���������Ti6Al4V�ѺϽ������ε�Ӱ��
����1, ������1, 2, �ܽ���1, ����Ȩ1, ³����1
(1. ���մ�ѧ ��е����ѧԺ ���������ѧ�뼼��ʡ�ص�ʵ����, �� 212013;
2. ����������ѧ ��е�붯������ѧԺ, �Ϻ� 200237)
ժ Ҫ: �о���Ti6Al4V�Ͻ������ι�����, ��ͬ����������������Ǽ�����Ӳ�ȵ�Ӱ�졣 �������: ��������ܶ�С��3GW/cm2ʱ, ���������ż�����ܶ���������, ������ܶȳ���3GW/cm2ʱ, ���ڱ����ۻ�����ij���, �����dz��ּ�С������; ������������������������Ҳ����������, ����������������ʹ�������ǵ������ٶ�����; ���ż�����ܶȵ�����, ���ϱ���������Ӳ������, ����Ӳ�������Ӳ����ߴ�HV490, Ӳ������ԼΪ1.0mm��
�ؼ���: Ti6Al4V�ѺϽ�; ����������; ���ղ��� ��ͼ�����: TN249; TG156
���ױ�ʶ��: A
Influence of laser parameters on laser-shock forming of Ti-6Al-4V alloy
REN Xu-dong1, ZHANG Yong-kang1, 2, ZHOU Jian-zhong1,ZHANG Xing-quan1, LU Jin-zhong1
(1. Jiangsu Provincial Key Laboratory of Science and Technology of Photon Manufacturing,School of Mechanical Engineering, Jiangsu University, Zhenjiang 212013, China;
2. School of Mechanical and Power Engineering,East China University of Science and Technology, Shanghai 200237, China)
Abstract: Laser shock processing technology was employed on Ti6Al4V and the influence of laser parameters on laser-shock forming of Ti-6Al-4V alloy was investigated. The results show that the bending angle is in proportion to the laser energy density and the number of laser shocking when the laser energy density is less than 3GW/cm2, when the energy density is larger than 3GW/cm2, the shocked surface of Ti-6Al-4V alloy will result in melting and a uniform hardened layer with almost 1.0mm in thickness and HV490 in hardness is obtained on the surface of Ti6Al4V alloy when the technologic parameters are selected properly in laser shock processing.
Key words: Ti6Al4V alloy; laser shock forming; technique parameters
�ѺϽ�����ܶ�С�� ��ǿ�ȸߡ� �۵�ߺ���ʴ�Ժõ��ص�, ����ں��캽�չ�ҵ�� ������ ������ҵ������õ��㷺Ӧ��[1-3 ]�� �����ѺϽ���ӹ��dz�����, ���Գ������ѺϽ������������Ҫ;��, ����ѺϽ���칤�յ��о���չ״����ӳ��һ�������ѺϽ��Ӧ��ˮƽ��
��20����, ���ܳ��μ����ڹ�����Ѹ�ٷ�չ, �������ʡ� ��Ч�� ���ܡ� ʡ�������Գ����¼�������Ƴ�, ���ڹ�ҵ�л�ù㷺��Ӧ�á� �����ѺϽ�ı��μӹ��dz�������ԭ���ϼ۸�, �ѺϽ�ļ��������μ��������ѳ�Ϊ�ѺϽ���μ�����չ���ȵ�[4-10 ]�� ��ν���������μ���, ����ͨ����ȷ���ģ�ߡ� �ϸ���Ƽ���ӹ����ղ����� �����������ι�������������ӹ�����������ӹ��IJ�Ʒ����Ĺ��ռ���, �����ԭ����ͼ1��ʾ�� ���������μ������д�ͳ���칤�յ��ŵ�(���õ�����֯������������), ���ι�����ͨ���ϸ���Ƽ���ӹ����ղ���, ʹ�ò�Ʒ���κ�ﵽԤ�ڵ���֯Ҫ��, �Ӷ������Ҫ�����ѧ����; ����������Ҫ�����ӹ�, �ڼ��ٲ�Ʒ�������ںͽ�ʡԭ���ϵ�ͬʱ, ����������ɱ�[11-15 ]�� ���������о��˼���������ѺϽ���ϳ��νǶȺ���ѧ���ܵ�Ӱ�졣

ͼ1 ����������ԭ��ͼ
Fig.1 Basic process of laser shock processing
1 ʵ��
ѡ��Ti6Al4V�ѺϽ𱡰�Ϊʵ�����, ʵ��ǰ�Լ�������ĥ���þƾ�����, ��������Ҫ��ѧ�ɷ����1��ʾ, ��ѧ���ܼ���2��
ʵ���ڽ��մ�ѧǿ����ʵ���ҵĸ߹���ǿ�����ϲ���������(Nd:YAG)�Ͻ��С� ���Ⲩ��Ϊ
��1 Ti6Al4V�Ͻ�Ļ�ѧ�ɷ�
Table 1 Chemical composition of Ti6Al4V alloy (mass fraction, %)

��2 Ti6Al4V���ϵ���ѧ����
Table 2 Mechanical properties of Ti6Al4V alloy

1.054��m, ��d6mm��80mm��YAG����г��ǻ�����, һ���ϲ�������Ԥ�Ŵ�, �ļ��ϲ����������Ŵ���(��Ϊ��·)�� ���ô�ھ��ķ�֮һ��Ƭ����ǿ�ȴ�ھ�ƫ��Ĥ, ��d20mm��500mm�������Ŵ�����Ч��ʵ���˼����˫�̷Ŵ���, ��Q�� ���������������(FWHM)Ϊ20ns, ������ϵͳװ�ÿ�ͼ��ͼ2��ʾ��

ͼ2 ������ϵͳװ�ÿ�ͼ
Fig.2 Experimental setup of laser shock processing
2 ���������
ǿ���ⲻ��ֱ�ӳ���������ϱ���, ������������ص���ʴ, �����մ�, ���Ա������������Ϳһ��Ϳ�㱣������߸�������ת���塣 ���߹����ܶ�(GW/cm2����)�� ������(ns����)ǿ�������������ת������ʱ, ����ת����Ϳ���������벢�γɳ����, ʹ����ת��Ϊ�������е��, �ɽ�֮��Ϊ�ӽ�����ε���Դ, ʹ��ķ������Ա���, ͨ����������ͳ���켣�Ĺ滮, ʵ�ָ�����״��������ά��ģ/��ģ���Ρ� ���������μ��������ܡ���ȷ��������ָ����״�ͳߴ硱, ���һ������������ϱ��κ����֯������, ���ڳ��ξ�ȷ��ͬʱ��Ҫ����������֯�����ܡ� ͼ3��ʾΪTi6Al4V�ѺϽ������������С���ʳ��¿��ٳ�����Ƭ�� �����ǶȲ���ר�õIJ��������, ���ϵ����������ö���ƽ�������Ƕȴ���, ��������Ӳ����HVS-1000��������Ӳ�ȼƲ������ϲ���, ��ѹʱ��15s, ����0.98N��
2.1 ����ʶԳ��ε�Ӱ��
��ͼ4���Կ���, �漤��ʵ�����, ���������dz��������ơ� �ڼ���ʽ�Сʱ, ע�뵽����

ͼ3 Ti6Al4V�ѺϽ�����������ܳ��¿��ٳ���
Fig.3 Samples of Ti6Al4V with precise shapes after successive laser shock processing
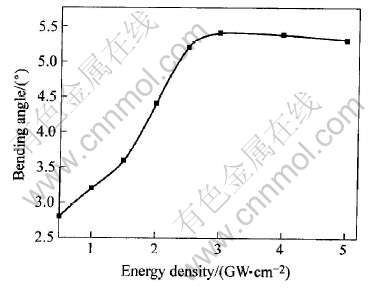
ͼ4 ������ܶȶ������ǵ�Ӱ��
Fig.4 Effect of laser energy density on bending angle
�е�����̫��, �������������ѧЧӦ�������ں�ȷ�������㹻�ij����, ����������������Ҫ�ǵ��Ա���, �γɵ������Ƿdz�С��
