���±�ţ�1004-0609(2009)03-0411-07
������ĥ�Ʊ�����WC-MgO��ĩ�ķ�Ӧģʽ���о�
���ϼ1, 2��������1, 2���� ��1, 2����÷��1
(1. ������ѧ ��е����ѧԺ���Ϻ� 201620��
2. ������ѧ ���Ͽ�ѧ�빤��ѧԺ���Ϻ� 201620)
ժ Ҫ����WO3��Mg��ʯī��Ϊԭ���ϣ�ͨ��XRD��SEM ��TEM�Է�ĩ�Ľṹ�������б��������Maginiģ�ͺ������ģ�ͽ綨��ɢ��Ӧ�������ӷ�Ӧ���ָ�����ĥ�ϳ�WC-MgO��Ӧģʽ����������ͨ����ĥ����ͼ������ĥ�ٶȡ����ϱȺ���ĥʱ��ȹ��ղ����Բ�ͬ��Ӧģʽ��Ӱ�졣�����������һ����ĥ�����£�����Чǿ�����Ӵ���38.24 kJ/(g��s)ʱ���ϳ�WC-MgO�ķ�ӦģʽΪ�����ӷ�Ӧ���������ĥ����������21.51��109 J/g��61.82��109 J/g֮�䣻����Чǿ������Ϊ22.12~38.24 kJ/(g��s)ʱ���ϳ�WC-MgO�ķ�ӦģʽΪ��ɢ��Ӧ���������С��ĥ������Ϊ112.83��109 J/g��
�ؼ��ʣ�WC-MgO�������Ϸ�ĩ��������ĥ����Ӧģʽ
��ͼ����ţ�TF 123.7���� ���ױ�ʶ�룺A
Reaction mode and criterion of nanocomposite WC-MgO powders prepared by high-energy ball milling
WU Cai-xia1, 2, ZHU Shi-gen1, 2, MA Jun1, 2, ZHANG Mei-lin1
(1. College of Mechanical Engineering, Donghua University, Shanghai 201620, China;
2. College of Materials Science and Engineering, Donghua University, Shanghai 201620, China)
Abstract: The synthesis of nanocomposite WC-MgO powders was investigated by high-energy ball milling of the mixture powders WO3, graphite and Mg at the mole ratio of 1?1?3. The energy region of diffusion and self-propagation reaction (SHS) was defined using a refined model based on Magini model and YANG Jun-you model. The effects of milling parameters conditions (including milling speed, ball to powder mass ratio and milling time) on the reaction mode were illuminated by the obtained milling energy map. The results show that the formation mechanism of WC-MgO is SHS when the effective extensive factor is above 38.24 kJ/(g��s), and it can be diffusion providing that effective extensive factor is 22.12?38.24 kJ/(g��s). As the energy map demonstration, the total energy for fabricating WC-MgO required for SHS is 21.51��109?61.82��109 J/g, while more than 112.83��109 J/g is necessary for diffusion mode.
