
Influence of impurities on microstructure and mechanical properties of ZK60 magnesium alloy
PAN Fu-sheng(潘复生)1, 2, MAO Jian-jun(毛建军)1, CHEN Xian-hua(陈先华)1, 2,
PENG Jian(彭 建)1, 2, WANG Jing-feng(王敬丰)1, 2
1. College of Materials Science and Engineering, Chongqing University, Chongqing 400044, China;
2. National Engineering Research Center for Magnesium Alloys, Chongqing University, Chongqing 400044, China
Received 23 September 2009; accepted 30 January 2010
Abstract: The influence of impurity content on the microstructure and mechanical properties of ZK60 magnesium alloys was investigated by optical microscopy, scanning electron microscopy and tensile test. ZK60 alloys were prepared by changing holding time of alloy melt during semi-continuous casting in order to control the content of impurity elements. The alloy with lower purity content is found to have less second precipitates and larger grain size in the as-cast state. However, in the as-extruded state, reducing impurities brings about a decrease in grain size and an increase in yield strength from 244 MPa to 268 MPa, while the elongations in the as-extruded alloys with different contents of impurities are almost the same. After T5 treatment, impurity content is found to have more obvious effect on the yield strength of ZK60 alloy. The yield strength of ZK60-45 alloys with low impurity content is increased up to 295 MPa after T5 treatment.
Key words: ZK60 magnesium alloy; impurities; mechanical properties; microstructure; extrusion; T5 treatment
1 Introduction
Magnesium alloys have attracted an increasing attention in automotive and aerospace industries, where weight saving is of great importance, due to their low density, high specific strength, high specific rigidity and good damping capacity[1-2].
However, applications of magnesium alloys are still limited because of some unsatisfactory properties. Firstly, plasticity, strength as well as corrosion resistance of Mg alloys are generally poorer than those of common steels and aluminum alloys. Secondly, most of magnesium products are fabricated by casting. So, many efforts including grain refinement, heat treatment and alloying, are being devoted to developing wrought magnesium alloys with good mechanical properties in order to overcome the disadvantages mentioned above[3-4].
Purification is generally considered to be an effective method to obtain high performance in magnesium alloys such as high strength, high plasticity and good corrosion resistance[5]. Researchers paid great attention on the influence of impurity elements on corrosion resistance in the past decades[5-7]. ZK60 alloy is one of the most typical high-strength wrought magnesium alloys. However, very little work was carried out on the dependence of mechanical properties of ZK60 alloy on impurity content.
In the present work, two ZK60 alloys with different contents of purities were prepared by semi-continuous casting with different holding times. The influence of impurities in the alloys on mechanical properties at room temperature was investigated.
2 Experimental
Alloy ingots of ZK60 were prepared from high purity Mg (99.98%, mass fraction), Zn (99.99%, mass fraction) and Mg-27.85% Zr (mass fraction) master alloy in an electric resistance furnace. When the temperature reached 780 ?C, the molten alloy was stirred for 8 min and subsequently held for 30 and 45 min, respectively. Then, semi-continuous casting was used to prepare cylinder ingots of ZK60 magnesium alloy with a diameter of 90 mm. The actual chemical compositions of the alloys were determined by a photoelectricity spectrum analyzer (APL4460).
The ingots were homogenized at 420 ?C for 18 h and then hot-extruded into rods with diameter of 16 mm. The extrusion ratio was 27?1, and the ingot temperature was 390 ?C. Some of the extruded specimens were followed by direct artificial aging at 180 ?C for 15 h (T5 treatment). The extruded samples were machined into tensile specimens of 5 mm in gauge diameter and 50 mm in gauge length. Tensile test was carried out on a CMT5105 material test machine at a strain rate of 10-3 s-1. The as-cast samples were etched in a solution of 4% nitric acid and 96% ethanol (volume fraction). The as-extruded samples were etched with a mixture of 1.5 g picric acid, 25 mL ethanol, 5 mL acetic acid and 10 mL water. Phase analyses were performed with a Rigaku D/MAX-2500PC X-ray diffractometer (XRD). Microstructures of the alloys were investigated with an optical microscope (OM) and scanning electron microscope (SEM, TESCAN VEGA Ⅱ LMU) using an accelerating voltage of 20 kV.
