闪速炉熔炼配风对反应过程的影响
陈卓1,毛永宁1,赵荣升2,刘安明2
(1. 中南大学 能源科学与工程学院,湖南 长沙,410083;
2. 金隆铜业有限公司,安徽 铜陵,244021)
摘要:随着铜闪速炉熔炼强度的不断提高,熔炼生产及其反应配风之间的关系发生了明显变化,其相互影响关系需要重新确定,为此,建立闪速熔炼过程的数值模型,并采用CFD软件Fluent6.3就大投料量下闪速炉生产操作的2个主要参数(分散风与工艺风)对熔炼过程中气、粒两相运动与混合反应过程的影响进行仿真研究。研究结果表明:分散风-工艺风的动量比对闪速炉内颗粒的分散效果影响显著;在适度分散精矿颗粒并有效控制其对反应塔壁造成冲刷蚀损的前提下,使用大分散风-工艺风动量比更有利于炉内气、粒两相混合与反应过程的顺利进行;而在相同分散风-工艺风动量比下,采用小工艺风风速的操作条件时炉内整体反应效果较佳。
关键词:闪速熔炼;操作参数;数值模拟;仿真;优化
中图分类号:TF811 文献标志码:A 文章编号:1672-7207(2012)02-0730-08
Influences of reaction air parameters on smelting process in flash furnace
CHEN Zhuo1, MAO Yong-ning1, ZHAO Rong-sheng2, LIU An-ming2
(1. School of Energy Science and Engineering, Central South University, Changsha 410083, China;2. Jinlong Copper Co., Ltd., Tongling 244021, China)
Abstract: With the increase of the throughput of flash furnaces, the relationship between the loading rate and the reaction air (especially the air speed) changes dramatically and needs to be re-determined, a systematic simulation study of two main parameters, i.e., the distribution air and the process air, was carried out with the CFD software Fluent 6.3 to explore their effects on the mixing and reaction processes of the gaseous and particle phases in the reaction shaft. The results show that the momentum ratio of the distribution air to the process air has a great impact on the dispersion of particles inside the furnace. On the premise of proper dispersion of particles and good control of the erosion speed of the shaft refractory linings, the large momentum ratio of the distribution air to