Key words: WC-MgO; nanocomposite powders; high-energy ball milling; reaction mode
��е�Ͻ�(MA)�������ڳɱ��͡������豸���ѳ�Ϊ�Ʊ����������Ϸ�����ϵ�һ����Ҫ�Ʊ�����[1?8]��EL-ESKANDARAY[7?8]���Ȳ��øü�����WO3��Mg��C��ĩ������ĥ��������ĥ����ԭʼ��ĩ��Ļ�ѧ��Ӧ���������ºϳ�����WC-MgO���Ϸ�ĩ�����Ի�õķ�ĩͨ�������ӻ�ս�õ�������ϡ��о�����������ϸС�������ֲ����ȵ�WC-MgO��ĩ�����ս�����нϸߵ�Ӳ�ȣ�ͬʱ���߱��ܺõ����ԡ����ֲ������ھ�����������ܡ������Ʊ������͵������Ʊ��ɱ�������Ӧ���������������ߡ��ھ��Լ���ĥ����ȣ���һ�ּ��߹�ҵӦ��ǰ���������ϲ��ϡ�
һ����Ϊ����е�Ͻ�����ĥ�����ķ�Ӧģʽ�����֣���ͨ��ԭ����ɢ��Ӧ��ʵ�ֺϽ������ӷ�Ӧʵ�ֺϽ�[9?12]����ɢ�ͷ�Ӧ��ĥ�з�ĩ����������ͺ��ϣ����������µĽ�Ͻ��棬�γ�ϸ���Ķ��״���Ͽ�����������ĥ���������Ա��Ρ��ڲ�ȱ��(��λ��λ����)���ӣ����¾�����һ��ϸ������Ԫ�䷢����̬��ɢ��Ӧ������һ����Ӧ���̣���Ҫʱ��ϳ������������ͷ�Ӧ��ĥ�У���ĥ��ɵľ�����ײ�;ֲ����������п��ܵ�ȼ��Ӧ����Ӧһ����ʼ����ų�������ȼ���ȣ���Щȼ�����ּ����ڽ������ĩ��ķ��ȷ�Ӧ�����з�Ӧ�ڼ��̵�ʱ������ɣ����Ƿų��Ĵ���ȼ���ȳ���������ը��������ĥ�з�Ӧ��������ģʽ����ȡ���ںܶ����أ���ԭʼ��ĩ������ѧ���ܡ�ԭ����ɢ����������ѧ���ܵȣ���������Ҫ����������ĥ�ٶȡ����ϱȡ�ĥ��ֱ����Ӱ����ĥ������ĥ��ת�Ƹ���ĩ�������Ĺ��ղ�����SURYANARAYANA[13]��Ϊ�������ĩ��õ������ϵ�������ɢ��Ӧ�������кϽ�Ӧ���෴����������ϸ����������ӷ�Ӧ�������кϽ�Ӧ��
������ĥ�ϳ�WC-MgO�����Ϸ�ĩ�ķ�Ӧģʽ����ĥ�����е�����ת���йء���������о��� ��[14?19]����ĥ����ͼ���о���ĥ��������ĥ�����Ĺ�ϵ����ĥ�����뷴Ӧģʽ֮��Ĺ�ϵ����Ч�ķ���֮һ��BURGIO��[14?15]������һ�鶯��ѧ���̹��㵥����ײ������ĥ�ݸ���ĩ��������MAGINI��[16]�ڴ˻����Ͻ�һ�������о�����ÿ����ײ�ܺ����ϵ��������ĥͼ����Ӧ����Pd-Si��Fe-Zr ��Ti-Alϵͳ����ĥ���̷�����MURTY��[17]��ROJAC��[18]Ҳ�ֱ����������ͼ������Ti50Ni50��NaNbO3���ϵĸ�����ĥ���̡�Ȼ������ĥ����ͼ�ڸ�����ĥ�Ʊ�WC-MgO�����Ϸ�ĩ�е�Ӧ�ü���û�С��ڱ��о��У���Ҫ�漰��ĥ���������ͺϳ�WC-MgO�ķ�Ӧģʽ֮��Ĺ�ϵ�������Magini-Iasonna�������ģ��[19]�綨��ɢ��Ӧ�������ӷ�Ӧ���ַ�Ӧ��������������ʹ��õ�����ͼ�����ڸ��õ����������ĥ���Ʊ�WC-MgO�����Ϸ�ĩ����ĥ���̣�Ϊ���չ��̵Ŀ��Ƽ��Ż��ṩ���ݡ�
1 ʵ��
���о��в���WO3(����99.9%��ƽ������1.3 ��m)��ʯī(����99.9%��ƽ������1 ��m)��Mg(����Ϊ99.5%��ƽ������50 ��m)Ϊԭ���ϣ������Ͼ���ѧ������������QM?1SP4������ʽ��ĥ��������������½�����ĥ����ĥ��ĥ�����ΪӲ�ʺϽ�ĥ��ֱ��Ϊ10 mm��ÿ��ĥ������Ϊ6.67 g����ĥ����ĥ�����ת��Ϊ100��150��200 r/min����ÿ��ת���¶����������ϱ�Ϊ5?1��10?1��15?1��20?1����ĥ���顣Ϊ��ȷ����ĩ�ķ�Ӧ���������ĥ�����м�Ъ��ȡ�����ֲ������X����������(RIGAKU, D/Max? 2550PC, Japan)��ɨ���������(JEOL, JSM?5600LV, Japan)�����������(JEM?2010, Japan)�Է�ĩ���б����ͷ�������ĩ�ľ����ߴ����XRD�����ײ���Scherrer��ʽ���㣺

ʽ�� ��Ϊ����������У���������İ�߿�(FWHM���Ի��ȼ���)����ΪX���߲���(0.154 20 nm)��kΪScherrer������ȡ0.89��
2 ��������
ͼ1(a)��ʾΪ��ĥ�ٶ�200 r/min�����ϱ�15?1��������ĥ��ͬʱ����ĩ��XRD�ס���ͼ�ɿ�������ĥ4 h��ֻ��ԭʼ��ĩWO3��Mg��C������壬������ĥ0.5 h��ԭʼ��ĩ������Ӧ����WC��MgO�����ֺϳɹ��������������ӷ�Ӧ����WC-MgO�ڽ϶̵�ʱ�������ɡ����⣬������ĥʱ����ӳ��������������˵����ĥʹ��ĩ����ϸ����ͼ2(b)��ʾΪ��ĥ�ٶ�100 r/min�����ϱ�15?1��������ĥ��ͬʱ����XRD�ס�����ĥ���ڣ�Ҳֻ��WO3��Mg��C������壬��ĥ40 h����������WC��MgO����������֮���棬��ĥʱ���ӳ���ԭʼ��ĩ�����������ֱ����ʧ�����պϳ�WC-MgO���Ϸ�ĩ�����ֺϳɹ�����һ����ɢ��Ӧ�����辭���ϳ�ʱ��ķ�Ӧ�ϳ�WC-MgO����������ĥ�ٶȺ����ϱ���������ĥ��ͬʱ���õ���XRD���У����Եõ�������ͼ1(a)��(b)��ʾ�Ľ���������ڲ�ͬ��ĥ�����ºϳ�WC-MgO�����ʱ�䲻ͬ�����⣬����ĥ�ٶ�Ϊ100 r/min�����ϱ�Ϊ10?1����������ĥ100 h�����ϳ�WC-MgO���Ϸ�ĩ����ͼ1(c)��ʾ�����������������ĥǿ�Ƚϵ͵�����£���ĩ��õ�����̫�ͣ�������ʹ��ĩ�䷢����ɢ��Ӧ����ͼ1(d)�ɼ����ϳ�WC-MgO���Ϸ�ĩ�����ʱ��һ����������ĥ�ٶȺ����ϱȵ����Ӷ�����(����XRD��)��˵����һ������ĥǿ���£������ڽϳ�ʱ�����ĥ������ͨ����ɢ��Ӧ�ϳ�WC-MgO�����������İ�߿�����Scherrer��ʽ����õ�������ƽ���ߴ�ԼΪ25 nm��
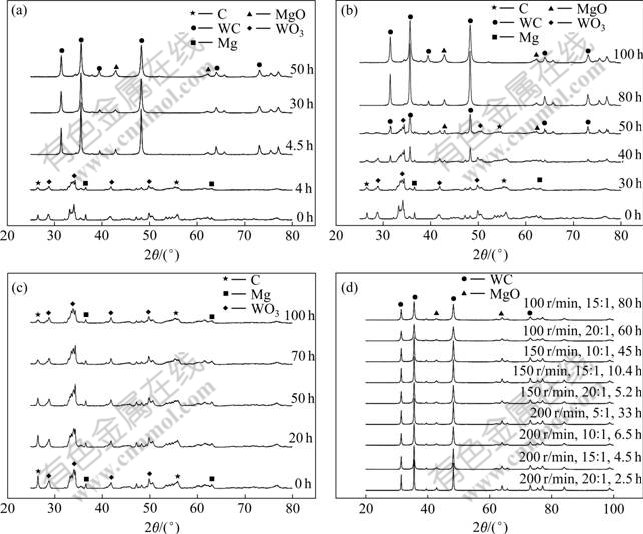
ͼ1 ��ĥ��ͬʱ����ĩ��XRD��
Fig. 1 XRD patterns of powders as function of milling time under 200 r/min, 15?1(a), 100 r/min, 15?1(b), 100 r/min, 10?1(c) and different milling conditions(d)
