
Compound forming technology of outside 3D integral fin of copper tubes
XIANG Jian-hua(��), TANG Yong(�� ��), YE Bang-yan(Ҷ����),
ZHOU Wei(�� ΰ), YAN Hui(�� ��), HU Zhi-hua(��־��)
School of Mechanical and Automotive Engineering, South China University of Technology,
Guangzhou 510640, China
Received 14 April 2008; accepted 1 August 2008
Abstract: Using rolling-ploughing-extrusion compound processing methods, a 3D integral-fin structure on outside surface of red copper tube with diameter of 16.0 mm and wall thickness of 1.5 mm was obtained. When both rolling depth and ploughing-extrusion (P-E) depth were 0.2 mm, rotating speed was 50 r/min, feed speed was 0.16 mm/r, 3D fin structures with height of 0.25 mm were gotten. Two different fin structures were obtained in grooves formed with rolling-ploughing-extrusion compound forming technology and observed by scanning electron microscope(SEM). One is the compound structure with V-shaped groove and U-shaped groove, and the other is the single structure with V-shaped grooves. Two kinds of groove structures obtained by rolling processing and ploughing extrusion processing are restricted together by groove interval and rolling depth, and pitch and P-E depth, respectively. Based on the analysis of interaction of rolling and P-E processing, it is found from the result that the outside 3D integral-fin can be achieved by rolling-ploughing-extrusion compound processing when single V-shaped groove structures are formed by both rolling and P-E processing.
Key words: integral fin copper tubes; enhanced heat transfer; rolling; ploughing-extrusion(P-E)
1 Introduction
With increasing the heat-flow density in the field of micro-electronics, the development of heat-transfer technology becomes more and more urgent. 3D finned tubes were classified as the third-generation components by BERGLE[1], according to the structure and heat transfer performance. 3D finned tubes can increase heat transfer area by at least two times and yield a heat transfer enhancement of 50%-180%, compared with smooth tubes with similar inside diameter at the same operating conditions[2-5]. The enhancement of heat transfer performance is mainly due to the increase of the effective exchange area, the turbulence induced in the liquid film by the fins, and the surface tension effect on the liquid drainage. 3D finned tube has a great value for not only single-phase flow heat exchangers but also phase change heat transfer[6-9], so, it can be widely used in the petroleum oil industry, chemical industry, refrigeration industry, aviation industry and so on.
Finned tube is usually fabricated by mosaic, casting, cold rolling, welding and so on[10-13]. But these processing methods are very expensive or complex and
there exists heat loss of contact between the fins and based tube. Some researchers have employed other methods to process the integral-fin tube in order to reduce these negative factors. XIA et al[14] obtained the spiral integral fin tube using chopping-extruding including three stages, chopping, extrusion and forming. But only two-dimensional fin tube can be achieved by this method. TANG et al[15] developed a 3D fin structure on the surface of copper tube by pre-rolling ploughing, including two stages, i.e. pre-rolling and ploughing.
3D integral-fin structure on outside surface of red copper tube was obtained by rolling-ploughing-extrusion compound processing methods in this work. Two-dimensional fin structures by rolling processing and P-E processing individually under the different processing parameters were analyzed. The effect of structure by rolling processing in the first step on 3D fin structure by ploughing-extrusion(P-E) processing in the following step and interaction between two steps were studied.
2 Experimental
The experiments were carried out on the lathe C6132A1. The red copper tube with diameter of 16 mm and thickness of 1.5 mm was used as the workpiece, and the material of tool was W18Cr4V. One end of the workpiece was fixed on the chuck, and the other end was pressed by lathe center of tailstock. The movable support was installed in order to avoid the copper tube bending in the processing. After the radial feed parameters of rolling and P-E processing and longitudinal feed parameters were determined, the lathe was started to process. The rotating basic shaft drove the copper tube to make the rotary motion, while the rolling tool was compelled to revolve synchronously. P-E tool was installed by the way of orthogonal intersection with copper tube axis. Figs.1(a) and (b) show the schematic diagrams of rolling processing and P-E processing, respectively. rt is the top radius of rolling tool; rb is the root radius of rolling tool; R0 is the inner radius of copper tube; R1 is primitive radius of copper tube; Rb is the root radius of finned tube by rolling processing; Rt is the top radius of finned tube by rolling processing; Rb�� is the root radius of finned tube by rolling-ploughing-extrusion compound processing; Rt�� is the top radius of finned tube by rolling-ploughing- extrusion compound processing.

