Ǧ����ײ��ϵķ������������칤����ƽ��������
���1���鲨1���ߺ㷢2��������1��������1��������1
(1. ���ϴ�ѧ ұ���ѧ�빤��ѧԺ������ ��ɳ��410083��
2. ����ԥ��пҵ����˾������ ��Դ��464530)
ժҪ�����Ǧ����ײ��Ϸ��������������¹��գ��о���������Ԥ���¶ȡ������¶ȡ�����ѹ�����������������ȹ��ղ��������������̵�Ӱ����ɣ���ÿ��ɿء��ṹ���ȵ�Ǧ������������Ʊ�������ͬʱ��������Ʊ���ײ��Ͽ����ҿ��β��������⣬���һ�������ڴ�������β�����Ķ�ײ���ƽ�������Է������о�������������÷������������취�Ʊ�Ǧ����ײ��ϵĹؼ��Ǻ���ѡ�������¶ȡ�����ѹ��������Ԥ���¶���3�����ղ������������Ʊ����յ�Ӱ���С����ǦҺ�������¶�Ϊ430~490 �棬�������ӵ�Ԥ���¶�Ϊ240~280 �棬����ѹ��Ϊ0.06~0.08 MPaʱ�Ʊ��Ķ����Ʒ�������ȳ����ҿ����ȡ�ȱ���٣�Ч����á��÷��������ڴ�����β�����Ķ�ײ���ƽ�����IJ�����
�ؼ��ʣ�п�����Ǧ������������������������������ȣ�ƽ����
��ͼ����ţ�TF813 ���ױ�־�룺A ���±�ţ�1672-7207(2011)07-1833-08
Casting process of counter-gravity infiltration and measurement of
average aperture of lead-based porous material
LI Jie1, HONG Bo1, Ni Heng-fa2, L? Xiao-jun1, JIANG Liang-xing1, LAI Yan-qing1
(1. School of Metallurgical Science and Engineering, Central South University, Changsha 410083, China;
2. Henan Yuguang Zinc Industry Co., Ltd., Jiyuan 464530, China)
Abstract: The effects of preheating temperature of filler particles, casting temperature, filling pressure, filler particle size etc on the new casting method named counter-gravity infiltration for the fabrication of lead-based porous material were studied. The preparation technique for lead-based porous material with controllable pore size and uniform structure was obtained. Meanwhile, an average aperture testing technique applicable to porous materials with big aperture and irregular shape was given to deal with the big size and irregular shape of pores of porous material obtained in this work. The results show that the key factors for the preparation of lead-based porous materials by counter-gravity infiltration are casting temperature, filling pressure and preheating temperature of filler particles, and the filler particle size has little influence on the preparation process. At the optimum casting temperature, preheating temperature of filler particles and filling pressure of 430-490 ��, 240-280 �� and 0.06-0.08 MPa, the best lead-based porous material with the longest infiltration length, less defects and uniform pore structure was gotten. This method can be used to measure the average apertures of porous materials with big apertures and irregular shape.