the process air is more helpful for good mixing and reaction processes between the particles and the gas. However, for cases with the same momentum ratio, the small process air velocity is recommended for the burner control to achieve comprehensively better smelting results.
Key words: flash smelting; operation parameter; numerical modeling; simulation; optimization
随着科技水平的不断提高和人们环保意识的日益加强,传统的炼铜工艺由于存在着冶炼能力低、成本高、能耗大、污染严重等问题将逐渐被先进的方法所取代。其中闪速熔炼技术因为具有生产能力大、能耗低、炉气SO2质量分数高、环境污染小等优点,近年来应用尤为广泛。同时,随着生产技术的发展,闪速熔炼强度也在不断增大。目前,闪速炼铜已占全世界粗铜冶炼能力的50%[1-2]。伴随着铜闪速熔炼强度和产量的大幅度提高,技术人员在闪速炉生产过程中发现了诸如反应塔内高温区明显下移[3]、生料率和烟尘率有所上升[4-6]、熔炼过程中气-粒混合欠佳[7-8]等导致反应效率下降的问题。对于引起这些问题的原因及相关解决方案都亟待进一步研究。在现实生产中,闪速炉投料量的大幅度提升,并不意味着工艺风量、中央氧量、分散风量随之呈简单线性增大[9-12]。相反,合理的参数配比在高投料量条件下更为重要。为此,本文作者以Fluent 6.3为软件平台,通过建立闪速熔炼过程的数值模型,研究在相同投料量与中央氧速(量)条件下,闪速炉分散风与工艺风之间的动量比及其速度条件对反应塔内气、粒两相流动与混合反应过程的影响,以探寻在高熔炼强度条件下有关工艺风与分散风的参数配比优化方案。
1 仿真计算模型
1.1 几何模型
由于仿真计算主要侧重于对炉内气、粒两相的流动与混合过程的解析,因此,研究中构建的几何模型仅包括闪速炉中央喷射扩散型精矿喷嘴(CJD)、反应塔以及沉淀池气相空间部分。几何模型中反应塔为圆柱形,直径为5.5 m,高为6.6 m;沉淀池宽为6.9 m,其东侧气相空间呈拱顶结构,在距离反应塔出口900 mm处内空上抬25°。鉴于闪速炉炉体具有良好的轴对称性,为有效减少模型网格与计算时间,建模时仅选取炉体的一半作为仿真计算区域(如图1所示)。
图2所示为闪速炉精矿喷嘴结构示意图。中央氧和工艺风沿反应塔顶垂直向下喷入反应塔内,分散风则沿反应塔顶径向喷出。在反应塔内,工艺风是使物料在塔内轴向运动的动力,分散风是使物料在塔内呈径向均匀分布的主要动力,两者的不同配比直接影响着精矿颗粒在塔内的停留时间和气粒混合反应的结果[13]。
仿真计算中网格采用混合网格结构(结构化网格+非结构化网格)划分。由于本文着重于研究反应塔内的气、粒两相的运动和反应状况,因此,几何模型的网格自反应塔塔顶向塔底逐渐由密变稀。与此同时,为保证计算精度,另对精矿喷嘴区域的网格进行局部加密处理。
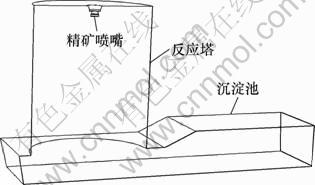
图1 铜闪速熔炼炉仿真模型示意图
Fig.1 Diagram of computational geometry of copper flash furnace
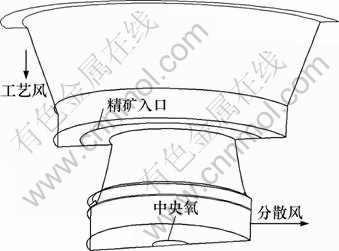
