DOI�� 10.11817/j.issn.1672-7207.2019.12.006
��Ͳ�¶ȶԳ����ܻ��Ƽ�����������Ӱ��
������,��Ӣƽ,������,����,κ����,������
�����ϴ�ѧ �����ܸ�����������ص�ʵ���ң����� ��ɳ��410083��
ժҪ:Ϊ�о���Ͳ�¶ȶԳ����ܻ��Ƽ�����������Ӱ�죬����˲̬�ȷ������о���ͬ��Ͳ�¶��³����ܻ����̾ۼ���ϩ�������PMMA���¶ȳ��������ԣ�����ϵ�����ʵ�鷨�о���Ͳ�¶ȶԳ����ܻ���������������ʡ�����ȡ����������Ӱ����ɡ��о���������������Ͳ�¶ȿ��������̾ۺ���ﵽ����¶������ʱ�䣬��߾ۺ������������¶ȣ��Ӷ���߳����ܻ��Ƽ���������������Ͳ�¶�Ϊ100 ��ʱ���ۺ��������ȫ���ڣ��Ƽ����������12.20%���Ƽ��������16.00%���������ս�������������Ͳ�¶������180 ��ʱ��������������С�����½����Ƽ������պ�����������
�ؼ���:�����ܻ�����Ͳ�¶ȣ�ע����ͣ���������
��ͼ�����:TQ320.66 ���ױ�־��:A ���±��:1672-7207��2019��12-2969-09
Effect of barrel temperature on filling quality of ultrasonic plasticized micro-parts
JIANG��Bingyan, ZHANG��Yingping, QI��Pengcheng, ZOU��Yang, WEI��Guomeng, WU��Wangqing
(State Key Laboratory of High Performance Complex Manufacturing, Central South University,
Changsha 410083, China)
Abstract: To study the effect of barrel temperature on the filling quality of ultrasonic plasticized micro-parts, the transient thermal analysis method was used to study the heating characteristics of the temperature field of polymethyl methacrylate(PMMA) in ultrasonic plasticizing process at different barrel temperatures. The single-factor experiment was conducted to research the influence of barrel temperature on ultrasonic plasticized micro-parts. The results show that time required for the polymer to reach the viscous flow temperature is shortened, and the maximum temperature of the polymer melt increases with the increase of barrel temperature, thereby the filling quality of the ultrasonic plasticized micro-parts is improved. When the barrel temperature is 100 ��, the polymer particles are completely melted, the filling rate of the micro-part is increased by 12.20%, the length of the part is increased by 16.00%, and no charring and flashing phenomenon is observed. When the temperature of the barrel reaches 180 ��, the filling quality has a slight decline with the appearance of blackening and flashing.