ͼ2��ʾΪ��ĥ�ٶȺ����ϱ���ϳ�����WC- MgO���Ϸ�ĩ����Ҫʱ��֮��Ĺ�ϵ����ͼ2�ɼ����ϳ�WC-MgO���Ϸ�ĩ�����ʱ��һ����������ĥ�ٶȺ����ϱȵ����Ӷ����̣���XRD�������(��ͼ1(d))һ�¡�ͬʱ���ڽϵ͵���ĥǿ���£����ڽϵ͵���ĥ�ٶȺͽϵ͵����ϱ��£���ĥ�ϳ�һ��ʱ�䣬Ҳ�ܺϳ�WC-MgO���Ϸ�ĩ��
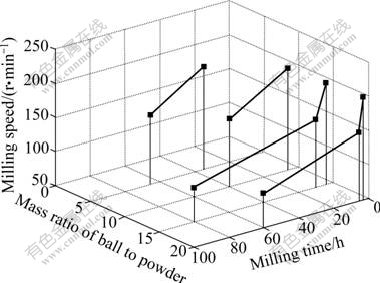
ͼ2 ������ĥ�ϳ�WC-MgO���Ϸ�ĩ�Ĺ��ղ�����ϵͼ
Fig.2 Relationship of milling parameters during synthesis of WC-MgO powders by high-energy ball milling
ͼ3��ʾΪδ��ĥ֮ǰ������ĥ�ٶ�100 r/min�����ϱ�15?1����������ĥ��ͬʱ��õ��ķ�ĩ��SEM����Ϊͨ����ɢ��Ӧ�ϳ�����WC-MgO���Ϸ�ĩ��һ�����ӡ�������ĥ�����еķ���������亸���ã���ĥʱ���0 h��80 h����ĩ�ijߴ����Լ�С����ͼ3(b)��(c)�пɷ�����ĥ��ĩ������������������ҷֲ������ȣ����������ĥ�����й��亸��ɵġ���Ҫָ�����ǣ���ĩ��ʵ�ʾ����ߴ��������ģ�SEM���п����Ĵ�������������ž��塣��TEM�ĸ��ܵ���������Щ�ž�����Ա���ɢ����ͼ4��ʾΪ��ɢ��������WC-MgO������TEM�������ѡ������ͼ(SADP)��ͼ4�����ɫ����ΪWC��dz��ɫ����ΪMgO�����������Կ�������������״��WC��MgO�����ֲ��Ͼ��ȣ����Ҵֿ����ijߴ�Ϊ20~30 nm����XRD�����Ľ������һ�¡�ѡ������ͼ������ĥ���õķ�ĩΪWC-MgO���Ϸ�ĩ����ͼ4(b)��ʾ����ˣ�����ɢ��Ӧ���Ի��������WC-MgO���Ϸ�ĩ��
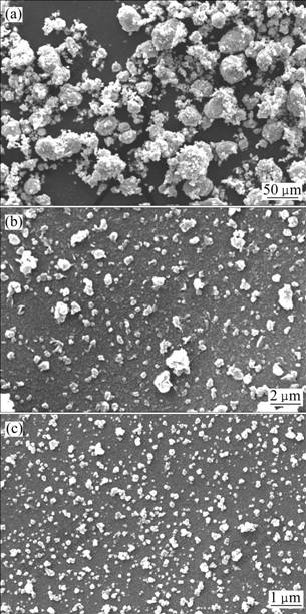
ͼ3 ��ĥ��ͬʱ����ĩ��SEM��(100 r/min, 15��1)
Fig.3 SEM micrographs of as-milled powders at milling speed of 100 r/min and mass ratio of ball to power of 15?1 after different time of milling: (a) 0 h; (b) 50 h; (c) 80 h
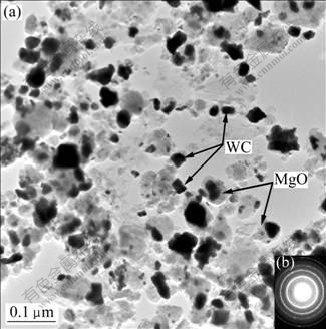
ͼ4 ��ĥ80 h���ĩ���������ѡ������ͼ(100 r/min, 1:5)
Fig.4 BFI(a) and corresponding SADP(b) of as-milled powders at milling speed of 100 r/min and mass ratio of ball to power of 15?1 after milling 80 h
3 ����
������ʵ������֪����ĥ�ٶȡ����ϱȺ���ĥʱ��ȹ��ղ�������Ӱ�������ĥ�Ʊ�WC-MgO���Ϸ�ĩ�Ĺ��̡��ϳ�WC-MgO���Ϸ�ĩ�����ʱ��������ĥ�ٶȺ����ϱȵ����Ӷ����̣������ڲ�ͬ��ĥ�������䷴ӦģʽҲ��ͬ��ͨ��������ĥ�����е�����ת�ƣ����Ը��õؽ�����Щ�����MAGINI��[16]��MURTY��[17]������ѵ�[19]���ֱ��������ĥ�����е�����ת�ƽ��й��о�����������˸��Ե�����ģ�͡�������������Щ����ģ�ͻ����ϣ����QM-1SP4������ĥ���ĸ����������Ը�����ĥ���Ʊ�WC-MgO���Ϸ�ĩ�Ĺ��̽�������������
��ĥ������ĥ���˶���ƽ�����ٶ�(vb)��ƽ�����ɳ�(S)�ֱ��ʾΪ[19]


ʽ�� ��pΪ��ĥ�ٶȣ�r0��VG�ֱ�Ϊ���ӵİ뾶���ݻ���rbΪĥ��İ뾶��RbpΪ���ϱȣ�mpΪÿ��ʵ��װ����ӵķ�ĩ��������ʵ����r0=0.038 m��VG= 250 mL��rb=0.005 m��mp=20 g�����������ײƵ��( )����ʽ�ɵã�
)����ʽ�ɵã�

������ÿ����ײת�Ƶ���λ������ĩ������Ϊ[16]

ʽ�� ?EΪ������ÿ����ײת�Ƶ���ĩ��������mmaxΪ��ײ�����в���ķ�ĩ�����������RpΪ��ĥ�������ӵİ뾶����ʵ����Rp=0.115 m����b��E��db�ֱ���ĥ����ܶȡ�����ģ����ֱ��������Ӳ�ʺϽ�ĥ��b��E�ֱ�Ϊ15.55��106 g/m3��5.5��1011 N/m2�����ܶȦ�ͨ�������������Сʱ��ĥ���������������ȡƽ��ֵ��Ϊ0.25 kg/m2��ֵ��ע����ǣ�����������ǵ�������һ����ײ�����в����������ĩ�����յ�����������������ϵͳ����ײ�ܡ��ڿ������ϱȵ�Ӱ��ʱ�����뿼������������ã���λ������ĩ��λʱ���ڻ�õ�������Ϊ

ʽ�� nbΪĥ��ĸ�������bΪ��������йص��谭���ӣ�����ĩ�����������1/3����b�ӽ�1[16]����ʵ�������ڷ�ĩ���������С��1/3�����Ԧ�bȡֵΪ1����Чǿ������Eb�ɱ�ʾΪ

�ڼ�������ȫ��ת�Ƹ���ĩ������£���Ҫ����һ��ʱ���ڵ��������ۣ����ǵõ���ĥ������EtΪ[17]

��1�г��˲�ͬ��ĥ�����µĸ���������������Чǿ�����ӵļ����������˸�����ĥ�ϳ�WC-MgO����ĥ����ͼ����ͼ5��ʾ��ͼ�бȽ�����ĥ�ٶȺ����ϱȶ���Чǿ�����ӵ�Ӱ�졣ͨ����Чǿ�����ӿ��Խ綨���ַ�Ӧģʽ��������ĥ������������һ������ĥ�����£�����Чǿ�����Ӵ���38.24 kJ/(g��s)����ϳ�WC-MgO�ķ�ӦģʽΪ�����ӷ�Ӧ������Чǿ������С��22.12 kJ/(g��s)�����ܺϳ�WC-MgO���Ϸ�ĩ��ֻ�е���Чǿ������Ϊ22.12~38.24 kJ/(g��s)ʱ������ͨ����ɢ��Ӧ�����ϳ�WC-MgO���Ϸ�ĩ��
��1 ��ͬ��ĥ�����µIJ���
Table 1 Parameters under different milling conditions

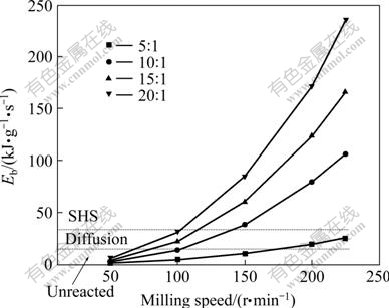
ͼ5 ��ͬ��ĥ�����ºϳ�WC-MgO����ĥ��������
Fig.5 Milling curves of WC-MgO under different milling conditions