�漤��ʵļӴ�, �������ѧЧӦ�Ӵ�, �����ڲ�������ǿ��ʱ������������Ա��εĽ�������, ��ʱ�������漤��ʼ��������������� �����������һ���̶�ʱ, ���ϱ���Ϳ����Ϳ�����յ������Ѳ����ȫ����, ������Ҳ������֮�������� ������Ϊ��ʱ�ļ����Ϊ�������εļ����ʡ� �������Ӵ���, �ڲ��ϱ�����ܻ����������, �����ۻ�����ij���, �����dz��ּ�С�����ơ� ��������˵���˶��ѺϽ������ض��IJ��ϴ�����ѵĹ��ղ���ʹ�ð��ϲ��������������Ρ�
2.2 ��������Գ��ε�Ӱ��
��ʵ�ʵļ�����������, ����һ�μ���������õ������ǶȽ�С, ���Թ������յı����������μ������ۻ�����, ��ͼ5�ɼ�, �������������������ǻ������dz���������, ���������ǵ������ٶ�ȴ������, Ҳ����˵������������С��
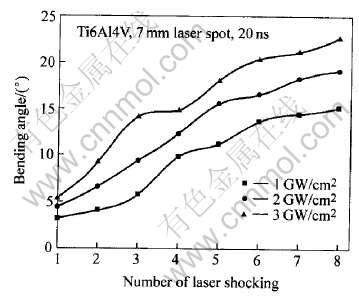
ͼ5 ��������ͳ��������ǵĹ�ϵ
Fig.5 Relationship between bending angle and number of laser shocking
��һ�仯���ƿɴ�ͼ�����Կ���, ������ļ��γ��������, �����������������ϴ�, �˺���������������, ����������С�� �������ھ�����μ��������Ϸ�����Ӧ��ǿ��, ��������������, �ɴ˿���˵��, ���ü���������, �������ؿ��ư��ϵij��ξ���, ���Ҽ��������С�����µ��ۻ�����, ���������塣
2.3 �����������Ӳ�ȵ�Ӱ��
ͼ6��ʾΪ������ѺϽ�������ϲ�ͬ��ε�Ӳ�ȷֲ��� ��ͼ�п��Կ���, ��������, ʹ�ó�������ϵı���Ӳ��ֵ�������, �������ż�����ܶȵ�����, ���ϱ���Ӳ�����Խ�� ��������Ϊ, Ϳ�㾭����������, ������ϵı���Ӳ�ȵõ������Ե����, ����Ӳ�������Ӳ����ߴ�HV490, Ӳ�������ԼΪ1.0mm�� ���°��ϼ�����Ӳ����ߵ���Ҫԭ�����ڼ����������߶�����,����ʱ��̶��������˲���нϴ�Ĺ��ȡ� �����, ʹͿ���еij�ϸӲ��̼�ۿ�����ɢǿ���� ϸ��ǿ���������ܡ� �߽��ǿ�ȵ��ۺ����á� �ѺϽ���Ͼ�������������������λ���л�λ��ǽ�� ����λ���л�λ��ǽ�Ĵ���, �����γ����Ǿ���, �Ӷ�ʹ�ñ��ι����е�λ���ƶ���������, ����Ϊ�ȱ�¶������ǿ�Ⱥ�����ǿ�ȴ���һ���̶ȵ����ߡ� �������������ǵ�����, ��Χ�����ľ�������Խ��ԽС, ������Ӧ��Ҳ��Ӧ��С, �Ӷ�Ӱ����������������

ͼ6 ����������Ӳ�ȷֲ�
Fig.6 Distribution of Vickers hardness versus depth of LSP on Ti6Al4V
3 ����
1) ����Ti6Al4V�Ͻ�������, ��������ܶ�С��3GW/cm2ʱ, ���������Ź����ܶ���������, �����������ܶ�, �����ۻ�����ij���, �����dz��ּ�С�����ơ�
2) ��������������, �����ǻ������dz���������, ����������������������, �����ǵ������ٶ�ȴ�������� �����������ǵ�����, ��Χ������Լ������Խ��ԽС, ������Ӧ��Ҳ��Ӧ��С, �Ӷ�Ӱ����������������
3) ��������, ��������ϵı���Ӳ��ֵ�������, �������ż�����ܶȵ�����, ���ϱ���Ӳ�����Խ��, ����Ӳ�������Ӳ����ߴ�HV490, Ӳ�������ԼΪ1.0mm��
REFERENCES
[1]Lei C S C, Davis A, Lee E W. Effect of BSTOA and mill anneal on the mechanical properties of Ti6Al4V casting[J]. Advanced Materials & Processes, 2000(2): 75-80.
