�ȼ�ѹ��߶�B4C��ǿ5083�������ϲ��ϵļӹ���������������ѧ���ܺͶ�����Ϊ
��Դ�ڿ����й���ɫ����ѧ��(Ӣ�İ�)2017���6��
�������ߣ�Ali ALIZADEH Alireza ABDOLLAHI Mohammad Javd RADFAR
����ҳ�룺1233 - 1247
�ؼ��ʣ�Al5083�Ͻ𣻽��������ϲ��ϣ�̼���𣻶�߶ȸ��ϲ��ϣ��ȼ�ѹ����е��ĥ
Key words��Al5083 alloy; metal matrix composite; boron carbide; multi-scale composite; hot extrusion; mechanical milling
ժ Ҫ���о��ȼ�ѹAl5083/B4C�����ϲ��ϵ�����֯��������ѧ��Ϊ��Al5083��Al5083/B4C��ĩ��������պ���ת�ٶ�400 r/min��������ĥ50 h��Ϊ����쳤�ʣ�����ĥ��ĩ��30%��50%������������ƽ������>100 ��m�� <100 ��mδ��ĥ��ĩ���л�ϣ�Ȼ�������ѹ���ȼ�ѹ����ѹ��Ϊ9:1�����ù�ѧ������ɨ��������������ס�����������������Ӳ�Ȳ����о����ȼ�ѹ�Ͻ𡣽����������е��ĥ��B4C����ʹAl5083�Ͻ������ǿ�ȴ�130 MPa �����560 MPa�����쳤�ʼ����½�(��11.3% ����0.49%)������ƽ������<100 ��mδ��ĥ��������ߺϽ�����Ե���������ǿ�Ⱥ�Ӳ�ȣ�������ƽ������>100 ��mδ��ĥ����ͬʱ��������ǿ�Ⱥ����ԡ�����δ��ĥ�������������ӣ����ѻ����Ӵ��Զ���ת��Ϊ���Զ��ѡ�
Abstract: Microstructural characteristics and mechanical behavior of hot extruded Al5083/B4C nanocomposites were studied. Al5083 and Al5083/B4C powders were milled for 50 h under argon atmosphere in attrition mill with rotational speed of 400 r/min. For increasing the elongation, milled powders were mixed with 30% and 50% unmilled aluminum powder (mass fraction) with mean particle size of >100 ��m and <100 ��m and then consolidated by hot pressing and hot extrusion with 9:1 extrusion ratio. Hot extruded samples were studied by optical microscopy, scanning electron microscopy (SEM), energy dispersive spectroscopy (EDS), transmission electron microscopy (TEM), tensile and hardness tests. The results showed that mechanical milling process and presence of B4C particles increase the yield strength of Al5083 alloy from 130 to 566 MPa but strongly decrease elongation (from 11.3% to 0.49%). Adding <100 ��m unmilled particles enhanced the ductility and reduced tensile strength and hardness, but using the >100 ��m unmilled particles reduced the tensile strength and ductility at the same time. By increasing the content of unmilled particles failure mechanism changed from brittle to ductile.
Trans. Nonferrous Met. Soc. China 27(2017) 1233-1247
Ali ALIZADEH1, Alireza ABDOLLAHI1, Mohammad Javd RADFAR2
1. Faculty of Materials & Manufacturing Processes, Malek Ashtar University of Technology, Tehran 15875-1774, Iran;
2. Faculty of Engineering, South Tehran Branch, Islamic Azad University, Tehran 158474-3311, Iran
Received 2 May 2016; accepted 25 August 2016
Abstract: Microstructural characteristics and mechanical behavior of hot extruded Al5083/B4C nanocomposites were studied. Al5083 and Al5083/B4C powders were milled for 50 h under argon atmosphere in attrition mill with rotational speed of 400 r/min. For increasing the elongation, milled powders were mixed with 30% and 50% unmilled aluminum powder (mass fraction) with mean particle size of >100 ��m and <100 ��m and then consolidated by hot pressing and hot extrusion with 9:1 extrusion ratio. Hot extruded samples were studied by optical microscopy, scanning electron microscopy (SEM), energy dispersive spectroscopy (EDS), transmission electron microscopy (TEM), tensile and hardness tests. The results showed that mechanical milling process and presence of B4C particles increase the yield strength of Al5083 alloy from 130 to 566 MPa but strongly decrease elongation (from 11.3% to 0.49%). Adding <100 ��m unmilled particles enhanced the ductility and reduced tensile strength and hardness, but using the >100 ��m unmilled particles reduced the tensile strength and ductility at the same time. By increasing the content of unmilled particles failure mechanism changed from brittle to ductile.
Key words: Al5083 alloy; metal matrix composite; boron carbide; multi-scale composite; hot extrusion; mechanical milling
1 Introduction
Aluminum-based nanocomposites have gained considerable interests due to their excellent properties (i.e., high strength, low density, good corrosion and wear resistance), ease of manufacturing and economic exploitation [1]. Uniform distribution of reinforcing phase is the first requirement to achieve high efficiency of a composite. Mechanical milling is an appropriate way for uniform distribution of reinforcement particles in the metal matrix. Reducing the grain size and uniform distribution of reinforcement particles on the side of creating nanoscale structures, make this method the perfect choice for production of nanocomposites [2]. TANG et al [3] produced the Al-6.5%SiC (volume fraction) nanocomposite by mechanical milling method and hot isostatic press (HIP) at 400 ��C under pressure of 172 MPa. Increasing of hardness and tensile strength by increasing SiC nanoparticles fraction in Al-SiC composite produced by mechanical milling have been reported by KOLLO et al [4]. Researches in this field indicate that nanostructured materials and nanocomposites have high strength but very low ductility and toughness. Most of these materials with grain sizes less than 30 nm, show very low elongation (less than 1%); While in materials with common grain size, ductility with more than 10% elongation has been observed. Recently, using of bimodal and trimodal metal matrix composites which have high strength and ductility at the same time, is highly considered. Production of bimodal composites is based on creation of fine (nanometer) and large (micrometer) grains [5]. Trimodal composites also refer to the composites including three components: nanoscale or ultrafine grained metallic phase, the coarse grain metallic phase and ceramic reinforcing phase [6]. These properties cause to use them in applications such as aerospace, automotive and medicine. WANG et al [7,8] produced bimodal structure of copper alloy, OKULOV et al [9,10] produced bimodal structure titanium-based alloys and FAN et al [11] produced bimodal structure Al-Mg alloy, respectively.
Decreasing of flexibility in nanostructured materials and nanocomposites, partly limits their applications. On the other hand, few studies related to the production of nanostructured materials, especially metal matrix nanocomposites reinforced with particles of boron carbide (B4C) with good ductility and high strength have been conducted. Therefore, in this study, Al5083/B4C nanocomposite produced by mechanical milling method and hot extrusion and for achieving to both appropriate strength and ductility, trimodal Al5083 alloy based composite reinforced with boron carbide particles was produced and its mechanical properties and fracture behavior were studied.