3 Results and discussion
3.1 Effect of holding time on content of impurities
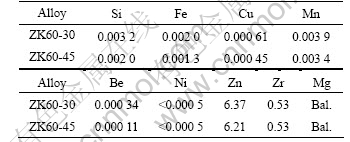
The chemical compositions of the two synthesized alloys are listed in Table 1. The ZK60 ingot with holding time of 30 min is hereafter referred to as ZK60-30, and the ingot with holding time of 45 min is referred to as ZK60-45. It is seen that the total content of the impurities in ZK60-45 is approximately 0.007 3% (mass fraction), which is lower than the value of 0.010 1% (mass fraction) in ZK60-30. In molten metal, Zr and several impurity elements (Fe, Si, Mn, etc) could form insoluble stable compounds[8-9]. Thus, increasing holding time could lead to the settlement of these compounds to the bottom of the crucible, resulting in a decrease of impurity content in ingots.
Table 1 Chemical compositions of alloys (mass fraction, %)
3.2 Effect of content of impurities on microstructures
The optical micrographs of the as-cast ZK60-30 and ZK60-45 alloys are shown in Fig.1. It is observed that impurity content has an obvious influence on the as-cast
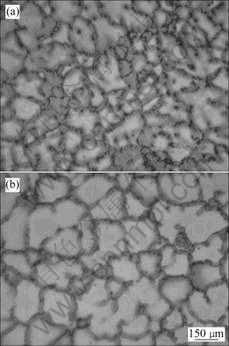
Fig.1 Typical optical micrographs of as-cast alloys: (a) ZK60-30; (b) ZK60-45
grains. The average grain size is measured to be 125 μm and 151 μm for ZK60-30 and ZK60-45, respectively. Plenty of Mg-Zn eutectic compounds are found to precipitate as network at grain boundaries. Careful observations show that the eutectic compounds along the grain boundaries are more continuous in ZK60-45 than in ZK60-30.
SEM images of the second phase compounds in the alloys are shown in Fig.2. By comparing Fig.2(a) with Fig.2(b), it is obvious that the volume fraction of eutectic compounds of ZK60-30 is larger than that of ZK60-45, and the former has also more isolated precipitated particles or short-bars inside the grains than the latter. XRD patterns (Fig.3) indicate that the compounds at grain boundaries and inside grains are specified as MgZn and MgZn2, respectively. Furthermore, the grain boundary of ZK60-45 is more distinct than that of ZK60-30 possibly due to the lower impurity content of ZK60-45.
Fig.4 displays the optical microstructures of the as-extruded samples. The effects of hot extrusion process on the microstructures of the alloys are obvious (Fig.1 and Fig.4). Fine grains are obtained in the alloys, and the homogeneity of microstructures is increased evidently after extrusion, while a few coarse grains are still not broken into small grain, especially in the as-extruded ZK60-30 alloy. It is noted that the average grain size of the as-extruded ZK60-45 is evidently smaller than that of the as-extruded ZK60-30.
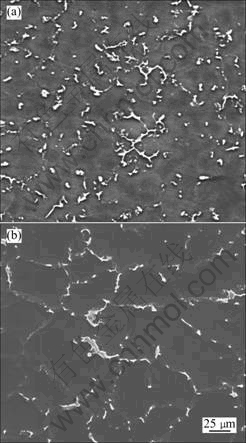
Fig.2 SEM images of as-cast alloys: (a) ZK60-30; (b) ZK60-45
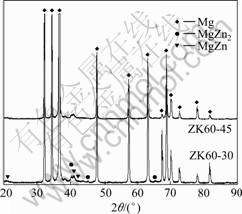
Fig.3 XRD patterns of as-cast alloys
The optical microstructures of the alloys subjected to T5 heat treatment are shown in Fig.5. Direct artificial aging brings about a grain growth in some areas. It can be seen that the average grain size is larger in the T5-treated ZK60-30 than in the T5-treated ZK60-45, which is consistent with the results obtained in the as-extruded alloys. It is found that MgZn and MgZn2 precipitates form after T5 treatment, which induces a variation in mechanical properties of ZK60 alloys.
