���±�ţ�1004-0609(2013)06-1701-11
��ѹ������Ʒλ�̿�Ĺ���
л����1, 2��������1, 3��· ��4��������5��������5
(1. ����������ѧ ұ������Դ����ѧԺ������ 650093��
2. ���ݴ�ѧ ������ұ��ѧԺ������ 550088��3. ����ұ�����ܹ�˾������ 650031��
4. ������þ����о�Ժ������ 550081��5. ���Ͻ�ˮ�̿��������ι�˾����ˮ 654302)
ժ Ҫ���Ե�Ʒλ�̿������ѹ�������ս�������ʵ��͵�����ʵ�飬ͨ������ʵ��ó�����ѹ������Ʒλ�̿����У�Ӱ���̽����ʵ���Ҫ���صĽϼ�������£���ʼ��Ũ��160 g/L����������50 g��Һ�̱�5:1(5 mL/g)��ѹ��1 MPa���¶�180 �桢ʱ��80 min��Ϊ������Ʒλ�̿����̡��������Ľ�����Ϊ��ʵ����3�ֽ���Ԫ�صĸ�Ч���룬�ο�����ʵ�����ʵ��ص������ղ��������е�����ʵ���о�����ϸ����ʼ��Ũ�ȡ���Ӧ�¶ȡ�����������Һ�̱ȡ�����ʱ��ͽ���ѹ�����̡������������ʵ�Ӱ�죬�õ��Ż����������������£���Ʒλ�̿��100 g����ʼ����Ũ��120 g/L��������Ӧ�¶�120 �棬��������50 g��Һ�̱�5:1(5 mL/g)������ʱ��100 min������ѹ��0.7 MPa������ת��500 r/min�������վ������õ��ȶ��ԣ����Ż����������£��̵Ľ�����Ϊ96%�����������Ľ����ʷֱ�Ϊ38.7%��7.12%��ʵ����ѡ���Ը�Ч�ܳ����̺������������ʵķ���Ч�����ã�Ϊ����ʵ�ֵ�Ʒλ�̿��и����м�Ԫ�ص�����Ч���յ춨�˻�����
�ؼ��ʣ���Ʒλ�̿�ѹ�������̣�������
��ͼ����ţ�TF533.2; TF803.21; R775.1 �� �� ���ױ�־�룺A
Technique of pressure leaching low grade manganese ore
XIE Hong-yan1, 2, WANG Ji-kun1, 3, LU Hui4, JI Xiao-cang5, YANG Shi-cheng5
(1. Faculty of Metallurgical and Energy Engineering, Kunming University of Science and Technology, Kunming 650093, China;
2. College of Materials and Metallurgy, Guizhou University, Guiyang 550088, China;
3. Yunnan Metallurgy Group Parent Company, Kunming 650031, China;
4. Guiyang Aluminium and Magnesium Design Institute Co., Ltd., Guiyang 550081, China;
5. Yunnan Jianshui Manganese Mine Limited Liability Company, Jianshui 654302, China)
Abstract: The pressure leaching process of low grade manganese ore in a sulfuric acid medium was studied by orthogonal experiments and single-factor experiments. First, the better prescription of primary factors which affect the manganese leaching rate were determined through orthogonal experiments, namely initial acidity of 160 g/L, pyrite amount of 50 g, liquid-to-solid ratio of 5:1(5 mL/g), air pressure of 1MPa,leaching temperature of 180 ��, leaching time of 80min. In order to analyze the leaching behavior of Mn, Fe and Al in the low grade manganese ore and realize highly effective separation of these three metallic elements, the technological parameters were adjusted refering to orthogonal experimental results. The effects of initial acidity, reaction temperature, pyrite amount, liquid-to-solid ratio, leaching time and leaching pressure on leaching rates of Mn, Fe and Al were examined through single-factor experiments. And the optimum leaching conditions were determined to be low grade manganese powdered ore of 100 g, initial acidity of 120 g/L, leaching temperature of 120 ��, pyrite amount of 50 g, liquid-to-solid ratio of 5:1(5 mL/g), leaching time of 100 min, leaching pressure of 0.7 MPa, the agitation speed of 500 r/min. The experiments results indicate that this technology has good stability. Under the optimized leaching condition, the leaching rate of manganese is 96%, and the leaching rates of Al and Fe are 38.7% and 7.12%, respectively. The selectivity and highly effective dissolution of Mn are realized, the separation effect of Mn with impurities of Fe, Al, and so on, is good. These would lay a good foundation for realizing clean and highly effective recycling of each kind of valuable elements in the low grade manganese ore.
