
Deformability and microstructure transformation of
PM TiAl alloy prepared by pseudo-HIP technology
ZHANG Wei(�� ΰ)1, LIU Yong(�� ӽ)1, LIU Bin(�� ��)1, LI Hui-zhong(�����)2, TANG Bei(�� ��)2
1. State Key Laboratory of Powder Metallurgy, Central South University, Changsha 410083, China;
2. School of Materials Science and Engineering, Central South University, Changsha 410083, China
Received 25 February 2009; accepted 12 May 2009
Abstract: Microstructures and deformation properties of Ti-46Al-(Cr, Nb, W, B) alloy consolidated by pseudo-HIP technology were investigated. The results show that the pseudo-HIP temperature has a significant effect on microstructures. When the sintering temperature is 1 100 ��, the microstructure of as-pseudo-HIPped alloy is similar to that of the prealloyed powder and the interfaces of these powder particles are still discernible, but a near �� microstructure appears in particles. Increasing the pressing temperature to 1 200 �� develops successfully a homogeneous and fine-grained duplex microstructure. A typically fully lamellar microstructure with residual �� phase is developed at 1 300 ��. The compact exhibits excellent deformation properties at elevated temperatures. When the compression temperature is higher than 1 100 ��, high quality products without cracks can be obtained even if the engineering compression strain is up to 0.8 at strain rates of 10-2-10-3 s-1. It can be established that the mechanical twinning and matrix deformation due to ordinary dislocation slip/climb contribute to the whole hot deformation.
Key words: titanium aluminides; pseudo-hot isostatic pressing; powder metallurgy; microstructure; deformability
1 Introduction
TiAl alloys have attracted much attention because of their potentially attractive properties such as low density, good modulus retention and high oxidation resistance[1-2]. A viable PM process[3-4] for producing high quality TiAl alloys is using atomized alloy powder produced by plasma rotating electrode process (PREP) and hot isostatic pressing (HIP). Small compositional variations can exert a significant effect on the strength and the ductility of TiAl based alloys, so the uniform composition obtained by PM processing is particularly attractive[5-6]. Consistent process and cost reductions also make PM TiAl an alternative high temperature material[7]. But, HIP is rather expensive due to the equipment involved, and new process such as pseudo-HIP process is developed[8].
The pseudo-HIP process (Fig.1) focuses on time reduction for consolidation. Atomized powder is filled in steel cans, sealed, preheated and degassed. The container is inserted in a pot die of a hydraulic press at elevated temperatures. The die is filled with an easily deformable and thermally stable powdered material of low thermal conductivity like talcum or pyrophillite which surrounds and supports the capsule. The granular material around the container is then pressurized by a piston. The pressure is transmitted to the can, leading to full density within a few minutes. The pressure vessel remains more or less cold because of the few cycling time and the insulation effect of the embedded material. The consolidated cans are subsequently hot worked for further densification. In the present study, the Ti-46Al- (Cr, Nb, W, B) alloy is prepared by pseudo-HIPping powder produced by PREP, and the microstructure and the deformation properties at elevated temperatures are examined.
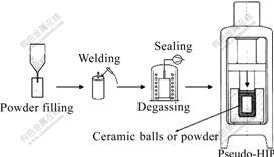
Fig.1 Schematic diagram for pseudo-HIP process
2 Experimental
Ti-46Al-(Cr, Nb, W, B) (molar fraction, %) alloy powder was produced by PREP. The results showed that the powder had a uniform composition. The oxygen and nitrogen contents, measured by the inert gas melting-IR absorption spectrometry, were less than 6.8��10-4 and 3.2��10-5, respectively.
Alloy powder with particle size of 100-150 ��m was filled into steel can and degassed at 400 ��. Alumina powder was used as the medium for pseudo isostatic pressure. The pressure of 140 MPa was applied to the pseudo-HIP chamber with a conventional unaxial pressing machine at temperature between 1 100 �� and 1 300 ��. The pressure was transmitted to the can, leading to full density within 2 min. Density measurements were made on specimens coated with vaseline, using the Archimedean method. The relative density was calculated using the reference value of 3.9 g/cm3.