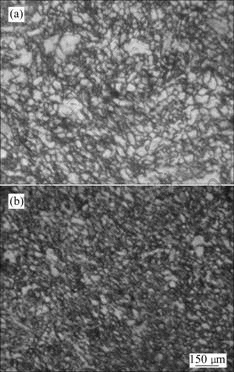
Fig.4 Optical microstructures of extruded alloys: (a) ZK60-30; (b) ZK60-45

Fig.5 Optical microstructures of T5-treated alloys: (a) ZK60-30; (b) ZK60-45
3.3 Effect of content of impurities on mechanical properties
Fig.6 shows the engineering stress―strain curves of the studied alloys in the as-extruded and T5 states. All the stress―strain curves can be divided into three regions. RegionⅠcorresponds to the elastic deformation. In regionⅡ, obvious strain hardening is present and the plastic deformation is uniform across the gauge length.
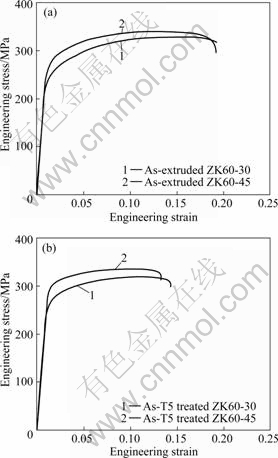
Fig.6 Tensile engineering stress―strain curves of alloys: (a) As-extruded; (b) As-T5 treated
A quantitative summary of the tensile results for each sample, including ultimate tensile strength (σb), yield strength (σy, 0.2% offset) as well as elongation-to- failure (δ), is shown in Table 2. The two as-extruded alloys exhibit the same elongation-to-failure of about 19.1%, indicating that the reduction of impurity elements (from 0.010 2% to 0.007 3%) does not almost alter the ductility. However, the strength is enhanced with reducing impurity content. For instance, the σy of as-extruded ZK60-45 reaches 268 MPa, higher than that of as-extruded ZK60-30 (244 MPa). After direct artificial aging treatment, the alloys get higher σy. Their values are 295 MPa and 259 MPa for the T5-treated ZK60-45 and ZK60-30 respectively, which are greater than those of the as-extruded alloys by about 27 MPa and 15 MPa. It is also seen that T5 treatment induces quite little variation in σb. Compared with the as-extruded state, however, the values of δ are reduced by 4.7% and 6.6% for ZK60-30 and ZK60-45, respectively.
Table 2 Tensile properties of studied alloys at room temperature

Strain hardening is observed during tensile deformation prior to fracture. In order to quantify strain hardening response, the uniform plastic straining section of true stress―strain curves is fitted by the following equation[10]:
σ=kεn (1)
where n is the strain hardening exponent and k is the strength coefficient. The fitting curves are shown in Fig.7 and n values obtained are listed in Table 2. The n value of the as-extruded ZK60-30 (n=0.13) is found to be somewhat larger than that of the as-extruded ZK60-45 (n=0.11). The T5 heat treatment results in lower n values of the alloys due to the second phase precipitation.
SEM micrographs of the facture morphologies in various states are shown in Fig.8. All the facture surfaces are composed of a population of equiaxed dimples with different sizes and shapes, which indicates the void nucleation, growth and coalescence during fracturing. This suggests that the variation of impurity content does not change the facture morphologies and modes.
4 Discussion
It is clear that ZK60-30 and ZK60-45 alloys have different microstructures in the as-cast, as-extruded and T5 states, subsequently bringing about different tensile properties.