Key words: ultrasonic plasticization; barrel temperature; micro injection molding; filling quality
�����ܻ�ע����ͼ�������˳����ݸ��ܻ�ע���������С�ܻ������Ƶ����⣬���н��ܸ�Ч�����ٲ��Ͻ�����˷ѡ���߾ۺ��������������ܵ��ŵ�[1]���������������ܻ�ע�ܳ��ͼ����о��ڸ����ܹ�������[2-3]������ɽ���ۺ���[4-5]���ۺ������ײ���ע�����[6-7]������ȡ�ÿ��ٷ�չ��ʹ֮��Ϊע����ͼ�����չ��һ����Ҫ���������ܻ������ܻ���С��Ƶ�ʸߣ��������У��Ƽ�����������ȹ��ղ����dz����У������ܻ��Ƽ����������ܻ�����ȫ���������ء�����㡢���Ͻ����ս�������[8]����ˣ��б�Ҫ���������������о���JIANG��[9-10]�����˳����ܻ��ۺ���𤵯�����Ⱥ�Ħ�����ȵļ���ģ�ͣ����ֳ����ۺ���Ħ�����ȹ��̽�0.078 s��𤵯������ЧӦ�Ǿۺ��ﳬ���ܻ���������Ҫ��Դ��DORF��[11]ͨ����ⳬ���ܻ�PEEK�Ƽ�����̶ȣ����ֹ���ij���������͵�ע�����ʶ��ǵ���PEEK�������Ҫ���ء�GRABALOSA��[12-13]�о��˳�������Ծ�����(PA)���۱���(PPSU)�Ƽ��ܻ�������Ӱ�죬���־ۺ����ܻ������Գ�������dz����У��ϴ�ij�����������¾ۺ�������պ��뽵�⡣������С���ܻ�ѹ�����ᵼ���ܻ�����ȫ����Ͻ���Ӷ������Ƽ����ܽ��͡�MASOTO��[14]�о�����ǻ�оۺ����������¶����ԣ����ֽ��ڸ����������¶���ߣ���ǻĩ�˸����������¶���ͣ���������ǻĩ�˳���㡣��ʤ��[15]ͨ��ʵ��֤������Ͳ�оۺ��ﳬ����������������Ͳ�������߷���˥�������ԡ�LIANG��[16]����δ�����ȵ�UHMWPE����ģ�����е���ṹ���ڳ���̬���ۻ��ٽᾧ̬���࣬�����ȵ�85 ��ʱUHMWPEģ��������ṹֻ�����ۻ��ٽᾧ̬���¶��ⳡ����������ܻ��̶ȣ���δ����Ӱ����������о���JIANG��[17]���ֳ����ܻ��ۺ��������������Ƚ������³�����������ʧ20%����ʵ���о����������ۺ���������������ڹ��ʳ����������Ƶ�ʹ��ղ�������ѡ��ķ�ΧС�Ҳ��þ����ƣ���������ͷѹ���Ծۺ���𤵯����������Ӱ�첻��������ˣ����Dz����ⲿ���ȵķ�ʽ���Ƴ����ܻ��Ƽ��ij����������������о���δ���¶��ⳡ�Գ����ܻ��Ƽ�����������Ӱ�쿪չ�о���Ϊ�ˣ��������߲���˲̬�ȷ������������о���ͬ��Ͳ�¶��¾ۼ���ϩ�����(PMMA)�¶ȳ��������ԣ�����ϵ�����ʵ���о���Ͳ�¶ȶ��������������������Ӱ����ɡ�
1 �����ܻ�ϵͳ�¶ȳ��������
1.1���ۺ��ﳬ���ܻ�𤵯�����ȼ���
�����ܻ�������Ħ�����Ƚ�ֻ����0.078 s[10]���ṩ�ۺ��ﳬ���ܻ����̵������������ۺ�������������ں�𤵯������ЧӦ�ṩ�˳����ܻ���Ҫ��������������ͷʩ�����ҽ���ѹ���غɣ����������Ļ�е��ͨ������ת��Ϊ�ۺ����ڲ�𤵯�����ȡ��ۺ��ﳬ���ܻ�𤵯����������ģ����ͼ1��ʾ��
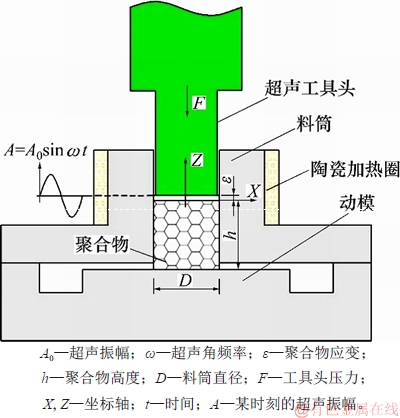
ͼ1���ۺ��ﳬ���ܻ�𤵯������ʾ��ͼ
Fig. 1��Schematic diagram of viscoelastic heating during ultrasonic plasticization