Fig.1 Schematic diagrams of compound processing for 3D integral fin: (a) Rolling processing; (b) P-E processing
As shown in Fig.2, diameter of rolling tool is Dt, thickness is w and height is h; and �� is the rake angle of blade; Db is the root diameter; n is the number among tooth and �� is the top angle of tooth. So, the relationship of Dt, Db, h, n and �� must meet
 (1)
(1)

Fig.2 Schematic diagrams of rolling tool
When the surface of red copper tube was pressed by rolling tool, spiral grooves were formed by wedge blade that pressed the surface of copper tube to cause plastic deformation.
P-E tool consisted of a ploughing edge, a primary extrusion face Ar, a minor extrusion face Ar��, a primary forming face A�� and a minor forming face A���� (shown in Fig.3). The cross-section P0-P0 of the tool had a wedge structure, whose front end is the ploughing blade.
P-E tool was designed as thin as possible in shape to make force acting on tool small enough during the P-E

Fig.3 Schematic diagrams of P-E tool
processing, so it could prevent the tool to collapse. The composite force of tool could decompose to the extrusion force and the friction force produced mainly between the workpiece and primary/minor extruding faces. The extrusion force and friction force produced from each face were equal in quantity and opposite in direction. So, the relationship of the primary/minor extruding angle must meet[16]
 (2)
(2)
where ��0 is the primary extruding angle;  is the minor extruding angle; �� is the primary forming angle and �¡� is the minor forming angle.
is the minor extruding angle; �� is the primary forming angle and �¡� is the minor forming angle.
3 Results and discussion
According to the experiment, the forming process of 3D integral fin by rolling-ploughing-extrusion compound processing methods includes two steps. The first is rolling process, and the following is P-E processing. The metal on outside layer of copper tube undergoes complex metal flows by the tool action and plastic deformation occurs in the machining process, namely, the volume of metal migrates under the plastic state, so 3D integral fin is formed without cutting the surplus metal. In this way, rolling-ploughing-extrusion processing can achieve 3D integral fin. However, traditional P-E method can only obtain two-dimensional continuous integral fin. The respective structural configuration shaped by rolling processing and P-E processing are vital for formation of 3D integral fin.
3.1 Analysis of rolling processing
In the rolling processing, the copper tube is driven by the spindle to get rotary motion, meanwhile the rolling tool is compelled to revolve synchronously. Spiral two-dimensional grooves on the surface of copper tube are formed by rolling processing. Based on the analysis, when groove interval(dr) is bigger or rolling depth is smaller, there is no effect on the last adjacent groove in forming processing of current groove. The bulge between the fringes of two grooves changes into a low and shallow U-shaped groove, so a kind of compounded structure comprising of V-shaped grooves and U-shaped groove is obtained (Fig.4). The bottom of U-shaped groove is flat and matches together the primitive surface of red copper tube.

Fig.4 Compounded structure of V-shaped grooves and U-shaped grooves in rolling processing
When groove interval reduces or rolling depth increases, the triangular rib with sharp top between two V-shaped grooves is formed by the teeth of rolling tool owing to squeezing on the surface of copper tube. So, single V-shaped groove structure is obtained (Fig.5). It is further found from experiment that, if the top of rib is not sharp but has a compounded structure of V-shaped grooves and U-shaped grooves, then 3D fin cannot be formed in P-E processing.

Fig.5 Single V-shaped grooves structure in rolling processing
Rolling depth and rotating speed of spindle should not be excessively high during the rolling processing. The experiment results indicate that copper tube was distorted if the rolling depth is too large, and the groove interval is affected by rotating speed. Structure configuration formed by rolling processing is affected by rolling depth and groove interval together. When the rolling depth is 0.2 mm and rotating speed is 50 r/min, the single V-shaped groove can be obtained.
3.2 Analysis of P-E processing
P-E is a kind of processing without chips, and related to cutting processing and metal plastic deformation, including three stages, namely, ploughing, extrusion and formation.
1) Ploughing stage. When copper tube is rotating, the edge of P-E tool contacts the surface of copper tube and splits the metal little by little. The metal split by ploughing edge starts to flow bilaterally towards the extruding face.
2) Extrusion stage. Since surface metal is split, the extruding face of tool squeezes the metal along the axial direction to form grooves. So, more and more metal flows together, and hump is formed along side of the tool edge, as well as the metal at the foot and the middle of the groove flows bilaterally and reaches the groove fringe.
3) Formation stage. The fin is formed in this stage; at the same time, the new hump is also obtained. After the hump formed on the last processing is split, the metal on the rightward of the tool is squeezed to make the hump higher and higher to form fin by the primary/minor forming faces.
Based on the above analysis, pitch (dp) and P-E depth are significant parameters to form the two- dimensional fin in the P-E processing. When pitch is larger or P-E depth is smaller, the bulge between the fringes of two grooves changes into a low and shallow U-shaped groove, so a kind of compounded structure comprising of V-shaped grooves and U-shaped grooves is obtained (shown in Fig.6). The current processing does not belong to P-E processing due to the fact that the last hump is not split in the processing.