Key words: zinc electrowinning; lead-based porous anode; counter-gravity infiltration; infiltration length; average aperture
Ǧ����ײ������ھ��бȱ���������ܶȵ͡���������ص㣬������������ʱ�߽��ܽ��ġ���ǿ����ʴ����������Ǧ�������ŵ㣬��ͭ��п����Լ��л���ϳɹ�ҵ�����кܺõ�Ӧ��ǰ��[1]��Ŀǰ���Ʊ�������ķ�����Ҫ�з�ĩұ�����巢�ݷ�[2]����ģ���취���Ƹ����������������취��[3]��ǰ4�ַ������ڹ��ո��ӣ������ɱ��ϸߣ���������������п����������������������ڽ�����������Ԥ������ֱ���������Σ��������ڿ��ƿ�϶�ṹ�Ϳ�϶�ʡ��������ڶ̡��ɱ��͡����ռ��ŵ㣬�ڹ�����õ��˹㷺���о�[4-6]����ͳ������������ϲ������壬�ײ�����յķ����������죬���ַ����ڲ��������У��������������������ʪ�Բ��죬��������Һ�治�����������ȥ�����������������;�����У��Ӷ����¾ֲ�������������Ʒȱ�ݶ������[7]��������������ƷԽ��������������Խ���أ���Ʒȱ��Ҳ��Խ�࣬��ʹ�÷���������������Ķ�ײ�����Ʒ������������⣬��������˷������������취[8]���÷������õײ���ѹ���������¶��ϵķ����������죬�����������������˷���ʪ�������ȼ̳��˴�ͳ�������취���ŵ㣬�ֺܺõؽ�����������㡢�������ȵ�ȱ�㣬���Ҳ�����㣬�ɿ��Ժã��ܹ��Ʊ�����Ʒ����Ϊ��缫���ϣ�ƽ����ֱ�Ӿ����˵缫����ʵ���������ǵ绯ѧ�о��м�Ϊ��Ҫ��ʵ���������ײ���ƽ�����IJⶨ�����ܶ࣬�����ݷ�����������������������������������Һ���˷���X��С�Ƕ�ɢ�䷨��[9-13]����Щ������������һЩ����йص���������ͨ��ʵ�������й��������������ڼ����϶Ϊ����Բ�������¼������Ч����һ��ֻ�ܲⶨ���Ƚ�С�Ķ�ײ�����Ʒ��������Ʒ��ҪΪԲ�λ����Բ�Ρ����ǣ���������������Դ�����ƣ��������Ʊ��Ķ�ײ��Ͽ�һ��ϴ��ҿ��β����������ô�ͳ�ķ�����ƽ�������в�������������������״�������������������������һ���㹻��ͳ�Ʒ�Χ�ڣ����Ӷѻ�Ӧ���Ǹ���ͬ�Եģ���ˣ�ֻҪͳ�ƵĿ���Ŀ�㹻�࣬�Ϳ����ý����Чƽ�������������Чƽ����[14]���н��Ƽ��㡣�����������Ż���������ΪĿ�꣬�о��˳���ѹ���������¶ȡ���������Ԥ���¶��Լ��������������ȹ��ղ����Զ��Ǧ��Ʒ�������ȵ�Ӱ�죬ȷ���˷������������Ʊ����Ǧ���ϵĻ������ղ�����ͬʱ�����������һ����Ӧ���(����0.6 mm)������ζ�ײ���ƽ�����IJ��Է������÷���ʹ��photoshop��ͼ������ͳ������image-proplus�Զ��Ǧ��ƷͼƬ����һϵ�д����ͼ��㣬�Ӷ�ʵ���˶��Ǧƽ������ͳ�ơ�
1 ʵ��
1.1 ��������������
�����������豸ʾ��ͼ��ͼ1��ʾ����Ҫ���ۻ�¯(E)��Ԥ��¯(F)��ѹ������(J)����Һ��(D)��������(A)�Ȳ�����ɡ�ʵ�����Ҫԭ��ΪPb-Ag(0.8%)�Ͻ�(�����е�Ǧ�����Ǧ��Ʒ�������ֺϽ�ɷ�)����������(ˮ���Կ���)���Ʊ�������Ҫ��Ϊ���¼������裺