图2 CJD精矿喷嘴仿真模型示意图
Fig.2 Schematic of computational geometry of CJD burner
闪速炉仿真模型中包含4种边界类型,其中:精矿喷嘴各种反应配风的出口均设置为速度入口边界类型,其速度根据各工况下的实际操作条件确定;模型中烟气出口边界设置在沉淀池东侧测压孔位置,以测压孔压力值为边界条件;由于缺少反应塔与沉淀池的具体冷却条件,反应塔侧壁取壁面挂渣的熔点为温度,底面边界温度取沉淀池渣温,沉淀池气相空间壁面温度取烟气温度;各壁面均设置为无滑移壁面条件;反应塔与沉淀池中心面设置为对称面边界条件。
1.2 数学模型
1.2.1 连续相模型
本仿真计算以FLUENT 6.3为计算平台,根据熔炼过程的气相传输过程特点选取动量、质量与能量传递过程的控制方程,其传输方程的通用形式如下:
 (1)
(1)
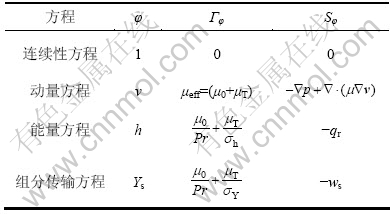
其中:ρ为密度;v为运动黏度;φ为通用变量;Γφ为输运系数;Sφ为来自于连续相的源项;SPφ为来自于颗粒相的源项。表1所示为通用方程在解析不同传递过程时其对应变量的具体形式,其中:μ为动力黏度;μ0为分子黏度;μT为湍流黏度;σh和σY为无量纲参数;μeff为有效黏度(等于分子黏度与湍流黏度之和);Pr为普朗特数;-qr为辐射传热或化学反应过程所产生的热效应;ws为燃烧或反应过程中物质的生成速率。
1.2.2 颗粒相模型
研究中采用离散相模型对精矿颗粒进行仿真计算。精矿颗粒从精矿入口壁面注入,采用拉格朗日法
表1 直角坐标系下的通用方程形式
Table 1 General equations in form of Cartesian coordinate system
求解颗粒运动轨迹。以直角坐标系x方向为例,其控制方程可写为:
 (2)
(2)
 (3)
(3)
 (4)
(4)
 (5)
(5)
其中:up为颗粒相速度;u为连续相速度;gx为重力加速度;CD为常数;dp为颗粒的平均直径;FD(u-up)为单位质量颗粒所受的拖曳力;Fx为颗粒相的附加加速度项;ρp为颗粒相密度;ρ为连续相的密度;μ为连续相的黏度;Re为气流流过颗粒时的绕流雷诺数。
采用MASTERSIZER激光衍射粒度分析仪对入炉物料进行粒度分析后,采用Rosin-Rammler[14]方法计算得到精矿颗粒的粒度分布规律,其中颗粒最小直径为0.011 mm,最大直径为0.240 mm,其质量平均直径为0.132 mm。
1.3 反应模型
闪速炉入炉物料成分复杂,入炉混合精矿中包含黄铜矿、黄铁矿、磁性氧化铁等多种成分。通过对入炉物料取样并经过X线衍射分析与环境扫描电镜分析,确定炉料的主要物相组成有CuFeS2,Cu2S,FeS,Fe3O4,SiO2和2FeO・SiO2等,其质量分数分别为62.9%,1.3%,5.6%,0.4%,15.8%和14.0%。
闪速熔炼过程根据其反应特点大致可以划分为精矿分解反应、氧化还原反应与造渣反应等几种反应 阶段。
(1) 黄铜矿CuFeS2入炉后分解为Cu2S,FeS和S,其中单质S燃烧生产SO2,即
2CuFeS2+O2→Cu2S+2FeS+SO2
(2) 原矿分解产物Cu2S和FeS在炉内发生氧化反应与还原反应如下:
2Cu2S+3O2→2Cu2O+2SO2
3FeS+5O2→Fe3O4+3SO2
3Cu2O+FeS→6Cu+FeO+SO2
FeS+3Fe3O4→10FeO+SO2
(3) 造渣反应:
2FeO+SiO2→2FeO・SiO2
1.4 模型验证