Firstly, the impurity content changes the amount of compounds, MgZn and MgZn2. When the impurity content decreases, the precipitates of MgZn and MgZn2 show a reduction in the amount. This may be due to the following factors. 1) The impurity elements including Fe, Ni, Cu and Si have a low solubility in Mg matrix[11], thus these impurities and/or their compounds with Mg tend to distribute along grain boundaries, which could introduce sites for the nucleation of the second phase. 2) The solution of a small quantity of impurity atoms in matrix changes the solid solubility of alloying element of Zn, and affects the precipitation of Mg-Zn based compounds.
Secondly, optical and SEM observations identify that grain size increases with reducing impurity content in the as-cast state, which can be related to the effect of Fe atoms. It was reported that Fe plays an important role
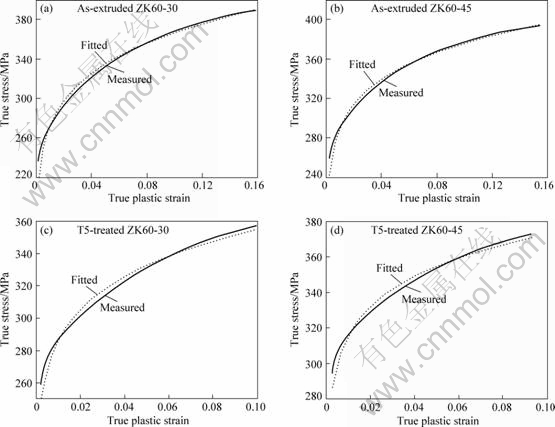
Fig.7 True stress plotted as function of true plastic strain and corresponding fitting curves for alloys

Fig.8 SEM images of tensile fracture surfaces for ZK60 alloys: (a) As-extruded ZK60-30; (b) As-extruded ZK60-45; (c) T5-treated ZK60-30; (d) T5-treated ZK60-45
in the formation of the effective nucleant particles in Mg-Zn alloys[12]. Consequently, the less Fe atoms mean the less nucleating sites for the formation of new grains. The present experimental results are in good agreement with the observations reported for Mg-Zn alloys in the literature, while are contrast to what observed in Mg-Al alloys by CAO et al[12] and GAO et al[5]. It is considered that Al4C3 particles are the potential nucleant particles contributing to the grain refinement in Mg-Al alloys; however, the presence of Fe degrades the potency of Al4C3 by forming Al-C-Fe ternary particles, which is responsible for the decrease of grain size with increasing overall purity in Mg-Al alloys[12].
However, the grain size in ZK60-45 is found to be smaller than that in ZK60-30 after extrusion. As mentioned above, the impurity atoms have a tendency to segregate at interfacial boundaries, and impede the movement of interfaces during nucleation. In addition, the impurities can pin dislocations and prohibit dislocation climbing and sub-grain growth, which consequently enhances the difficulty of the formation of DRX nucleus and decreases the nucleation ratio[13]. Therefore, it is consistently found that finer grains and more uniform structure are obtained in ZK60-45 with higher purity after hot extrusion at 390 ?C.
As a result, the yield strength of ZK60-45 is evidently higher than that of ZK60-30. According to the well-known Hall-Petch relationship, the yield strength depends on grain size as follows[14-15]:
σy=σ0+kd-1/2 (2)
where σ0 is the lattice friction stress related to individual dislocation, k is a constant and d is the grain size. Thus, grain refinement strengthening mainly contributes to the improvement of yield strength in the alloy. At the same time, the strain hardening should be depressed since small grains offer limited room for dislocation storage during the process of tensile plastic straining[16]. This provides a good interpretation for the fact that the difference of σb is less than that of σy between two alloys in the as-extruded state. The T5 treatment induces new precipitates present in the grains, resulting in the further improvement of σy.
5 Conclusions
1) Two types of ZK60 alloys with different contents of impurities were prepared by means of varying the holding time of alloy melt during semi-continuous casting. The observations indicate that the reduction of impurity content leads to a smaller amount of secondary phase precipitates and bigger grains in the as-cast state.
2) After hot extrusion deformation, the alloy with lower impurity content interestingly exhibits finer DRX grains. This subsequently results in an obvious increase of the yield strength with decreasing impurity content in the as-extruded alloy, while the strain hardening shows an inverse variation tendency.