(1) ���������ӽ���Ԥ������ɸ�֣��õ���ͬ������Χ���������ӣ�
(2) Ϳ����ģ����������������������������У�Ԥ����ָ���¶ȣ��õ�Ԥ��ģ��
(3) ��������һ���¶ȵ�����Pb-Ag�Ͻ�ѹ��Ԥ��ģ�У�����ѹһ��ʱ�䣬ֱ���Ͻ�����Ϊֹ��
(4) ȡ����Ʒ����ȥ�������ӣ����õ������ײ��ϡ�

ͼ1 ����������װ��ʾ��ͼ
Fig.1 Device schematic of counter-gravity infiltration
1.2 ��Ҫ����
����������ָ���Ʊ��Ķ�ײ����ʿ����������Ͼ��о��ȶ����֯�IJ��ϳ��ȡ��ڶ�ײ����Ʊ������У����������ǿ������칤�����ӵ���Ҫָ�ꡣ��������Խ���������ù������Ʊ�����Ʒ�ߴ�Խ��Խ�ӽ���ҵӦ�õ�Ҫ����ˣ�����ѡ������������һָ��Է������������ղ��������о���Ӱ���������ȵĹ��ղ����϶࣬������������õ�������4������������ѹ������ע�¶ȡ���������Ԥ���¶��Լ���������������Ϊ��̽����Щ���ض��������ȵ�Ӱ����ɣ�������������顣
�������Pb-Ag(0.8%)�Ͻ���Ϊ�����Ļ�����ϣ���������ѡ�ö����ˮ���������������������ӵĽ�ʵ�ȱ�����ͬ���ڷ�����������������У��ֱ��˳���ѹ���������¶ȡ���������Ԥ���¶Ⱥ����������������������ȵ�Ӱ�졣ʵ����������1��
��1 ���ղ�������������Ӱ���ʵ����Ʒ���
Table 1 Experimental design of effect of varies parameters on infiltration length

1.3 ƽ��������
���������Ʊ���ײ����о��У��������ӵ��������������ӵĿ������ǣ������ϵ����������������̶���������û���ϸ���ƣ����ԣ�ֻ��ͨ��ɸ��ѡȡһ��������Χ�����ӽ���ʵ�飬�õ�����Ʒ�Ŀ�Ҳֻ�ܲ��ÿ���Χ��������������Χ��һ��ģ�����������ֱ�۵ط�ӳ�Ƶ���Ʒʵ�ʿ�����������������Ʒ���IJ�𣬱���1.6~2.0 mm��2.0~2.5 mm��2���������������Ƶõ���Ʒʵ��ƽ����֮����������[0, 0.9] mm�ϵ�����ֵ�����ʵ�����ݴ���(�ر������ۿ��Զ�缫��������Ӱ��ʱ)�����ܴ�IJ��㣻��ˣ�����ƽ������ͨ��ƽ������������Ʒ���ijߴ����Ǻ��б�Ҫ�ġ�
��ײ���ƽ����������Է������¡�
��1�������õ�����и��ñ���ƽ���Ķ��Ǧ������������ͨ�����ʵı������μ���ʹ���Ǧ�����֮������ʵ��ķ��
��2�����ø��������������߷ֱ���ɨ���ǻ�ȡ���Ǧ��Ʒ������Ƭ��
��3������ͼ��������Photoshop 9.0����Ƭ��ɨ����е���Ʒͼ��ת���ɻҶ�ͼ��Ȼ��ȡ�ʵ��ĻҶ�����Ӵ�������֮��ķ��Ϊ�˼���ͼƬ������������ÿ��ͼ���ظ�����3�Σ��õ�3���Ҷ�ͼ����
��4�������ô��Ϳ�ѧ��������Matlab 7.0��im2bw������ѡȡ�ʵ��ķ�ֵ������õĻҶ�ͼ��ֵ�����õ��ڰ�ͼ����photoshop 9.0�Զ�ֵͼ������ٴ�����ȥ����㣬�ָ����ס�
��5������������ѧ�ϳ��õ�ͼ���������image-pro plus 6.0��ͳ�ƿ������������Ŀ��ͳ�Ƴ��������Ϊ���������ͨ����Ӧͼ���������볤�ȵ�λ�Ļ����ϵ���������ɵó���������Լ���Чƽ����(mm)��
��6������3���Ҷ�ͼ����ƽ����ֵȡ��ֵ�����õ���Ʒ����ƽ������������
2 ���������
2.1 �������������칤��
2.1.1 ����ѹ�����������ȵ�Ӱ��
��2��ʾ�������¶�Ϊ430 �桢��������Ԥ���¶�Ϊ240 �桢������������Ϊ1.25~1.60 mm������ѹ���ֱ�Ϊ0.04��0.06��0.08 MPaʱ���������ȡ�
��2 ����ѹ�����������ȵĹ�ϵ
Table 2 Relationship between filling pressure and infiltration length

�ɱ�2��֪������ͬ����������Ԥ���¶ȡ�������Pb-Ag(0.8%)�Ͻ�Һ(���¼��ǦҺ��Ǧ����)�����¶��£���ӳ���ѹ��Խ��Խ�������������ȵ����ӣ��������ӵ����������½���������ѹ����0.06 MPa��ߵ�0.08 MPaʱ����������ֻ��С�仯������ѹ�������ð���2�����֣�һ�����ǿ˷�ǦҺ���أ���һ��������ǦҺ���������ӿ���֮�����ʪ�Բ��ã�ǦҺ�ı���������ֹ��ǦҺ�����������ӿ����Ŀ�϶�У���ˣ�����Ҫһ���ij���ѹ�����˷�ǦҺ�ı�������������ѹ�������ڿ˷�������϶�е����������ͱ����������Ӷ�����������ȣ���ˣ�������ѹ����0.04 MPa��ߵ�0.06 MPaʱ��������������100 mm��ߵ���130 mm�����ǣ���������ǰ�ص�ǦҺ�ܵ����ӵ���ȴ���úܿ����̣���������ͨ������ʱ���������ѹ���ķ���������������ȵ������Ƿdz����ģ�������ͬ���¶������£�������ѹ����0.06 MPa��ߵ�0.08 MPaʱ�����������ȵ�Ӱ�첻����ѹ������ʱ�����豸Ҫ��ߣ���ˣ������������Ʊ����Ǧ�ij���ѹ��ȡ0.06~0.08 MPa���ɡ�
2.1.2 �����¶ȶ��������ȵ�Ӱ��
��3��ʾ�dz���ѹ��Ϊ0.06 MPa����������Ԥ���¶�Ϊ240 �桢������������Ϊ1.25~1.60 mm�������¶ȷֱ�Ϊ370��430��490 ��ʱ�����¶����������ȵĹ�ϵ��
��3 �����¶����������ȵĹ�ϵ
Table 3 Relationships between casting temperature and infiltration length

�ɱ�3��֪�������¶ȵ���������������������ȡ�������Ϊ��������¶�����߽���Һ�����ԣ���ǦҺ��������϶�������Ӷ�ʹ�����������ӡ�����������ǦҺ������������ҽ����Ƚ������ڹ��ȶ���ʧǰһֱ�����������϶���������Ӵ���ѧ�Ƕȷ����������峤����2��������ɣ�һ�ǹ��ȶȴ��������µ��������ȣ����ǹ��ȶ���ʧ�ᾧDZ��ά�������ij��ȡ�ͼ2��ʾΪ����Һ�ڿ�����������ģ�ͺ��¶ȷֲ���
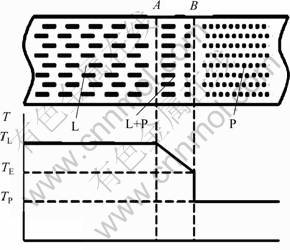
ͼ2 ��������ʱ��������¶ȷֲ�
Fig.2 Temperature distribution in infiltration layer