针对162 t/h生产条件工况进行仿真计算与工业测试实验,其仿真计算值与现场气相温度测试值的误差小于3%[15]。据此证明本数值模型准确可靠,能客观反映出闪速炉内熔炼过程中相关微观场分布特点及其变化规律。
2 仿真结果及其分析讨论
2.1 分散风与工艺风动量比定义
为研究不同分散风-工艺风间的配比关系对炉内气粒行为的影响,研究中借鉴物理学中动量的概念,定义铜闪速炉精矿喷嘴分散风与工艺风入口动量比的数学表达式为:
 (6)
(6)
其中:md为分散风质量;mp为工艺风质量;vd为分散风风速;vp为工艺风风速;ρd为分散风密度;ρp为工艺风密度;Vd为分散风体积;Vp为工艺风体积。
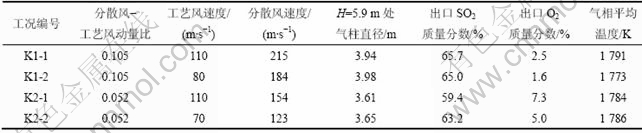
为了考察分散风-工艺风动量比(以下简称为动量比)对闪速炉内熔炼反应状况的影响,仿真计算时设置了若干动量比配比关系进行研究。在此仅选取2组配比关系、4种不同操作参数条件(见表2)作为典型代表,通过纵、横向比较具体分析分散风、工艺风及其配比对炉内气、粒混合反应过程的影响。
2.2 结果分析
2.2.1 气相速度分布
图3所示为不同动量比时的气相速度分布云图。从图3可以看出:在2组动量比条件下,工艺风进入反应塔后体积均迅速发生膨胀,在距塔顶2.5 m左右处其体积变化趋于稳定,并在反应塔中心形成一个轮廓明显的主体气柱。对距离反应塔顶5.9 m处轴截面上的气柱直径进行比较时(见表3)发现:在相同动量比条件下,两主体气柱直径相近;而当动量比较大时,反应塔内主体气柱的直径也较大。这表明动量比对反应塔内气流运动有较显著的影响,动量比越大,气流进入反应塔后发生膨胀扩张的程度也愈大。
表2 闪速炉操作参数
Table 2 Operation parameters of flash furnace
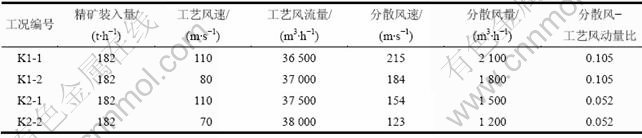
表3 反应塔高5.9 m处中心截面上气柱直径
Table 3 Diameter of gas column at shaft height of 5.9 m
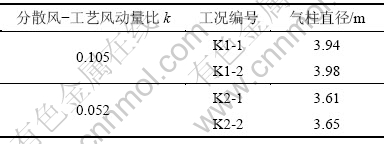
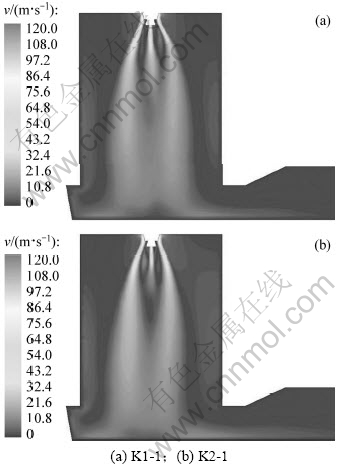
图3 不同动量比下的气相速度云图
Fig.3 Velocity contours at conditions of different momentum ratios
2.2.2 颗粒轨迹图
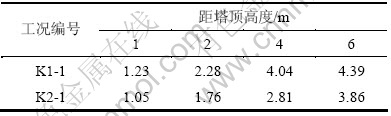
图4所示为不同动量比时精矿颗粒的运动轨迹。从图4可以看出:在2种操作条件下,因分散风的作用,混合精矿从喷嘴下方喷出时均沿反应塔向下逐渐被径向分散形成锥形的颗粒集中区域(工程中常称之为“料锥”);当混合精矿颗粒下降到反应塔约1/3高度时,精矿料锥基本趋于稳定且一直保持至沉淀池渣面。当动量比不同时,喷嘴下方混合精矿颗粒的分散效果也不同,从料锥直径来看,明显以大动量比情况下的分散效果较好(见表4)。这是因为随着分散风-工艺风动量比的加大,分散风作用突出,精矿颗粒受到的分散风径向作用力增大,使得精矿颗粒沿径向散开的范围增大,为气、粒之间的充分混合反应创造了有利条件。但需要注意的是:在动量比较大时,图4中显示有较多精矿颗粒冲出了主体气、粒高温反应区,这可能会引起炉内烟尘发生率增加,以及高温熔融颗粒对炉膛的蚀损作用加剧等不良影响。
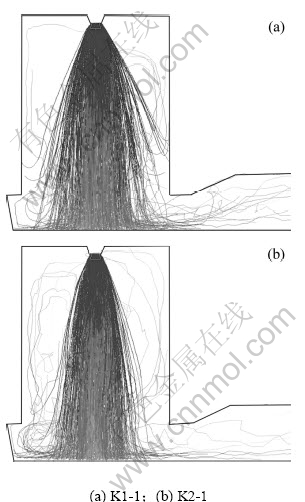
图4 不同动量比下颗粒运动轨迹
Fig.4 Particle tracks at different momentum ratios