2 Experimental
Al5083 alloy powders in two sizes (>100 ��m and <100 ��m) were used as matrix composite and boron carbide (B4C) powder with average particle size of 20 ��m was used as reinforcing phase. Powders were milled in an attrition mill equipped with water cooling system and stainless steel tank containing stainless steel balls. To achieve steady state condition, milling operation was carried out up to 50 h under argon atmosphere with rotational speed of 400 r/min and a ball-to-powder mass ratio of 10:1. For studying the effect of mechanical milling process on grain size of the matrix, X-ray diffraction and Williamson-Hall equation were used. In this method, the peak width at half maximum height (FWHM), has been used to calculate the grain size of particles as follows:
 (1)
(1)
where K is the Scherrer constant (0.9), d is the average grain size. �� is the lattice strain, ��Cu is the X-ray wavelength (1.5406  ), �� is the diffraction angle and Bs stands for the peak broadening obtained from Eq. (2):
), �� is the diffraction angle and Bs stands for the peak broadening obtained from Eq. (2):
 (2)
(2)
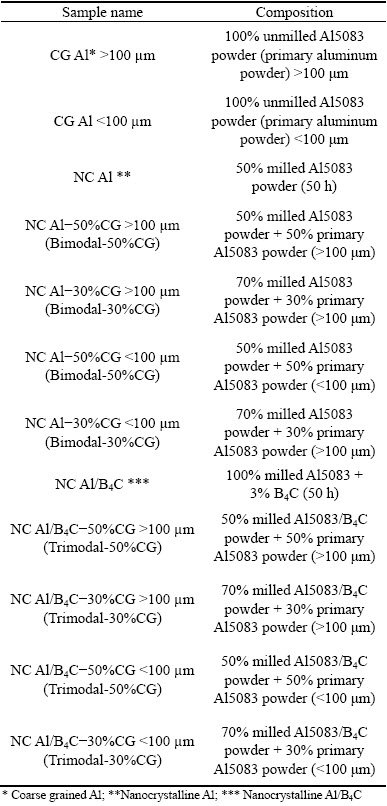
where Bi is the peak broadening obtained from silicone annealed sample with large grains and Be is the peak broadening related to the sample under study [12]. By determining the width of peaks at different times of milling, changes in grain size of aluminum matrix in terms of milling time were evaluated. For increasing the ductility of Al5083/B4C nanocomposite, multi-scale structure composite was built. For producing of multi- scale structure samples, mechanically milled Al5083 powder was mixed with 30% and 50% unmilled Al5083 powder (>100 ��m and <100 ��m in grain size) in a jar mill for 2 h. For preparation of trimodal composites, mechanically milled Al5083/B4C powder (3% B4C) was mixed with 30% and 50% unmilled Al5083 powder (in both scales of >100 ��m and <100 ��m). After mechanical milling, hot pressing was used for the initial compaction. Average pressing force for all samples was 200 MPa. Product of this process is cylindrical samples with a diameter of 30 mm used in hot extrusion. To manufacture samples with a density close to the theoretical value, hot extrusion method with extrusion ratio of 9:1 was used. Name and composition of produced samples are shown in Table 1.
Table 1 Name and composition of samples produced in this research
To determine optimum temperature of hot pressing in multi scale composites, the processes were conducted at different temperatures. For this purpose, NC Al-3%B4C-50%CG sample was hot pressed at 25, 100, 150, 250, 350 ��C and then hot extruded. Hot press and hot extrusion setups were designed at Malek Ashtar University of Technology. Extrusion die was produced from H13 hot work tool steel. Figure 1 shows details of extrusion die. Extrusion process was conducted at 550 and 640 ��C with speed of 1 and 3 mm/s and optimal values were extracted. The final product consisted of cylindrical bars with a diameter of 10 mm.
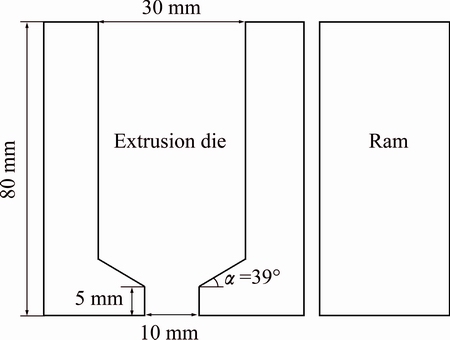
Fig. 1 Dimensions of extrusion die designed in this research
The microstructure of extruded samples was studied in parallel and normal to extrusion direction by optical microscope (OM), transmission electron microscope (Philips FEGC200 TEM) and XMU VEGA-II TESCAN scanning electron microscope (SEM) equipped with EDS spectrometer. For determining the strength and elongation of extruded samples, tensile test was used. Samples have been prepared according to ASTM B557 standard and the test was performed at room temperature with strain rate of 1 mm/s. Fracture surfaces after tensile test were characterized by scanning electron microscope (SEM). The hardness of samples was measured by Brinell hardness test with indenter diameter of 2.5 mm and force of 30 kg.
3 Results and discussion
3.1 Effect of mechanical milling on grain size
Matrix crystal size of the unreinforced Al5083 powder and Al5083/B4C composite powder (measured by Williamson-Hall equation) in terms of milling time is shown in Fig. 2. Severe plastic deformation (SPD) applied to the powder particles during mechanical milling process reduces the aluminum matrix crystal size less than 100 nm and by increasing the milling time, the size of the crystals reduces. As seen in Fig. 2, the grain size of aluminum in Al5083/B4C composite powder compared to unreinforced Al5083 powder has been reduced, which shows the effect of hard B4C particles on grain refinement of aluminum matrix during mechanical milling.
3.2 Hot extrusion parameters
Figure 3 shows the effect of extrusion rate (strain rate) and temperature on the surface quality of hot extruded Al5083/B4C nanocomposite. As can be observed, speed of 3 mm/s and excessive increasing of the extrusion temperature lead to hot tearing and create the Christmas tree effect on the sample, while optimizing of speed and extrusion temperature can fix this flaw. In hot extrusion process, the effect of temperature on the deformation process and product properties is very important. Composites produced by mechanical milling requires extrusion pressure up to 25% more than conventional composites (which have been made by other than mechanical milling process). Increasing of temperature causes the required pressure for extrusion gradually decrease [13,14].