ͼ6��ʾΪ�����Ӻ���ɢ��Ӧ�ϳ�WC-MgO������ͼ����ͼ���Կ����������ӷ�Ӧ����ɢ��Ӧ�����ϳ�WC-MgO����Ҫ������ĥ������ͬ�����������ӷ�Ӧ�ϳ�WC-MgO������������Ϊ21.51��109~ 61.82��109 J/g����������ɢ��Ӧ�ϳ�WC-MgO��������С������Ϊ112.83��109 J/g������Ϊ�����ӷ�Ӧ��5�������������Ҫ����ĥʱ��Զ����ǰ�ߡ������������ɹ����ڣ�1) ���������ӷ�Ӧ�������ԣ�ĥ���������ĩ�ڶ�ʱ���ڻ���㹻����������Խ����Ӧ���������ݣ���������WC-MgO��ͬʱ���ͷŵ����������ڸ�����ĩ������Ӧ������������ĥ�����٣�2) ������ɢ��Ӧ�������ԣ���ɢ��Ӧ�����ȹ��̣������˴�������ĥ��������Ҫ����ĥ��Ӧʱ��Ҳ�ϳ���������ʧҲ������WC-MgO�ĺϳ���Ҫ�ϴ����ĥ������
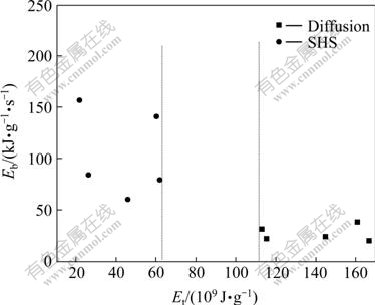
ͼ6 �����Ӻ���ɢ��Ӧ�ϳ�WC-MgO������ͼ
Fig.6 Energy map of WC/MgO synthesized by SHS and diffusion
������������֪��ͨ�������ӷ�Ӧ����ɢ��Ӧ�����Ի������WC-MgO���Ϸ�ĩ�����������ӷ�Ӧ�ϳ�WC-MgO����Ӧ�ڼ��̵�ʱ������ɣ����ų��Ĵ���ȼ���ȳ����������Σ�յı�ը���ɿ��Բ�Ӷ����������ֹ��յ�ʵ��Ӧ�á���������ɢ��Ӧ�ϳ�WC-MgO�������䷴Ӧ���ʽϵͣ��ų��ķ�Ӧ�Ȳ���������ը���ϰ�ȫ�ɿء��������߽��Magini�������ģ����������������WC-MgO����ĥ���������ۣ���ϵͳ�ؿ�������ĥ�����еĶ������������Ҳ����һ���IJ��㣬����δ������ĥ������ײ�ܵ���ʧ���⣬��������ֵƫ����ʵ������в�࣬������ͬ�ȼ�����ײ������ȫ��Ϊ��ĩ�����յ�ǰ���£���ʵ����ĥ���ղ�����ѡ���Ծ��нϺõ�ָ�����塣
4 ����
1) �����˸�����ĥ�Ʊ�����WC-MgO���Ϸ�ĩ���̵Ĺ��ղ�����ϵ���ߡ���ĥ�������ߺͷ�Ӧ����ͼ����ͨ����������ͼ��������ĥ���������ԺϽ�Ӧģʽ��Ӱ�졣
2) ȷ������ɢ��Ӧ�������ӷ�Ӧ���ַ�Ӧģʽ������������Чǿ�����Ӵ���38.24 kJ/(g��s)ʱ�� WC-MgO�ķ�ӦģʽΪ�����ӷ�Ӧ������Чǿ������С��22.12 kJ/(g��s)ʱ�����ϳ�WC-MgO���Ϸ�ĩ��������Чǿ������Ϊ22.12~38.24 kJ/(g��s)������ͨ����ɢ��Ӧ�����ϳ�WC-MgO���Ϸ�ĩ��
3) ͨ�������ӷ�Ӧ�ϳ�WC-MgO������������Ϊ21.51��109~61.82��109 J/g��ͨ����ɢ��Ӧ�ϳ�WC-MgO��������С������Ϊ112.83��109 J/g��
REFERENCES
[1] EL-ESKANDARANY M S. Fabrication and characterizations of new nanocomposite WC/Al2O3 materials by room temperature ball milling and subsequent consolidation[J]. Journal of Alloys and Compounds, 2005, 391: 228?235.
[2] IVANOV E Y, SURYANARAYANA C, BRYSKIN B D. Synthesis of a nanocrystalline W-25wt.% Re alloy by mechanical alloying[J]. Mater Sci Eng A, 1998, 251: 255?261.