表4 反应塔不同高度位置处料锥直径
Table 4 Diameters of concentrate cones at different heights of reaction shaft m
2.2.3 塔内气相温度云图
从熔炼过程的理论分析来看,经过预热和烘干的精矿和石英熔剂以一定的配比经精矿喷嘴喷入反应塔中心区域,在热气流对流与辐射传热以及自身的化学反应放热的共同作用下,精矿颗粒温度应迅速上升,当温度与气体浓度等分布条件满足其反应要求后即开始剧烈的熔炼反应。但是,仿真结果显示的精矿颗粒入炉后的加热、反应过程与上述分析结果略有不同。
图5(a)和(b)所示为在相同工艺风速、不同分散 风-工艺风动量比条件下的气相温度等值线图。综合2种动量比条件下的结果可以看出:在2种操作条件下,喷嘴下方皆存在1个明显的低温区域;而后随着精矿颗粒的着火反应,气相温度沿反应塔中心向下显著上升;但在工艺风外围区域气、粒升温缓慢,形成了翅翼状的升温感应区。
图5(c)和(d)所示为在相同工艺风速、不同动量比条件下,反应塔中心及半径R=0.6 m处气相温度随反应塔高度变化曲线。从图5(c)可见:在反应塔中心,两动量比条件下的温度沿塔高的变化规律基本一致。但在大动量比条件下,气相温度在距离反应塔中心R=0.6 m处上升更为迅速,其形成稳定高温区的起始位置也距离塔顶更近(如图5(d)所示)。由于在工艺风速度相同的条件下,大动量比实际上是因为大分散风速度而产生的,因此,大分散风速度操作将更有利于反应塔内混合精矿的分散,从而为塔内气、粒之间的混合创造良好条件,有助于进一步加快入炉颗粒的加热与着火。
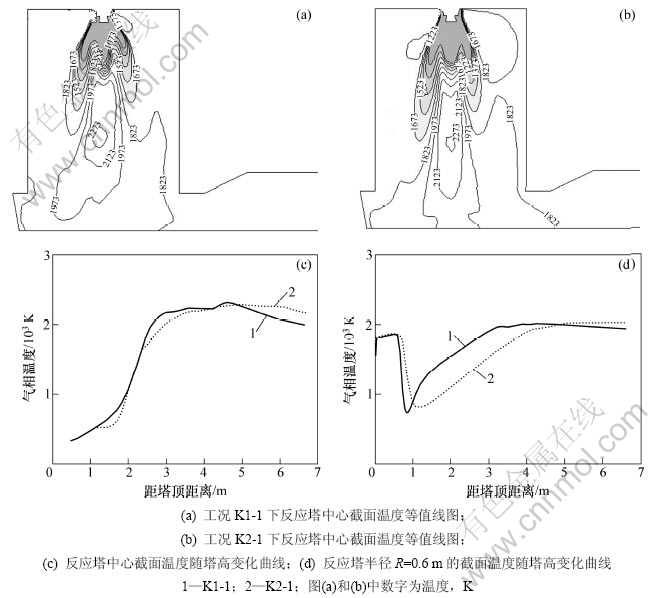
图5 不同动量比下温度结果比较
Fig.5 Comparison of temperature results at different momentum ratios
在仿真中还发现:随着动量比的减小,精矿喷嘴下方的低温区域明显扩大,进而引起稳定高温反应区的位置明显下移;当动量比较小时,塔内高温反应区位置下移,混合精矿着火延时严重,以至于精矿粒子在反应塔内的有效反应时间缩短。在此情况下,若操作异常,则精矿颗粒极有可能因来不及充分反应而落入沉淀池而形成生料。随着动量比在一定范围内逐渐加大,喷嘴下方高温区域显著提升,塔内气、粒混合反应效果较好。因此,大动量比(或大分散风速度)更有利于精矿颗粒的迅速着火以及激烈熔炼反应区的稳定形成。
但值得注意的是:当动量比过大时可能引起反应高温区位置过度上移,并因此加剧对塔顶炉衬的高温蚀损。此外,伴随着动量比的增大,分散风影响作用也增大,这将引起喷嘴下方料锥范围扩大,使得高温熔融颗粒对反应塔内壁炉衬的冲刷蚀损加剧。
图6所示为在相同动量比、不同分散风-工艺风速度配比条件下的气相温度等值线图。比较图6(a)和6(b)可以看出:当动量比相同时,在大分散风-大工艺风速的操作制度下,反应塔主体气流中心与内部局部升温较快,精矿喷嘴下方的高温区位置有一定程度提升,这有助于缩短气、粒入炉后的加热感应时间,进而有利于精矿颗粒的快速着火与反应。
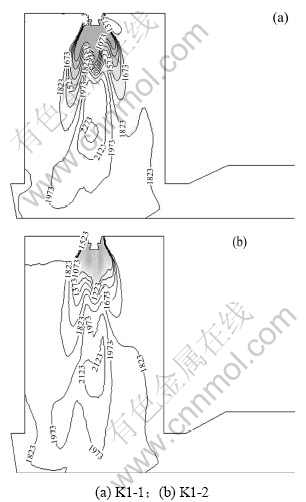
图6 相同动量比下气相温度等值线图比较
Fig.6 Temperature isograms of cases at the same momentum ratio
图7所示为在相同动量比、不同分散风-工艺风速度配比条件下,不同反应塔半径处的气相温度随反应塔高度的变化曲线。从图7可以看出:当动量比相同时,在大分散风速度操作条件下,虽然反应塔气流中心与内部气相升温较迅速,但是,在气流外围(反应塔半径R=0.6 m以外),气流温度的变化梯度与小分散风速度操作条件下的结果接近,各操作制度间优势不 明显。