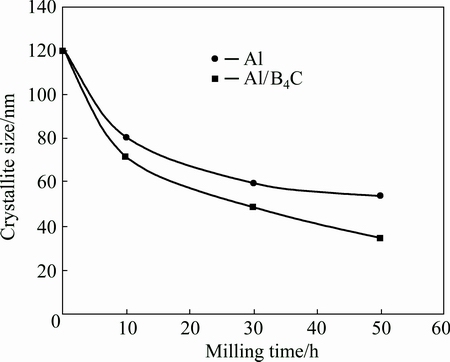
Fig. 2 Matrix crystal size of unreinforced Al5083 and Al5083/B4C composite powder in terms of milling time
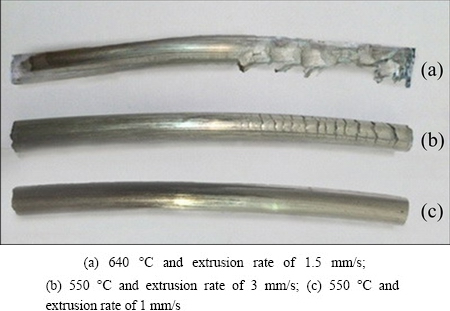
Fig. 3 Al5083/B4C nanocomposite extruded under different conditions
A combination of high temperature billet, high deformation and high extrusion rate significantly increase temperature in sample, especially near the outer surface. Increase in external surface temperature can lead to the appearance of hot cracks. It can be observed that due to increasing of extrusion temperature of about 640 ��C (Fig. 3(a)), hot tearing has happened. Since the surface temperature gradually increases, the end of sample has experienced higher temperature and hot cracks focus in this area. At high speeds of extrusion, due to increasing in frictional stress between the die and sample, the temperature at the interface of die and sample increases and leads to localized melting [15,16]. Researches conducted on extrudability of metal matrix composites (MMCs) show that the increase in extrusion rate and resulting change in the strain rate, lead to increase in shear stress at the interface of matrix and reinforcement phase [14,17,18]. In this study, the optimum extrusion rate and extrusion temperature to prevent increasing of composite��s surface temperature were 1 mm/s and 550 ��C, respectively (see Fig. 3(c)).
3.3 Microstructural characterization of hot extruded samples
Figures 4 and 5 show microstructures of CG Al, NC Al and NC Al/B4C samples, parallel and normal to the extrusion direction. As shown, the larger grain size of unmilled sample (CG Al) with primary particle size of >100 ��m compared with primary particle sizes of <100 ��m is obvious. By comparing the microstructure unmilled samples (CG Al) with mechanically milled samples (i.e., NC Al and NC Al/B4C), mechanical milling provides possibility of achieving uniform particle distribution with no porosity. In addition, comparison of the microstructure of samples makes it clear that following the mechanical milling, grain size is decreased remarkably so that in microstructure of NC Al and NC Al/B4C samples, grain boundaries are not easily visible. In other words, at the steady state of mechanical milling, the microstructure undergoes a great refinement, and the interfacial boundaries are no longer visible by optical microscopy. Figure 6 shows bright field TEM (BF-TEM) and dark field TEM (DF-TEM) images of hot extruded Al5083/B4C nanocomposite (NC Al/B4C sample) with a nanoscale structure. Microstructure shown in this figure consists of aluminum sub-grains with average size less than 100 nm that represent the nanoscale structure of NC Al/B4C sample after the hot extrusion process.
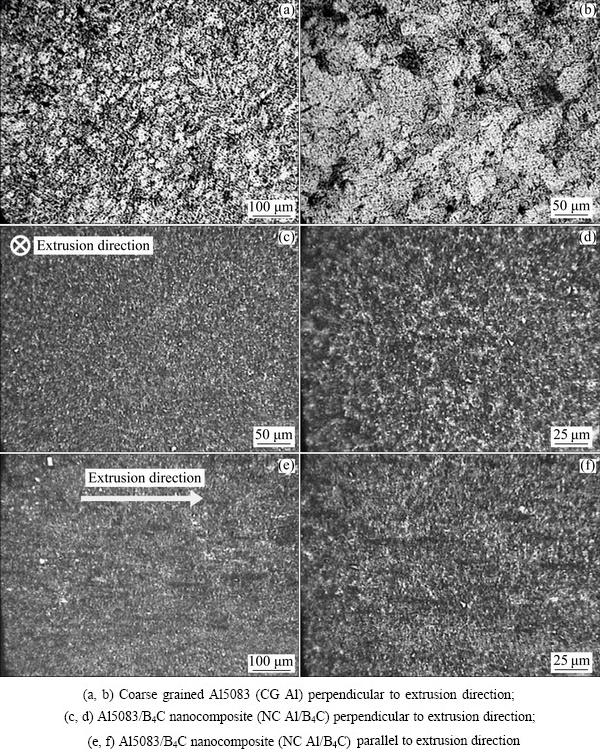
Fig. 4 Optical micrographs of hot extruded samples
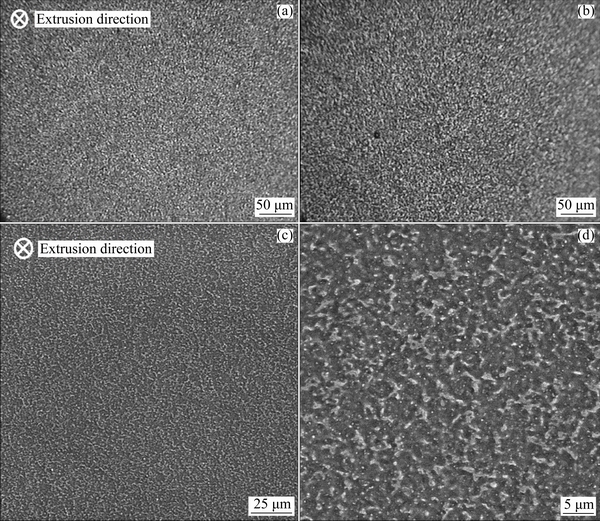
Fig. 5 Optical (a, b) and SEM (c, d) images of nanostructured Al5083 sample (NC Al) normal to extrusion direction in two different magnifications
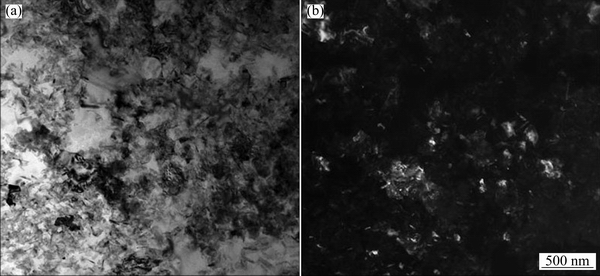
Fig. 6 Bright field (a) and dark field (b) TEM images of Al5083/B4C nanocomposite (NC Al/B4C sample) with nanoscale structure (white points in DF-TEM image are nano-grains)
Figure 7 shows the microstructure of NC Al-3%B4C-50% CG trimodal composite hot pressed at 25, 100, 150, 250 and 350 ��C. In these images, the dark areas related to nanostructured or NC phase (milled powder) and bright areas related to coarse grain or CG phase (unmilled or primary aluminum powder). As is known with increasing the temperature from 25 to 350 ��C, coarse grain areas and stretch of them in terms of extrusion increased. In other words, by increasing the temperature of hot pressing, the length-to-diameter ratio of the coarse grain bands increased.