Fig.6 Compounded structure of V-shaped grooves and U-shaped grooves in P-E processing
When pitch reduces or P-E depth increases, the triangular rib with sharp top between two V-shaped grooves is formed (Fig.7). The processing belongs to P-E processing owing to the phenomenon that the last hump is split in the current processing.
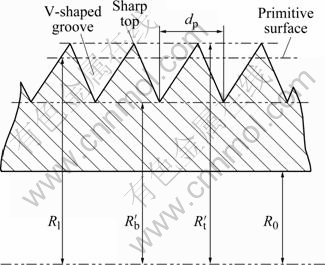
Fig.7 Single V-shaped grooves structure in P-E processing
In the P-E processing, the experimental results indicate that pitch is affected by the feed speed. Structure configuration formed by P-E processing is affected together by P-E depth and pitch. When P-E depth is 0.2 mm and the feed speed is 0.16 mm/r, the single V-shaped groove can be obtained.
3.3 Interaction analysis of rolling and P-E
Owing to different processing parameters, there are two different structures in the two-dimensional fins during the rolling and the P-E processing. Since the bulge between the fringes of two grooves changes into a low and shallow U-shaped groove, one is the compounded structure comprising of V-shaped grooves and U-shaped grooves. The top of the triangular rib between two V-shaped grooves is sharp, so, the other is the single V-shaped grooves structure. In the rolling processing, two kinds of structures are restricted together by the groove interval and the rolling depth, and those in P-E processing are restricted together by pitch and P-E depth.
Spiral structure composed of grooves along the axis direction on the surface of copper tube is formed by the rolling processing. When the structure is the compounded one of V-shaped grooves and U-shaped grooves in the rolling processing and also in the P-E processing simultaneously, the fins are obtained (Fig.8). The shape of the fin is an approximate structure of diamond cube whose central is sunk with a sharp apex fin on the left lateral face. The P-E processing split the grooves formed by the last rolling processing, meanwhile owing to the friction of the extruding/forming faces on the groove wall, the deformed metal is detained on the forming face and moves following the tool to form fin with a sharp top during the tool moving.
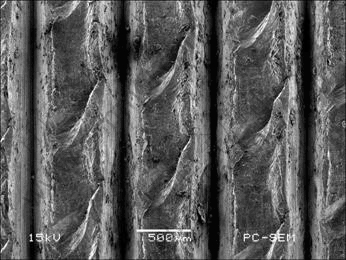
Fig.8 SEM image of structure of diamond cube with central sunk
When both rolling and P-E depths are 0.2 mm, rotating speed is 50 r/min, and feed speed is 0.16 mm/r, the grooves are both single V-shaped during rolling and P-E processing. So the optimal 3D fin is obtained (Fig.9). Owing to the friction of the extruding/forming faces on the groove wall, the deformed metal is detained on the forming face and moves following the tool during the P-E processing. When the tool gets through the V-shaped groove formed in the last rolling processing, the partial metal that moves following the extrusion face of tool is extruded into the V-shaped groove due to no stayed surface.
The experimental results indicate that the crossing angle �� between the V-shaped groove direction by rolling processing and P-E direction should be larger than or equal to 45? (Fig.9). If the angle is less than 45?, then only a continuous fin would be obtained when V-shaped groove is split by the P-E processing. The depth of V-shaped groove formed by rolling should be less than or equal to that of P-E, otherwise the bottom of the fins will not be a whole.

