���±�ţ�1004-0609(2017)-02-0295-10
Ni-Cr-Fe��ײ��ϵ��Ʊ�������������
Ф�ݷ�1, 2���� ��1, 2���� ��1, 2���� ��1, 2������1, 2��Ǯ����1, 2����Ծ��3
(1. ��̶��ѧ ��е����ѧԺ����̶ 411105��
2. ��̶��ѧ ���ӻ����˼�Ӧ�ü�������ʡ�ص�ʵ���ң���̶ 411105��
3. ���ϴ�ѧ ��ĩұ������ص�ʵ���ң���ɳ 410083)
ժ Ҫ������Ԫ�ط�ĩ��Ӧ�ϳɷ�, ���ù���ƫ��ɢ��ԭ�����й����ս��Ʊ�Ni-Cr-Fe��ײ��ϡ�ͨ��������ײ����ڲ�ͬ�ս��¶��µ������ʡ��ṹ�仯����������о����ϵijɿ��̣�̽������������о�Ni-Cr-Fe��ײ�����1000 ���µĸ��¿��������ܡ����������Ni-Cr-Fe��1380 ���´ﵽ������ͣ�����������ʴ�7%������϶��Ϊ32.5%�����������ȷֱ�Ϊ90 ��m��990 m3/(m2��kPa��h)��Cr��Fe Ԫ����NiԪ�ص�ƫ��ɢ�γɴ����ḻ��϶��������ʵ���У���1000 �����������560 h����Ni-Cr-Fe���������ȱ仯����ͬ��������������Ni-Fe��Ni-Cr��ײ��Ͽṹ�仯�����ԣ�����Ni-Cr-Fe��ײ��Ͼ�������ĸ��¿��������ܡ�
�ؼ��ʣ�Ni-Cr-Fe��ײ��ϣ����������Ӧ�ϳɷ�������������
��ͼ����ţ�TG146���� ���ױ�־�룺A
��ǰ�������繤ҵ�ķ��ٷ�չ����Դ���Ŀ쵼����Դ��ȱ��������Ⱦ��������������,��ײ����ڹ�ҵ�����Ӧ�ö�����߹�ҵ����Ч�ʡ���Լ��Դ�����ϻ����Ѻú���Դ���ظ����������ش�����[1-4]����ײ���������ܶ�С����϶�ʸߣ��ȱ�������е������[5-7]������[8-9]������[10-11]������[12]�����ܶ����㷺Ӧ����ҽҩ[13]������[14]��ұ��[15]����ˮ����[16]�Լ���������[17]�ȸ�������Ŀǰ������ײ��ϵ��Ʊ�������Ҫ�����巢�ݷ�[18]���������[19]������ѳ���[20]���л���ĭ���շ�[21-22]�ȡ������������Ǻ�������ɿ��ƣ��ṹ�����Ŀɿ��Խϲ���ܾ�ȷ���ƿĴ�С���ֲ������²��ϵ�Ӧ�������ܵ����ƣ���Ԫ�ط�ĩ��Ӧ�ϳɷ�������Ч���ƶ�ײ��ϵĿ��ֲ����Ʊ����̲���Ҫ����������������ܺģ��ֶԻ�������Ⱦ����������ԭ����֮������෴Ӧ�Ի�þ��ȵĶ�ṹ����ͨ����ԭ��Ԫ�ص�������߲��ϵ����幤�����ܡ�
Ni���кܸߵ����ȶ��Բ��ҿ���ͨ������ֱ�Ӻͼ�ӷ���ʹ��Ͻ�ǿ����Ni���Ͻ���ж��صĿ���ʴ�ر��ǿ����¸�ʴ���ܼ���������������,��������ҵ���ӻ���[23]������������NiΪ���壬����Cr����߶�Ͻ��ǿ�ȼ��������Ժ���ʴ�ԣ�ͬʱ�ڸ����£�Fe������������Ni�У��Զ��Ni�����ܺõĹ���ǿ�����ã���ߺϽ��ǿ�ȣ����Ni-Cr-Fe����һ�ֹ���ǿ���������������Ͻ�[24]��ͨ��Cr��Fe��ƫ��ɢ����[25]��ʹ��Ni-Cr-Fe��ײ��ϲ���ӵ�зḻ�Ŀ�϶���Ҿ�������Ŀ����������¸�ʴ���ܣ����õ�ұ���ȶ��Ժ������ij�������[26-29]��Ni-Cr-Feϵ��Ԫ�Ͻ��Ʊ��ɱ��ϵͣ��������ռ���أ�ʹ��Ni-Cr-Fe��ײ��ϸ��Ӿ߱��������ѧ���ܡ���ǿ�ʴ�ʹ����ܣ�����һ���ؿ���ײ��ϵ�Ӧ��������ˣ���Ni-Cr-Feϵ��Ԫ�Ͻ��ײ��ϵ��о����ڱ��С�Ŀǰ���й���Ni-Cr-Feϵ��Ԫ�Ͻ��ײ����Ʊ��Ϳ����������о�������о����б�����
��ˣ����������������Ni��Cr��FeԪ�ط�ĩ��Ӧ�ϳɷ��Ʊ�Ni-Cr-Fe��ײ��ϣ��о�Ni-Cr-Fe��ײ��ϵ�����������ڸ����µ�������Ϊ��
1 ʵ��
ʵ����ô���Ϊ99.9%����Ϊ106~250 ��m���������ۺ�10 ��m���ʻ����ۼ�10 ��m�ĸ�����Ϊԭ�ϣ�����Ni:Cr:Fe��������Ϊ7:2:1���з�ĩ���ƣ�ͬʱ����Ni��Cr��������Ϊ7:3�Լ�Ni��Fe��������Ϊ7:3�������ĩ��Ϊ�Աȣ�֮��ĩ����V�ͻ�ۻ��ϻ��10 h����۾��Ⱥ����2%~4%��Ӳ֬�����������Ȼ����100 MPaѹ����ѹ�Ƴ�ֱ��30 mm�����Ϊ2 mm��ԲƬ״������������������ն�Ϊ1��10-2 Pa���ⷢ��������ս�¯���սᣬ�ֱ���400��500��640��800��940��1100��1200��1380 ����¶��±���3.5 h���������ս�����GB 5163��85�������ս��������-�ܶȵIJⶨ���� GB 5164��85�������ս��������-����϶�ʵIJⶨ��[30-31]����Ʒ�ֱ�����ܶȺͿ���϶�ʵIJⶨ�������������ս���κ����Ʒ�ߴ羶��ı仯����õ���ײ��ϵ������ʡ�ͨ��Rigaku Ultima IV��X����������(XRD)��JSM-6490LV��ɨ��羵(SEM)�������Ʒ��������Լ��������ò��
��������ʵ��ǰԤ�Ƚ���Ʒ���ڱ�ͪ��Һ�о���������ϴ������ϴ���������������ڸ���¯�ڽ��г�ʱ����¼��ȳ��ӣ���ϴ�����Ʒ��ָ���������ԭʼ�������۲�ԭʼ�ṹ��Ȼ����Ʒ���ڸ������������ڿ�������¯����1000 ����¶���ѭ������560 h������������ÿ��һ����ʱ��ȡ����Ʒ���г������Եõ����ϵ���������ѧ���ߣ����õ羵ɨ���EDS����Ʒ���пṹ�۲��Լ���������ɷַ�����
2 ���������
2.1 ��ײ������ս�����е������ʼ��ṹ
ͼ1(a)��ʾΪ��Ʒ�����������ս��¶ȵĹ�ϵͼ����ͼ1(a)��֪���ڷ�Ӧ�ϳ��Ʊ���ײ��ϵĹ�����Ni-Cr-Fe��ײ��Ϸ������Եľ������͡��ս��¶���800 ������ʱ���ڻ������ͽΣ��������ʹﵽ1%���ս��¶���940 �浽1380 ��֮�������ս�����ֱ���������ͽΣ���������ʴﵽ7%���ڴ��¶ȶ��³������¶Ⱥ����ƽ�������Σ������������ͣ������ս��¶ȹ��ߣ�ʹ�ս����������ܡ�������Ni-Fe�Ͻ𣬵����ս��¶ȵ���640 ��ʱ���ս������ֱ�������������仯����640 �浽1200 ��֮�䣬�����ս��¶ȵ����ߣ�Ni-Fe�ս�����ֱ�����ͽϿ죬���ֱ�������ʴﵽ3.5%��֮�������¶�����ֱ����ϸ������Ni-Cr�Ͻ��������ͷ�����940 �浽 1380 ��֮�䡣ͼ1(b)��ʾΪ��Ʒ����϶�����ս��¶ȵĹ�ϵͼ����ͼ1(b)��֪�������ս��¶ȵ����ߣ�Ni-Cr-Fe����忪��϶�ȵı仯��Ϊ��ǰ���������͵ı仯��Ϊ�������ƣ����ݿ�϶�γ����ʵIJ�ͬ���ɷ�Ϊ������Ҫʱ�ڣ���800 ������ʱ���ڿ�϶���γ��ڣ�����϶������һʱ���ڴﵽ20%���ս��¶���940 �浽1380 ��֮�����ڿ�϶���������ڣ�����϶�ʴﵽ32.5%��֮�������¶ȵ����ߣ�����϶�ʱ仯���������������ȵı仯���ƺͿ���϶�ʵı仯һ�£��ﵽ�����ս��¶�ʱ��Ni-Cr-Fe��ײ��ϵ�ƽ����Ϊ90 ��m�����ȸߴ�990 m3/(m2��kPa��h)��Ni-Fe��Ni-Cr�����Ŀ���϶�ʱ仯Ҳ���侶�����͵ı仯��Ϊ�������ơ����������غ㶨�ɺͷ�Ӧ������������ܶȼ���ó�Ni��Cr��Fe��ĩ��Ӧ�õ�(Ni��Cr��Fe)������Ĺ���������仯��V��С����ʵ��ʵ��ֵ��ȿ��Ժ��Բ��ƣ��ɴ˱�����Ni-Cr-Fe������������Ҫ�������ս�����п�϶�����γ�������ġ�
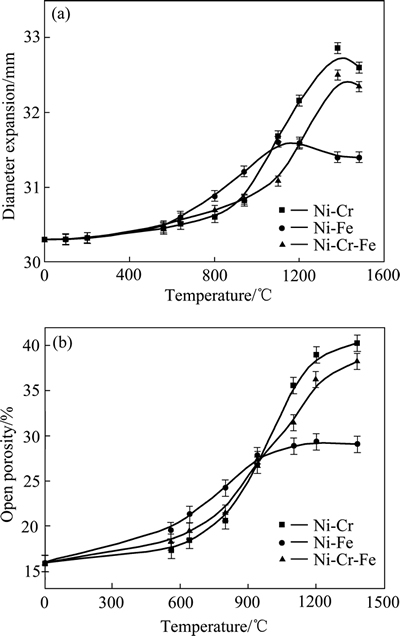
ͼ1 ���Ni-Cr-Fe��Ni-Cr��Ni-Fe�������ʡ�����϶�����ս��¶ȵĹ�ϵ