To compare the grain growth in Al-3%B4C-50% CG trimodal composite hot pressed at 25 and 350 ��C, the secondary electron SEM image was used (Fig. 8). According to the results of EDS analysis, it is evident that the bright areas in this figure are the aluminum matrix. As can be seen, grain size of aluminum matrix increased with increasing the temperature of hot pressing. In other words, the grains have grown. Studies conducted on aluminum matrix nanocomposites have shown that consolidation and forming operations (i.e., hot pressing, hot isostatic pressing and hot extrusion) lead to good bonding at the interface of matrix and particles. But the possibility of grain growth there will be even up to the micrometer scale [19-21].
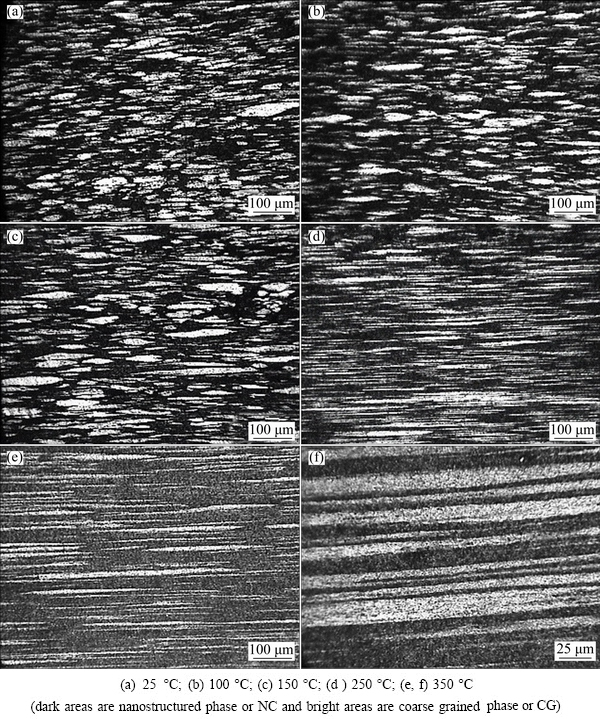
Fig. 7 Longitudinal optical micrograph of NC Al-3%B4C-50%CG sample hot pressed at different temperatures
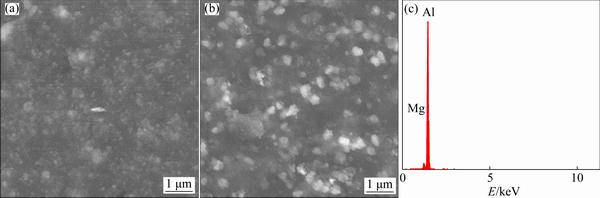
Fig. 8 Secondary electron images of NC Al-3% B4C-50% CG sample pressed at room temperature (a) and 350 ��C (b), EDS spectrum of Fig. 8(b) (c)
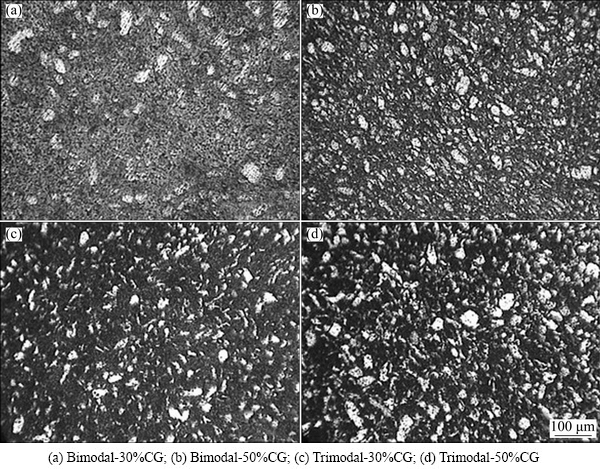
Fig. 9 Microstructures of hot extruded multi-scale composites with <100 ��m coarse grain phase (normal to extrusion direction)
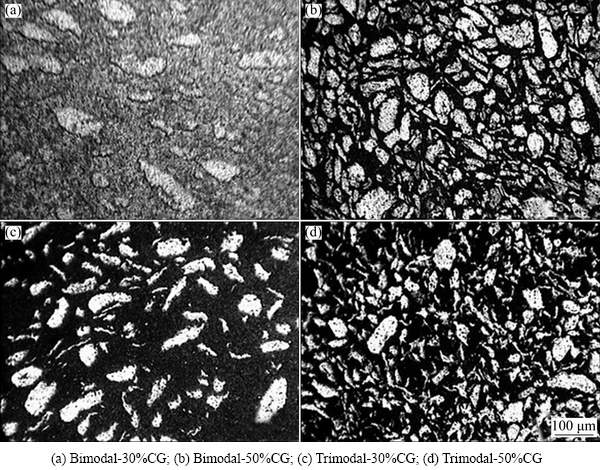
Fig. 10 Microstructure of hot extruded multi-scale composites with >100 ��m coarse grain phase (normal to extrusion direction)
Figures 9 and 10 show the microstructures of bimodal and trimodal composites normal to the extrusion direction. The considerable point in these images is the difference between morphology of coarse grain phase of bimodal and trimodal composites. In the bimodal composites, coarse grain phase (CG) has spherical morphology and its size is also smaller. In trimodal composites, morphology of coarse grain phase is almost angular. These changes are more clearly visible in the composites with coarse grain phase with primary particle size of >100 ��m. In fact, in these composites, boron carbide particles reduce the size of coarse grain phase and cause a plastic deformation in B4C/CG Al interface.
In longitudinal section micrographs of extruded samples (Figs. 11-13), orientation of coarse grain areas along extrusion direction can be observed. Increasing the content of primary aluminum particles leads to coarse grain areas connected together (due to plastic deformation applied during the extrusion process [11,22], see Fig. 13(a)) and their tendency to stretch in extrusion direction increases. By comparing micrograph of multi- scale composites with primary particles size of >100 ��m and <100 ��m, it is clear that stretching of coarse grain areas with >100 ��m particle size is higher and visible as wide bands. In other words, the coarse grain areas of bimodal and trimodal composites with >100 ��m particle size, have more plastic deformation during the extrusion process.