�������¶�ΪT0���������Ӽ��������¶�ΪTp��ǦҺ��A����ʼ����(�˴��¶Ⱥ㶨ΪTL���ɼ�TL=T0)��ͬʱ�����Ͽ�������������������������TE��Һ��ǰ�ص�ǦҺ����ȶȺľ������̡�����һ���棬��AB֮��������ڴ������¶��ݶȣ�B���������������Ҵ��ݣ��Ӷ�ʹB���Ҳ������̵ĺϽ����ۻ�����ˣ�������Ϊ��B�����Ҳ������ǦҺ���������ٶȺ���B�洫������ʹ֮���ۻ����ٶ���ȵ�λ�ã��ǹ��ȶ�������ʧ��λ�ã�Ҳ�������忪ʼ���̵�λ��[15]��
��Ǧ�Ͻ������B���������ٶ�uǰ��ʱ��?tʱ���ڿ�����Χ���̵�Ǧ���Ͻ����ΪV����
 (1)
(1)
ʽ�У�AΪ�������������PΪ���������������fsΪ����Һ�й����ʡ����ۻ��������������Q1Ϊ��

 (2)
(2)
ʽ�У� ΪǦ���Ͻ�Һ���ܶȣ�HΪǦ���Ͻ�Һ������DZ�ȣ�TEΪǦ���Ͻ���۵㣻TPΪ����Ԥ���¶ȡ�
ΪǦ���Ͻ�Һ���ܶȣ�HΪǦ���Ͻ�Һ������DZ�ȣ�TEΪǦ���Ͻ���۵㣻TPΪ����Ԥ���¶ȡ�
��?tʱ���ھ�B������������ɸ���Ҷ���ɵã�
 (3)
(3)
ʽ�У� ΪǦ���Ͻ��ȵ��ʣ�T0ΪǦ���Ͻ�Һ�����¶ȣ�?lΪ�������ȡ���Q1=Q2�ã�
ΪǦ���Ͻ��ȵ��ʣ�T0ΪǦ���Ͻ�Һ�����¶ȣ�?lΪ�������ȡ���Q1=Q2�ã�
 (4)
(4)
��ʽ(4)���Կ�����?l��(T0-TE)��Ǧ���Ͻ�Һ���ȶȳ����ȣ���(TE-TP)�ɷ��ȡ�Ҫ���Ǧ���Ͻ�Һ���������ȣ�Ӧ���ʵ���������¶�T0�Ϳ���Ԥ���¶�TP�������¶ȸߣ���Ǧ���Ͻ�Һ��С�������ܹ�˳�����У������ڹ��ȶȴ�Ǧ���Ͻ�Һǰ�ؼ�ʹ���������̣�Ҳ�ᱻ���ۣ�ʹǦ���Ͻ�Һ����ǰ���������������ȡ���ʵ������������ǦҺ�Ľ����¶ȵ�ʱ������ǦҺ�ȴ�ʹ������������˳�����У����¶ȸ���490 ��ʱ����������ܻ��˷���Դ��ǦҺ�����˽����¶ȷ�ΧΪ430~490 �档
2.1.3 ��������Ԥ���¶ȶ��������ȵ�Ӱ��
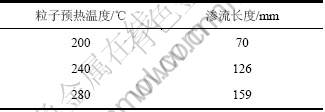
��4��ʾ�dz���ѹ��Ϊ0.06 MPa�������¶�Ϊ 430 �桢������������Ϊ1.25~1.60 mm����������Ԥ���¶ȷֱ�Ϊ200��240��280 ��ʱ��������Ԥ���¶����������ȵĹ�ϵ��
�ӱ�4���Կ�������������������������Ԥ���¶ȵ����߶��������ӡ�����ʽ(1)��ʾ��������������Ԥ���¶ȸߣ�����Ǧ���Ͻ�Һ֮����²���С���Ӷ�����������ʧ��������϶�еĽ���Һ����ʱ�䳤������ͨ���ϳ�ͨ��������Ǧ���Ͻ�Һ����������϶�����Ǧ���Ͻ�Һ��������������Ԥ���¶Ƚϵ�ʱ������Ǧ���Ͻ�Һ���²�������������ʱ����֮���Ƚ�����ǿ�ң�������ǰ�ذ����������ӵ�ǦҺ��Ѹ�����̶���������ͨ�������ܿ�����Һ�ܵĺϽ�Һ��δ���̣����Ѳ��ܼ����������������϶���������������ȡ����ǣ�����Ԥ���¶ȹ��ߣ����ӳ�ʵ�����ڣ����������ҵ�ʹ�����������ۺϿ��ǣ��ڶ��Ǧ��������ʱ��������Ԥ���¶�ѡȡ240~280 ��Ϊ�ˡ�
��4 ��������Ԥ���¶����������ȵĹ�ϵ
Table 4 Relationship between preheating temperature and infiltration length
2.1.4 ���������������������ȵ�Ӱ��
��5��ʾ�dz���ѹ��Ϊ0.06 MPa�������¶�Ϊ 430 �桢��������Ԥ���¶�Ϊ280 �棬�������������ֱ�Ϊ2.00~2.50��1.25~1.60��0.80~1.00 mmʱ�������������ȵĹ�ϵ��
��5 ���������������������ȵĹ�ϵ
Table 5 Relationship between filler particle size and infiltration length
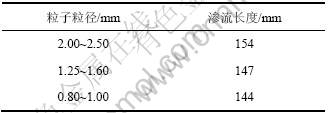
�ӱ�5���Կ���������������������������������������ӡ���ԭ���ǿ����ߴ�Խ������Ŀ�϶Խ��ǦҺ����ͨ������������ҲԽС�������ٶ�Խ�죻���⣬�����ߴ�Խ��ǦҺ�����Ͽ����Ƚ����������ԽС��ǦҺ������������������ʧ���¶Ƚ����ٶ�ҲԽС�������Ͽ����ߴ�ԽС������Һ����ļ�϶��С�����������Ǧ���Ͻ�Һǰ�ؽ����������ӵ����������谭��Ǧ���Ͻ�Һ��������϶��Ӱ����Ǧ���Ͻ���������ȡ�
�Ƚϱ�2~5���������ȵı仯���ƿɿ���������Ԥ���¶ȡ���ע�¶ȼ�����ѹ�����������ȵ�Ӱ��ϴ��������������ȵ�Ӱ���С���ý���벿��ѧ����Ϊ�������ӵ���������������Ӱ�����صĽ��۲�һ�£�����Ҫԭ����ʵ����3�ֿ���������(2.00~2.50��1.25~1.60��0.80~1.00 mm)��Χ���ϴ��ر��Ǵ����ʱ�ֲ���ΧԽ���������Dz������ַּ���Χ�����Ͽ������ʱ����С�Ŀ������Էֲ��ڴ�����ķ�϶�У������Ҹ�Ϊ��Ч��ռ�ݿռ䣬�Ӷ�ʹ�����Ķѻ��ܶ����ߣ���С����ʱ�ֲ���Χ��խ������ЧӦ��С�������˲������������������ȵ�Ӱ�� Ч����
ͼ3��ʾ����ǦҺ�����¶�Ϊ430 �棬��������Ԥ���¶�Ϊ280 �桢���ͼ��ᾧѹ��Ϊ0.06 MPa���������ӵ�����Ϊ1.60~2.00 mm�������Ʊ��Ķ��Ǧ��Ʒ�����Ƭ����ͼ3(b)���Կ����������ȵ�������Ǧ�Ͻ�Ļ����ϣ���׳ߴ����������ӵ�������Χ��������ˣ��������������칤�տ��Ʊ����ṹ���ȡ�������ȱ�ݵ�Ǧ������������ϡ�

ͼ3 ���Pb-Ag(0.8%)�Ͻ���Ʒ
Fig.3 Porous Pb-Ag(0.8%) alloy samples
2.2 ���Ǧƽ����
ͼ4(a)��ʾΪ��AB����ע�پ�ϸɰֽ��ĥ���ø߷ֱ�������������µĿױ������ɫ�������ԵĶ��Ǧ��Ʒ����ʵ��IJ�����Ƭ��ͼ4(b)��ʾ�Ƕ�ֵ�������õ��ĺڰ�ͼ��ͼ���ֵ������ָ���Ҷ�ͼת����ֻ�кڰ�2����ɫͼ��Ĺ��̡��ڻҶ�ͼ�У�ͼ��洢������ÿ�����ص㶼���ɽ���0~255֮�����������ʾ����ֵ������ѡ��һ����ֵ�������ȴ��ڸ÷�ֵ�ĵ������ת��Ϊ255(������)��С�ڸ÷�ֵ������ֵת��Ϊ0(������)������������ֻ��2��ֵ��ͼ����������ڴ�����ֵ��ͼ��ʱ�ٶȿ쾫�ȸߡ�ͼ4(c)��ʾ��ʹ��image-pro plus 6.0���������жԿ�ͳ�Ƽ���ʱ���õ�ͼ����ֵͼ����image-pro plus 6.0�У��趨�ʵ��ı߽��������������������ͳ�Ƴ���Ʒ������ĸ��������������ƽ����(��������Ϊ��λ)���ٸ�����Ӧ��ֵͼ�����볤�ȵ�λ�ı�ֵ���������õ���Ʒ�ĵ�Ч����ƽ�������ÿ������������Ʒ�������Ⱦ͵õ������϶�ʼ�����ܶȡ�

ͼ4 ƽ����ͳ�Ƽ������
Fig.4 Measuring processes of average aperture