Fig. 1 Relationship between temperature and diameter expansion(a) and open porosity(b) of sintering porous Ni-Cr-Fe, Ni-Cr and Ni-Fe
2.2 ��ײ������ս�����е�����仯
ͼ2(a)��ʾΪ��ͬ�ս��¶���Ni-Cr-Fe��ײ��ϵ�XRD�ס���ͼ2(a)���Ե�֪�����Ni-Cr-Fe���ϵ������γɹ��̿ɷ�Ϊ3���Σ�1) �����ʷ�ĩ�Ķ������ڣ�2) Cr��FeԪ�ط���ƫ��ɢ���γɾֲ����������������壻3) �ɷֻ����ľ��Ȼ��������γ��ȶ��Ĺ�����ƽ���ࡣ���ս��¶���940 ������ʱ��Ni��Cr��Fe��Ԫ��ĩ֮��Ni��Fe�ķ�Ӧ����Ni��Cr���ڴ��¶ȶ��л�����FeԪ����Ni����ɢΪ����Cr�ۻ����Ե�����ʽ���ڣ���940 ����ս��¶���XRD������е�Fe������Ҽ�������(Ni��Fe)�����壬��(Ni��Cr��Fe)��Ҳ�����������ս��¶ȵ����ߣ���1100 ����¶��£�Fe������ʧ������ȫ������Ni�У���CrԪ����Ȼ���ڲ��ֵ��ʣ������ս��¶ȵļ������������¶ȴﵽ1200 ��ʱCrԪ�ص���ɢ������ɡ���ͼ2(b)���Կ����������յ��ս��¶��£�Ni-Cr��Ni-Fe��Ni-Cr-Fe���շֱ��γ��ȶ���(Ni��Cr)��(Ni��Fe)��(Ni��Cr��Fe)�����塣ͼ3��ʾΪ����������ڲ�ͬ�¶����ս���SEM��ͼ4��ʾΪ1100 ���¶����ս���Ʒ��SEM���EDS�ס����ͼ3��ͼ4���Կ�������940 ����¶���Ni-Cr-Fe�Ͻ��Cr����û�з�Ӧ��Cr���Ե��ʵ���ʽ���ڣ�û���γ��������սᾱ����Ni-Cr-Fe�Ͻ��е�FeԪ�ؾֲ�������ƫ��ɢ��ʹ��Ni-Cr-Fe��ײ��Ͼֲ��γ�ϸС���սᾱ���սᾱ����ڷ�ĩ�߽翪ʼ���֣��������ڱ߽������ϸߣ�ԭ����ɢ�����ڱ߽紦�����������ڱ߽紦�����γ�ͨ��[32]�������ս��¶ȵĽ�һ����ߣ������ڱ߽����ɵ��սᾱ����������������¶ȵ�������Cr��Fe��Ni��ƫ��ɢ�����������Cr��Feȫ��������Ni�У���ԭ�ȵķ�ĩλ�����´�����϶��Fe��Ni����ɢ���������ϸСKirkendall ��϶�����������Kirkendall��϶��С������Ӧ����Ӱ�죬�丽�������λŨ������Խ����ɺ���ƫ��ɢ�����й����Ϳ�λ�����ݸ������ڿ�϶��Եʵ�֣��Ӷ����� Kirkendall ��϶�ij���[33]�����¶ȴﵽ1380�棬Ԫ�ؼ���ɢ��Ӧ������ɣ��γɾ����ȶ��Ĺ����壬�ھ��ȷֲ���Cr��Feλ�����γ�����ͨ�Ŀṹ��ʵ���˿ľ��ȷֲ���
2.3 Ni-Cr-Fe��ײ��ϵ������
�����ս�����в��ϵ�����ת�䲢����ս�����еĿ���϶�ʵ��ݱ䣬����Ӧ�ս��Ʊ�Ni-Cr-Fe��ײ��ϵĿ�϶�γɹ��̷�Ϊ�����Ρ�
1) ��ĩѹ�ƺ�����ļ�϶��
Ni��Cr��Fe��Ϸ�ĩ��ѹ�ƺ������з�ĩ���������ϸС�Ŀ�϶������С��Ҫ�ɷ�ĩ��������״��ѹ��ѹ�����ơ����о��������ļ�϶�״�ԼΪ16%��
2) Ԫ��ƫ��ɢ�γ�Kirkendall��϶��
1948��DARKEN[34]��Զ�Ԫ��ɢż��ʼ�����ϱ�ǻᷢ���ƶ�����ΪKirkendallЧӦ��
 (1)
(1)
 (2)
(2)
ʽ�У�xA��xB�ֱ�Ϊ��ԪA��B��Ħ��������DA��DB�ֱ�Ϊ��ԪA��B�ı�����ɢϵ����RΪĦ�����峣������ֵΪ8.314 J/(mol��K)��Q����ÿĦ��ԭ�ӵļ����ܣ�TΪ����ѧ�¶ȡ�
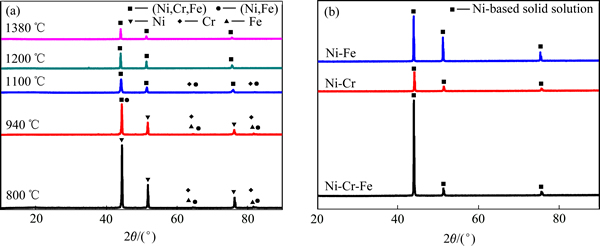
ͼ2 Ni-Cr-Fe��ײ����ڲ�ͬ�¶��ս���XRD��Ni-Cr-Fe��Ni-Cr��Ni-Fe��ײ�����1380 �����ս���XRD��
Fig. 2 XRD patterns of Ni-Cr-Fe porous alloys at different sintered temperatures(a) and XRD patterns of Ni-Cr, Ni-Fe and Ni-Cr-Fe porous alloys sintered at 1380 ��(b)