3) After T5 treatment, impurity content is found to have more obvious effect on the yield strength of ZK60 alloy. The yield strength of ZK60-45 alloys with low impurity content is increased up to 295 MPa after T5 treatment.
References
[1] MORDIKE B L, EBERT T. Magnesium: Properties―applications―potential [J]. Materials Science and Engineering A, 2001, 302: 37-45.
[2] BOHLEN J, LETZIG D, KAINER K U. New perspectives for wrought magnesium alloys [J]. Materials Science Forum, 2007, 546/549: 1-10.
[3] YANG Z, LI J P, ZHANG J X, LORIMER G W, ROBSON J. Review on research and development of magnesium alloys [J]. Acta Metallurgica Sinica (English Letters), 2008, 21(5): 313-328.
[4] KLEINER S, BEFFORT O, WAHLEN A, UGGOWITZER P J, Microstructure and mechanical properties of squeeze cast and semi-solid cast Mg-Al alloys [J]. Journal of Light Metals, 2002, 2(4): 277-280.
[5] GAO Hong-tao, WU Guo-hua, DING Wen-jiang, LIU Liu-fa, ZENG Xiao-qin, ZHU Yan-ping. Study on Fe reduction in AZ91 melt by B2O3 [J]. Materials Science and Engineering A, 2004, 368: 311-317.
[6] WANG Yi-zhi. Influence of impurities on the anticorrosion of high purity magnesium alloys [J]. Foundry, 2001, 50(2): 61-66. (in Chinese)
[7] ROHRIG K. Compositional requirements for quality performance with high purity [C]//The 55th International Magnesium Conference. Coronado, CA, USA: 1998: 17-20.
[8] WU Guo-hua, GAO Hong-tao, DING Wen-jiang, ZHU Yan-ping. Study on mechanism of iron reduction in magnesium alloy melt [J]. Journal of Materials Science, 2005, 40: 6175-6180.
[9] WAN Peng, FAN Xiao-ming, HU Shou-yu, WEN Hong-yan. Harmful effect of Fe on properties of magnesium alloy and neutralizing methods [J]. Research Studies on Foundry Equipment, 2008, 1(1): 11-14. (in Chinese)
[10] MEYERS M A, CHAWLA K K. Mechanical behavior of materials [M]. New Jersey: Prentice Hall, Inc, 1999: 375.
[11] SUN Ming, WU Guo-hua, WANG Wei, DING Wen-jiang. Current state and prospect of research on purification technology of magnesium alloys [J]. Materials Review, 2008, 22(4): 88-92. (in Chinese)
[12] CAO P, QIAN M, STJOHN D H. Native grain refinement of magnesium alloys [J]. Scripta Materiala, 2005, 53: 841-844.
[13] PAN Jin-sheng, TONG Jian-min, TIAN Min-bo. Basic of materials science [M]. Beijing: Tsinghua University Press, 1998: 527-528. (in Chinese)
[14] ZHOU H T, ZHANG Z D, LIU C M, WANG Q W. Effect of Nd and Y on the microstructure and mechanical properties of ZK60 alloy [J]. Materials Science and Engineering A, 2007, 445/446: 1-6.
[15] COURTNEY T H. Mechanical behavior of materials [M]. Michigan: McGraw-Hill Companies, Inc, 2000: 181-182.
[16] DEL VALLE J A, CARRENO F, RUANO O A. Influence of texture and grain size on work hardening and ductility in magnesium-based alloys processed by ECAP and rolling [J]. Acta Materialia, 2006, 54: 4247-4259.
(Edited by YANG Bing)
Foundation item: Project(50725413) supported by the National Natural Science Foundation of China; Project(2007CB613704) supported by the National Basic Research Program of China; Project(20090191120013) supported by the PhD Program Foundation of Ministry of Education of China
Corresponding author: PAN Fu-sheng; Tel: +86-23-65112635; E-mail address: fspan@cqu.edu.cn
DOI: 10.1016/S1003-6326(09)60294-6