Cylindrical samples with d10 mm��12 mm were cut by electric-discharge. To entrap the lubricant, the ends of the specimens were recessed to a depth of 0.2 mm. The high temperature compression tests were conducted on Gleeble-1500 thermo-simulation machine at the tem- peratures ranging from 1 100 �� to 1 200 �� and strain rates of 10-3, 10-2 and 10-1 s-1. Specimens were heated by induction coils with a heating rate of 10 ��/s and soaked for 5 min at the test temperature before compression tests. Optical microscopy (OM), scanning electron microscopy (SEM) and transmission electron microscopy (TEM) were used for the examination of the morphology and microstructures of the powder, the compact and the deformed specimens.
3 Results
3.1 Characteristics of Ti-Al-Cr-Nb-W-B alloy powder and compact
The average particle size of as-received powder is approximately 125 ��m. The particles are of spherical shape with inhomogeneous size, as shown in Fig.2(a). Fine particles were sieved and used for the experiments. Most of the particles have a dendrite surface morphology. The backscattered electron image of the particle cross- section (Fig.2(b)) shows a rapidly-solidified cellular dendritic structure. The cell size varies between 5 ��m and 20 ��m. Typically, as the atomized powder solidifies, �� phase is the first phase to form from the undercooled liquid. So, the interdendritic regions solidify by peritectic reaction to form �� phase.
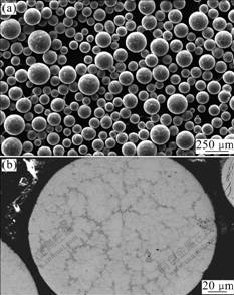
Fig.2 Morphologies of dendritic surface (a) and cross-section (b) of Ti-46Al-(Cr, Nb, W, B) alloy powder
The appearance of pseudo-HIPped compact is shown in Fig.3. The compact has a regular shape without internal and external cracks, and no oxidization scale is found. A relative density of ��99.5% is achieved in the as-pseudo-HIPped compacts at pressing temperature higher than 1 100 ��.

Fig.3 Appearance of Ti-46Al-(Cr, Nb, W, B) alloy compact fabricated by pseudo-HIP technology: (a) Before pressing; (b) After pressing
The microstructures formed during pseudo-HIP process are found to dramatically change with the increase of pressing temperature, as shown in Fig.4. The alloying powders are deformed and bonded, but the interfaces of these particles are very evident at 1 100 ��(Fig.4(a)). The compact has a dendritic microstructure, similar to that of the prealloyed powder (Fig.4(b)). When the pressing temperature is up to 1 200 ��, a duplex microstructure with a grain size of 10 ��m appears (Fig.4(c)). It also contains a small amount of �� phase, appearing white in the BSE image (Fig.4(d)). A typically fully lamellar microstructure containing fine and homogeneous lamellar colonies ��2/�� is developed at 1 300 ��. The average lamellar colony size is about 100 ��m (Fig.4(e)). In addition, it can be seen that there are composition segregations in the fully lamellar microstructure from the BSE micrographs (Fig.4(f)). Therefore, it can be deduced that the pressing temperature has a significant effect on microstructures, and 1 200 �� is an appropriate pressing temperature to fabricate TiAl alloys with duplex microstructure, consisting of fine and homogeneous �� equiaxed grains and ��2/�� lamellar colonies.
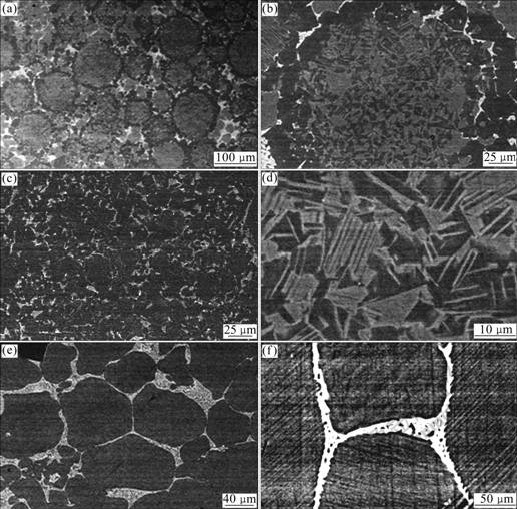
Fig.4 Microstructures of Ti-46Al-(Cr, Nb, W, B) alloy pseudo-HIPped at different temperatures: (a), (b) 1 100 ��; (c), (d) 1 200 ��; (e), (f) 1 300 ��
3.2 Deformation properties
The hot compression experiments were carried out from 1 000 to 1 200 �� at three strain rates. The compression properties at elevated temperatures for Ti-46Al-(Cr, Nb, W, B) alloy are shown in Fig.5.