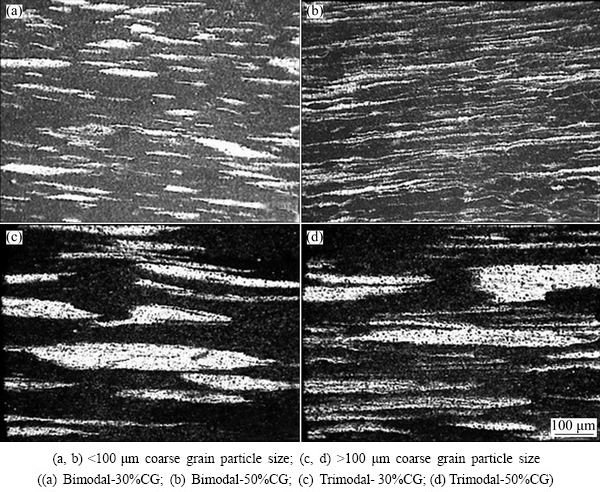
Fig. 11 Longitudinal section microstructure of hot extruded multi-scale composites with 30% and 50% CG phase
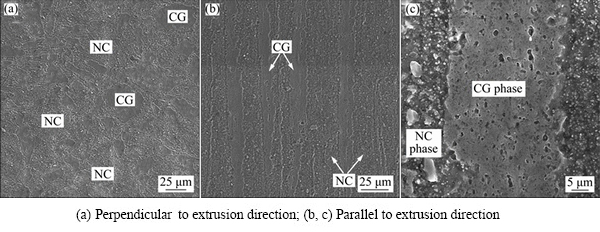
Fig. 12 SEM images of hot extruded NC Al-50%CG bimodal composite with <100 ��m coarse grain particle size
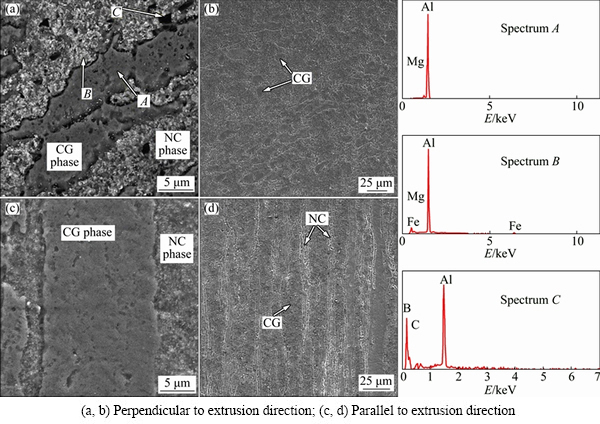
Fig. 13 SEM images of hot extruded NC Al-B4C-50%CG trimodal composite with <100 ��m coarse grain particle size
3.4 Mechanical properties of hot extruded samples
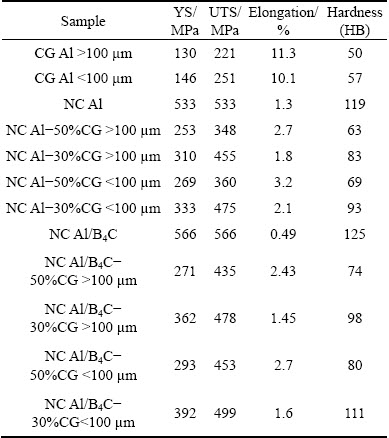
As mentioned, by increasing of the hot pressing temperature from 25 to 330 ��C, the size of coarse grain areas increased. According to Hall-Petch mechanism, increasing of grain size leads to decrease of yield strength. By increasing the hot pressing temperature, tensile strength decreased from 448 to 410 MPa and elongation increased from 2.1 to 9.2 due to grain growth of aluminum matrix. As shown in Fig. 6, increase of hot pressing temperature leads to increase of aluminum grain growth and decrease of initial work hardening of milled powder. Studies of FAN et al [11] on the cryomilled/ HIPed Al-Mg alloy nanopowders have also shown that with increasing the temperature of hot isostatic press (HIP), the average grain size of matrix increases and leads to decrease of the strength. Table 2 shows the mechanical properties of samples produced in this research. The room temperature engineering stress�C strain curves of samples are also compared with each other in Fig. 14. As shown, NC Al/B4C sample (with 0% CG phase) has the highest ultimate tensile strength (566 MPa), but its elongation (0.49%) is lower than those of other samples. While CG Al sample has the highest elongation (11.3%) and the lowest ultimate tensile strength (221 MPa).
By comparing the tensile strength of the NC Al/B4C and NC Al, effect of B4C particles on increasing of strength and hardness is determined. By adding of B4C particles to aluminum matrix, the strength increases and ductility decreases. Effect of B4C particles on the strength can be explained by Orowan strengthening mechanism.
Table 2 Mechanical properties of hot extruded samples
According to this mechanism, addition of reinforcement particles to matrix leads to the increase of barriers to the movement of dislocations, therefore stress required for dislocations to pass through barriers (particles) increases and as a result the strength increases too [2,23].
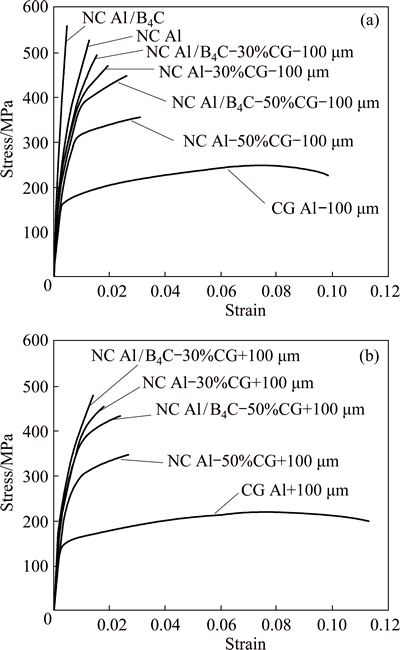
Fig. 14 Tensile engineering stress-strain curves of hot extruded samples
As shown in Table 2, the presence of CG phase leads to higher ductility, despite the slight decrease in strength and hardness. These changes in the sample with 50% CG with the same deformation mechanism are more evident than those in the sample with 30% CG. Also in trimodal samples, in comparison with NC Al/B4C, reducing of the tensile strength and increasing of ductility are observed. However, trimodal composites in spite of having higher strength than bimodal structure composites, have lower ductility. Plastic deformation process and yield strengths of samples with multi-scale structure are highly dependent on the microstructure of the material. Because of the failure of the matrix starts with smaller grains and load transformation is done by CG bond; thus, the presence of coarse grain particles phase (CG) increases ductility. Probably these changes can be attributed to the mobility of dislocations. At the beginning of deformation process, motion of dislocation starts from the coarse grain particles (CG) and when the applied stress reached yield stress, and deformation continues in nanostructured areas (NC) [24]. The previous literatures in associated with the multi scale composites strength have raised that mechanical strengthening is a combination of two mechanisms of Hall-Patch and Orowan [21,25]. Almost all of the theoretical models of mechanical behavior of metal matrix composites are connected to microstructural characteristics. These models are generally divided into two general groups: Strengthening by load transformation from matrix to reinforcement particles and strengthening by reinforcement particles distributed into the matrix. In load transformation theory, during load transferring, shear stresses are generated at the interface of reinforcement particles and matrix, then load is transferred to the reinforcement particles and part of the load applied to the composite is tolerated by particles, in this case, particles act as reinforcement [26].