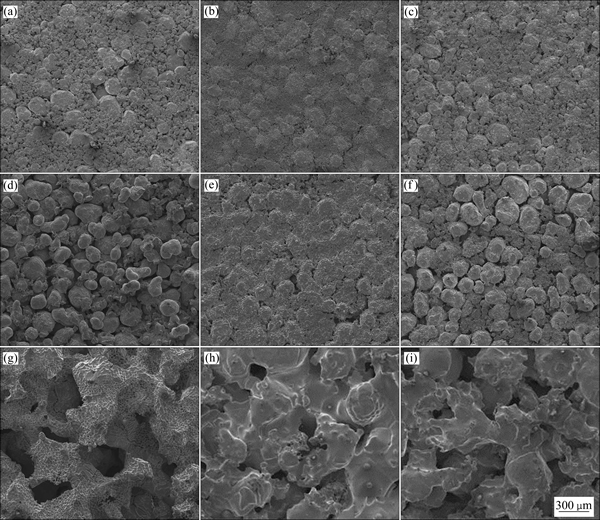
ͼ3 ��ͬ�ս��¶���Ni-Cr��Ni-Fe��Ni-Cr-Fe��ײ��ϵı���SEM��
Fig. 3 Surface SEM images of porous Ni-Cr��Ni-Fe��Ni-Cr-Fe materials sintered at 940 ��((a), (b), (c)), 1100 ��((d), (e), (f)) and 1380 ��((g), (h), (i))
����Ni��Fe��Cr�ĵı�����ɢϵ�����ϴ���Fe��Cr��Ni�����ף�����ǿ�ҵ�KirkendallЧӦ����Fe��Cr��ԭλ���¿�϶�����ս�����У���Fe��Cr��Ni��ɢ[34]��ͬʱ�������еĿ�λ���෴������ɢ����λ�ھ�������Ӧ�������²��Ͼۼ��������γɿ������������γ�ͨ�ף����յõ������Ni-Cr-Fe��ײ��ϡ���940 ������ʱ��������ʽ���Լ���ó�Fe��Ni����ɢϵ��Ϊ1.93��10-15 m2/s��Cr��Ni����ɢϵ��Ϊ2.85��10-16 m2/s��900~1380 ��֮�䣬Fe��Ni����ɢϵ��Ϊ9.258��10-15 m2/s��Cr��Ni�е���ɢϵ��Ϊ4.89��10-13 m2/s�������ڸ���������Cr��Ni����ɢΪ�����ڴ��¶ȶ��£�Ni-Cr�Ͻ�ֱ��Ѹ�����͡���˿�֪Ni-Cr-Fe�Ͻ��������ս������Cr��Fe����Ԫ�ض���Ni������ɢ������ Cr��Feԭ�Ӿ�����ͬ�ľ���ṹ�����ǵ�ԭ�Ӱ뾶֮��С�� 15%����Ϊͬһ�����������Ԫ�أ�����Cr��Feԭ�������ܵ����� Ni ���γ�(Ni��Cr��Fe)�����壬��˿��γ��������ʽ�����塣���� Fe-Ni��Ԫ��ͼ��֪���ڸ��� 913 ��ʱFe��Ni���γ��������壬���ԣ���Ni-Cr-Fe�Ͻ���Feԭ�ӻ����ȹ��ܵ�Ni�У��γ�(Ni��Fe)�����壬��1100 ���ʱ���Ѿ���Ӧ��ȫ��û��Fe���ʴ��ڣ���Crֻ�����������˹��ܡ���������ս��¶ȵ����ߣ�ʣ��Ĵ���Crԭ�ӽ�һ�����ܵ�(Ni��Fe)�������У��γ�(Ni��Cr��Fe)�����壬һֱ��1380 �淴Ӧ��ɡ�����Cr��Feԭ����Ni��ȫ�����γɾ��ȵĹ����塣ͼ5��ʾΪNi-Cr-Fe��Ni-Fe��Ni-Cr��ײ��ϵĽ���SEM��ͼ5�������Կ�����Ni-Cr-Fe��ײ��Ͽ�϶�ḻ���ֲ����ȣ���϶����ͨ�����о������е���ɢ�״�Լ22%�������յõ���Ni-Cr-Fe�����Ʒ�Ľ���羵ͼ��ͼ5(a)��ʾ��ͼ6��ʾΪNi-Cr-Fe��ײ��ϵĿ��ֲ�ͼ����ͼ6���Կ�����Ni-Cr-Fe��ײ��ϵĿ��ֲ������խ���������ϵĿ��ֲ��Ͼ��ȣ���ƽ����Ϊ90 ��m��

ͼ4 1100 ���ս�Ni-Cr��Ni-Fe��Ni-Cr-Fe��ײ��ϵı���SEM��EDS��
Fig. 4 Surface SEM images and EDS patterns of porous materials sintered at 1100 ��

ͼ5 Ni-Cr-Fe��Ni-Fe��Ni-Cr��ײ��ϵĽ���SEM��
Fig. 5 SEM images of cross-section of porous Ni-Cr-Fe(a), Ni-Fe(b) and Ni-Cr(c)

ͼ6 Ni-Cr-Fe��ײ��ϵĿ��ֲ�
Fig. 6 Pore size distribution of porous Ni-Cr-Fe
2.4 Ni-Cr-Fe��ײ��ϵ���������ѧ��Ϊ��������ò
