J. Cent. South Univ. Technol. (2007)01-0013-06
DOI: 10.1007/s11771-007-0003-6

Ablation properties of C/C composites with various needled preforms prepared by isothermal chemical vapor infiltration
TANG Su-fang(���ط�), WANG Dao-ling(������), DENG Jing-yi(�˾���),
LIU Wen-chuan(���Ĵ�), YANG Ke(�� ��)
��Institute of Metal Research, Chinese Academy of Sciences, Shenyang 110016, China��
Abstract: The ablation properties of C/C composites with four different needled preforms prepared by isothermal chemical vapor infiltration (ICVI), which are super-thin mat lay-up, 0?/90? weftless fabric lay-up, 0?/45? weftless fabric lay-up and 0?/45? twill fabric lay-up, were quantitatively evaluated by performing the ablation tests with an engine torch. And their ablation discrepancies were analyzed according to the surface characteristic, porosity and thermal diffusivity. The results show that the 0?/45? weftless composite has a flat eroded surface with no obvious macroscopic pits. Its thickness and mass erosion rates are decreased by about 46.8% and 34.8%, 25.0% and 27.5%, and 17.5% and 19.4% compared with those of the mat, the 0��/90�� weftless and the 0?/45? twill composites, respectively. The ablation properties are mainly controlled by the thermo-chemical effect (oxidation), and a little by the thermo-mechanical effect (mechanical denudation). The needling fiber bundles play an important role in accelerating the ablation process and resulting in the heterogeneous ablation.
Key words: C/C composites; ablation; fiber architecture; isothermal chemical vapor infiltration; thermal diffusivity
1 Introduction
C/C composites have been extensively studied due to their excellent high-temperature strength, high thermal conductivity, low coefficient of thermal expansion, good thermal shock resistance and ablation resistance. These properties make them particularly attractive in the aerospace applications in structural and ablation resistant components, such as heat shields, leading edges and nose-cones for reentry vehicles[1-3]. The ablation of C/C composites is an erosive phenomenon with removal of material by a combination of thermo-mechanical, thermo-chemical and thermo-physical factors due to a combustion flame with high temperature, pressure and velocity[4]. However, most of investigations on ablation are focused on the polymer matrix-based carbon composites, i.e. phenolic matrix due to convenience of sample preparation[5-6], and the researches on ablation of C/C composites are limited since the preparation is high-cost and time-consuming. It is critical to understand the ablation properties of C/C composites after exposed to high transient heat loads since there are many benefits in using the composites for ablation resistance materials. Furthermore, the evaluations of the ablation property of C/C composites have mainly carried out using an arc-plasma torch[7-8] or an oxyacetylene burner[6]. However, there is still a lack of knowledge on the ablation behaviors of an engine combustion system[9].
It has been reported that the C/C composites prepared by an isothermal chemical vapor infiltration (ICVI) process have better anti-ablation properties due to the high-density and small-defect of pyrocarbon matrix, compared with the counterpart with carbonized matrix from resin and pitch impregnation[9-10]. Besides the types of the carbon matrix, the categories of the fiber architectures have a significant effect on the ablation properties of C/C composites.
In the present study, the C/C composites reinforced by various needled preforms were prepared through an ICVI process to investigate the influence of the preforms employed on an engine torch on the ablation properties. Based on the ablation mechanism, the ablation discrepancies were interpreted according to their surface characteristic, porosity and thermal diffusivity.
2 Experimental
Super-thin mat and weftless fabrics composed of T700 PAN-based carbon fibers(one bundle including 12 000 fibers) and twill fabric made of HTA PAN-based carbon fibers(one bundle including 3 000 fibers) were used to prepare 4 different preforms, namely super-thin mat lay-up, 0?/90? weftless fabric lay-up, 0?/45? weftless fabric lay-up and 0?/45? twill fabric lay-up. These preforms were fabricated by needling attaching stacked fabrics with carbon fibers bundles carried by hook-fitted needles according to the given lay-up sequence. The densities of the needling fiber bundles were the same in these preforms. Fig.1 shows the stacked architectures of the preforms. The densification processes were performed by an ICVI method at 1 000-1 100 �� using natural gas with flow rate of 0.12 m3/h as carbon resource and argon gas with flow rate of 0.2 m3/h as dilute gas.