Presence of coarse grain particles in the multi-scale structure composites can also be considered as a factor in load transferring to nanostructured regions. Regarding the similarity of chemical composition of both coarse grained and nanostructured phases, strong and rigid interface between two phases created during the manufacturing process. Usually during the tensile test, dislocations at the interfaces of nanostructured and coarse grain regions associate. Since the coarse grain particles have fewer barriers against dislocation movement, dislocations slip more easily in coarse grain areas compared with nanostructure areas [27]. Therefore, the load applied to the sample, is tolerated by nanostructured areas and reinforcement particles and little fraction of the applied load remains in coarse-grained regions. Thus, these composites have a relatively high yield strength [28].
Generally, with increasing the grain size, mechanical strength reduces and ductility increases. This means that in 100% CG samples, with <100 ��m particle size compared to >100 ��m particle size, the tensile strength increases, but ductility decreases. But in multi-scale composites with >100 ��m particle size strength and elongation decrease simultaneously. This problem is justified by providing several mechanisms for increasing the toughness of multi-scale composites such as crack bridging, crack tip blunting and crack deflection when it reaches to coarse grain areas [27]. Accordingly, the toughness of composites is estimated by the following equation:
 (3)
(3)
where Km is the matrix stress intensity factor, Kc equals the applied stress intensity factor, ��Kb is toughening component due to crack bridging, �� is a constant parameter, V is the volume fraction of ductile phase, x is the distance behind the crack tip, ��y is the uniaxial yield stress applied on the ductile ligaments and L is the bridge length [29]. This equation shows that by increasing the volume fraction of ductile phase, fracture toughness of composite increases. But if yield stress reduces, according to this equation, toughness also decreases which has occurred in CG samples with >100 ��m primary grain size.
3.5 Evaluation of fracture surface
Fracture surface of CG Al sample with >100 ��m particles size after tensile test is shown in Fig. 15. As can be seen, this sample shows ductile fracture. Deep discontinuities and very rough surface indicative of plastic deformation lead to ductile fracture.
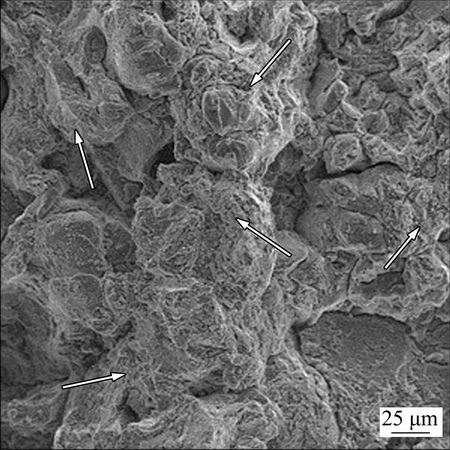
Fig. 15 Fracture surface of CG Al sample with >100 ��m coarse grain size (arrows indicate plastic deformation areas)
Figure 16 shows the fracture surface of NC Al/B4C sample. In this figure, surface roughness and deep holes (dimples) cannot be seen. Presence of cleavage surfaces that have been created without plastic deformation, indicated brittle fracture mechanism in this sample.
As shown in Fig. 16, boron carbide particles on the fracture surface of NC Al/B4C sample can be seen and particles do not have any fracture and cracks pass from the interface of the particles and matrix. The fracture mode of metal matrix composites depends on the strength of reinforcement particles and their interfacial strength with matrix. If the interface strength is greater than the strength of the particles, fracture of particles will occur [30]. Because of higher strength of boron carbide than strength of the B4C/Al interface, there will be no possibility of failure of boron carbide particles. However, the presence of very small amount of the boron carbide in the fracture surface shows that the bonding between boron carbide and aluminum matrix is very good and load transformation can be done through the matrix interface very well. So the fracture mechanism is controlled by fracture of matrix [31]. The strength of interface between the particles and matrix is directly associated with the production process and its parameters. Mechanical milling process leads to the production of composites with strong B4C/Al interface bonds [32]. Other parameters such as hot press temperature and loading rate also affect the fracture mode [14]. In Figs. 17 and 18, the effect of hot press temperature (25 and 330 ��C) on fracture behavior of NC Al/3%B4C- 50%CG trimodal composites is shown. As can be seen, in pressed sample at room temperature (25 ��C), unmilled powders (coarse grained phase) have not good bonds with nanostructured powders (because of low compressibility of mechanically milled powders) and for this reason their interface has low strength. Thus, debonding between particles and matrix has occurred and boron carbide is observed in fracture surface (see Fig. 17). Increasing the hot press temperature leads to improving the compressibility of powder mixture. In other words, bonding between particle/matrix is strong and does not fracture simply. Thus, load transformation from matrix to particle occurs simply and fast and no boron carbide is observed in fracture surface (see Fig. 18).
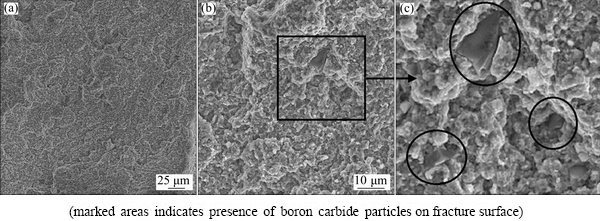
Fig. 16 Fracture surface of NC Al/B4C sample with different magnifications
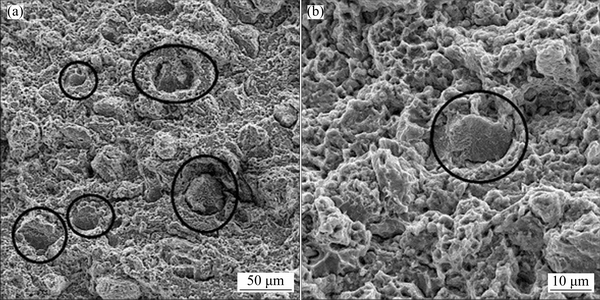
Fig. 17 Fracture surface of NC Al/B4C-50% CG trimodal composite pressed at room temperature with two different magnifications
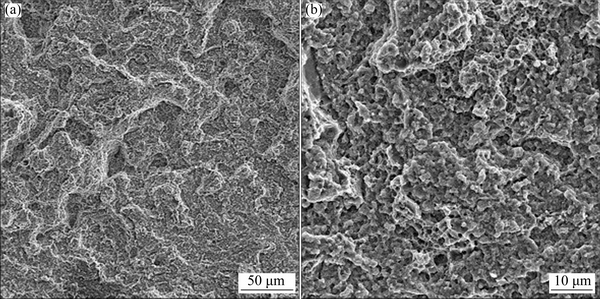
Fig. 18 Fracture surface of NC Al/B4C-50% CG trimodal composite pressed at 330 ��C with two different magnifications
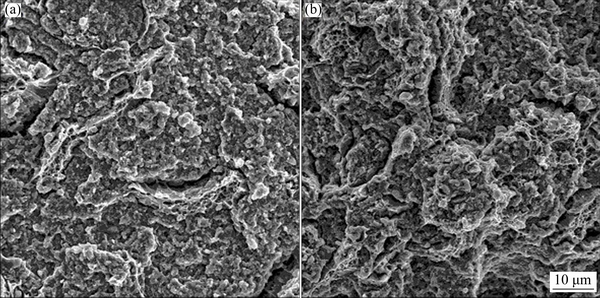
Fig. 19 Fracture surface of NC Al/B4C-50% CG trimodal composite with >100 ��m (a) and <100 ��m (b) coarse grained aluminum size
Figure 19 shows the fracture surface of trimodal composite containing 50% unmilled aluminum (>100 ��m and <100 ��m grain size). Because of the presence of coarse-grained aluminum, the characteristics of ductile and brittle fracture are both seen simultaneously. Necking occurs in CG areas (represent the ductile fracture) and brittle fracture occurs in nanostructured areas (fracture without plastic deformation). In fracture surface of multi-scale composites, the separation occurs due to the effect of necking of CG bands at the CG/NC interface (Fig. 19). As mentioned above, by increasing the size of unmilled particles, the CG bands width increases. With increasing the CG bands width, necking of these bands compared to CG bands with <100 ��m particle size, increases and leads to the separation of interface and also reduces the tensile properties.