[2]Hackel L A, Chen H L. Laser Peening��A Processing Tool to Strengthen Metals or Alloys to Improve Fatigue Lifetime and Retard Stress-Induced Corrosion Cracking[R]. Department of Commerce Laser Science and Technology, National Technical Information Service US, 2003: 9.
[3]REN Xu-dong, ZHANG Yong-kang. Comparison of two kinds of laser shock processing for aerospace aluminum alloys[J]. Heat Treatment of Metals, 2004, 29(11): 37-39.
[4]����, ����, �˾�. �й��ѵ��о��ͷ�չ[J]. ϡ�н��������빤��, 1997, 26(5): 1-6.
LUO Guo-zhen, ZHOU Lian, DENG Ju. Research and development of titanium in China[J]. Rare Metal Materials and Engineering, 1997, 26(15): 1-6.
[5]Lee D, Kim S. Effects of micro structural morphology on quasistatic and dynamic deformation behavior of Ti-6Al-4V alloy[J]. Metal Trans A, 2001, A32: 315-318.
[6]Wagoner Johnson A J, Bull C W. The Influence of microstructure and strain rate on the compressive deformation behavior of Ti-6Al-4V[J]. Metal Mater Trans A, 2003, A34: 295-297.
[7]Magee J, Watkins K G, Steen W M. Advances in laser forming[J]. Journal of Laser Applications, 1998, 10(6): 235-246.
[8]Veeck S, Lee D, Tom T. Titanium investment casting[J]. Advanced Materials & Processes, 2002(1): 59-62.
[9]���, �����, �����, ��. ����������TA2�ѺϽ��ı��������Ӧ��[J]. �Ͼ����պ����ѧѧ��, 2005, 37(����1): 31-35.
YANG Jian-yang, ZUO Dun-wen, LI Xiang-feng. Deformation and residua stresses of titanium alloy TA2 sheet after laser shock forming[J]. Journal of Nanjing University of Aeronautics & Astronautics, 2005, 37(Suppl): 31-35.
[10]�߳�ΰ, �����, �����, ��. TC4 �ѺϽ�弤��������ʵ���о�[J]. Ӧ�ü���, 2005, 25(3): 158-160.
GAO Chang-wei, LI Xiang-feng, ZUO Dun-wen. The experimental study on the laser shock forming of TC4 titanium alloy sheet[J]. Applied Laser, 2005, 25(3): 158-160.
[11]Williams J. Thermo-mechanical processing of high-performance Ti alloys: recent progress and future needs[J]. Journal of Materials Processing Technology, 2001 , 117(3): 311-317.
[12]�¶ؾ�, �����, ��ʫ��. �ѺϽ���ϼ��������������ȷ��������֯���ܵ�Ӱ��[J]. ����ѧ��, 2001, 37(6): 643-646.
CHEN Dun-jun, XIANG Yi-bin, WU Shi-dun. Curved laser bending of titanium alloy sheets and effects of heat radiation on its microstructure and property[J]. Acta Metallurgic Sinica, 2001, 37(6): 643-646.
[13]����Ⱥ, ����, ������. �¶��ݶȻ����¼�������Լ�����ε�Ӱ��[J]. �ȼӹ�����, 2002(3): 35-37.
LI Li-qun, WANG Wei, LIN Shang-yang. The influence of laser parameters on laser forming under the temperature gradient mechanism[J]. Hot Working Technology, 2002(3): 35-37.
[14]����Ⱥ, �����, ������, ��. Ti6Al4V�ѺϽ�ļ���������������[J]. �й���ɫ����ѧ��, 2005, 15(6): 842-847.
LI Li-qun, CHEN Yan-bin, ZHAN Li-wen, et al. Laser bending characteristics of Ti6Al4V titanium alloy[J]. The Chinese Journal of Nonferrous Metals, 2005, 15(6): 842-847.
[15]Pinkerton A J, Lin L. The significance of deposition point stand off variations in multiple layer coaxial laser cladding[J]. International Journal of Machine Tools & Manufacture, 2004, 44(6): 573-584.
(�༭��ѧ��)
������Ŀ: ���Ҹ����о���չ�ƻ�������Ŀ(2002AA336030); �������ջ���������Ŀ(02H52053)
�ո�����: 2006-04-11; ������: 2006-07-06
ͨѶ����: ����, ��ʿ; �绰: 0511-8791188; E-mail: renxd@ujs.edu.cn