��6��ʾ����ǦҺ�����¶�Ϊ430 �桢��������Ԥ���¶�Ϊ280 �桢���ͼ��ᾧѹ��Ϊ0.06 MPa�������Ʊ��IJ�ͬ���Ķ��Ǧ��Ʒ�����Чƽ����������ܶ����ռ�������
��6 ��Ʒƽ����������ܶ�
Table 6 Average aperture and relative density

�ӱ�6���Կ�����������õ���ƽ����������������������Χ֮�ڣ����������ƽ�����IJ��Է����ǿ��еġ����ڶ��Ǧʵ�ʵ�ƽ��������ã��ʲ��ô˷�������õ���ƽ������ȷ�����õķ���������֤���д���һ���о���ͼ5��ʾΪ����ܶ�ʵ��ֵ�����ֵ�Ƚϡ���ͼ5���Կ�����ʵ��ֵ��ʵ��ֵ������ȫһ�£�ֻ��ʵ��ֵ���в�ͬ�̶ȵ�ƫ���ҿ�ԽС������ƫ��Խ���ء�������Ϊ��PS����ͼƬʱ����Ȼ������һЩ����ɫ�����ʵ㣬����image-pro plus 6.0ͳ�Ƽ���ʱ��1�����ʵ�ͻᱻ����Ϊ1���������ʹƽ������������������ƫ�Ϊ��������Щ���ʵ��Ӱ�죬�����趨1�������������Сֵ��Ϊ�߽�������С�������Сֵ�ĺ�ɫ���������ͳ��ʱ�ᱻ�Զ����ԣ�ֻ�����������ܱ�֤ƽ���������ȷ�ԣ�����Ʒ��һЩʵ�ʴ��ڵ�ϸС���Ƽ���Ҳ�ᱻ�ų������Ӷ�ʹ����õ�������ܶȱ�ʵ������ܶ�����ƫ����һ���棬��ԽС��ϸС���Ƽ���Խ�࣬����ƫ��Ҳ����ӦԽ����ˣ��˷���ֻ�ʺϴ����Ʒ��ƽ��������϶�ʲ��ԣ����ܶԿ�̫С����Ʒ���в��ԡ�����ע����ǣ��ڶ�ƽ��������϶�ʽ���ͳ�Ƽ���ʱ���߽�������ѡ���Ǽ�Ϊ��Ҫ�ģ���ֱ��Ӱ�쵽�����ȷ�ԡ�
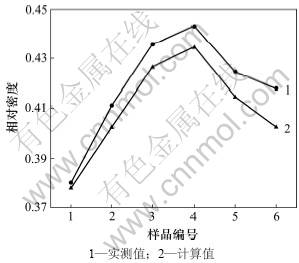
ͼ5 ����ܶȲ���ֵ�����ֵ�Ƚ�
Fig.5 Comparisons between measured and calculated value of relative density
3 ����
(1) �봫ͳ�������칤����ȣ��������������취������㣬�ɿ��Ժã��Ʊ������Ķ��Ǧ��Ʒ���ȳƣ�������ȱ�ݣ����й����Ĺ�ҵӦ��ǰ������������������ʱ������ѹ������ע�¶ȡ���������Ԥ���¶ȶԶ��Ǧ��������Ӱ��������������������Ӱ����Խ�С����ǦҺ�������¶�Ϊ430~490 �棬�������ӵ�Ԥ���¶�Ϊ240~280 �棬����ѹ��Ϊ0.06~0.08 MPaʱ�Ʊ��Ķ����Ʒ�������ȳ����ҿ����ȣ�ȱ���٣�Ч����á�
(2) �����һ�������ڴ����������εĶ�ײ���ƽ�������Է�����ʹ�ø÷������Է����ݵضԴ����������ζ�ײ�����Ʒ��ƽ����ֵ���в������㣬�������ȷ�����õķ���������֤���д���һ���о���
�ο����ף�
[1] Irretier A, Banhart J. Lead and Lead alloy foams[J]. Acta Materialia, 2005, 53(18): 4903-4917.
[2] ������, ����, ����ר, ��. ��Ͻ���ĭ�����Ʊ������о���չ[J]. ���ϵ���, 2005, 19(9): 61-63.
ZHOU Xiang-yang, LONG Bo, LIU Hong-zhuan, et al. Development of light alloy foam materials preparation technology[J]. Materials Review, 2005, 19(9): 61-63.
[3] ��ΰ��, ������, �ε�ƺ. �������Ʊ��߿�϶�ʶ����[J]. �й���ɫ����ѧ��, 2005, 15(8): 1226-1230.