Key words: low grade manganese ore; pressure leaching; manganese; iron; aluminum
����һ����Ҫ��ս����Դ���С���Ʒλ�̿���Դ�������г���Ҫ���ӵ�Ʒλ�̿����Խϵͳɱ������̱��Խ��Խ��Ҫ[1]����ǰ���̿���Դ��ƶ������Լ���ҹ���ϵ��Ʒ�������Ϳɳ�����չ�����ҹ�һЩ��ϵ��Ʒ�������еĵ�������ʹ��̼���̿��Ʒλ�Ѿ��ɺ���18%~20%���͵�ֻ��13%~15%������һ���棬��������20%~25%�����̿�(��Ҫ�ɷ�Ϊ��������)��ȴ��Ϊ��ԭ���̳ɱ�������Ⱦ�������ص�����ò������á�ֱ�ӻ�ԭ���������ǵ�Ʒλ���̿�ӹ����õ���Ч;����Ŀǰʹ�õĻ�ԭ����Ҫ�������һЩ���л�ԭ������������л���[2-3]�����������ɱ��ͻ��������ԭ������������ģӦ�á���ˣ�Ѱ��һ�����ۡ���Ч����Դ�㷺�Ļ�ԭ���Ե�Ʒλ���̿�ļӹ�������Ҫ���塣ʪ����ԭ�����̿�������·���������һ����[4-7]��SO2ֱ�ӽ�����[8]����������Ʒ�[9]������������[10-13]��������ֱ�ӽ�����[14]����п��(��Ǧ��)����ԭ��[15-16]��ũ�ָ�����ֱ�ӽ�����[17]�����������[18-19]�������Ũ�����컯��[20]�����⣬2000�꣬ ��[21]������ѹ������FeS2-MnO2-O2-H2O��ϵ�¸��½����̵������о��������������ض���������Դ������չ�������������ĸ��ֹ����о�[22-25]������ʵ�������������̵�ԭ�Ͽɲ���̼���̿�[17, 26-27]�����̿�[28-32]��������[33]�����̳���[34-35]�ȡ�
��[21]������ѹ������FeS2-MnO2-O2-H2O��ϵ�¸��½����̵������о��������������ض���������Դ������չ�������������ĸ��ֹ����о�[22-25]������ʵ�������������̵�ԭ�Ͽɲ���̼���̿�[17, 26-27]�����̿�[28-32]��������[33]�����̳���[34-35]�ȡ�
�ڽ�50���ڣ���ѹʪ��ұ������̻�ѧ��չѸ��[36-37]����Ϊһ������Ч��ǿ��������ʪ��ұ���¹��գ���ѹ������Ӧ���ڸ����Ѵ������ϵĴ��������ڼ�ѹ�����ĸ�����Խ�ԣ��Լ���Ʒλ�̿���Ѵ����ԣ����������о���ѹ�����ڵ�Ʒλ�̿�����е�Ӧ�á��ڽ϶̵�ʱ���ڣ�ʵ������ѡ���Ը�Ч�ܳ���ͬʱ�����������ơ�þ��������ʹ̻��������̺������ʵķ���Ч�����ã�Ϊ����ʵ�ֵ�Ʒλ�̿��и����м�Ԫ�ص�����Ч���յ춨�˻�����
1 ʵ��
1.1 ԭ��
ʵ�����õ�Ʒλ�̿�ͻ�ԭ����������������Ͻ�ˮ�������仯ѧ�ɷּ���1��2���ӱ�1�ɿ������õ�Ʒλ�̿�Ϊ�߸Ƹ߹���м�Ԫ����Ҫ���̡�������������ѧ���������֪����Ʒλ�̿��е�����Ҫ�Ը���������̬����(����3)���ɱ�3���Կ�������Ʒλ�̿����̵��ܺ����ﵽ16.08%(���1���̻�ѧ�ɷ�17.64%��ƫ�����������ȡ�������Ⱥͷ�����ͬӰ��)�����и������̿�����ߣ��ﵽ15.47%��ռ�ܺ�����96.2%������Ҫ�Ĵ�����ʽ�����Ϊ̼���̣������ﵽ0.61%��ռ�ܺ�����3.79%�����ٵ�Ϊ�����̣�����С��0.01%��ռ�ܺ�����0.062%��
��Ʒλ�̿��XRD���������ͼ1����ͼ1��֪����Ʒλ�̿����Ҫ�ɷ�ΪCaCO3��SiO2��Mn3O4��MnO1.88��Mn6Si4O10(OH)8������������Ҫ�ֲ��ڸ�������Mn3O4��MnO1.88�У��ٲ�����̼���̴��ڣ�ֻ�м��ٲ��ָ�����Mn6Si4O10(OH)8�С�����Ҫ��̼��Ƶ���̬���ڣ���������������ƽ������С��������������������������ý���Һ����Ч�����ã�û���γɴ����轺�����ѹ�����������Ʋ�ԭ���еĹ���Ҫ��ʯӢ��̬���ڣ���SiO2��Ӱ��������̺��к;������̣��������������γɹ����Σ��ڽ������������̽�����������Һ�У�����ڽ����������ܶԺ���ϸߵĿ�ʯ������Ч���������ؿ��̵�ұ��ԭ����Դ������Ҫ���塣
��Ʒλ�����̿����ʵ�����ý�����������(������)���ƣ���ѹ����������ͨ�������Ϊ�����������ʹ�����
��1 ��Ʒλ�̿�Ļ�ѧ�ɷ�
Table 1 Chemical composition of low grade manganese ore (mass fraction, %)
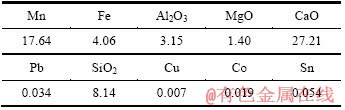
��2 ������Ļ�ѧ�ɷ�
Table 2 Chemical composition of pyrite (mass fraction, %)

��3 ��Ʒλ�̿����̵�����
Table 3 Phase analysis of manganese in low grade manganese ore


ͼ1 ��Ʒλ�̿��XRD��
Fig. 1 XRD pattern of low grade manganese ore

ͼ2 ��Ʒλ�̿��SEM��
Fig. 2 SEM image of low grade manganese ore
ͼ2��ʾΪ��Ʒλ�̿��SEM��ͼ2���Կ�������Ʒλ�̿�Ŀ���������С(�����Ѿ�����ĥ��ĥ�ɷ�״)����״���������ȷֲ������ȣ�ֱ����5~30 ��m֮�䣬���������Ƚϴ������״������������С�����ž۶��ɵģ��Ҵֹ�����������ֲڣ�����ƽ�����ֲ�ƽ���ı�����ò��
1.2 ʵ���豸
ʵ��װ��ʾ��ͼ��ͼ3��ʾ��
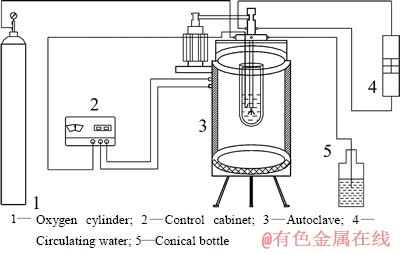
ͼ3 ʵ��װ��ʾ��ͼ
Fig. 3 Schematic diagram of experimental apparatus
1.3 ʵ�鷽��
��Ʒλ�̿����ʵ����2.0 L����������Ѹ�ѹ������ɡ����Ƚ���ԭ��������͵�Ʒλ�̿�һ����Ȼ�ϣ��ٽ��������������ϰ�һ��Һ�̱ȼ����ѵ��С�Ȼ������ѹ���мӸ��ܷ⣬�������裬��ʼ���£�ʹ�����¶ȴﵽԤ��ֵ���ʵ�������ѹ���ſշ����ŵ����ڲ������壬ʹ����ѹ��ά��ʵ������ֵ����ʼ���²���ʱ�����������б��ֽ���ת�ٺ�ѹ���㶨������������ͨˮ��ȴ���������¶Ƚ���90 �����ſշ����ų��������壬����ѹ���㣬������ȡ�����ˣ��ֱ���Һ�ͽ���������������
2 ���������
2.1 ����ʵ����
���ڱ���������Һ���̡������෴Ӧ����ˣ������϶������¶ȡ���ʼ����Ũ�ȡ�����������Һ�̱ȡ�������ѹ�ͽ���ʱ���DZ��������ҪӰ�����ء�Ϊ�Ż���ѹ������Ʒλ�̿��գ�ѡȡ�����¶ȡ���ʼ����Ũ�ȡ�����������Һ�̱ȡ�������ѹ�ͽ���ʱ��6�����أ���ȡ5��ˮƽ�������������ˮƽ����ʵ�飬ȷ���ϼѼ�ѹ������Ʒλ�̿��ա�����ʵ����ƺͽ������4��5��
��4 ����ʵ�����غ�ˮƽ
Table 4 Factors and levels of orthogonal experiments

��5 ����ʵ����
Table 5 Results of orthogonal experiments

���5��ʾ������ʱ��ļ���ֵ(RF)��������Һ�̱�(RC)��ʼ��Ũ��(RA)����������(RB)���¶�(RE) ��ѹ��(RD)����RF��RC��RA��RB��RE��RD��˵����Ӱ���̽����ʵ����ص����ι�ϵ������ʱ����̵Ľ���Ч����Ӱ���������ģ�ѹ�����̵Ľ����ʵ�Ӱ��ǿ����С��ͨ������ʵ����Եó�����ѹ������Ʒλ�̿�������Ҫ���صĽϼ����ΪA4B3C3D4E5F3����ʼ��Ũ��160 g/L����������50 g��Һ�̱�5:1��ѹ��1 MPa���¶�180 ���ʱ��80 min���ο���������ʵ�������ڵ���������ʵ���п����ʵ��ص�����������Ӧ�ؽ��ͳ�ʼ��Ũ�ȡ������¶Ⱥͷ�Ӧѹ�������������ܺģ����ܴﵽ���õ��̵Ľ���Ч����
2.2 ������ʵ����
��Ʒλ�̿����������ʾ��Ԫ����Ҫ�����ڸ��������У��ڽ�����������Чʵ������������������Ԫ�صķ����ǹؼ���Ϊ������Ʒλ�̿����̡��������Ľ�����Ϊ��ʵ����3�ֽ���Ԫ�صĸ�Ч���룬�õ����Ž������������������˵�����ʵ���о�����ϸ������Һ�̱ȡ�ʼ��Ũ�ȡ������������¶ȡ�ѹ���ͽ���ʱ����̡������������ʵ�Ӱ�졣
2.2.1 ��ʼ����Ũ�ȵ�Ӱ��
�����������£��̶���Ʒλ�̿��100 g�������¶�130 �棬Һ�̱�5 mL/g����������50 g������ѹ��0.8 MPa������ʱ��120 min������ת��500 r/min�������ʼ����Ũ�ȶ��̡������������ʵ�Ӱ�죬�����ͼ4����Һ�������Ҫ��Ӱ������(����������MnO2Ϊ��)��
��pH��2ʱ����Ӧ����[15]��
FeS2+MnO2+2H2SO4=MnSO4+FeSO4+2H2O+2S0 (1)
2FeS2+9MnO2+10H2SO4=9MnSO4+Fe2(SO4)3+10H2O+2S0 (2)
2FeS2+3MnO2+6H2SO4=3MnSO4+Fe2(SO4)3+6H2O+4S0 (3)
����pH��2ʱ����������HSO4-��SO42-����Ӧ���£�
FeS2+7MnO2+7H2SO4=Fe(HSO4)2+7MnSO4+6H2O (4)
2FeS2+15MnO2+14H2SO4=15MnSO4+Fe2(SO4)3+14H2O (5)
ͬʱ����Һ�����ɵ���Ҳ������MnO2����������ԭ��Ӧ��
3MnO2+2H2SO4+S=3MnSO4+2H2O (6)
���и������̴��ڵ�����£�S0��HSO3-��SO32-��Ѹ�ٱ�����ΪSO42-���м����HSO3-��SO32-���Ի��۵��ϴ��Ũ�ȣ�Ҳ����˵��������SO2���������Ž�����Ӧ�Ľ��У���Һ��pH�����ߣ�Ҳ�����ڷ�Ӧ������SO42-�ķ���չ���������̲�������ʹ���-1�������ɵ������ҿ��Խ�һ��������������Ϊ+2�ۡ�+4�ۺ�+6�ۣ����ڷ�Ӧ�������ʲô����ͷ�Ӧ�¶ȡ�����Ũ�ȡ����������������йء�
��������ϵ��Ƚ���ʱ������Һ�е�Fe3+��ˮ�����ɳ��������½������࣬ͬʱ�����ṩ������ּ�������[38]��������һ��Ӧ�������ȷ�Ӧ����160�����ϵĸ�����������Ϊ���ԣ���ط���ʽ[39]���£�
2Fe3++3H2O��Fe2O3��+6H+ (7)
��ͼ4���Կ���������ʼ����Ũ�ȵ���120 g/Lʱ���̵Ľ��������ʼ������߶�������ʼ��ȸ���120g/Lʱ���̽����ʻ���������Ӱ�졣����Ҫ����Ϊ������ȣ����иơ�þ��Ԫ�ظ��ױ�����������ʼ��Ƚϵ�ʱ����ЩԪ�ؽ��������˴��ᣬʣ���������������̵Ĵ����������Ӷ��̽����ʽϵͣ����������ʱ�������̽������������ӣ���ˣ�����Һ�����Ҳ�����࣬��������������������ߵ�һ��ֵ���̽�������������ӽ��ٽ�ֵ���̽����������������ȵ�Ӱ�졣���Ľ��������ų�ʼ����Ũ�ȵ����Ӷ������������Ľ�����ͬ�����ʼ��ȵ����߶����������ڳ�ʼ��ȴ�100 g/L�������������������Ѹ������������Ҫ����Ϊ��ʼ�������ʹ����������Һ��H+Ũ�����ߣ���Fe3+ˮ�ⷽ��ʽ(7)��֪��H+�����ӽ�������Fe3+ˮ�ⷴӦ���Ӷ�ʹҺ����Fe3+�������ӣ������������ߡ�����������Ϊʹ�̡���������Чѡ���Է��룬ѡ��120 g/LΪ���ų�ʼ����Ũ�ȡ�

ͼ4 ��ʼ����Ũ�ȶԽ��������ʵ�Ӱ��
Fig. 4 Effect of initial sulfuric acid concentration on leaching rate of metals
2.2.2 �����¶ȵ�Ӱ��
�����������£��̶���Ʒλ�̿��100 g����ʼ����Ũ��120 g/L��Һ�̱�5 mL/g����������50 g������ѹ��0.8 MPa������ʱ��120 min������ת��500 r/min����������¶ȶ��̡������������ʵ�Ӱ�죬�����ͼ5����ͼ5�ɿ���������Ӧ�¶ȵ���120 ��ʱ���̵Ľ������淴Ӧ�¶����߶���������Ҫ����Ϊ�����̵ĵ�Ʒλ�̿����ڽϸ��¶��µ���������о��и��ߵķ�Ӧ���ԣ�������������и�����̱�����������Һ�ࡣ��Ӧ�¶ȸ���120 �����������¶ȣ��̽����ʱ仯���������н��͡�ԭ������ǽ�����Ӧ�����У����̶�����������������γ������������¶ȸ���119 ��ʱ��δ��Ӧ��ȫ���̿�۽��ᱻ��Ĥ����������S0��ǿ��ˮ�Ժͷǵ����ԣ��Ӷ���ֹ���̿�ۺͷ�Ӧ���ʵĽӴ����谭�˽�����Ӧ��һ�����С��˷���һ������Ч�İ취�����ƻ���Ĥ����ѡ��һ����Ч�����Ӽ�(��ľ���ػ����ơ���ú��)�Ըı��̿�۵ı������ʣ���ֹ��Ĥ�γɡ������������淴Ӧ�¶����߶���С�����¶ȴ�100 ������180 �棬�������ʴ�15.6%��Ϊ5.93%������Ҫ����Ϊ����е����������ڽ�����Ӧ�������ᷴӦ����Fe3+�������������ϵ��Ƚ��ͣ�Fe3+����ˮ�����ɳ�������������࣬�������Ž�����Ӧ�¶ȵ����ߣ�Fe3+ˮ�ⷴӦ�ٶ��ӿ졣��ͼ5�����������Ž�����Ӧ�¶ȵ����ߣ�Al�Ľ��������н��ͣ����仯��������������ѡ��120 ��Ϊ���Ž�����Ӧ�¶ȡ�

ͼ5 �����¶ȶԽ��������ʵ�Ӱ��
Fig. 5 Effect of leaching temperature on leaching rate of metals
2.2.3 ����������Ӱ��
�����������£��̶���Ʒλ�̿��100 g����ʼ����Ũ��120 g/L��Һ�̱�5 mL/g�������¶�120 �棬����ѹ��0.8 MPa������ʱ��120 min������ת��500 r/min�����������������̡������������ʵ�Ӱ�죬�����ͼ6������������Ϊ��ԭ����������Ϊ�����������ʹ�����ʹ��Ʒλ�̿��и�������ת��ΪMnO����MnO�����ᷴӦ������������Һ����һ�����¶ȡ�ѹ���ͺ��ʵĻ�ԭ�����£���������Ļ�ԭ�����ǴӸ������ﵽ�ͼ����������ν���[40]��
MnO2��Mn2O3��Mn3O4��MnO��Mn
��ͼ6���Կ������滹ԭ�������������ӣ�Mn�����ʳ��������ơ�����������20g������50g��Mn�����ʳ����Ե��������ƣ�˵����ԭ�����Ӷ�������Ӧ�����дٽ����ã��������������������̽����ʻ��������ȶ�״̬����ͼ6���ɿ������������������ӣ���������Ҳ�����ӣ����������ʼ���û��Ӱ�졣
���⣬�����������������࣬��������������Ԫ�أ����������ӹ���������ѣ�������˷ѣ����ӳɱ������������٣�������������ԭ��Ӧ�ij�ֽ��У��ﲻ��Ԥ�ڵķ�ӦЧ�������������������������ѡ��50gΪ�ˡ�

ͼ6 �����������Խ��������ʵ�Ӱ��
Fig. 6 Effect of pyrite mass on leaching rate of metals
2.2.4 Һ�̱ȵ�Ӱ��
�����������£��̶���Ʒλ�̿��100 g����ʼ����Ũ��120 g/L����������50 g�������¶�120 �棬����ѹ��0.8 MPa������ʱ��120 min������ת��500 r/min������Һ�̱ȶ��̡������������ʵ�Ӱ�죬������ͼ7����ͼ7�ɿ���������Һ�̱���2 mL/g�����5 mL/g���̽����ʼ�����������Һ�̱ȼ���������7 mL/gʱ���̽����ʻ������䡣�������Ľ���������Һ�̱ȵ����Ӳ�������������Ϊ���̶�ʼ��Ũ��ʱ���ı�Һ�̱Ȼ�ʹ������Һ�����������ı䣬Һ�̱Ƚϵ�ʱ��Ȼ��ʼ�����ͬ������ʱ��̫ճ������һ������ǿ���º��ѻ�Ͼ��ȣ������ڴ��ʡ����ȼ���Ӧ���У����̡������������ʾ��ϵͣ�����Һ�̱ȵ��������ڳ�ʼ�����ͬ������Ҳ��Ӧ�����࣬����ϡ�������Ա�ã������֣����ʡ��������ܵõ����ƣ��̡������������ʵõ���ߣ���Һ�̱�����һ��ֵ��һ������ǿ�ȿɱ�֤��ֻ�ϣ����ʡ����Ȳ������裬�������㣬��������Һ�̱ȣ��������Ὣʹ������������Ԫ�صĽ����ʼ��������̽�������������ѽӽ��ٽ�ֵ����ˣ��̵Ľ����ʻ������䡣ͬʱ�����������Ҳ��Һ�̱ȵ���������ӣ��Ӷ��������ľ����������Ӹ������ܺĴɱ��ߡ�����������ѡ��5 mL/gΪ����Һ�̱ȡ�

ͼ7 Һ�̱ȶԽ��������ʵ�Ӱ��
Fig. 7 Effect of liquid-to-solid ratio on leaching rate of metals
2.2.5 ����ʱ���Ӱ��
�����������£��̶���Ʒλ�̿��100 g����ʼ����Ũ��120 g/L����������50 g�������¶�120 �棬����ѹ��0.8 MPa��Һ�̱�5 mL/g������ת��500 r/min���������ʱ����̡������������ʵ�Ӱ�죬�����ͼ8����ͼ8�ɿ������̵Ľ����������ʱ���ӳ�������80 min�����ӳ�ʱ����̵Ľ�����Ӱ�첻��������Ϊ�����̵ĵ�Ʒλ�̿�����һ���ķ�Ӧ�����½�����Ҫ�㹻����ʱ�䡣�ڱ�ʵ�������½���ʱ��80 min�ܱ�֤�ɽ����ĺ��̿������������ȫ�������ӳ�ʱ�䣬�̵Ľ����ʱ仯�������Ľ������������ʱ����ӳ����������ߣ���ʱ����80 min����ʱ�����Ľ����������½���������Ϊ�ڽ�����Ӧ���ڣ����Ľ�������ʱ����ӳ�����������ʱ��80 min�Ժ��̻���������ȫ����������14.64 g/L����ˣ���ʱ����ӳ���������ˮ��������࣬���������ͣ�����ʱ��ļ����ӳ��仯�������Ľ����������ʱ����ӳ�����С��������Ϊ��ʱ���ӳ���ˮ��������࣬����100 min�Ժ����Ľ�������ʱ���ӳ��仯��������ʱ��Ϊ20 min��90 minʱ��������XRD���������ͼ9��10����ͼ9���Կ���������ʱ��Ϊ20 minʱ�������̿��������δ��Ӧ��ȫ����ͼ10��֪������ʱ��90 minʱ���̿���������ѻ�����Ӧ��ȫ������������ˮ������������������ѡ��100 minΪ���Ž���ʱ�䡣

ͼ8 ����ʱ��Խ��������ʵ�Ӱ��
Fig. 8 Effect of leaching time on leaching rate of metals
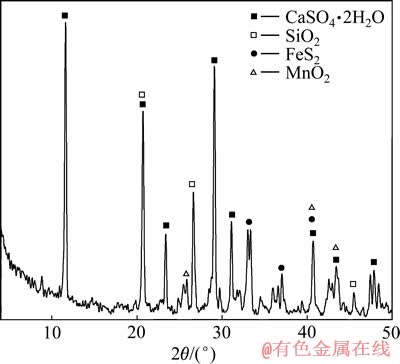
ͼ9 ����ʱ��Ϊ20minʱ��������XRD��
Fig. 9 XRD pattern of leaching residue at leaching time of 20 min
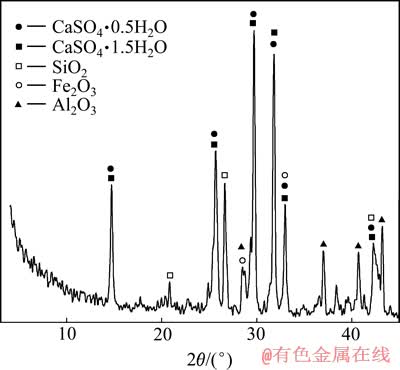
ͼ10 ����ʱ��Ϊ90minʱ��������XRD��
Fig. 10 XRD pattern of leaching residue at leaching time of 90 min

ͼ11 ѹ���Խ��������ʵ�Ӱ��
Fig. 11 Effect of pressure on leaching rate of metals
2.2.6 ����ѹ����Ӱ��
�����������£��̶���Ʒλ�̿��100 g����ʼ����Ũ��120 g/L����������50 g�������¶�120 �棬����ʱ��100 min��Һ�̱�5 mL/g������ת��500 r/min���������ѹ�����̡������������ʵ�Ӱ�죬�����ͼ11�����������У��ܽ��������ֻ�����ѽ�Ϊ������ԭ�Ӻ����������з�Ӧ����ˣ���������ѧ���̿ɱ�ʾΪV=KpO21/2�����У�VΪ������Ӧ�ٶȣ�KΪ���ʳ�����pO2Ϊ����ѹ��������ѹ����Ӧ�ٶȼӿ졣��ɢ�ٶ�Ҳ������ѹ������ӿ�[41]���ڼ�ѹ���������п��ܷ����Ļ�ѧ��Ӧ���£�
2H2SO4+2FeS2+O2=2FeSO4+2H2O+2S0 (8)
MnO2+2FeSO4+2H2SO4=MnSO4+Fe2(SO4)3+2H2O (9)
Mn3O4+2FeS2+O2+6H2SO4=3MnSO4+Fe2(SO4)3+6H2O+4S0 (10)
Mn6Si4O10(OH)8+6H2SO4=6MnSO4+4H2SiO3+6H2O (11)
��Ӧ(8)�����ȷ�Ӧ�������¶ȶ�����FeSO4�����������������£�Fe3+�ܼӿ췴Ӧ���ʣ���������[42]��
Fe2(SO4)3+FeS2=3FeSO4+2S0 (12)
Fe2(SO4)3+H2S=2FeSO4+H2SO4+S0 (13)
��ͼ11��֪����ѹ�������̽����ʳ��������ơ���ѹ������0.5 MPa���̽����ʱ仯�����ԡ���ͼ11��֪����ѹ����0.3 MPa����0.7 MPaʱ�����Ľ����ʻ������ӣ�ѹ������0.7 MPaʱ��Fe�����ʱ仯�����ɿ�������ѹ����0.3 MPa������0.6 MPaʱ���������������ѹ�������Ӷ�����ѹ������0.6 MPa�����������½�����������ѹ�����������ʻ������䡣�����������ſ���ѹ���IJ������ӣ���Ӧ���ʺ���ɢ���ʶ��ӿ죬�̺����Ľ����ʶ�����ѹ������һ��ֵʱ���̺������ﵽ�˽ϸߵĽ����ʣ������������ѹ��ʱ�����ڵ�Ʒλ�̿��������ķ�Ӧ�ٶȼӿ죬ʹ���̺ܿ�ͻ���������ȫ��������������ʹ�����Ľ����ʽ��͡�����������ѹ�����̡��������Ľ����ʶ��������䡣��������˼�ѹ�������̵�ǿѡ���Խ��������ơ�
��ѹ������Ը�ѹ����������Ҫ����ߣ�����������ɱ������ڼ���̽����ʵ�ǰ���£���ѡ��ϵ͵Ŀ���ѹ����ѡ��0.7 MPaΪ���Ž���ѹ����
2.3 �Ż����������ȶ����о�
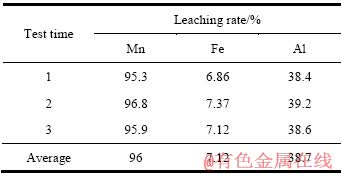
ͨ����������ʵ��͵�����ʵ������֪������������м�ѹ��ԭ������Ʒλ�̿���Ż����������������£���Ʒλ�̿��100 g����ʼ����Ũ��120 g/L��������Ӧ�¶�120 �棬��������50 g��Һ�̱�5 mL/g������ʱ��100 min������ѹ��0.7 MPa������ת��500 r/min��Ϊ����֤�Ż����������µĹ����ȶ��ԣ��ؽ������ظ�ʵ�飬����������6���ӱ�6�ɿ��������������Ż������������ظ��Ժܺã������ȶ�����ʵ������֪���̵Ľ�����Ϊ96%�����������Ľ����ʷֱ�Ϊ38.7%��7.12%��ʵ���������������ĸ�Ч���롣