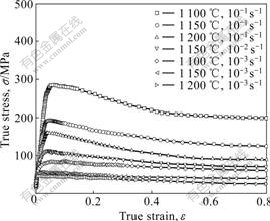
Fig.5 True stress and true strain curves at various temperatures during hot compression of as-pseudo-HIPped Ti-46Al-(Cr, Nb, W, B) alloys
For each sample, the flow stress decreases and the shape of the stress��strain curves changes with the increase of compression temperature. The shapes of the stress��strain curves in high strain rates of 10-1 and 10-2 s-1 exhibit the similar trends, having a characteristic maximum at the initial stage of the deformation. But at low strain rate of 10-3 s-1, the stress��strain curves become essentially flat (parallel to the horizontal axis) and exhibit no work hardening after yielding, showing that the alloy has a good hot workability[9].
3.3 Microstructure evolution during deformation
The microstructures of the central sections of compression samples with true strain of 0.8 in different deformation conditions are shown in Fig.6. The results show that the microstructure of as-pseudo-HIPped samples has a similar structure with fine �� equiaxed grains (��5 ��m), and the grain size is refined obviously. Such a structure resembles to the structures of the alloys exhibiting superplasticity at elevated temperatures.
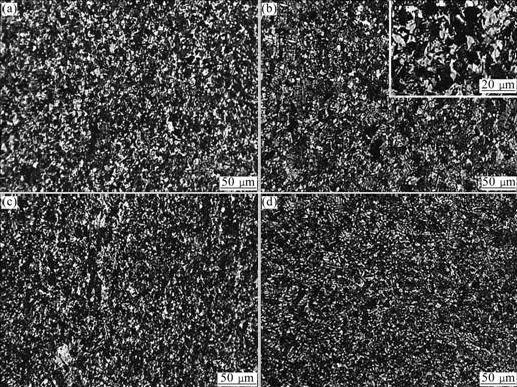
Fig.6 Microstructures of PM Ti-46Al-(Cr, Nb, W, B) alloy in different deformation conditions and at true strain of 0.8:
(a) 1 000 ��, 10-3 s-1; (b) 1 100 ��, 10-3 s-1; (c) 1 200 ��, 10-1 s-1; (d) 1 200 ��, 10-2 s-1
4 Discussion
4.1 Effect of pressing temperature on microstructures
During pseudo-HIP process, the initial structures of alloy powders disappear with increasing the pressing temperature. A small amount of ��2 phase forms at 1 100 ��, which is related to the transformation of ������+��2. With increasing the pressing temperature to 1 200 ��, the microstructure is essentially the duplex structure consisting of fine and homogeneous �� equiaxed grains and ��2/�� lamellar colonies, but still having residual �� phase. Higher pressing temperatures increase the content of lamellar colonies at the expense of �� equiaxed grains and coarsening of the microstructures.
When the temperature increases to 1 300 ��, a slightly coarser fully lamellar microstructure forms in terms of a strict orientation relationship, but the lamellar colony size is relatively small. The lamellar microstructure is probably defined by: ������+���+��2��lamellar(��2/��) transformation[10]. The formation of ��2/�� lamellar structures in the as-pseudo-HIPped alloys is different from that in ingot. Generally, it is a solidification process for the ingot. However, the microstructural evolution in the as-Pseudo-HIPped alloys is a diffusion-controlled phase transformation[10-11]. During solidification of powder particles, �� phase as the first solidified phase becomes rich in Cr, Nb and W. However, the volume fraction of �� phase is small due to the lower concentrations of Cr, Nb and W in the interdendritic region. Subsequently, �� phase transforms to ��. However, the process is incomplete because the cooling rate is too rapid to completely eliminate differences in composition by diffusion. During further cooling, very fine �� phase remains and locates in the lamellar colonies. Lamellar colonies and �� phase may simultaneously grow up, but the growth rate of lamellar colonies is faster than that of �� phase due to the low diffusivities of Cr, Nb and W.