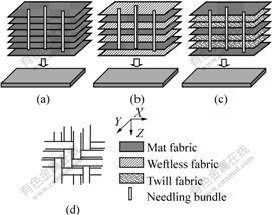
Fig.1 Architectures of fiber preforms
(a) Mat lay-up; (b) 0?/90? and 0?/45? weftless lay-up;(c) 0?/45? twill lay-up; (d) Twill fabric
The porosity of the composites(P) was calculated from the following relation:
 (1)
(1)
where ��c is the density of C/C composite; ��m and ��f are the density of pyrocarbon and carbon fibers, respectively; and ��f is the fiber volume fraction. The density of pyrocarbon reported is 2.2 g/cm3[11]. The open porosity was measured by a water penetration technique according to the ASTM C-20 standard. The thermal diffusivity measurement was performed on the disc specimens with a diameter of 10 mm and a thickness of 2-3 mm both in XY and Z direction of the composites using a laser flash method[12]. The ablation property evaluation was carried out on samples with dimension of 170 mm��120 mm��12 mm by an engine torch test. The maximal heat flux on the specimen surface was 12 MW/m2. Each flat specimen was exposed to a flame composed of a kerosene and oxygen mixture. The ablation period was 10 s and the ablation surface temperature was estimated to be about 2 000 ��. The thickness and mass erosion rates were calculated by 4 or 6 points average thickness change and mass change before and after the tests, respectively. The micro- structures and the surface morphologies before and after the ablation tests were examined on an optical microscope and a LEO 1450 scanning electron micros- cope.
3 Results and discussion
3.1 Pore distribution
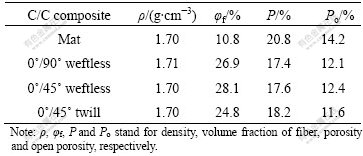
Table 1 lists some characteristics of the C/C composites reinforced by various fiber preforms. It can be seen that the porosity and the open porosity in the mat composite are obviously higher than those of the other composites although they possess the similar densities.
Table 1 Characteristics of C/C composites reinforced by various fiber architectures
The C/C composites mainly include three basic pore types: inter-fiber pores (several to decades microns) between fibers in a bundle; inter-bundle pores (several decades to hundreds microns) between fiber bundles in a fabric layer; and inter-layer pores (several decades to hundreds microns) between two fabric layers. In the ICVI process, the smaller inter-fiber pores can be easily filled by the matrix, but the larger inter-bundle and inter-layer pores are difficult to be completely densified because of the slow deposition and the surface crust[5]. Fig.2 shows the pore distribution at the cross-sections of the C/C composites. In the mat C/C composite (Fig.2(a)), a great deal of inter-fiber and the inter-bundle pores are distributed homogeneously and disorderly. In the weftless C/C (Figs.2(b) and (c)), the inter-layer pores are primary since the pyrocarbon matrix is difficult to fill well up these large pores in the fiber architectures, composed of coarse and large fiber tows. However, the inter-bundle pores at the intersection of warp and fill are dominated in the twill composite (Fig.2(d)) because of high crimp of the twill fabric as well as thin and small carbon fiber bundles.
Fig.3 shows the surface morphologies of the four C/C composites. It can be clearly seen that many needling fiber bundles and needled pores appear on the surface of the composites and in particular, some macroscopic intersection pores exist in the twill composite.