��6 �Ż������������ظ�ʵ����
Table 6 Repeated experiments results under optimum leaching conditions
3 ����
1) �ɵ�Ʒλ�̿������ѹ�������յ�����ʵ��͵�����ʵ��������о��õ��Ż�������������Ϊ����Ʒλ�����̿��100 g����ʼ����Ũ��120 g/L��������Ӧ�¶�120 �棬��������50 g��Һ�̱�5 mL/g������ʱ��100 min������ѹ��0.7 MPa������ת��500 r/min�������վ������õ��ȶ��ԣ����Ż����������£��̵Ľ�����Ϊ96%�����������Ľ����ʷֱ�Ϊ38.7%��7.12%��ʵ����Mnѡ���Ը�Ч�ܳ���Mn��Al��Fe�����ʵķ���Ч�����á�
2) �����շ����Ե�Ʒλ�̿����������Ϊԭ�ϣ�ԭ����Դ�㣬�۸�����������ɱ��ͣ��������̼����С���������������̵Ľ����ʣ����ܹ����̽���ʱ�䣬ͬʱΪ�����������ӽ������Ѷȣ�Ϊ��Ӧ���չ�ҵ���ƹ�춨�˻�����
REFERENCES
[1] �ں���, �ބ���, ������, ͯ�ŷ�. ��Ʒλ���̿����۾ƾ���Һ�н���ɫ�ص���ɫ����ѧ[J]. ���̹���ѧ��, 2009, 9(3): 480-485.
SU Hai-feng, CUI Qing-yan, WEN Yan-xuan, TONG Zhang-fa. Decolorizing kinetics of caramel in molasses alcohol wastewater degraded by low-grade pyrolusite[J]. The Chinese Journal of Process Engineering, 2009, 9(3): 480-485.
[2] CHENG C Y, ZHANG W. Manganese metallurgy review: Part I. Leaching of ores/secondary materials and recovery of electrolytic/chemical manganese dioxide[J]. Hydrometallurgy, 2007, 89(3/4): 137-159.
[3] �ں���, ��Ӣ��, ������, ���ŷ�, ������, Ѧ����. �����ۻ�ԭ������Ʒλ���̿�[J]. ���̹���ѧ��, 2007, 7(6): 1089-1093.
SU Hai-feng, SUN Ying-yun, WEN Yan-xuan, TONG Zhang-fa, PEI Rui-nan, XUE Min-hua. Reductive leaching of manganese from low-grade pyrolusite using cane molasses[J]. The Chinese Journal of Process Engineering, 2007, 7(6): 1089-1093.
[4] Ԭ����, ÷��, �� ݣ, �����. ���������̿�Ĺ���������[J]. ���Ϲ�ҵ��ѧѧ��: ��Ȼ��ѧ��, 1997, 28(4): 329-332.
YUAN Ming-liang, MEI Xian-gong, CHEN Jin, QIU Guan-zhou. Technique and theory of two ore method to leach manganese dioxide ore[J]. Journal of Central South University of Technology: Natural Science, 1997, 28(4): 329-332.
[5] ¬����, ������. �����������̿�ļ�����������[J]. �й���ҵ, 2006, 24(1): 39-42.
LU Zong-liu, DU An-zhi. Some technical problems on soaking methods of MnO ore[J]. China Manganese Industry, 2006, 24(1): 39-42.
[6] ���㳬, �¹���, �ź���, ��֮��, ���÷, ��Сΰ, �� ӱ, ¬ ΰ. ��ҵ������ʪ����ԭ��������[J]. �Ͼ���ҵ��ѧѧ��, 2004, 26(5): 50-53.
HUA Yi-chao, CHEN Guo-song, ZHANG Hong-man, ZHANG Zhi-yi, JIANG Jiao-mei, WU Xiao-wei, HONG Ying, LU Wei. Laboratory procedure and pilot-plant scale production of industrial manganese sulfate by wet-method reducing technique[J]. Journal of Nanjing University of Technology, 2004, 26(5): 50-53.
[7] �� ��, ������, �½�, �����. ��Ʒλ�̿��Ʊ������̵��о�[J]. �人���̴�ѧѧ��, 2008, 30(1): 20-22.
CHEN Rong, CHEN Qi-ming, CHEN Jin-fang, LI Fei-kuo. A study on preparation of manganese sulfate with low grade manganese ore[J]. Journal of Wuhan Institute of Chemical Technology, 2008, 30(1): 20-22.
[8] �� ��, ����Ȫ, ���ٷ�. ��������������̿�[J]. ����ұ��, 2000, 21(1): 103-107.
ZHANG Zhao, LIU Li-quan, PENG Shao-fang. Sulfur dioxide leaching of pyrolusite[J]. Chemical Engineering and Metallurgy, 2000, 21(1): 103-107.