���蹤��ͷ��������ij�������ֱ�ڹ���ͷ�����Ҿ��ȷֲ���𤵯�������ʼ��㷽��Ϊ[18]
 (1)
(1)
ʽ�У�QΪ�ۺ���𤵯�������ʣ�TΪ�ۺ����¶ȣ�fΪ������Ƶ�ʣ���Ϊ������Ƶ�ʣ�ZΪ���빤��ͷ����ľ��룻 Ϊ����ģ����
Ϊ����ģ���� Ϊ���ģ����CΪ�������ھۺ����еĴ����ٶȣ�
Ϊ���ģ����CΪ�������ھۺ����еĴ����ٶȣ� Ϊ��������ͷ���������BENATAR��[19-20]���ڹ���Maxwell��ѧģ����ʱ�µ�Чԭ�������˾ۺ���ģ�����¶ȡ�Ƶ�ʺ��ɳ�ʱ��Ĺ�ϵ��
Ϊ��������ͷ���������BENATAR��[19-20]���ڹ���Maxwell��ѧģ����ʱ�µ�Чԭ�������˾ۺ���ģ�����¶ȡ�Ƶ�ʺ��ɳ�ʱ��Ĺ�ϵ��
 (2)
(2)
ʽ�У�jΪ����Maxwellģ�ͽ�������j(T)Ϊ�����ɳ�ʱ������¶ȵĺ�����Ej(T)Ϊ�����ɳ�ģ�������¶ȵĺ���������ʽ(1)~(2)�ɵõ��ۺ����ڳ������غ���𤵯��������Q�ļ��㹫ʽ��
 (3)
(3)
ʽ�У���Ϊ�ۺ����ܶȣ�HΪ�ۺ����ɳ�ת���ܣ�ȡ335 kJ/mol��T0Ϊ�ο��¶ȣ�TgΪPMMA������ת���¶ȣ�Ϊ105 �棻RΪ����Ħ��������
ѡ��������ξۺ���PMMAΪ�о���������Matlab�Գ����ܻ�𤵯�������ʽ��м��㡣ȡ����Ƶ��Ϊ20 kHz���������Ϊ20 ��m������C1=17.6��C2=65.5�����볬��������ĸ߶�zС��10 mm����������ͼ2��ʾ(���У�zΪ�ۺ����볬������ͷ����ľ���)��
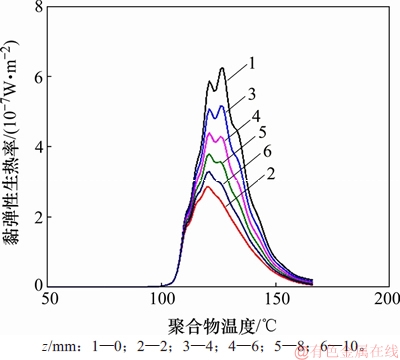
ͼ2���ۺ����볬������ͷ������벻ͬʱPMMA��𤵯����������
Fig. 2��Viscoelastic heating rate of PMMA at different distances
������Ƶ�������ȷ��ʱ���ۺ���PMMA𤵯���������������¶ȣ��Ȿ�����Ǿۺ�����ӽṹ���¶�Ӱ������֣���ӳ�˾ۺ�������ڳ��ܽ����غ�ʱ��λʱ���ڵ��������ġ��ۺ���𤵯����������105~165 �淶Χ�ڳ����ȼ������Ӻ��½������ƣ����ڳ��������������ϴ�������˥����
1.2�������ܻ�ϵͳ�¶ȳ�����
����ʽ(3)����ANSYS������˲̬�ȷ���ģ��Գ����ܻ�ϵͳ�¶ȳ����棬������˲̬�ȷ�����ƽ�ⷽ��Ϊ
 (4)
(4)
ʽ�У�[K(T)]Ϊ��������[C(T)]Ϊ���Ⱦ���{T}Ϊ�ڵ��¶������� Ϊ�¶ȶ�ʱ��ĵ���������{Q}Ϊ�ڵ�������������tΪʱ�䡣
Ϊ�¶ȶ�ʱ��ĵ���������{Q}Ϊ�ڵ�������������tΪʱ�䡣
�����ܻ�ϵͳ�¶ȳ��������������£����ȣ�����ANSYS˲̬�ȷ��������Ͳ��ʼ�¶ȳ���Ȼ���¶ȳ���Ϊ��ʼ�������ص��ܻ�ϵͳ𤵯������˲̬�У�����ţ��-����ɭ���������м��㡣��˲̬�����У�ÿһ�����Ӳ���ɺ����ȡ�䵥Ԫ�ڵ��¶ȣ��Ӷ�����ʽ(3)�����һ���Ӳ����¶ȳ��ֲ������ջ�ó����ܻ��ۺ�����¶ȳ���
1.2.1���������衡
�����ܻ��Ǿۺ����ڳ�������Ħ�����ȡ�𤵯�����ȡ���Ͳ�¶ȳ��ۺ������µĸ����¶ȱ仯���̡�Ϊ���о�������Ħ�����Ⱥ�𤵯������Ϊ��Զ����Ĺ��̡��Ծۺ��ﲣ����ת���¶�105 ����Ϊ�ۺ����¶ȳ��������ʼ�¶ȣ���ʱ���ۺ��������ȫ���ڣ����ʷֲ����ȣ�Ħ�����Ƚν�����𤵯��ռ�������á����Բ�ͬ���ʼ�ĽӴ����衣
1.2.2������Ԫģ�͵Ľ������߽�������
�ۺ���𤵯��������Q����������Z ��Գƣ��ʾۺ����ܻ�ϵͳ�ڲ����¶ȳ��ֲ������������߶Գƣ����Ե������ξۺ���PMMAΪ�о�������ANSYS 15.0ǰ����ģ�齨���ܻ�ϵͳ�ȷ����� 1/2��ά����Ԫ��������ģ�ͣ���ͼ3��ʾ��
��Գƣ��ʾۺ����ܻ�ϵͳ�ڲ����¶ȳ��ֲ������������߶Գƣ����Ե������ξۺ���PMMAΪ�о�������ANSYS 15.0ǰ����ģ�齨���ܻ�ϵͳ�ȷ����� 1/2��ά����Ԫ��������ģ�ͣ���ͼ3��ʾ��
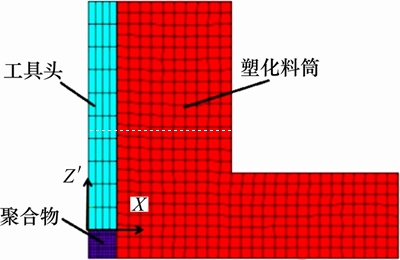
ͼ3�������ܻ�ϵͳ����Ԫģ��
Fig. 3��Finite element model of ultrasonic plasticizing system
ȡ�����ܻ���Ϊ0.35 g����Ͳ�뾶Ϊ5 mm���ۺ���߶�Ϊ6 mm��������Ͳ��ʼ�¶�Ϊ���� 20 �棬��Ͳ����������Ȧ�Ӵ��������մɼ���Ȧ�������ܶ�qΪ
 (5)
(5)
ʽ�У�qΪ�����ܶȣ�PΪ�մɼ���Ȧ���ʣ�hΪ��Ͳ�߶ȣ�RΪ��Ͳ�뾶��
��ͼ2��֪PMMA𤵯����������105��165 ��֮�����¶�Ӱ�����ԣ��ʽ���Ͳ�����¶Ȳ�����Ϊ20��100��120��140��160��180 �档��ANSYS˲̬�ȷ���������Ͳ�¶ȳ���Ϊ��Ͳ�¶ȳ�ʼ�����������¶��趨Ϊ20 �档����Ͳ���������Ӵ���ʩ���뻷����������ȶ�������������ϵ��Ϊ12.5 W/(m2����)����Ͳ�϶���������ά���Ȱ壬���õ���ϵ��Ϊ0.03 W/(m����)����ģ�¶�����ΪPMMAע�ܳ��͵�ģ���¶�60 �档ȡ����ͷ���Ϊ20 ��m������Ƶ��Ϊ20 kHz������ANSYS�е�Function Editor���ܽ�ʽ(3)��ʾ�ij����ܻ��ۺ���𤵯������ģ�͵����غɹ�ʽ�У�Ȼ��ѡ���𤵯�������غɹ�ʽ����ۺ����������ʵ����غɣ����㲽��Ϊ1��10-5 s��
1.2.3�����ϲ�����ȷ����
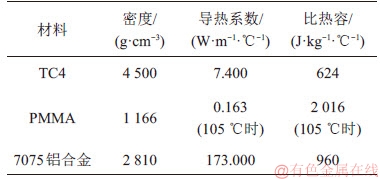
��������ͷ����Ϊ�ѺϽ�TC4����Ͳ����ģ�����Ϊ7075���Ͻ𣬾ۺ������ΪPMMA����������Ҫ���ܲ������1~3��ʾ��
��1������ʵ���еIJ�������
Table 1��Performance parameters of simulation materials
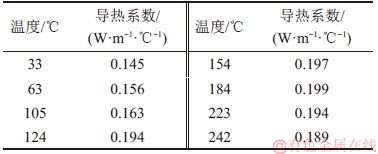
��2����ͬ�¶�ʱPMMA�ĵ���ϵ��
Table 2��Thermal conductivity of PMMA at different temperatures
��3����ͬ�¶�ʱPMMA�ı�����
Table 3��Specific heat capacity of PMMA at different temperatures

1.3�������ܻ�ϵͳ�¶ȳ������������
1.3.1�������ܻ�PMMA�¶ȳ����ԡ�
����Ͳ�¶�140 ���£�PMMA�¶ȳ��ķ�������ͼ4��ʾ�����ڳ����������ھۺ����д���������������˥�����ۺ����϶����¶���ߣ����볬������ͷ����ԽԶ����𤵯��������Խ�ͣ�ͬʱ����Ͳ�ڱ���ۺ���Ӵ������ȴ�����PMMA��Ͳ�¶��ھۺ���뾶�������ɾۺ���������������˥����

ͼ4����Ͳ�¶�Ϊ140 ��ʱPMMA�¶ȳ��ֲ�
Fig. 4��Temperature field distribution of PMMA at barrel temperature of 140 ��
1.3.2����Ͳ�¶ȶԳ����ܻ�PMMA�������ʵ�Ӱ�졡
��ȡ�ۺ���3��������a��b��c���������ߣ�������Ͳ�¶ȶ���Ͳ�ڸ��㳬���ܻ��������ʵ�Ӱ�졣��ͬ��Ͳ�¶��¸���ۺ�������������ͼ5��ʾ��
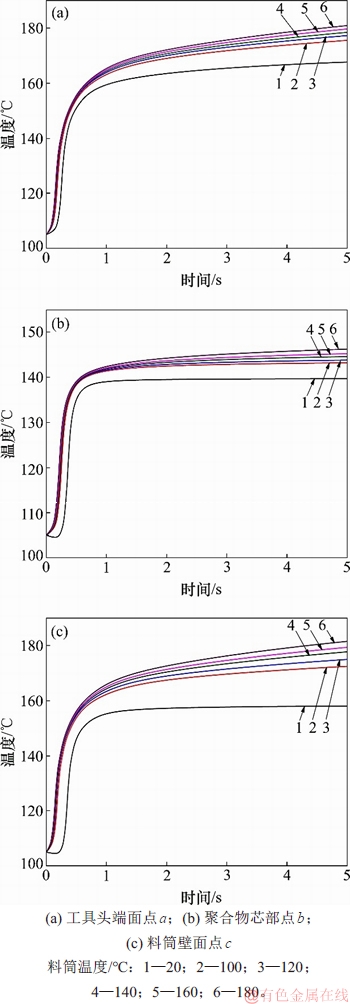
ͼ5����ͬ��Ͳ�¶��¸���ۺ�����������
Fig. 5��Temperature curves of PMMA at different barrel temperatures
��ͼ5�ɼ�������Ͳ�¶�Ϊ100 ��ʱ���ۺ����¶ȳ������¶�������ߣ��¶������Ӵ�С�ĵ�����Ϊ��c��a��b����a���ڳ�������ͷ��������λ�ã���������˥�����٣�������У���b���ھۺ���о������������˥�����¶�������С����c����Ͳ�¶�100 ���¾ۺ����¶���������¶ȵ�ʱ��Ϊ0.80 s���ۺ��������¶ȴﵽ172 �棬����Ͳ������������ȣ���������¶��ϵ�ʱ��������0.88 s�������¶������14 �棬��Ч��������Ͳ���洦��������������ʧ���Ӷ�����˾ۺ��������������ܣ�����Ͳ�¶�����180 ��ۺ����¶ȳ��¶Ⱦ���������ߡ�����������Ͳ�¶�Ϊ100 ��ʱ���־ۺ����ѽ���ߵ�̬���ߵ�̬�ۺ���ķ�����֮���Ħ�����ϴ����ģ����𤵯������ЧӦ�����ң�����Ͳ�¶�����180 ��ʱ���ۺ����������������¶ȣ�������֮����˶�������ɣ�𤵯������ЧӦ����������������ͼ2��ʾ��𤵯������������ֵ������ɡ�
2 ʵ��
2.1��ʵ��ƽ̨�����
ʵ���о����ڳ����ܻ�ע�����ʵ��ƽ̨[21]��ƽ̨�������4��ʾ�����������Ͳ�¶ȿ���ϵͳ����PLC��K���ȵ�ż���մɼ���Ȧ��ɵıջ����Ʒ�ʽ��PLCͨ��PID���ܸı���������źŵ�ռ�ձȣ������մɼ���Ȧ�ļ��ȹ��ʡ�K���ȵ�ż���µ�̶�����Ͳ�ײ���ͨ���ȵ�żģ�齫�źŷ�����PLC��ִ��PID���㡣�¶ȿ��ƾ���Ϊ��1 �档
��4�������ܻ�ʵ��ƽ̨����
Table 4��Experimental parameters of ultrasonic plastic platform
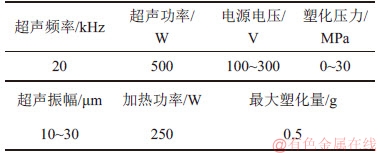
Ϊ�����о���������ѡ�������������Ϊ�Ƽ�ʵ����ο�ASTM_D638-2010��������ʵ���������ơ�ʵ�����ѡ�����ξۺ���PMMA���ƺ�ΪEvonik PMMA Plexiglas 8N����������������ߴ���ͼ6��ʾ��

ͼ6����������������ߴ�
Fig. 6��Basic dimensions of micro tensile test piece
2.2��ʵ�鷽��
Ϊ�о���Ͳ�¶ȶ��������������������Ӱ�죬���ݷ����о������Ƶ�����ʵ�飬ʵ��������5��ʾ��
��5��PMMA�������������ʵ�����
Table 5��Ultrasonic plasticization parameters of PMMA micro-parts

Ϊ��֤ʵ������ȷ�ԣ����ȶ�PMMA���Ͻ��и��ﴦ���������¶�Ϊ80 �棬����ʱ��Ϊ6 h��ʵ��ǰ��������Ͳ��ģ�ߵ�Ԥ�ȣ���ģ���豸�ȶ�״̬�����ȡ����ÿ��ʵ�����Ӧ���ղ�����5����������������������м�⣬��ȥ�������Сֵ��ȡƽ��ֵ��Ϊͳ�ƽ����
ʵ���������У��ۺ����ܻ��̶�ͨ�����ӻ�����Ϊδ�ܻ��������ᡢ��ȫ���ڡ��ս����4���ȼ����ֱ���0��1��2��3��ʾ����������������Ƽ���������ȫ��������������İٷֱ���Ϊ����������ָ�꣬����������Ϊ�¹�������˹��˾��BSA124S�;��ܵ�����ƽ������������ij�����խ����ȷֱ��������α꿨�ߺ�����ǧ�ֳ߲�����
3 ���������
3.1����Ͳ�¶ȶԾۺ����ܻ��̶ȵ�Ӱ��
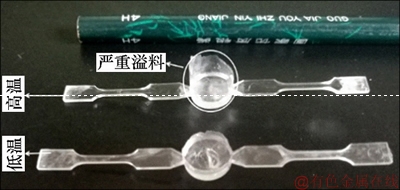