In the ductile fracture, generation of plastic deformation during the tensile test leads to creation of a necking area. In this case, the failure starts from the center of the sample and then continues with shearing separation. This fracture is called cup and cone fracture. As shown in Fig. 20, it could be said that the fracture in bimodal and trimodal composites are cup and cone fracture.

Fig. 20 Cup and cone fracture in multi-scale composites under tensile load
Unlike the ductile fracture, brittle fracture occurs perpendicular to the tensile axis direction. In other words, brittle fracture separation occurs perpendicular to the applied tensile stress [5]. As shown in Fig. 21, this kind of fracture occurred in nanostructured samples.

Fig. 21 Fracture mode of NC Al sample under tensile load
4 Conclusions
1) Severe plastic deformation applied to the powder particles during mechanical milling process causes reduction of the grain size of matrix less than 100 nm. Moreover, by increasing the milling time, matrix grain size decreases.
2) Combination of high temperature of billet, high deformation rate and high extrusion rate considerably increase the temperature of the extruded sample, especially near the outer surface which causes hot cracks or localized melting. So to avoid the extrusion defects, extrusion process was performed at its optimal temperature and speed (1 mm/s and 550 ��C).
3) Increasing the press temperature from 25 to 350 ��C reduces tensile strength and increases ductility of the composites with multi-scale structure that related to grain growth of matrix during the hot densification.
4) Among extruded samples, Al/B4C nanocomposite showed the highest strength and the lowest ductility. The smaller matrix grain size and the high number of obstacles to dislocations movement, is the most important cause of this difference.
5) Addition of 30% and 50% unmilled aluminum particles to nanostructured matrix, leads to increasing the ductility, in spite of the loss of strength of samples. The most important mechanisms of increasing of toughness are crack bridging, crack deflection and crack tip blunting.
6) By reducing the particle size of unmilled particles, tensile properties improved. While adding CG particles with >100 ��m initial size compared with <100 ��m particles, reduces tensile strength and ductility at the same time.
7) Existence of dimples and rough surface indicates the plastic deformation, which leads to the ductile fracture in 100% CG sample. But the fracture surface of nanostructured samples (NC Al and NC Al/B4C) represents brittle fracture mechanism. In multi-scale composites, addition of coarse-grained aluminum particles changes the fracture mechanism from brittle to ductile. In fact, in multi-scale composites, ductile fracture and brittle fracture occur along coarse grained areas and nanostructured bands respectively.
References
[1] ALIZADEH A, ABDOLLAHI A, BIUKANI H. Creep behavior and wear resistance of Al 5083 based hybrid composites reinforced with carbon nanotubes (CNTs) and boron carbide (B4C) [J]. Journal of Alloys and Compounds, 2015, 650: 783-793.
[2] ABDOLLAHI A, ALIZADEH A, BAHARVANDI H R. Dry sliding tribological behavior and mechanical properties of Al2024-5 wt.%B4C nanocomposite produced by mechanical milling and hot extrusion [J]. Materials and Design, 2014, 55: 471-481.
[3] TANG F, HAGIWARA M, SCHOENUNG J M. Microstructure and tensile properties of bulk nanostructured Al-5083/SiCp composites prepared by cryomilling [J]. Materials Science and Engineering A, 2005, 407: 306-314.
[4] KOLLO L, BRADBURY C R, VEINTHAL R, JAGGI C, CARRENO M E, LEPAROPUX M. Nano-silicon carbide reinforced aluminium produced by high-energy milling and hot consolidation [J]. Materials Science and Engineering A, 2011, 528: 6606-6615.
[5] ABDOLLAHI A, ALIZADEH A, BAHARVANDI H R. Comparative studies on the microstructure and mechanical properties of bimodal and trimodal Al2024 based composites [J]. Materials Science and Engineering A, 2014, 608: 139-148.
[6] AHN B. Deformation behavior and microstructural evolution of nanocrystalline aluminium alloys and composites [D]. Los Angeles: University of Southern California, 2006.
[7] WANG Y M, MA E. Three strategies to achieve uniform tensile deformation in a nanostructured metal [J]. Acta Materialia, 2004, 52: 1699-1709.
[8] WANG Y, CHEN M, ZHOU F, MA E. High tensile ductility in a nanostructured metal [J]. Nature, 2002, 419: 912-915.
[9] OKULOV I V, KUHN U, ROMBERG J, SOLDATOV I V, FREUDENBERGER J, SCHUITS L, ESCHKE A, OERTEL C G, SKROTZKI W, ECKERT J. Mechanical behavior and tensile/ compressive strength asymmetry of ultrafine structured Ti-Nb-Ni-Co-Al alloys with bi-modal grain size distribution [J]. Materials and Design, 2014, 62: 14-20.
[10] OKULOV I V, BONISCHA M, KUHNA U, SKROTZKIC W, ECKERTA J. Significant tensile ductility and toughness in an ultrafine-structured Ti68.8Nb13.6Co6Cu5.1Al6.5bi-modal alloy [J]. Materials Science and Engineering A, 2014, 615: 457-463.