[9] ��ѷ��. ��[R]. ��ɳ: ұ��ҵ����ɳ��ɫұ���ɽ����о�Ժ, 1980: 105-150.
YU Xun-xian. Manganese[R]. Changsha: Ministry of Metallurgical Industry Changsha Black Metallurgical and Mining Design Institute, 1980: 105-150.
[10] �����. ���̿�-�������������Խ���[J]. �й���ҵ, 1992, 10(1): 30-31.
ZHU Dao-rong. Acid leaching of pyrolusite-ferrous sulfate[J]. China Manganese Industry, 1992, 10(1): 30-31.
[11] Ԭ����, ׯ����, �� ݣ. ������������ֱ�ӽ�����Ʒλ���̿�[J]. ����ۺ�����, 1994(6): 6-9.
YUAN Ming-liang, ZHUANG Jian-ming, CHEN Jin. Directly leaching of low grade pyrolusite with ferrous sulfate residue[J]. Multipurpose Utilization of Mineral Resources, 1994(6): 6-9.
[12] ����ȫ, ����˫. ����������������Ʒλ�̿�[J]. ������ѧѧ��: ��Ȼ��ѧ��, 1996, 17(6): 606-609.
WANG De-quan, SONG Qing-shuang. Leaching of low-grade manganese ores with FeSO4[J]. Journal of Northeastern University: Natural Science, 1996, 17(6): 606-609.
[13] ���ٻ�, ������. ���Ѱ������������������Ʊ��ߴ���������[J]. ���ι�ҵ, 2006, 38(12): 48-50.
PENG Rong-hua, LI Xiao-xiang. Preparation of high-purity manganese dioxide by leaching manganese ore with ferrous sulfate from by-product of titanium white[J]. Inorganic Chemicals Industry, 2006, 38(12): 48-50.
[14] �Ŷ���, ��ѧ��, ŷ����ǿ, �� ��. ���̿����̿������м��ԭ���������о�[J]. �й���ҵ, 2007, 25(1): 24-26.
ZHANG Dong-fang, TIAN Xue-da, OU YANG Guo-qiang, LI Yi. Reducing leaching of manganese mineral in silver- manganese ore with scrap iron as reductant[J]. China Manganese Industry, 2007, 25(1): 24-26.
[15] ������. ����п��(��Ǧ��)�������ԭ���̿�(�����̽�˿�)��ȡ������[J]. ���ι�ҵ, 2005, 37(6): 46-49.
TANG Shang-wen. The preparation of manganese sulfate from manganese dioxide/oceanic manganese nodule ore by catalytic reduction with refined zinc blende/plumbag ore[J]. Inorganic Chemicals Industry, 2005, 37(6): 46-49.
[16] ������. �����̿����п(����Ǧ)������ϡ����ֱ�ӡ�ͬʱ�����ķ���. �й�: CN1465723A[P]. 2004-01-07.
TANG Shang-wen. The method of direct, simultaneous acid leaching manganese oxide ore and ZnS (or PbS) concentrate. China: CN1465723A[P]. 2004-01-07.
[17] ��ˮƽ, �� ��, ��ï��. ̼���̿���������������о�[J]. ���ݹ�ҵ��ѧѧ��, 2005, 34(5): 14-17.
ZHONG Shui-ping, LIANG Jie, ZHU Mao-lan. Study on the leaching process of manganese from rhodochrosite[J]. Journal of Guizhou University of Technology, 2005, 34(5): 14-17.
[18] ���Ȼ, ������. �������ԭ���������̿����̵��о�[J]. ��ɫ����, 2001, 53(3): 5-8.
LI Hao-ran, FENG Ya-li. Microbe catalyses oxidation-reduction reaction to leach Mn from black manganese mineral[J]. Nonferrous Metals, 2001, 53(3): 5-8.
[19] ������, ���Ȼ. ���ﻹԭ���������շϾɵ�ط�ĩ�еĽ�����[J]. ������Ⱦ�����������豸, 2005(9): 62-64.
DU Zhu-wei, LI Hao-ran. Recovery of manganese from waste batteries using microbe and organic waste through bioreduction process[J]. Techniques and Equipment for Environmental Pollution Control, 2005(9): 62-64.
[20] ��Ӣ��, ������. �����Ũ�����컯������������[J]. ���������뿪��, 2006, 35(2): 1-2.
TEN Ying-cai, MA ji-cheng. Production of manganous sulfate by curing process with pyrite, pyrolusite and concentrated sulfuric acid[J]. Technology and Development of Chemical Industry, 2006, 35(2): 1-2.
[21]  K P. Manganese leaching in the FeS2-MnO2-O2-H2O system at high temperature in an autoclave[J]. Hydrometallurgy, 2000, 55: 79-92.
K P. Manganese leaching in the FeS2-MnO2-O2-H2O system at high temperature in an autoclave[J]. Hydrometallurgy, 2000, 55: 79-92.
[22] ̷��Ⱥ. �����̳��¹��յ����[J]. �й���ҵ, 2000, 18(4): 33-35.
TAN Li-qun. New design of Mn sulphate plant national Mn technology committee[J]. China Manganese Industry, 2000, 18(4): 33-35.
[23] ���¿�. �Ʊ���������ѹ����������о�[J]. �й���ҵ, 2001, 19(3): 15-16.
YANG Xin-ke. The optimum technology of preparing manganese sulfate[J]. China Manganese Industry, 2001, 19(3): 15-16.
[24] �����. �䷨������������Һ[J]. �й���ҵ, 2002, 20(4): 20-22.
ZHOU Ling-feng. Leaching of manganese sulfate solution in normal temperature[J]. China Manganese Industry, 2002, 20(4): 20-22.
[25] л����, ������, ������, �� ��, �����, �ɼ���, �� ��. �����̿���ʪ�������̵��о���չ[J]. �й���ҵ, 2011, 29(1): 5-12.
XIE Hong-yan, WANG Ji-kun, YANG Shi-cheng, MA Jin, LI Tian-jie, NA Ji-xin, PENG Dong. Review on research of wet way leaching of manganese from pyrolusite[J]. China Manganese Industry, 2011, 29(1): 5-12.
[26] ��ï��, ��ˮƽ, �� ��. ���̿���������о�[J]. ��ɫ����: ұ������, 2006(5): 13-14.