3.2 Thermal diffusivity
Fig.4 shows the thermal diffusivity(TD) in XY- direction of the C/C composites. It can be seen that the
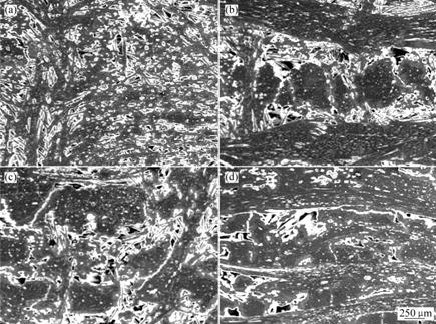
Fig.2 SEM images of pore distribution at cross-section of C/C composites
(a) Mat; (b) 0?/90? weftless; (c) 0?/45? weftless; (d) 0?/45? twill

Fig.3 Polarized optical photos on surface of C/C composites
(a) Mat; (b) 0?/90? weftless; (c) 0?/45? weftless; (d) 0?/45? twill
XY-direction TD of the mat composite is the lowest, while that of the 0?/45? weftless is the highest. The difference in the fiber preforms and the pore distribution of the C/C composites is responsible for the variations of their thermal properties.
Lattice vibration, known as phonon transmission for carbon-based materials, is believed to be main contribution of thermal conductivity, which is dominated by TD for C/C composites with similar densities[12]. For the mat composite, there exist a great deal of interfaces,
lattice defects, crystal boundaries and pores because the composite is composed of the pores, the discontinuous and disorderly short fibers and the disarrayed pyrocarbon matrix. The interactions of phonon-defect and phonon- interface make the mean free path of the phonons decrease, resulting in the lowest TD. The long fibers and the pyrocarbon matrix growing surrounding these fibers can provide the continuous channels for the phonon transmission in the XY-direction of the composites, which is advantageous for the TD. So, the weftless C/C and the twill C/C composites have higher TD than the mat composite. Since the 0?/90? and 0?/45? weftless composites have the same fiber reinforcements and the similar pore distribution, the orientation of the weftless fabrics should be correlative to the discrepancy of the TD. The larger TD should be attributed to the 0?/45? lay-up of the long fiber fabrics where the continuous conducting pathways along the fiber axis and the pyrocarbon matrix can make the heat move more rapidly throughout the material. The fiber architecture of the 0?/45? twill composite affects the TD in XY-direction in two competing ways. On the one hand, the fibers with 45? orientation may be advantageous for the XY-direction TD as well as the integrity structure of the composite. On the other hand, many intersections and intersection pores obstruct the fluent phonon transmission. So the composite with 0?/45? twill has lower TD in XY-direction than the one with 0?/45? weftless.
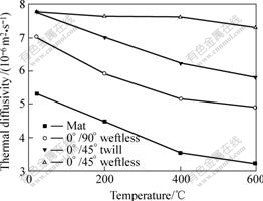
Fig.4 Thermal diffusivity in XY-direction of C/C composites with various preforms
Table 2 lists the Z-direction TD of the C/C composites at room temperature. The smaller inter-layer pores and the sounder matrix in the twill composite make heat transfer effective in Z direction compared with the other composites.
Table 2 Z-direction TD (��) of C/C composites reinforced by various preforms(��/(10-6 m2?s-1))

3.3 Ablation properties
The ablation results are listed in Table 3. The 0?/45? weftless composite exhibits the best ablative resistance, that is, the thickness and mass erosion rates are decreased by about 46.8% and 34.8%, 25.0% and 27.5%, and 17.5% and 19.4% compared with those of the mat, the 0?/90? weftless and the 0��/45�� twill composites, respectively.