[3] KIM J W, CHUNG H S, LEE S H, OH K H, SHIM J H, CHO Y W. Mechanochemical synthesis of TiN/TiB2/Ti-silicide nanocomposite powders and their thermal stability[J]. Intermetallics, 2007, 15: 206?210.
[4] LU L, LAI M O, NG C W. Enhanced mechanical properties of an Al based metal matrix composite prepared using mechanical alloying[J]. Mater Sci Eng A, 1998, 252(2): 203?211.
[5] JOARDAR J, PABI S K, MURTY B S. Milling criteria for the synthesis of nanocrystalline NiAl by mechanical alloying[J]. Journal of Alloys and Compounds, 2007, 429: 204?210.
[6] WOO K D, ZHANG D L. Fabrication of Al-7wt%Si-0.4wt%Mg/ SiC nanocomposite powders and bulk nanocomposites by high energy ball milling and powder metallurgy[J]. Current Applied Physics, 2004, 4(4): 175?178.
[7] EL-ESKANDARANY M S. Fabrication of nanocrystalline WC and nanocomposite WC-MgO refractory materials at room temperature[J]. Journal of Alloys and Compounds, 2000, 296(1/2): 175?182.
[8] EL-ESKANDARANY M S, OMORI M, KONNO T J, SUMIYAMA K, HIRAI T, SUZUKI K. Synthesizing of nanocomposite WC/MgO powders by mechanical solid-state reduction and subsequent plasma-activated sintering[J]. Metall Mater Trans A, 2001, 32: 157?164.
[9] ZHANG H A, LIU X Y. Analysis of milling energy in synthesis and formation mechanisms of molybdenum disilicide by mechanical alloying[J]. International Journal of Refractory Metals and Hard Materials, 2001, 19: 203?208.
[10] YEN B K, AIZAWA T, KIHARA J. Synthesis and formation mechanisms of molybdenum silicides by mechanical alloying[J]. Mater Sci Eng A, 1996, 220: 8?14.
[11] ATZMON M. In situ thermal observation of explosive compound-formation reaction during mechanical alloying[J]. Physical Review Letter, 1990, 64: 487?490.
[12] KIRAKOSYAN KH G, MANUKYAN KH V, KHARATYAN S L, MNATSAKANYAN R A. Synthesis of tungsten carbide- carbon nanomaterials by combustion reaction[J]. Materials Chemistry and Physics,2008, 110 (2/3): 454?456.
[13] SURYANARAYANA C. Mechanical alloying and milling[J]. Progress in Materials Science, 2001, 46: 127?128.
[14] MAGINI M, BASILI N, BURGIO N, ENNAS G, MARTELLI S, PADELLA F. Mechanical alloying of the Fe-Zr system. Correlation between input energy and end products[J]. Il Nuovo Cimento, 1991, 13D: 459.
[15] BURGIO N, IASONNA A, MAGINI M, PADELLA F. Mechanical alloying of the Fe-Zr system in different milling conditions[J]. Le Journal de Physique Colloques, 1990, 51: C4-265?C4-271.
[16] MAGINI M, IASONNA A, PADELLA F. Ball milling: An experimental support to the energy transfer evaluated by the collision model[J]. Scripta Material, 1996, 34(1): 13?19.
[17] MURTY B S, MOHAN RAO M, RANGANATHAN S. Milling maps and amorphization during mechanical alloying[J]. Acta Metallurgica et Materilia, 1995, 43(6): 2443?2450.
[18] ROJAC T, KOSEC M, MALI? B, HOLC J. The application of a milling map in the mechanochemical synthesis of ceramic oxides[J]. Journal of the European Ceramic Society,2006, 26(16): 3711?3716.
[19] �����, ��ͬ��, �� ��, ����. ��ĥ�����е���ײ��Ϊ����[J]. ����ѧ��, 1997, 33(4): 381?385.
YANG Jun-you, ZHANG Tong-jun, CUI Kun, HU Zheng-hua. Analysis of impact behavior during ball milling[J]. Acta Metallurgica Sinica, 1997, 33(4): 381?385.
������Ŀ���Ϻ������Ƽ�ר�����������Ŀ(05nm05031)
�ո����ڣ�2008-05-26�������ڣ�2008-10-10
ͨѶ���ߣ������������ڣ��绰��021-67792006��E-mail: sgzhu@dhu.edu.cn
(�༭ ����Ⱥ)