ZHU Mao-lan, ZHONG Shui-ping, LIANG Jie. Study on the leaching of rhodochrosite[J]. Nonferrous Metals: Extractive Metallurgy, 2006(5): 13-14.
[27] DWIVEDY K K, MATHUR A K. ����������ɶ�����̼���̿�[J]. �� ��,��. �й���ҵ, 1996, 14(3): 54-57.
DWIVEDY K K, MATHUR A K. Sulfuric acid leaching of manganese carbonate in Ghana Nsuta[J]. YANG Hong, transl. China Manganese Industry, 1996, 14(3): 54-57.
[28] ����ƽ. MnO2��ֱ�ӽ�ȡ����EMD��������Һ�Ĺ���ʵ��[J]. ���ι�ҵ, 1995(3): 28-31.
CHEN Meng-ping. The craft practice of leaching manganese sulfate by MnO2 ore used for producing EMD[J]. Inorganic Chemicals Industry, 1995(3): 28-31.
[29] ��ͬ��. ��Ʒλ���̿�ԭ���ռ������о���չ[J]. �й���ҵ, 2008, 26(2): 4-14.
LI Tong-qing. Technology of low grade pyrolusite ore reduction process and recent advances[J]. China Manganese Industry, 2008, 26(2): 4-14.
[30] ������, �� ��, �� ��, ������. ��Ʒλ���̿��Ʊ������̵Ĺ�ҵʵ���о�[J]. �������������, 2008(3): 36-38.
HUANG Zi-li, LI Mi, HU Hua, JIANG Tian-ming. Industrial experiment study on production of manganese sulfate from low-grade pyrolusite ore[J]. Conservation and Utilization of Mineral Resources, 2008(3): 36-38.
[31] ���ܳ�, ������, ֣��, ���, ������. ��������Ʒλ���̿�Ĺ����о�[J]. �й���ҵ, 2004, 22(2): 35-37.
HE Zhou-chu, PENG Ai-guo, ZHENG Xian-fu, YU Chang-yan, LIU Yu-lin. A study on the two-ores method of leaching low grade pyrolusite[J]. China Manganese Industry, 2004, 22(2): 35-37.
[32] ����ƽ, �����, ����Ӣ, �� ��. ������ᷨ���������̵Ĺ����о���Ӧ��[J]. �й���ҵ, 2005, 23(4): 37-39.
TIAN Zong-ping, ZHU Jie-zhong, WANG Xiong-ying, LI Li. Technology research and application of the production of Mn-sulphate of adding acid[J]. China Manganese Industry, 2005, 23(4): 37-39.
[33] ������, �� ��, ������. �������Ʊ���ҵ�����̵Ĺ����о�[J]. �й���ҵ, 2008, 26(4): 24-26.
WANG Jin-rui, FANG Gang, YANG Zhe-yun. A technical research of Mn sulphuric acid to produce with rich Mn dregs[J]. China Manganese Industry, 2008, 26(4): 24-26.
[34] �ƻ�Ӧ, �����, ֣����. ���̳�������ʪ��������[J]. ʪ��ұ��, 2003(1): 39-40.
TANG Hua-ying, YANG Jun-chen, ZHENG Hua-feng. Extraction of manganese from electric furnace dust by wet method[J]. Hydrometallurgy of China, 2003(1): 39-40.
[35] л����, ������, �����, �� ��, ������, �ɼ���, ��ѧ��. ����ұ���۳��ļ�ѹ�������[J]. ���̹���ѧ��, 2011, 11(4): 86-91.
XIE Hong-yan, WANG Ji-kun, LI Tian-jie, MA Jin, YANG Shi-cheng, NA Ji-xin, ZHANG Xue-wen. Pressure leaching of manganese-containing dust from smelting with sulfuric acid[J]. The Chinese Journal of Process Engineering, 2011, 11(4): 86-91.
[36] DERRY R. Pressure hydrometallurgy: A review[J]. Minerals Sci Eng, 1972(1): 3-24.
[37] ��ެ. ��ѹʪ��ұ����̻�ѧ�빤ҵʵ��[J]. ��ұ, 1994, 3(4): 55-67.
QIU Ding-fan. Process chemistry and industrial practice of pressure hydrometallurgy[J]. Mining and Metallurgy, 1994, 3(4): 55-67.
[38] ������, ������, �� ��, �� ��, ����». �����ѹ������������������о�[J]. ���̹���ѧ��, 2011, 11(4): 561-566.
MA Bao-zhong, WANG cheng-yan, YANG Bo, YIN Fei, ZHANG Yong-lu. Pilot plant study on pressure leaching of nickel laterite in nitric acid medium[J]. The Chinese Journal of Process Engineering, 2011, 11(4): 561-566.
[39] ����», ������, ��־��. ��Ʒλ��Ԥ�������������ѹ��������[J]. ���̹���ѧ��, 2010, 10(2): 263-269.
ZHANG Yong-1u, WANG Cheng-yan, XU Zhi-Feng. Pressure leaching of alkali-pretreated limonitic laterite ore[J]. The Chinese Journal of Process Engineering, 2010, 10(2): 263-269.
[40] ������. ��ҵ�����Դ���������ֲ�[M]. �人: �人��ҵ��ѧ������, 1993: 18-37.
REN Shi-jue. Industrial minerals resource exploitation and processing handbook[M]. Wuhan: Wuhan Industry University Press, 1993: 18-37.
[41] ��С��, ������. ��Ʒλͭп��Ͽ��ѹ�����о�[J]. �Ϸ�ұ��ѧԺѧ��, 2004, 25(4): 5-9.
LI Xiao-kang, XU Xiu-lian. Study on pressure leaching of low-grade copper-zinc bulk concentrate[J]. Journal of Southern Institute of Metallurgy, 2004, 25(4): 5-9.
[42] ������. �����̿���ȡ������ʵ��[J]. �й���ҵ, 2005, 23(2): 32-35.
WU Xiao-chun. The experiment of producing manganese sulfate with pyrolusite[J]. China Manganese Industry, 2005, 23(2): 32-35.
(�༭ ����)
�ո����ڣ�2011-12-09�������ڣ�2013-04-20
ͨ�����ߣ������������ڼ��߹����绰��13708867007��E-mail: wjk@cymco.cn