Table 3 Erosion rates (ER) of C/C composites
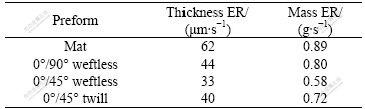
Fig.5 shows the eroded morphologies of the four composites. The eroded surfaces of all samples are flat and no obvious mechanical denudation occurs as a result of the ablation test. In the mat composite, many macroscopic pits appear around the needling fiber bundles and the original pores (Fig.5(a)). The eroded surfaces of the other composites are evener with a few pits. Compared with the 0?/90? weftless composite (Fig.5(b)), the surface of the 0?/45? weftless composite (Fig.5(c)) is more uniformly eroded with a smaller quantity of pits, which are located around the needling fiber bundles. There is a marked difference between the 0?/45? weftless and the 0?/45? twill composites. The eroded surface texture in the 0?/45? twill composite (Fig.5(d)) is uneven with a few observable pits, which exist not only around the needling fiber bundles but also at the intersection of warp and fill.
In the experiments, kerosene rich of oxygen used as fuels causes the excessive oxidation of the C/C composites. The oxidation kinetics is controlled by the diffusivity of oxygen through the pores and defects since the ablation temperature is about 2 000 ��. For the mat composite, more open pores supply much oxygen diffusivity channel and the disarrayed and chopped fibers are easily attacked by the flame due to the high reactivity on the lateral surfaces of the fibers[13]. The lowest TD of the composite in XY-direction makes heat in the ablation process dissipate difficultly, so the heat convergence may cause severe ablation. For the 0?/90? and the 0?/45? weftless composites, the discrepancy of ablation properties may be attributed to the different TDs on account of the similar surface characteristics and open porosity. The higher XY-direction TD of the 0?/45? weftless composite leads to heat spreading far more uniformly across the surface of specimen and enhances the efficiency of heat dissipation, resulting in the more homogeneous ablation and the lower erosion rates. In addition, the lower Z-direction TD in the 0?/90? weftless composite is easy to induce the local heat convergence on the ablation surface. In the 0?/45? twill composite, the locally severe oxidation occurs at the large intersection pores. Furthermore, the coarse degree of the surface increases and leads to the overheating in these regions, which causes the enhanced erosion rates and the formation of the sequent macroscopic pits.
With a closer inspection of the needling fiber bundles in these composites, it is found that the needling fibers are eroded seriously (Fig.6), forming an icicle
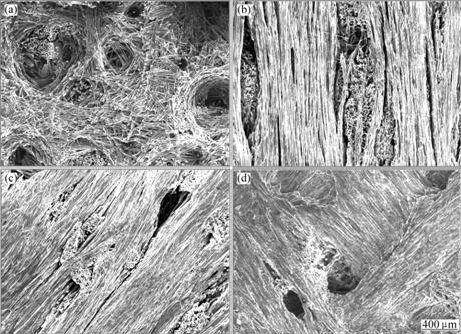
Fig.5 SEM images of eroded C/C composites reinforced by different preforms
(a) Mat; (b) 0?/90? weftless; (c) 0?/45? weftless; (d) 0?/45? twill
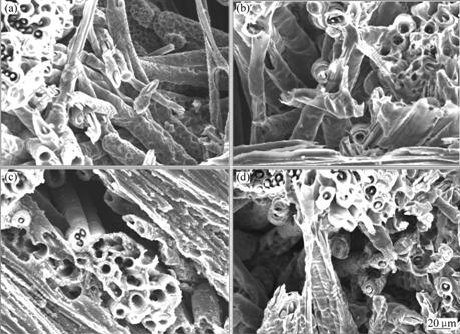
Fig.6 SEM images of eroded C/C composites with needling fibers reinforced by different preforms
(a) Mat; (b) 0?/90? weftless; (c) 0?/45? weftless; (d) 0?/45? twill
shape or many thin pyrocarbon hollow pipes. The needling fibers are easily attacked first from peripherals under the flame, leaving a needle-like shape or further forming the pyrocarbon sheath with continued oxidation after ablation, because the lateral surfaces of the fibers have high reactivity[13]. The needled pores on the ablation surface provide the entrance channels for oxygen to diffuse into the C/C matrix. Once the oxidation starts, these pores become progressively larger and new pores arise as the oxidation proceeds. The local overheating is more possible at the needling fiber bundles in the mat and the 0?/90? weftless composites due to their lower XY-direction TD. Under a thermo-mechanical attack from an engine torch, the thin pyrocarbon sheaths are easily broken in these composites, as shown in Figs.6(a) and (b). So the needling fiber bundles can accelerate the ablation of the C/C composites, leading to the formation of the macroscopic pits.