ͼ7��ʾΪNi-Cr-Fe��Ni-Cr��Ni-Fe��3�ֶ�ײ�����1000 ������������������ʱ��ı仯���ߡ���ͼ7�п��Կ�������1000 ����¶��£���������ʱ����ӳ���Ni-Cr-Fe��ײ��ϵ�������������Ŀ������ӵ����ڵĻ������ӵ����ơ�ͼ8��ʾΪ Ni-Cr-Fe��Ni-Cr��Ni-Fe��ײ���(��m/m0)2������ʱ��Ĺ�ϵͼ������������ѧ����(��m/m0)2=Kpt(���У���mΪ�������ӵ�������m0Ϊ��Ʒ��ԭʼ������KpΪ��������)����ó�Ni-Cr-Fe��ײ��ϵ���������Ϊ0.64412��10-4 h-1����Ni-Fe��Ni-Cr���ϵ���������ѧ���߿��Կ�����Ni-Fe���ϵ���������ѧ���߲����ϴ��Ҵ�������Ʒ��������Կ�����������Ĥ�ľֲ����䣬����Ni-Fe�Ͻ���Դ���1000 ��ĸ����³���������ʹ��Ni����Fe���������صı���������������ﵽ��ȫ���������𤸽�Խ��ͳ��־ֲ��ɳڵ��°��䣬������ʹ��Ʒ�±���������е�O������Ӧ������Ni-Fe���������̾���һ������-����-��������ѭ�����̣����ʹ��Ni-Fe�Ŀ��������ܽ���[35]����Ni-Cr������������Ni-Cr-Fe���ƣ�����������Ϊ1.0787��10-4 h-1��Ni-Cr-Fe�Ͻ�Ŀ��������������Ľ����������ԶԱȿ�֪��Ni-Cr-Fe�Ͻ�����������С����������ĸ��¿��������ܡ�
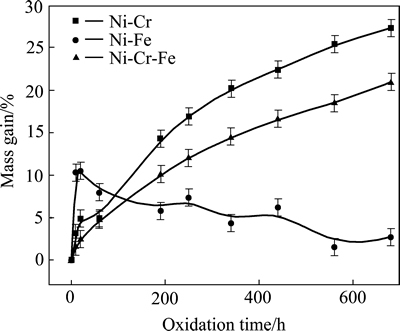
ͼ7 Ni-Cr-Fe��Ni-Cr��Ni-Fe��ײ�����1000 ���µ���������
Fig. 7 Relationship between mass gain and oxidation times of porous Ni-Cr-Fe, Ni-Cr, Ni-Fe at 1000 ��
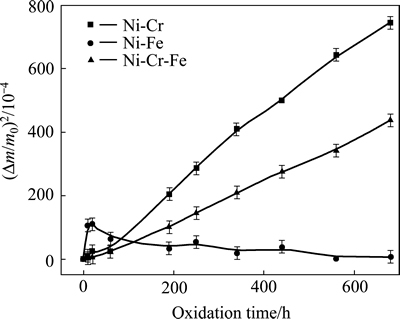
ͼ8 Ni-Cr-Fe��Ni-Cr��Ni-Fe��ײ���(��m/m0)2������ʱ��t�Ĺ�ϵͼ
Fig. 8 Relationship between (��m/m0)2 and oxidation time of porous Ni-Cr-Fe, Ni-Cr, Ni-Fe at 1000 ��
ͼ9��ʾΪNi-Cr��Ni-Fe��Ni-Cr-Fe��3�ֶ�ײ�����1000 ������560 h��ı�����ò��EDS�ס�ͼ10��ʾΪ3�ֶ�ײ�����1000 ��������560 h��XRD�ס���ͼ9(c)���Կ������������Ni-Cr-Fe�������ɴ��ڷḻ�Ŀ������ͼ10��XRD��EDSͼ��֪�� Ni-Cr-Fe��Ͻ�560 h����������������ﵽ18.47%,˵����1000 ��������¶���Ni-Cr-Fe��Ͻ�����γ�һ������Ĥ��������������Cr��Fe�����������ߣ�˵��Ni-Cr-Fe�Ͻ��������������Ѹ������Cr2O3��Fe3O4������Fe3O4�ֽ����ֽ�ΪFe2O3��FeO��FeO�ڵ��½β��ȶ�����������ʱ�������Cr2O3��Fe2O3��������ɵ�NiO������Ӧ������������Cr2O3���⾧ʯ�ṹ��NiCr2O4��NiFe2O4������ܵ������㣬���ҽ��ܸ����ںϽ���棬�����������ϸС����Ч�������Ni-Cr-Fe�Ͻ�ĸ��¿���������[35]����Ni-Cr��Ni-Fe�Ͻ�����������������ֱ�ߴ�24.96%��41.55%(��������)������Ni-Cr��Ͻ����������������ž۵��������������ﲻ�ܼ�ʱ���ǺϽ���㣬ʹ��Oԭ������Ͻ��ڲ���ʱ��Ӵ����Ӷ�������ص�����������������ʱ������������������ߴ�����������صĶ¿�����Ni-Fe�Ͻ���������Ե���������¿�������������������أ��ֲ�����������Ե����ơ�����Ni-Cr-Fe�ij�����������֮��ɼ�����Ӧ����˽ϴ�̶ȵĽ����� Ni-Cr-Fe��Ͻ���������ʣ��Ӷ��������� Ni-Cr-Fe��Ͻ�ĸ��¿��������ܡ�

ͼ9 Ni-Cr��Ni-Fe��Ni-Cr-Fe��ײ�����1000 ���¾�560 h�������SEM��EDS��
Fig. 9 SEM images((a), (b), (c)) and EDS patterns((a��), (b��), (c��)) of surface of porous materials after 560 h oxidation at 1000 ��

ͼ10 Ni-Cr-Fe��Ni-Cr��Ni-Fe��ײ�����1000 ���¾�560 h�������XRD��
Fig. 10 XRD patterns of porous Ni-Cr-Fe, Ni-Cr and Ni-Fe after 560 h oxidation at 1000 ��
3 ����
1) ������Ϊ106~250 ��m���������ۺ�10 ��m���ʻ����ۼ�10 ��m�ĸ�����Ϊԭ�ϣ�����Ԫ�ط�ĩ�Ͻ�Ӧ���Ʊ�Ni-Cr-Fe��ײ��ϣ����¶���940 ������ʱ�����Ͼ������û�����ͣ�֮�������¶ȵ�������ʼ�������ͣ�Ni-Cr-Fe��1380 ���´ﵽ������ͣ�����������ʴ�7%������϶��Ϊ32.5%�����������ȷֱ�Ϊ90 ��m��990 m3/(m2��kPa��h)��
2) Ԫ�ط�ĩ�Ͻ�Ӧ�ϳ�Ni-Cr-Fe��ײ��ϵĻ���Ϊ������Cr��Fe ԭ�ӵ�ƫ��ɢ���ܵ����� Ni ���γ�(Ni��Cr��Fe)�����壬��˿��γ��������ʽ�����壬���ս������Fe ԭ�ӻ����ȴ����Ĺ��ܵ�Ni�У��γ�(Ni��Fe)�����壬���¶ȴﵽ1100 ���ʱ���Ѿ���Ӧ��ȫ��û��Fe���ʴ��ڣ���� Cr ԭ�ӽ�һ�����ܵ�(Ni��Fe)�������У��γ�(Ni��Cr��Fe)�����壬һֱ��1380 �淴Ӧ��ɡ�����Cr��Feԭ����Ni��ȫ�����γɾ��ȵĹ����壻
3) �������¶�1000 ���£���������ʱ����ӳ���Ni-Cr-Fe����������һֱ�����������ƻ������ӣ�����������Ϊ0.64412��10-4 h-1�����������ϸС���������ܸ����ڻ�����棬���ֳ�����Ŀ��������ܡ�
REFERENCES
[1] ZEIN El ABEDIN S, PROWALD A, ENDRES F. Fabrication of highly ordered macroporous copper films using template-assisted electrodeposition in an ionic liquid[J]. Electrochem Commun, 2012, 18: 70-73.
[2] WU L, HE Y H, LEI T, NAN B, XU N P, ZOU J, HUANG B Y, LIU C T. Characterization of porous Ni3Al electrode for hydrogen evolution in strong alkali solution[J]. Mater Chem Phys, 2013, 141: 553-561.
[3] ���ӬB, �����, �� ��, �ι���, �� ��, �� �, �� ��. ������ĩ���ºϽ�ԭʼ�����߽��γɼ���֯�ݻ�����[J]. �й���ɫ����ѧ��, 2016, 26(1): 50-59.
QIN Zi-jun, LIU Chen-ze, WANG Zi, HE Guo-ai, LIU Feng, HUANG Lan, JIANG Liang. Formation and microstructure evolution of precipitation on prior particle boundaries in P/M nickel-base superalloys[J]. The Chinese Journal of Nonferrous Metals, 2016, 26(1): 50-59.
[4] WU L, HE Y H, JIANG Y, ZENG Y, XIAO Y F, NAN B. Effect of pore structures on corrosion resistance of porous Ni3Al intermetallics[J]. Transactions of Nonferrous Metals Society of China, 2014, 24(11): 3509-3516.
[5] OHJI T, FUKUSHIMA M. Macro-porous ceramics: Processing and properties[J]. International Materials Reviews, 2012, 57(2): 115-131.
[6] ERSAHIN M E, OZGUM H, DERELI R K, OZTURK L , ROEST K, BVAN L J. A review on dynamic membrane filtration: Materials, applications and future perspectives[J]. Bioresource Technology, 2012, 122: 196-206.