��ͬ��Ͳ�¶��¾ۺ����ܻ��̶���ͼ7��ʾ�����У��ܻ��̶�1��ʾ�ۺ���ĩ�ܻ����ܻ��̶�2��ʾ�ۺ��ﲿ���ܻ����ܻ��̶�3��ʾ�ۺ�����ȫ�ܻ�����ͼ7�ɼ�������Ͳ�¶�Ϊ20 ��ʱ����Ͳ����ľۺ������������δ��ȫ���ڣ�����Ͳ�¶������100 �������Ͳ����Ӵ��ľۺ�������ȫ�ܻ�����ͼ5(c)��ʾ���һ�£�����Ͳ�¶ȴﵽ180 ��ʱ��������˲������ĸ���ʹ�䳬��PMMA�ȷֽ��¶ȣ����¾ۺ�������Ⲣ�����պ�����
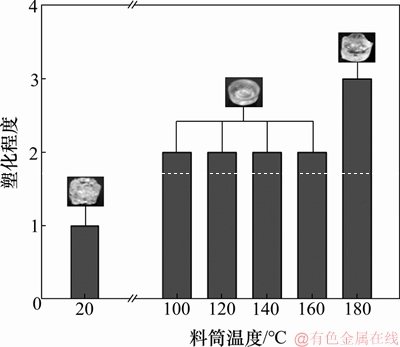
ͼ7����Ͳ�¶ȶԾۺ����ܻ��̶ȵ�Ӱ��
Fig. 7��Influence of barrel temperature on plasticized degree of polymer
ͼ8����Ͳ�¶ȶԾۺ������������Ӱ��
Fig. 8��Influence of barrel temperature on flash phenomenon of polymer
3.2����Ͳ�¶ȶԾۺ������������Ӱ��
ͼ9����Ͳ�¶ȶ���������������ʵ�Ӱ��
Fig. 9��Influence of barrel temperature on filling rate of micro tensile test pieces
��ͼ5(c)��֪������Ͳ�¶�����ʱ���ۺ�������Ͳ�Ӵ����ϵ��¶�������������Ƚ��ͣ�����������ǿ�������ƶ���Ͳ�¶���߿��Լ�С�ۺ�������Ͳ֮������ϼ�϶����ͬ��Ͳ�¶���PMMA�Ƽ�������������ͼ8��ʾ����ͼ8�ɼ�������Ͳ�¶�Ϊ100 ��ʱ�������������ԣ�����Ͳ�¶������180 ��ʱ�������������������������ڵ���Ͳ������180 ��ʱ������Ͳ����Ӵ��ľۺ����¶��������ӣ����ϼ�϶��С��ͬʱ����Ͳ���¶ȴ���PMMA����¶�(160 ��)��ʹ��ѹ�����Ƽ�����Ͳ����Ӵ��ľۺ��ﱣ��������
3.3����Ͳ�¶ȶ��Ƽ������ʵ�Ӱ��
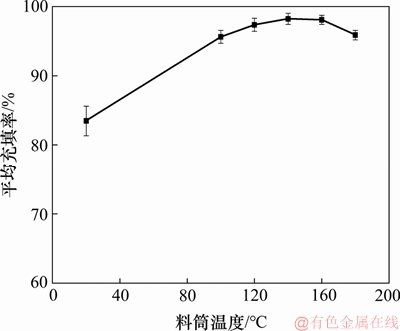
��ͼ5(b)��֪����Ͳ������ʱ����Ͳ�ײ��ۺ�������¶Ƚ�Ϊ139 �棬δ�ﵽ����¶ȣ����µײ��ۺ�������������Թ���ͷ����ۺ���ϲ�����˾ۺ�������ij������Ͳ�¶������140 �����Ͳ�ײ��ۺ�������¶�Ϊ160 �棬�ﵽ����¶ȣ�����������ߣ����Դٽ��ۺ�������ij����ͬ��Ͳ�¶���PMMA����������ij�������ͼ9��ʾ����ͼ9�ɼ����Ƽ�������������Ͳ�¶����ӳ��������Ӻ��½������ƣ�����Ͳ�¶�Ϊ20 ��ʱ���Ƽ��ij�����ֻ��83.40%������Ͳ�¶�������100 ��ʱ������������ij���������Ͳ�¶���߶����ӣ�����Ͳ�¶�Ϊ140 ��ʱ�������ʴﵽ���ֵ98.26%������Ͳ�¶����ߵ�180 ��ʱ����������������������½���������Ǿۺ����¶ȹ���ʱ���������ͷų��������¡�
3.4����Ͳ�¶ȶ��Ƽ��ߴ��Ӱ��
��Ͳ�¶ȶ�����������ߴ��Ӱ����ͼ10��ʾ����ͼ10�ɼ���������Ͳ�¶���������������ij���������ﵽ�ȶ����С���½������ƣ�����Ͳ������ʱ������������ij����ֻ��23.84 mm��С����������������۳���28.75 mm��������Ͳ�¶�����140 �棬���������28.70 mm���ӽ���������������۳��ȣ�����Ͳ�¶�������180 ��ʱ���������С�����½�������ۺ���������йأ�����Ͳ�¶�����ʱ�������������ȱ����ȶ�������Ͳ�¶���20 �����ӵ�180 ��ʱ�������������ȵı仯����ֻ��0.008 mm��������Ͳ�¶ȶ�������������������Ӱ��Ч����

ͼ10����Ͳ�¶ȶ�����������ߴ��Ӱ��
Fig. 10��Influence of barrel temperature on dimensions of micro tensile test pieces
4 ����
1) ͨ��������ʵ���о���������Ͳ�¶ȶԾۺ��ﳬ���ܻ������������Ƽ�����������Ӱ����ɡ���������Ͳ�¶���������߾ۺ��ﳬ���ܻ��¶ȣ��Ӷ������Ƽ��ij����������о�����������¶��ⳡ�Ծۺ��ﳬ���ܻ���Ӱ�������Ϊ��߳����ܻ��Ƽ����������ṩ��ʵ�������
2) PMMA𤵯����������������Ͳ�¶ȵ����߳������Ӻ͵����ơ�����Ͳ�¶�Ϊ140 ��ʱ���ۺ���ﵽ����¶ȵ�ʱ������0.88 s���ۺ��������¶����14 �档����ͬ�����£���Ͳ���洦�ۺ����¶����Ч��������������¶ȵľ����ԡ�
3) ����������Ͳ�¶ȿ�������������������ܻ��������������������������ʺͳ���ߴ�����Ͳ�¶����߳������Ӻ͵����ơ�����Ͳ�¶�����Ϊ100��120��140��160��180 ��ʱ��PMMA��������������ʷֱ����12.18%��13.92%��14.79%��14.64%��12.43%�����ȷֱ����3.840��4.160��4.870��4.760��3.294 mm������Ͳ�¶������160 ��ʱ��������������С�����½��������180 ��ʱ����־ۺ����ս��������������ܻ�����PMMA�Ƽ��������Ͳ�¶�Ϊ140 �档
�ο����ף�
[1] MICHAELI W, SPENNEMANN A, GARTNER R. New plastification concepts for micro injection moulding[J]. Microsystem Technologies, 2002, 8(1): 55-57.
[2] SANCHEZ-SANCHEZ X, HERNANDEZ-AVILA M, ELIZALDE L E, et al. Micro injection molding processing of UHMWPE using ultrasonic vibration energy[J]. Materials & Design, 2017, 132: 1-12.
[3] SANCHEZ-SANCHEZ X, ELIAS-ZUNIGA A, HERNANDEZ-AVILA M. Processing of ultra-high molecular weight polyethylene/graphite composites by ultrasonic injection moulding: Taguchi optimization[J]. Ultrasonics Sonochemistry, 2018, 44: 350-358.
[4] HEREDIA U, VAZQUEZ E, FERRER I, et al. Feasibility of manufacturing low aspect ratio parts of PLA by ultrasonic moulding technology[J]. Procedia Manufacturing, 2017, 13: 251-258.
[5] SACRISTAN M, PLANTA X, MORELL M, et al. Effects of ultrasonic vibration on the micro-molding processing of polylactide[J]. Ultrasonics Sonochemistry, 2014, 21(1): 376-386.
[6] DIAZ A,CASAS M,PUIGGALI J.Dispersion of functionalized silica micro- and nanoparticles into poly(nonamethylene azelate) by ultrasonic micro-molding[J]. Applied Sciences, 2015, 5(4): 1252-1271.