ZHANG Wei-kai, LI Nai-zhe, HE De-ping. Preparation of porous Al with high porosity by infiltration method[J]. The Chinese Journal of Nonferrous Metals, 2005, 15(8): 1226-1230.
[4] ��˼һ. ��ĭ���Ͻ���������칤�շ����о�[J]. ��ĩұ����, 2006, 24(4): 291-294.
YANG Si-yi. Study on the technology of penetrating casting for aluminium foam[J]. Powder Metallurgy Technology, 2006, 24(4): 291-294.
[5] ��Ц÷, Ѧ����, �̺ͷ�. �������Ʊ�������ĭ���Ľṹ������Ŀ���[J]. �¹������¼���, 2004(2): 43-44.
HUANG Xiao-mei, XUE Guo-xian, CHENG He-fa. Control of the morphology and parameters of the open-cell aluminium foams prepared with infiltration process[J]. New Technology & New Process, 2004(2): 43-44.
[6] John B. Manufacture characterisation and application of cellular metals and metal foams[J]. Progress in Materials Science, 2001, 46: 559-632.
[7] ����. ��ĭ���ĵ�ѹ�������ռ�����ȱ�ݷ���[J]. ���켼��, 2004, 8(8): 596-599.
ZHANG Yong. Low-pressure infiltration technology of foam aluminium and its familiar defects[J]. Foundry Technology, 2004, 8(8): 596-599.
[8] ZHONG Shui-ping, LAI Yan-qing, JIANG Liang-xing. Fabrication and anodic polarization behavior of lead-based porous anodes in zinc electrowinning[J]. J Cent South Univ Technol, 2008, 15(6): 757-762.
[9] �й�����ѧ��, �й���ɫ����ѧ��. �����������������ֲ�(��1��): �����������ܼ����Է���[M]. ����: ұ��ҵ������, 1987: 4-31.
The Chinese Society for Metals, The Nonferrous Metals Society of China. The handbook of physical properties of metals(1): Physical properties and test method of metals[M]. Beijing: Metallurgical Industry Press, 1987: 4-31.
[10] ������. ��ĩұ��ԭ��[M]. ����: ұ��ҵ������, 1997: 5-7.
Huan Pei-yun. Powder metallurgy principle[M]. Beijing: Metallurgical Industry Press,1997: 5-7.
[11] ��С��, ��ѩ��. ����մɲ���[J]. �й��մ�, 2000, 36(4): 36-40.
ZHU Xiao-long, SU Xue-yun. Porous ceramic material[J]. China Ceramics, 2000, 36(4): 36-40.
[12] ������, ������. ��ײ��ϵĿ��ֲ������Բⶨ[J]. ��������, 1999, 59(4): 48-51.
XU Xiang-zai, ZUO Qiu-lan. Determining methods for aperture and aperture distribution of porous materials[J]. Analytical Instrumentation, 1999, 59(4): 48-51.
[13] ������. ��ײ��Ͽ������ֲ��IJⶨ����[J]. �ѹ�ҵ��չ, 2006, 23(2): 29-34.
LIU Pei-sheng. Methods for determining aperture of porous materials[J]. Titannium Industry Progress, 2006, 23(2): 29-34.
[14] ������, ��¶, ����ï, ��. ��ײ��ϱ��������ܲ���[J]. ���ϵ���, 2006(2): 56-59.
LIANG Yong-ren, ZHANG Lu, CUI Shu-mao, et al. Characterization and testing technology of porous materials[J]. Materials Review, 2006(2): 56-59.
[15] ����. ��Һ�ڶ�������������̵�ģ��ʵ���о�[J]. ��ѧ����, 2006, 27(2): 35-42.
ZHANG Yong. An experimental investigation of the simulation of low-pressure infiltration for molten aluminium in porous mediun[J]. Chinese Quarterly of Mechanics, 2006, 27(2): 35-42.
(�༭ �°���)
�ո����ڣ�2010-06-07�������ڣ�2010-09-18
������Ŀ��������Ȼ��ѧ����������Ŀ(50954006)������ʡԺʿ����������Ŀ(06FJ4059)
ͨ�����ߣ�������(1977-)���У����������ˣ���ʿ�������ν����ǿ���������о����绰��0731-88830649��E-mail: csuxiaojun@126.com