[7] ZHANG C S, NI Q Q, FU S Y, KURASHIKI K. Electromagnetic interference shielding effect of nanocomposites with carbon nanotube and shape memory polymer[J]. Composites Science and Technology, 2007, 67: 2973-2980.
[8] GOWOREK J, DERYO-MARCZEWSKA A, STEFANIAK W, KUSAK R. Absorption/adsorption properties of porous phenolic-formaldehyde and melamine-formaldehyde polymers[J]. Materials Chemistry and Physics, 2003, 77: 276-280.
[9] GARSUCH A, SATTLER R R, WITT S, KLEPEL O. Adsorption properties of various carbon materials prepared by template synthesis route[J]. Microporous and Mesoporous Materials, 2006, 89: 164-169.
[10] THOMAS K M. Hydrogen adsorption and storage on porous materials[J]. Catalysis Today, 2007, 120: 389-398.
[11] VIX-GUTERL C, FRACKOWIAK E, JUREWICZ K, BEGUINF. Electrochemical energy storage in ordered porous carbon materials[J]. Carbon, 2005, 43: 1293-1302.
[12] BAXTER R I, RAWLING R D, IWASHITA N, SAWADA Y. Effect of chemical vapor infiltration on erosion and thermal properties of porous carbon/carbon composite thermal insulation[J]. Carbon, 2000, 38: 441-449.
[13] LETANT S E, HART B R, VAN BUUREN A W, TERMINELLOL J. Functionalized silicon membranes for selective bio-organism capture[J]. Nature Materials, 2003, 2(6): 391-395.
[14] YAMAUCHI A, UEJO F, YODA T, UCHIDA T, TANAMURA Y, YAMASHITA T, NORIO T. Self-assembly of a silicaһsurfactant nanocomposite in a porous alumina membrane[J]. Nature Materials, 2004, 3(5): 337-341.
[15] HERNANDEZ N, SANCHEZ-HERENCIA A J, MORENO R. Forming of nickel compacts by a colloidal filtration route[J]. Acta Materialia, 2005, 53(4): 919-925.
[16] VANDER BRUGGEN B, VANDECASTEELE C. Distillation vs. membrane filtration: Overview of Process evolutions in seawater desalination[J]. Desalination, 2002, 143(3): 207-218.
[17] ARIRIATU L E, EWELIKE N C. A low-cost filtration system for the treatment of wastewaters[J]. Environment Protection Engineering, 2003, 29(2): 17-22.
[18] MAO X, WANG S, SHIMAI S. Porous ceramics with tri-modal pores prepared by foaming and starch consolidation[J]. Ceramics International, 2008, 34(1): 107-112.
[19] CARPENTER G J C, WRONSKI Z S, PHANEUF M W. TEM study of nanopores and the embrittlement of CVD nickel foam[J]. Materials science and technology, 2004, 20(11): 1421-1426.
[20]  Z , GREOROVA E, PABST W, SMITH D S, AURELIE M, CELINE P. Thermal conductivity of porous alumina ceramics prepared using starch as a pore-forming agent[J]. Journal of the European Ceramic Society, 2009, 29(3): 347-353.
Z , GREOROVA E, PABST W, SMITH D S, AURELIE M, CELINE P. Thermal conductivity of porous alumina ceramics prepared using starch as a pore-forming agent[J]. Journal of the European Ceramic Society, 2009, 29(3): 347-353.
[21] ZHU X, JIANG D, TAN S. Preparation of silicon carbide reticulated porous ceramics[J]. Materials Science and Engineering A, 2002, 323(1): 232-238.
[22] ������, ����Ⱥ, ���ճ�, ��С��, �� ��, ��־��. Fe-Al��Ti-Al ��Ni-Al ϵ�����仯�����ײ��ϵ��о���չ[J]. �й���ɫ����ѧ��, 2011, 21(4): 784-795.
LI Ting-ting, PENG Chao-qun, WANG Ri-chu, WANG Xiao-feng, LIU Bin, WANG Zhi-yong. Research progress in porous Fe-Al, Ti-Al and Ni-Al intermetallic compound porous materials[J]. The Chinese Journal of Nonferrous Metals, 2011, 21(4): 784-795.
[23] REBUK R B. Nickel alloys for corrosive environments[J]. Advanced Materials and Process, 2000, 157(2): 37-42.
[24] �� ��, ������, �����, ��Ң��, л����. ���ܴ����� Inconel 690�Ͻ���֯Ӱ��[J]. �����Ƽ���ѧѧ��, 2002, 24(5): 511-513.
ZHU Hong, DONG Jian-xin, ZHANG Mai-cang, HU Yao-he, XIE Xi-shan. Solid-solution effect on microstruture of Inconel690 superalloy[J]. Journal of University of Science and Technology Beijing, 2002, 24(5): 511-513.
[25] ��־��, �ߺ���, ��Ծ��. FeAl ���Ĥ���ϵ��Ʊ������¿���������[J]. ��ĩұ����Ͽ�ѧ�빤��, 2013, 18(1): 144-148.
ZHOU Zhi-hua, GAO Hai-yan, HE Yue-hui. Fabrication and high temperature oxidation resistance of FeAl membrane[J]. Materials Science and Engineering of Powder Metallurgy, 2013, 18(1): 144-148.
[26] JIANG Y, HE Y H, XU N P, ZOU J , HUANG B Y , LIU C T. Effects of the Al content on pore structures of porous Ti-Al alloys[J]. Intermetallics, 2008, 16: 327-332.