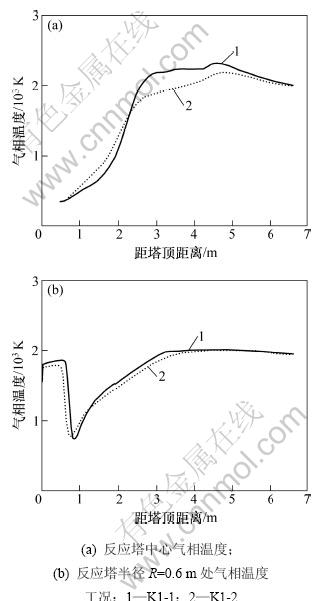
Fig.7 Comparison of temperature results at the same momentum ratio
2.2.4 仿真计算结果综合分析
表5所示为各工况下仿真计算结果。从表5可以看出:当分散风-工艺风动量比不同时,以大动量比条件下反应塔内的气柱直径较大,沉淀池出口处烟气中剩余O2质量分数较低,这说明大动量比操作条件下气粒混合效果较好,其炉内熔炼反应效率较高;当分散风-工艺风动量比相同时,反应塔内气柱随操作条件的差异而发生的变化较小,但沉淀池出口处烟气中剩余O2质量分数在小分散风-小工艺风操作制度下略低。由此可见:在相同动量比下,虽然在大分散风-大工艺风速操作制度下反应塔主体气流中心与内部局部升温较快,但由于工艺风速度加大后,其向下运动的冲击力以及对炉内颗粒的聚拢作用加强,使得料锥外围的精矿颗粒着火反应延缓,因此,其最终的综合反应效率反而低于小分散风-小工艺风速操作下的反应效率。可见:分散风-工艺风动量配比对炉内气粒混合与反应的影响显著,但分散风与工艺风的速度条件也在一定程度上影响着炉内气、粒两相流动与反应过程的微观分布特点。因此,要详细了解各个配风对熔炼过程的具体影响,还必须综合、科学地进行大量的仿真实验,以研究其中的关系。
表5 仿真计算结果综合
Table 5 Summary of simulation results
3 结论
(1) 闪速炉内气、粒混合与反应状况与分散风-工艺风的动量比关系密切。在大分散风-工艺风动量比操作条件下,分散风作用较为突出,并有利于反应塔内气、粒分散与混合过程;当动量比较小时,由于颗粒分散力度不足,容易造成反应塔内风、粉混合不均匀,并进而影响精矿颗粒的着火与反应。需注意的是:随着分散风-工艺风动量比的增大,精矿喷嘴下方的料锥扩散程度也将随之增加;当动量比超过一定比率时,可能引起炉内烟尘率上升及高温熔融颗粒对反应塔内壁炉衬的冲刷蚀损加剧等不良现象发生。因此,在生产过程中必须适当控制分散风-工艺风动量比,在满足炉内良好熔炼过程和炉体安全的前提下,以大动量比操作条件为优。
(2) 当分散风与工艺风动量比相同时,从炉内整体反应效率来看,以小工艺风-分散风速操作条件为优。这是因为工艺风速度加大后,其向下运动的冲击力以及对炉内颗粒的聚拢作用加强,反而使得料锥外围的精矿颗粒分散不足、着火延缓而致使炉内整体反应效率下降。
(3) 分散风-工艺风动量配比对炉内气、粒混合与反应过程的影响显著,但分散风与工艺风的速度条件也在一定程度上影响着炉内气、粒两相动量、热量与质量的传输过程。因此,在对分散风-工艺风动量配比进行综合分析的基础上,还有必要进一步对分散风、工艺风的速度配比对炉内熔炼过程的影响展开具体的单参数仿真实验以及详细的讨论与分析,以探寻科学、合理的闪速炉精矿喷嘴的优化操作制度与参数配比 方案。
参考文献:
[1] 邓志文, 黎剑华, 陈静娟. 我国闪速炼铜厂的清洁生产[J]. 有色金属: 冶炼部分, 2006(3): 16-18, 22.
DENG Zhi-wen, LI Jian-hua, CHEN Jing-juan. Study on clear production of flash copper smelter in China[J]. Nonferrous Metals: Extractive Metallurgy, 2006(3): 16-18, 22.