4.2 Deformation mechanism of alloy
To better understand the flow behaviors in hot deformation, the stress exponent n and the activation energy Q were obtained by the following methods.
From these experimental results, it can be established that the effect of the strain rate on deformation behavior is significant. With the increase of the strain rate, the compression temperature increases if high quality compressed samples without cracks can be obtained. It is well known that the compression deformation is complied with Zener�CHollomon parameter Z, i.e.

where  and T are the test strain rate and temperature, respectively; and Q is the apparent activation energy for hot deformation. Using the kinetic rate equation, the stress exponent n and the apparent activation energy Q are determined to be 2.48 and 319 kJ/mol, respectively. It is indicated that the alloy has a lower deformation resistance at high temperatures and low strain rates.
and T are the test strain rate and temperature, respectively; and Q is the apparent activation energy for hot deformation. Using the kinetic rate equation, the stress exponent n and the apparent activation energy Q are determined to be 2.48 and 319 kJ/mol, respectively. It is indicated that the alloy has a lower deformation resistance at high temperatures and low strain rates.
TEM observation reveals that many deformation twinning and intergranular dislocations are found in various deformation conditions (Fig.7). In the early stages of deformation, the flow behavior is mainly governed by twinning and dislocation slip. Figs.7(a) and (b) show twins in deformed microstructure after compression at 1 000 ��. In TiAl only, four twinning systems are active because the other systems would destroy the ordered structure of TiAl[12]. These unidirectionally operating twinning systems cause an asymmetry of the yield surfaces polyhedron of the slip systems of ordinary dislocations, resulting in a certain orientation relationship[13-14].
After adequate amounts of deformation, the dislocation slip/climb and mechanical twinning offer conditions necessary for dynamic recovery and dynamic recrystallization (DRX)[15] (Fig.8). The dislocation climb process (Fig.7(c)) frequently accompanies grain matrix deformation because many dislocations in pile-ups at grain boundaries can climb easily at high temperatures, thereby relieving the stress concentration. The ductility of alloy can thus be improved due to the extensive dynamic recovery, and correspondingly, the true stress��strain curves exhibit a flow softening behavior as shown in Fig.5. On the other hand, the small starting grain size of the PM samples may improve the DRX reaction kinetics.
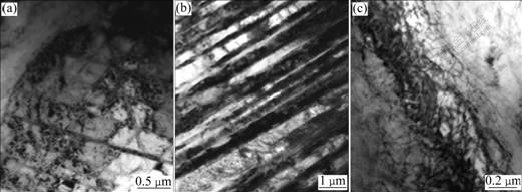
Fig.7 Typical microstructures of Ti-46Al-(Cr, Nb, W, B) alloy after hot compression tests: (a) and (b) Twin grains; (c) Interfacial dislocation array
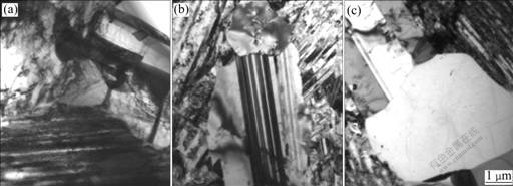
Fig.8 TEM images showing typical DRX grains of Ti-46Al-(Cr, Nb, W, B) alloy after hot compression tests
5 Conclusions
1) The pseudo-HIP temperature has a significant effect on the microstructures of Ti-46Al-(Cr, Nb, W, B) alloy. When the sintering temperature is 1 100 ��, the microstructure of the as-pseudo-HIPped alloy is similar to that of the prealloyed powder, and the interfaces of these powder particles are still discernible, but a near �� microstructure appears in the particles. Increasing the pressing temperature to 1 200 �� develops successfully a homogeneous and fine-grained duplex microstructure. A typically fully lamellar microstructure with residual �� phase is developed at 1 300 ��.