4 Conclusions
1) The preforms have a significant influence on the ablation properties of the C/C composites. The thickness and mass erosion rates of the 0��/45�� weftless C/C composite are decreased by about 46.8% and 34.8%, 25.0% and 27.5%, and 17.5% and 19.4% compared with those of the mat, the 0?/90? weftless and the 0?/45? twill composites, respectively. The best ablation resistance is contributed to its smaller open porosity, its higher thermal diffusivity in XY direction and lower thermal diffusivity in Z-direction. The needling fiber bundles eroded first from the fiber peripherals play an important role in the heterogeneous ablation of the C/C composites.
2) Thermo-chemical effect (oxidation) is the main ablation mechanism in the experiments, and the thermo-mechanical effect (mechanical denudation) has also some impact on the ablation properties of the composites.
References
[1] SAVAGE G. Carbon�CCarbon Composites[M]. London: Chapman & Hall, 1993: 137-139.
[2] FITZER E. The future of carbon-carbon composites[J]. Carbon, 1987, 25(2): 163-190.
[3] BUCKLEY J D. Carbon�Ccarbon: an overview[J]. American Ceramic
Society Bulletin, 1988, 67(2): 364-368.
[4] LEE Y J, JOO H J. Ablation characteristics of carbon fiber reinforced carbon (CFRC) composites in the presence of silicon carbide (SiC) coating[J]. Surface and Coatings Technology, 2004, 180/181: 286-289.
[5] PARK J K, CHO D, KANG T J. A comparison of the interfacial, thermal, and ablative properties between spun and filament yarn type carbon fabric/phenolic composites[J]. Carbon, 2004, 42(4): 795-804.
[6] CHO D, LEE J Y, YOON B I. Microscopic observations of the ablation behaviors of carbon-fiber phenolic composites[J]. Journal of Material Science Letter, 1993, 12(24): 1894-1896.
[7] CHO D, YOON B I. Microstructural interpretation of the effect of various matrices on the ablation properties of carbon-fiber-reinforced composites[J]. Composite Science and Technology, 2001, 61(2): 271-280.
[8] YIN Jian, ZHANG Hong-bo, XIONG Xiang, et al. Microstructure and ablation performance of resin-based C/C composites[J]. Journal of Central South University: Science and Technology, 2005, 36(1): 1-5.(in Chinese)
[9] LEE Y J, JOO H J. Investigation on ablation behavior of CFRC composites prepared at different pressures[J]. Composite: Part A, 2004, 35(11): 1285-1290.
[10] RAN H X, CUI H, HAO Z B. Influence of carbon-matrix structure on ablative performances of C/C composites[J]. Carbon, 2002, 40(1): 20-25.
[11] BOURRAT X, FILLION A, NASLAIN R, et al. Regenerative laminar pyrocarbon[J]. Carbon, 2002, 40(15): 2931-2945.
[12] LUO R Y, LIU T, LI J S, et al. Thermophysical properties of carbon/carbon composites and physical mechanism of thermal expansion and thermal conductivity[J]. Carbon, 2004, 42(14): 2887-2895.
[13] HAN J C, HE X D, DU S Y. Oxidation and ablation of 3D carbon-carbon composite up to 3 000 ��[J]. Carbon, 1995, 33(4): 473-478.
(Edited by CHEN Wei-ping)
Foundation item: Project(200202AA305207) supported by the National High Technology Research and Development Program of China
Received date: 2006-05-08; Accepted date: 2006-07-09
Corresponding author: DENG Jing-yi, PhD; Tel: +86-24-83978236; E-mail: jydeng@imr.ac.cn