[27] DONG H X, HE Y H, JIANG Y, WU L, ZOU J, XU N P, HUANG B Y, LIU C T. Effect of Al content on porous Ni-Al alloys[J]. Materials Science and Engineering A, 2011, 528: 4849-4855.
[28] SHEN P Z, HE Y H , GAO H Y , ZOU J, XU N P, JIANG Y , HUANG B Y , LIU C T. Development of a new graded-porosity FeAl alloy by elemental reactive synthesis[J]. Desalination, 2009, 249: 29-33.
[29] HE Y H, JIANG Y, XU N P, ZOU J, HUANG B Y, LIU C. T, LIAW P K. Fabrication of Ti-Al micro/nanometer-sized porous alloys through the Kirkendall effect[J]. Adv Mater, 2007, 19: 2102-2106.
[30] �� ��, ��Ծ��, ������. Ni-Al �����仯�����ײ��ϵ��Ʊ�[J]. ��ĩұ����Ͽ�ѧ�빤��, 2009, 14(1): 52-56.
WU Liang, HE Yue-hui, DONG Hong-xing. Fabrication of porous Ni-Al intermetallic compounds[J]. Materials Science and Engineering of Powder Metallurgy, 2009, 14(1): 52-56.
[31] ������. ��ĩұ��ԭ��[M]. ����: ұ��ҵ������, 1997: 370-372.
HUANG Pei-yun. Principle on powder metallurgy[M]. Beijing: Metallurgical Industry Press, 1997: 370-372.
[32] YING C H, SCHUH C A. Diffusion on grain boundary networks: Percolation theory and effective medium approximations[J]. Acta Mater, 2006, 54(18): 4709-4720.
[33] ������, ����ƽ, ��Ծ��, �� ��. ��� NiAl �����仯����������[J]. �й���ɫ����ѧ��, 2013, 23(2): 474-479.
DONG Hong-xing, LIU Qiu-ping, HE Yue-hui, WU Liang. Pore formation mechanism of porous NiAl intermetallics[J]. The Chinese Journal of Nonferrous Metals, 2013, 23(2): 474-479.
[34] PUAL A, van DAL M J H, KODENTSOV A A, VAN LOO F J J. The Kirkendall effect in multiphase diffusion[J]. Acta Materialia, 2004, 52: 623-630.
[35] �� ��. Ni-Cr-Fe ��ĭ�Ͻ��������Ʊ�������������Ϊ�о�[D]. ������: ��������ҵ��ѧ, 2013: 1-186.
PANG Qiu. Study on pack cementation process and high temperature oxidation behavior of Ni-Cr-Fe alloy foam[D]. Harbin: Harbin Institute of Technology, 2013: 1-186.
Fabrication and high temperature oxidation resistance of porous Ni-Cr-Fe alloys
XIAO Yi-feng1, 2, LIU Yan1, 2, TANG Zhi1, 2, WU Liang1, 2, XU Yan-fei1, 2, QIAN Jin-wen1, 2, HE Yue-hui3
(1. School of Mechanical Engineering, Xiangtan University, Xiangtan 411105, China;
2. Key Laboratory of welding robot and application technology of Hunan Province, Xiangtan University, Xiangtan 411105, China;
3. State Key Laboratory of Powder Metallurgy, Central South University, Changsha 410083, China)
Abstract: The porous Ni-Cr-Fe alloys were prepared by reactive powder synthesis method, which used the principle of partial diffusion in solid phase sintering. The expansion rate, changes of pore structure and phase composition of porous Ni-Cr-Fe alloys under different sintering temperatures were characterized to research the pore forming process and explore the mechanism of pore. And the high temperature oxidation resistance of porous Ni-Cr-Fe alloys at 1000 �� was studied. The results show that the radial direction expansion has the largest value after being sintered at 1380 �� and the values is 7%. The open porosity of the materials is 32.5%, the maximum pore size and the permeability of the materials are 90 ��m and 990 m3/(m2��kPa��h), respectively. The large amounts of pores form due to the partial diffusion of Cr and Fe elements into Ni. In the oxidation experiments, the maximum pore size and permeability of Ni-Fe and Ni-Cr with oxidation for 560 h change more obviously than those of Ni-Cr-Fe porous material under the same conditions which indicates that Ni-Cr-Fe porous alloys have excellent high temperature oxidation resistance.
Key words: porous Ni-Cr-Fe alloy; pore-forming mechanism; reaction synthesis; oxidation resistance
Foundation item: Projects(51504213, 51401175, 51271158) supported by the National Natural Science Foundation of China; Project(2015WK 3021) supported by Hunan Science and Technology Plan, China; Project (2015JJ3123) supported by the Natural Science Foundation of Hunan Province, China
Received date: 2016-01-13; Accepted date: 2016-10-16
Corresponding author: WU Liang; Tel: +86-731-58292214; E-mail: csuwuliang0830@aliyun.com
(�༭ ������)
������Ŀ��������Ȼ��ѧ����������Ŀ(51504213, 51401175, 51271158)������ʡ�Ƽ��ƻ�������Ŀ(2015WK3021)������ʡ��Ȼ��ѧ����������Ŀ(2015JJ3123)
�ո����ڣ�2016-01-13�������ڣ�2016-10-16
ͨ�����ߣ��� ��, ��ʿ���绰��0731-58292214��E-mail: csuwuliang0830@aliyun.com