Fig.9 SEM images of optimal three-dimensional fin
When the parameters are changed, the two different structures by rolling-ploughing-extrusion compound processing are vital to formation of 3D fin. When the single V-shaped structures were obtained by both processing at the same time, it is advantageous to form the optimal fin. Since P-E depth was larger than or equal to the rolling one, the groove interval and pitch are crucial to 3D fin.
Since the parameters of the tools are definitive, two kinds of structures are confined by the groove interval (dr), rolling depth (ar), pitch (dp) and P-E depth (ap), meanwhile the dr and ar are restricted each other, as well as dp and ap. If defining that drv is the critical value of dr and arv is the critical value of ar in rolling processing to form single V-shaped groove structure, dpv is the critical value of dp and apv is the critical value of ap in P-E processing. For structure of diamond cube with central sunk (Fig.8),
 (3)
(3)
For irregular structure,
 or
or  (4)
(4)
For optimal structure of three-dimension fin (Fig.9),
 (5)
(5)
4 Conclusions
1) 3D integral fin on outside surface of red copper tube with diameter of 16.0 mm and wall thickness of 1.5 mm is achieved by rolling-ploughing-extrusion compound processing. When the rolling depth and P-E depth are 0.2 mm, rotating speed is 50 r/min and feed speed is 0.16 mm/r, 3D fin with the height of 0.25 mm can be obtained.
2) There are two different structures in the groove formed by rolling and P-E processing. One is the compounded structure comprising of V-shaped grooves and U-shaped grooves, the other is the single V-shaped groove structure. When the single V-shaped groove structure is acquired by both processing at the same time, it is advantageous to form the optimal fin. Two kinds of structures obtained in rolling processing are restricted together by the groove interval and the rolling depth, and in P-E processing, they are restricted together by pitch dp and the ploughing-extrusion depth.
3) It is advantageous to forming the optimal fin, when the crossing angle �� between the V-shaped groove direction by rolling and P-E direction is larger than or equal to 45?. 3D integral fin is restricted together by the parameters of rolling-ploughing-extrusion compound processing.
References
[1] BERGLES A E. ExHFT for fourth generation heat transfer technology [J]. Experimental Thermal and Fluid Science, 2002, 26(2/4): 335-344.
[2] BRIGGS A, ROSE J W. An evaluation of models for condensation heat transfer on low finned tubes [J]. Journal of Enhanced Heat Transfer, 1999, 6(1): 51-60.
[3] CHENG W Y, WANG C C, HU Y Z. Film condensation of HCFC-22 on horizontal enhanced tubes [J]. International Communications in Heat Transfer, 1996, 118: 79-90.
[4] MIYARA A, OTSUBO Y. Condensation heat transfer of herringbone micro-fin tubes [J]. International Journal of Technology Science, 2002, 41(7): 639-645.
[5] CAVALLINI A, DEL COL D, DORETTI L, LONGO G A, ROSSETTO L. Heat transfer and pressure drop during condensation of refrigerants inside horizontal enhanced tubes [J]. Int J Refrig, 2000, 23(1): 4-25.
[6] LEU J S, WU Y H, JAN J Y. Heat transfer and fluid flow analysis in plate-fin and tube heat exchangers with a pair of block shape vortex generators [J]. International Journal of Heat and Mass Transfer, 2004, 47: 4327-4338.
[7] HONDA H, TAKATA N, TAKAMATSU H, KIM J S, USAMI K. Condensation of downward-flowing HFC134a in a staggered bundle of horizontal finned tubes: effect of fin geometry [J]. Int J Refrig, 2002, 25: 3-10.
[8] SONG Fu-qiang, QU Zhi-guo, HE Ya-ling, TAO Wen-quan. Numerical study on heat transfer of air across fined tube at low speeds [J]. Journal of Xi��an Jiaotong University, 2002, 36(9): 899-902. (in Chinese)
[9] CHENG B, TAO W Q. Experimental study of R-152a film condensation on single horizontal smooth tube and enhanced tubes [J]. Journal of Heat Transfer, 1994, 116: 266-270.
[10] DUAN Song-ping, WU Qing-shan. An analysis of varied processing work about the wingy tube [J]. Water Conservancy & Electric Power Machinery, 1999(12): 30-33. (in Chinese)
[11] NING De-liang, PANG Feng-ge, LIU Jian-ge. Application of cast iron side-finned tubes to low temperature air cooler [J]. Journal of Herbin Engineering University, 2006, 27(2): 208-211. (in Chinese)
[12] ZHANG Jian-xin, LIU Wei-qiang. Discussion and analysis on technology for production of composite fin tube products [J]. Word Nonferrous Metals, 2002(4): 51-55. (in Chinese)
[13] BAI Shu-zhan, LI Guo-xiang, ZHANG Lei-ming, YANG Bin. Design and test of cold rectifying fin tubular radiator for tractor [J]. Transactions of the Chinese Society for Agricultural Machinery, 2006(1): 37-39. (in Chinese)
[14] XIA Wei, WU Bin, TANG Yong, YE Bang-yan. On chopping�Cextrusion of integral-fin copper tubes [J]. Journal of Materials Processing Technology, 2003, 138: 385-389.
[15] TANG Yong, XIA Wei, LIU Shu-dao, ZENG Zhi-xin, YE Bang-yan. Fin formation model during pre-roll ploughing of copper 3D outside fin tube [J]. Trans Nonferrous Met Soc China, 2001, 11(5): 712-716.
[16] CHI Yong, TANG Yong, CHEN Jin-chang, DENG Xue-xiong, LIU Lin, LIU Xiao-kang, LIU Xiao-qing. Ploughing-extrusion mechanism of V-shaped capillary micro-grooves based on surface of copper strip [J]. Trans Nonferrous Met Soc China, 2006, 16(s): s277-s282.
Foundation item: Projects(50436010, 50675070) supported by the National Natural Science Foundation of China; Project(07118064) supported by the Natural Science Foundation of Guangdong Province, China
Corresponding author: TANG Yong; Tel/Fax: +86-20-87114634; E-mail: ytang@scut.edu.cn
DOI: 10.1016/S1003-6326(08)60274-5
(Edited by YANG Hua)