2) The compact exhibits excellent deformation properties at elevated temperatures. When the compression temperature is higher than 1 100 ��, high quality compressed samples without cracks can be obtained even if an engineering compression strain is up to 0.8 at the strain rates from 1��10-2 to 10-3 s-1. It can be established that mechanical twinning and matrix deformation due to ordinary dislocation slip/climb contribute to the whole hot deformation process.
References
[1] LIU C T, KIM Y W. RT environmental embrittlement in a TiAl alloy [J]. Scripta Metall, 1992, 27: 599-603.
[2] LIU Y, HUANG B Y, HE Y H, WANG J N. Investigation on the microstructure homogenization in a TiAl based alloy prepared by elemental powder metallurgy [J]. J Mater Sci Technol, 1999, 15: 527-530.
[3] HABEL U, McTIERNAN B J. HIP temperature and properties of a gas-atomized ��-titanium aluminide alloy [J]. Intermetallics, 2004, 12: 63-68.
[4] WANG Y H, LIU J P, HE Y H, WANG Y L, CHEN G L. Microstructures and mechanical properties of Ti-45Al-8.5Nb-(W, B, Y) alloy by SPS-HIP [J]. Mater Sci Eng A, 2008, 489: 511-517.
[5] WEGMANN G. Temperature induced porosity in hot isostatically pressed gamma titanium aluminide alloy: Powders [J]. Acta Mater, 2003, 51: 741-752.
[6] HSIUNG L M, NIEH T G. Microstructures and properties of powder metallurgy TiAl alloys [J]. Mater Sci Eng A, 2004, 364: 1-10.
[7] WANG Y H, LIN J P, HE Y H, WANG Y L, CHEN G L. Fabrication and SPS microstructures of Ti-45Al-8.5Nb-(W, B, Y) alloying powders [J]. Intermetallics, 2008, 16: 215-224.
[8] TAGUCHI K, AYADA M. Near-net shape processing of TiAl intermetallic compounds via pseudo HIP-SHS route [J]. Intermetallics, 1995, 3: 91-98.
[9] ZAN X, WANG Y, XIA Y M, HE Y H. Strain rate effect on the tensile behavior of duplex Ti-46.5Al-2Nb-2Cr intermetallics at elevated temperatures [J]. Mater Sci Eng A, 2008, 498: 296-301.
[10] ZHAO L, BEDDOES J, MORPHY D, WALLACE W. Effect of HIP conditions on the microstructure of a near ��-TiAl+W powder alloy [J]. Mater Manuf Process, 1994, 9: 695-707.
[11] SUN Z M, HASHIMOTO H. Fabrication of TiAl alloys by MA-PDS process and the mechanical properties [J]. Intermetallics, 2003, 11: 825-834.
[12] MORRIS-MU?OZ M A, MORRIS D G. Microstructure evolution leading to high strains during high temperature deformation of a Ti-Al intermetallic [J]. Intermetallics, 1999, 7: 1069-1079.
[13] XU D S, HAO W, RUI Y, PATRICK V. Molecular dynamics investigation of deformation twinning in ��-TiAl sheared along the pseudo-twinning direction [J]. Acta Materialia, 2008, 56: 1065-1074.
[14] BYSTRZANOWSKI S, BARTELS A, CLEMENS H, GERLING R. Characteristics of the tensile flow behavior of Ti-46Al-9Nb sheet material��Analysis of thermally activated processes of plastic deformation [J]. Intermetallics, 2008, 16: 717-726.
[15] DLOUH? A, KUCHA?OV? K, B?EZINA J. Dislocation slip and deformation twinning interplay during high temperature deformation in ��-TiAl base intermetallics [J]. Mater Sci Eng A, 2001, 319/321: 820-826.
Foundation item: Project(1343-74236000008) supported by Hunan Provincial Innovation Foundation for Postgraduate; Project(2008AA03A233) supported by the High-tech Research and Development Program of China; Project(2007BAE07B05) supported by the National Science and Technology Planed Project of China
Corresponding author: LIU Yong; Tel: +86-731-88830406; E-mail: Yonliu11@yaboo.com.cn
DOI: 10.1016/S1003-6326(09)60176-X
(Edited by YANG Bing)

