in simultaneous coinjection molding of disk (��): Two-dimensional simulation and experiment[J]. Journal of Applied Polymer Science, 2003, 88: 2310-2318.
[5] LI C T, LEE D J, ISAYEV A I. Interface and encapsulation in simultaneous co-injection molding of disk: Two-dimensional simulation and experiment[C]//Annual Technical Conference 2002, Society of Plastics Engineers. America: Robert Malloy, 2002, 48: 465-469.
[6] �ܹ���, ������, �γɺ�, ��ЧѸ, �� ��. ��ע����о���Dz������ȶ�о���Dz������ƶ�ǰ����ò��Ӱ��[J]. ���ϲ���ѧ��, 2004, 21(4): 24-30.
ZHOU Guo-fa, LIU He-sheng, HE Cheng-hong, ZHANG Xiao-xun, SUN Mao. Effect of core-skin viscosity ratio on the formation of layer interface and moving melt fronts during molding filling if co-injection[J]. Acta Materiae Compositae Sinica, 2004, 21(4): 24-30.
[7] ����ϼ, ¬����, ������, �곤��. ��ע�������о/�Dz�����ȱȶ��Ͼ����Ӱ��[J]. �߷��Ӳ��Ͽ�ѧ�빤��, 2010, 26(3): 116-118.
WANG Li-xia, LU Song-tao, ZHU Wen-na, SHEN Chang-yu. Influence of core-skin viscosity ratio on chase distance in co-injection molding[J]. Polymer Materials Science and Engineering, 2010, 26(3): 116-118.
[8] JOHNSTON S, SQUIRES S. Effects of processing parameters and wall thickness on core geometry and core penetration for co-injection parts[C]//Annual Technical Conference 2003 Society of Plastics Engineers. America, Robert Malloy, 2003, 49: 3348-3352.
[9] MESSAOUD D A, SANSCHAGRIN B, DERDOURI A. Co-injection molding: Effect of processing on material distribution and mechanical properties of short glass fiber reinforced polypropylene test bars[C]//Annual Technical Conference 2002, Society of Plastics Engineers. America: Robert Malloy, 2002, 48: 645-648.
[10] SCHLATTER G, AGASSANT J F, DAVIDOFF A, VINCENT M. An unsteady multifluid flow model: Application to sandwich injection molding process[J]. Polymer Engineering and Science, 1999, 39(1): 78-88.
[11] �ܹ���, �� ��, ������������Ԫ, ������. ˳��ע���͵�ʵ���о�[J]. �й�����, 2003, 17(4): 53-57.
ZHOU Guo-fa, SUN Mao, LIU He-sheng, LI Shen-yuan, LUO Zhong-min. Experimental study of sequential co-injection molding[J]. China Plastics, 2003, 17(4): 53-57.
[12] NGUYEN K T, TURCOTT E, DERDOURI A, KOPPI K A. Polymer melt flow behavior in the co-injection molding process[C]//Annual Technical Conference 2000, Society of Plastics Engineers. America: Robert Malloy, 2000, 46: 533-537.
[13] WATANABE D, HAMADA H, TOMARI K. Flow behavior of core material in sandwich injection molding with sequential and simultaneous injection[C]//Annual Technical Conference 2002, Society of Plastics Engineers. America: Robert Malloy, 2002, 48: 567-571.
[14] WATANABE D, HAMADA H, TOMARI K. The developing behavior of core material and breakthrough phenomenon in sandwich injection[C]//Annual Technical Conference 2001, Society of Plastics Engineers. America: Robert Malloy, 2001, 47: 656-660.
[15] YOUNG S S, WHITE J L, CLARK E S, OYANAGI Y. A basic experimental study of sandwich injection molding with sequential injection[J]. Polym Eng Sci, 1980, 20(12): 798-804.
[16] SOMNUK P, SMITH G F. Experimental study of simultaneous co-injection moulding process[C]//Annual Technical Confeernce 1995, Society of Plastics Engineers. America: Robert Malloy, 1995, 41: 760-764.
[17] PARSONS M, TOYODA P. Co-injection molding of PVC with other thermoplastics: Porcessing, properties and application[J]. Jounral of Vinyl and Additive Technology, 2002, 18(3): 202-208.
[18] GOODSHIP V, KIRWAN K, SMITH G F. Interfacial instabilities in multimaterial co-injection mouldings (Part 2): Interfacial mixing in transparent moulding[J]. Plastics Rubber and Composites, 2003, 32(3): 98-103.
[19] SMITH J B. Injection moulding-gates and runners[EB/OL]. http://www.pcn.org/Technical Notes-Gates and runners. htm. [2010-06-09].
(�༭ ������)
������Ŀ�����Ҹ����о���չ�ƻ�������Ŀ(2007AA03Z114)��������Ȼ��ѧ�������о�Ⱥ�����������Ŀ(50721003)
�ո����ڣ�2010-02-22�������ڣ�2010-11-15
ͨ�����ߣ��� �ƣ���ʿ���绰��0731-88836113��E-mail: he_hao555@yahoo.com.cn