[2] Boryczko B, Donizak J, Hoida A, et al. Comparison of shaft and flash smelting processes of copper production using thermo-ecological cost method[C]//ECOS 2006: Proceedings of the 19th International Conference on Efficiency, Cost, Optimization, Simulation and Environmental Impact of Energy Systems, Vols 1-3. 2006: 663-668.
[3] 陈卓, 梅炽, 周萍. 闪速炉反应塔炉壁温度场的数值解析[J]. 有色金属, 2001, 53(1): 31-34.
CHEN Zhuo, MEI Chi, ZHOU Ping. Numerical simulation on temperature field of reaction shaft in flash smelter[J]. Nonferrous Metals, 2001, 53(1): 31-34.
[4] 周俊. 金隆闪速熔炼扩产后的运行实践[J]. 有色金属: 冶炼部分, 2009(2): 5-10.
ZHOU Jun. Operational practice of jinlong flash smelting after expansion[J]. Nonferrous Metals: Extractive Metallurgy, 2009(2): 5-10.
[5] 宋修明. 金隆闪速炉精矿喷嘴的优化[J]. 中国有色冶金, 2005(1): 11-21.
SONG Xiu-ming. Optimization of concentrate spray nozzle of jinlong company’s flash furnace[J]. China Nonferrous Metals, 2005(1): 11-21.
[6] 余建平, 周萍, 梅炽. 铜闪速炉沉淀池流场及温度场仿真优化[J]. 甘肃冶金, 2005, 27(4): 8-11.
YU Jian-ping, ZHOU Ping, MEI Chi. Numerical simulation and operating optimization of settlement pool in copper flash furnace[J]. Gansu Metallurgy, 2005, 27(4): 8-11.
[7] 李欣峰, 梅炽, 张卫华. 铜闪速炉数值仿真[J]. 中南工业大学学报: 自然科学版, 2001, 32(3): 262-266.
LI Xin-feng, MEI Chi, ZHANG Wei-hua. Simulation of copper flash smelter[J]. Journal of Central South University of Technology: Natural Science, 2001, 32(3): 262-266.
[8] Xia J L, Ahokainen T, Kankaanp T, et al. Flow and heat transfer performance of slag and matte in the settler of a copper flash smelting furnace[J]. Steel Research International, 2007, 78: 155-159.
[9] 陈红荣, 梅炽, 谢锴, 等. 闪速熔炼渣含铜的数值模拟[J]. 有色金属, 2008, 60(2): 71-74.
CHEN Hong-rong, MEI Chi, XIE Kai, et al. Numerical simulation on flash smelting copper loss in slag[J]. Nonferrous Metals, 2008, 60(2): 71-74.
[10] Solnordal C B, Jorgensen F R, Koh P T, et al. CFD modelling of the flow and reactions in the Olympic Dam flash furnace smelter reaction shaft[J]. Applied Mathematical Modelling, 2006, 30: 1310-1325.
[11] Higgins D R, Gray N B, Davidson M R. Simulating particle agglomeration in the flash smelting reaction shaft[J]. Minerals Engineering, 2009, 22: 1251-1265.
[12] Alkatsev M I, Mamontova E E, Mamontov D V. An investigation of certain regularities of oxygen-flash smelting of copper sulfide concentrates using computer simulation[J]. Russian Journal of Non-Ferrous Metals, 2008, 49: 336-339.
[13] 彭容秋. 铜冶金[M]. 长沙: 中南大学出版社, 2004: 26-65.
PENG Rong-qiu. Copper metallurgy[M]. Changsha: Central South University Press, 2004: 26-65.
[14] Fluent.Inc.FLUENT 6.3 User’s Guide. 2006.
[15] CHEN Zhuo, WANG Yun-xiao, ZHOU Jun, et al. Simulation study of intensified flash smelting process[C]//Copper 2010. Hamburg, Germany: DGBM, 2010: 1313-1323.
(编辑 陈灿华)
收稿日期:2011-04-10;修回日期:2011-06-25
基金项目:国家高技术研究发展计划(“863”计划)项目(2010AA065200)
通信作者:陈卓(1974-),女,湖南长沙人,博士,副教授,从事热工过程及设备的仿真与优化研究;电话:0731-88879863;E-mail:chenzhuo@csu.edu.cn