[7] PLANELLAS M, SACRISTAN M, REY L, et al. Micro-molding with ultrasonic vibration energy: New method to disperse nanoclays in polymer matrices[J]. Ultrasonics Sonochemistry, 2014, 21(4): 1557-1569.
[8] MICHAELI W, KAMPS T, HOPMANN C. Manufacturing of polymer micro parts by ultrasonic plasticization and direct injection[J]. Microsystem Technologies, 2011, 17(2): 243-249.
[9] JIANG Bingyan, PENG Huajian, WU Wangqing, et al. Numerical simulation and experimental investigation of the viscoelastic heating mechanism in ultrasonic plasticizing of amorphous polymers for micro injection molding[J]. Polymers, 2016, 8(5): 199.
[10] WU Wangqing, PENG Huajian, JIA Yunlong, et al. Characteristics and mechanisms of polymer interfacial friction heating in ultrasonic plasticization for micro injection molding[J]. Microsystem Technologies, 2017, 23(5): 1385-1392.
[11] DORF T, FERRER I, CIURANA J. Characterizing ultrasonic micro-molding process of polyetheretherketone (PEEK)[J]. International Polymer Processing, 2018, 33(4): 442-452.
[12] GRABALOSA J, FERRER I, ELIAS-ZUNIGA A, et al. Influence of processing conditions on manufacturing polyamide parts by ultrasonic molding[J]. Materials & Design, 2016, 98: 20-30.
[13] DORF T, PERKOWSKA K, JANISZEWSKA M, et al. Effect of the main process parameters on the mechanical strength of polyphenylsulfone(PPSU) in ultrasonic micro-moulding process[J]. Ultrasonics Sonochemistry, 2018, 46: 46-58.
[14] MASATO D, BABENKO M, SHRIKY B, et al. Comparison of crystallization characteristics and mechanical properties of polypropylene processed by ultrasound and conventional micro-injection molding[J]. The International Journal of Advanced Manufacturing Technology, 2018, 99(1/2/3/4): 113-125.
[15] ��ʤ, ������, ������, ��. �ۺ��ﳬ���ܻ�����������ģ����ʵ���о�[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2016, 47(8): 2661-2667.
ZHANG Sheng, JIANG Bingyan, PENG Huajian, et al. Sound field simulation and experimental study in polymer ultrasonic plasticizing process[J]. Journal of Central South University(Science and Technology), 2016, 47(8): 2661-2667.
[16] LIANG Xiong, WU Xiaoyu, XU Bin, et al. Phase structure development as preheating UHMWPE powder temperature changes in the micro-UPM process[J]. Journal of Micromechanics and Microengineering, 2016, 26(1): 015014.
[17] JIANG Bingyan, HU Jianliang, LI Jun, et al. Ultrasonic plastification speed of polymer and its influencing factors[J]. Journal of Central South University, 2012, 19(2): 380-383.
[18] ������, ������, ������, ��. ע����ͳ����ܻ���𤵯������ЧӦ[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2016, 47(9): 2976-2983.
JIA Yunlong, JIANG Bingyan, PENG Huajian, et al. Viscoelastic heating effect in ultrasonic plasticization for micro injection molding[J]. Journal of Central South University(Science and Technology), 2016, 47(9): 2976-2983.
[19] BENATAR A, GUTOWSKI T G. Ultrasonic welding of PEEK graphite APC-2 composites[J]. Polymer Engineering and Science, 1989, 29(23): 1705-1721.
[20] MANO J F, VIANA J C. Stress�Cstrain experiments as a mechanical spectroscopic technique to characterise the glass transition dynamics in poly (ethylene terephthalate)[J]. Polymer Testing, 2006, 25(7): 953-960.
[21] ������, ��С��, ������, ��. һ�����ݸ˳����������ܻ��ۺ�����ע�����װ�ü����ͷ���: �й�, CN201310121160.7[P]. 2013-04-09.
JIANG Bingyan, LIU Xiaochao, PENG Huajian, et al. Screwless Ultrasonic plasticization micro injection molding device and molding method: China, CN106124362A[P]. 2013-04-09.
���༭ �²ӻ���
�ո����ڣ� 2019 -01 -25; �����ڣ� 2019 -03 -27
������Ŀ(Foundation item)��������Ȼ��ѧ����������Ŀ(51575540��51875582)�������У��������ҵ���ר���ʽ�������Ŀ(2018zzts458)(Projects(51575540,51875582) supported by the National Natural Science Foundation of China; Project(2018zzts458) supported by the Fundamental Research Funds for the Central University)
ͨ�����ߣ������࣬��ʿ�������ڣ�����ע�����������Ӧ���о���E-mail��csuwwq@csu.edu.cn