[11] FAN G J, CHOO H, LIAW P K, LAVERNIA E J. Plastic deformation and fracture of ultrafine-grained Al-Mg alloys with a bimodal grain size distribution [J]. Acta Materialia, 2006, 54: 1759-1766.
[12] WILLIAMSON G K, HALL W H. X-ray line broadening from filed aluminium and wolfram [J]. Acta Materialia, 1953, 1: 22-31.
[13] FOGAGNOLO J B, RUIZ-Navas E M, ROBERT M H, TORRALBA J M. 6061 Al reinforced with silicon nitride particles processed by mechanical milling [J]. Scripta Materialia, 2002, 47: 243-248.
[14] THAM L M, GUPTA M, CHENG L. Effect of reinforcement volume fraction on the evolution of reinforcement size during the extrusion of Al-SiC composites [J]. Materials Science and Engineering A, 2002, 326: 355-363.
[15] WANG Z, SONG M, SUN C, XIAO D, HE Y. Effect of extrusion and particle volume fraction on the mechanical properties of SiC reinforced Al-Cu alloy composites [J] Materials Science and Engineering A, 2010, 527: 6537-6542.
[16] CLYNE T W, WITHERS P J. An Introduction to Metal Matrix Composites [M]. Cambridge: Cambridge University Press, 1993.
[17] SAHA P K. Aluminum extrusion technology [M]. Geauga, USA: ASM International, 2000.
[18] LIEBLICH M, GONZALEZ-Doncel G, ADEVA P, IBANEZ J, TORRALBA M, CARUANA G. Extrudability of PM 2124/SiCp aluminium matrix composite [J]. Journal of Materials Science Letters, 1997, 16: 726-728.
[19] ZHENG R, HAO X, YUAN Y, WANG Z, AMEYAMA K, MA C. Effect of high volume fraction of B4C particles on the microstructure and mechanical properties of aluminum alloy based composites [J]. Journal of Alloys and Compounds, 2013, 576: 291-298.
[20] HAN B Q, HUANG J Y, ZHU Y T, LAVERNIA E J. Strain rate dependence of properties of cryomilled bimodal 5083 Al alloys [J]. Acta Materialia, 2006, 54: 3015-3024.
[21] YAO B, SIMKIN B, MAJUMDAR B, SMITH C, BERGH M, CHO K, SOHN Y H. Strain-induced grain growth of cryomilled nanocrystalline Al in trimodal composites during forging [J]. Materials Science and Engineering A, 2012, 536: 103-109.
[22] WITKIN D, HAN B Q, LAVERNIA E J. Room-temperature mechanical behavior of cryomilled Al alloys [J]. Metallurgical and Materials Transactions A, 2006, 37: 185-194
[23] KOCH C C. Optimization of strength and ductility in nanocrystalline and ultrafine grained metals [J]. Scripta Materialia, 2003, 49: 657-662.
[24] WITKIN D, LEE Z, RODRIGUEZ R, NUTT S, LAVERNIA E J. Al-Mg alloy engineered with bimodal grain size for high strength and increased ductility [J]. Scripta Materialia, 2003, 49: 297-302.
[25] LI Y, ZHAO Y H, ORTALAN V, LIU W, ZHANG Z H, VOGT R G, BROWNING N D, LAVERNIA E J, SCHOENUNG J M. Investigation of aluminum-based nanocomposites with ultra-high strength [J]. Materials Science and Engineering A, 2009, 527: 305-316.
[26] TROJANOVA Z, DROZD Z, KUDELA S, Z SZARAZ, LUKAC P. Strengthening in Mg-Li matrix composites [J]. Composites Science and Technology, 2007, 67: 1965-1973.
[27] HAN B Q, LEE Z, WITKIN D, NUTT S, LAVERNIA E J. Deformation behavior of bimodal nanostructured 5083 Al alloys [J]. Metallurgical and Materials Transactions A, 2005, 36: 957-965.
[28] LAVERNIA E J, HAN B Q, SCHOENUNG J M. Cryomilled nanostructured materials: Processing and properties [J]. Materials Science and Engineering A, 2008, 49: 207-214.
[29] HAN B Q, MOHAMED F A, BAMPTON C C, LAVERNIA E J. Improvement of toughness and ductility of a cryomilled Al-Mg alloy via microstructural modification [J]. Metallurgical and Materials Transactions, 2005, 36: 2081-2091.
[30] CHAWLA N, CHAWLA K K. Metal matrix composites [M]. Berlin: Springer, 2006.
[31] SUN F, ROJAS P, ZUNIGA A, LAVERNIA E J. Nanostructure in a Ti alloy processed using a cryomilling technique [J]. Materials Science and Engineering A, 2006, 430: 90-97.
[32] VINTILA R, CHAREST A, DREW R A L, BTOCHU M. Synthesis and consolidation via spark plasma sintering of nanostructured Al-5356/B4C composite [J]. Materials Science and Engineering A, 2011, 528: 4395-4407.
Ali ALIZADEH1, Alireza ABDOLLAHI1, Mohammad Javd RADFAR2
1. Faculty of Materials & Manufacturing Processes,
Malek Ashtar University of Technology, Tehran 15875-1774, Iran;
2. Faculty of Engineering, South Tehran Branch, Islamic Azad University, Tehran 158474-3311, Iran
ժ Ҫ���о��ȼ�ѹAl5083/B4C�����ϲ��ϵ�����֯��������ѧ��Ϊ��Al5083��Al5083/B4C��ĩ��������պ���ת�ٶ�400 r/min��������ĥ50 h��Ϊ����쳤�ʣ�����ĥ��ĩ��30%��50%������������ƽ������>100 ��m�� <100 ��mδ��ĥ��ĩ���л�ϣ�Ȼ�������ѹ���ȼ�ѹ����ѹ��Ϊ9:1�����ù�ѧ������ɨ��������������ס�����������������Ӳ�Ȳ����о����ȼ�ѹ�Ͻ𡣽����������е��ĥ��B4C����ʹAl5083�Ͻ������ǿ�ȴ�130 MPa �����560 MPa�����쳤�ʼ����½�(��11.3% ����0.49%)������ƽ������<100 ��mδ��ĥ��������ߺϽ�����Ե���������ǿ�Ⱥ�Ӳ�ȣ�������ƽ������>100 ��mδ��ĥ����ͬʱ��������ǿ�Ⱥ����ԡ�����δ��ĥ�������������ӣ����ѻ����Ӵ��Զ���ת��Ϊ���Զ��ѡ�
�ؼ��ʣ�Al5083�Ͻ𣻽��������ϲ��ϣ�̼���𣻶�߶ȸ��ϲ��ϣ��ȼ�ѹ����е��ĥ
(Edited by Yun-bin HE)
Corresponding author: Alireza ABDOLLAHI; E-mail: alirezaabdollahi1366@gmail.com; a_abdolahi@mut.ac.ir
DOI: 10.1016/S1003-6326(17)60144-4

