镍包二硫化钼对(Cu-10Sn)基复合材料显微组织及摩擦学性能的影响
来源期刊:中国有色金属学报(英文版)2020年第9期
论文作者:邱天旭 潘诗琰 范沧 朱绪飞 申小平
文章页码:2480 - 2490
关键词:摩擦学;固体润滑;界面结合;镍包二硫化钼;(Cu-10Sn)基复合材料
Key words:tribology; solid-lubricating; interface bonding; Ni-coated MoS2; (Cu-10Sn)-based composites
摘 要:采用粉末冶金方法制备(Cu-10Sn)-Ni-MoS2复合材料,研究镍包二硫化钼对复合材料显微组织、力学性能和摩擦学性能的影响。通过单独添加Ni和MoS2的对比实验,分析Ni和MoS2对复合材料性能影响的机理。结果表明,二硫化钼颗粒周围包裹的一层镍能有效减小二硫化钼和铜基体的反应速率,显著改善基体的结合情况。当镍包二硫化钼的质量分数为12%时(C12),复合材料表现出优异的力学性能和摩擦学性能。C12复合材料在载荷为8 MPa、线速度为0.25 m/s及油润滑条件下的平均摩擦因数为0.0075;载荷为4 MPa、线速度为0.25 m/s及对偶材料40Cr干摩擦条件下的平均摩擦因数为0.1769。
Abstract: The (Cu-10Sn)-Ni-MoS2 composites, prepared by powder metallurgy, were studied for the effects of Ni-coated MoS2 on the microstructure, mechanical properties and lubricating properties. The mechanism of effects of Ni and MoS2 on the properties of composites was analyzed through a comparative experiment by adding Ni and MoS2 separately. The results show that the nickel wrapping around the MoS2 particles decreases the reaction rate of MoS2 with the copper matrix, and greatly improves the bonding of the matrix. The composites with 12 wt.% Ni-coated MoS2 (C12) show the optimum performance including the mechanical properties and tribological behaviors. Under oil lubrication conditions, the friction coefficient is 0.0075 with a pressure of 8 MPa and a linear velocity of 0.25 m/s. The average dry friction coefficient, sliding against 40Cr steel disc, is measured to be 0.1769 when the linear velocity and pressure are 0.25 m/s and 4 MPa, respectively.
Trans. Nonferrous Met. Soc. China 30(2020) 2480-2490
Tian-xu QIU1,2, Shi-yan PAN2, Cang FAN1, Xu-fei ZHU3, Xiao-ping SHEN2
1. School of Materials Science and Engineering, Nanjing University of Science & Technology, Nanjing 210094, China;
2. Engineering Training Center, Nanjing University of Science & Technology, Nanjing 210094, China;
3. Key Laboratory of Soft Chemistry and Functional Materials of Education Ministry of China, Nanjing University of Science & Technology, Nanjing 210094, China
Received 29 December 2019; accepted 8 July 2020
Abstract: The (Cu-10Sn)-Ni-MoS2 composites, prepared by powder metallurgy, were studied for the effects of Ni-coated MoS2 on the microstructure, mechanical properties and lubricating properties. The mechanism of effects of Ni and MoS2 on the properties of composites was analyzed through a comparative experiment by adding Ni and MoS2 separately. The results show that the nickel wrapping around the MoS2 particles decreases the reaction rate of MoS2 with the copper matrix, and greatly improves the bonding of the matrix. The composites with 12 wt.% Ni-coated MoS2 (C12) show the optimum performance including the mechanical properties and tribological behaviors. Under oil lubrication conditions, the friction coefficient is 0.0075 with a pressure of 8 MPa and a linear velocity of 0.25 m/s. The average dry friction coefficient, sliding against 40Cr steel disc, is measured to be 0.1769 when the linear velocity and pressure are 0.25 m/s and 4 MPa, respectively.
Key words: tribology; solid-lubricating; interface bonding; Ni-coated MoS2; (Cu-10Sn)-based composites
1 Introduction
Copper has good electrical conductivity, excellent plasticity, and better corrosion resistance, and is widely used in electronic parts, mechanical bearings and other antifriction parts [1,2]. The most widely used copper-based self-lubricating composites are sintered copper-based oil-containing bearings. The mechanical properties and anti- friction properties of bronze and brass are superior to those of pure copper [3-5]. In the case in which it is difficult to apply lubricating oil, there is the loss of lubricating oil in oil-containing bearings or there is the start-stop of the machine, it is hard to ensure that the material is in a fluid-lubricated state, which requires a good self-lubrication performance in a poor or even oilless state [6-8]. An effective solution is to improve alloy composition and add solid lubricants [9-14].
The addition of ceramic particles, such as TiC, WC, SiC and TiB2, can improve the wear resistance of copper-based materials [15-17]. JHA et al [18] reported the friction and wear behavior of Cu-4wt.%Ni-TiC composites, and indicated that addition of 4 wt.% TiC showed the optimum performance in terms of friction and wear caused by its higher hardness and ability to hold a transfer layer of a relatively larger thickness. MIRANDA et al [19] reported that Sn and WC promoted enhanced mechanical properties and wear performance to Cu-Ni alloys. (55Cu-45Ni)-10Sn and (55Cu-45Ni)-10Sn-2WC displayed the best compromise between mechanical properties and wear performance. ZOU et al [20] prepared TiB2 particulate reinforced copper matrix composites by casting method, based on in situ precipitation reaction between B and Ti elements to form TiB2 particles in molten copper. The friction experiments showed a significant improvement in wear property of the composites with respect to the pure copper. SHARMA et al [21] reported the fretting wear study on Cu-10wt.%TiB2 and Cu-10wt.%TiB2- 10wt.%Pb composites, sintered using spark plasma sintering (SPS) technique. It was found that the addition of softer phase, i.e., 10 wt.% Pb to Cu-10wt.%TiB2 composites did not result in the lowering of the coefficient of friction.
Adding solid lubricants, such as graphite, MoS2 and WS2, to copper-based composites can reduce the coefficient of friction [22-27]. GAUTAM et al [28] reported dry sliding behavior of Cu-Cr-graphite composite. The results show that friction coefficient and wear rate of Cu-4wt.%Cr-4wt.%graphite composite is significantly lower than that of all other materials. MALLIKARJUNA et al [29] prepared multiwalled carbon nanotubes (MWCNTs) reinforced Cu-Sn alloy based nanocomposite by powder metallurgy. The results show that, at an applied load of 5 N, the coefficient of friction and wear loss of 2 wt.% CNTs reinforced Cu-Sn alloy nanocomposite decreased by 72% and 68%, respectively, compared with those of Cu-Sn alloy. CHEN et al [30] reported the tribological properties of Cu-(graphite, h-BN) P/M friction composites. With the increase of graphite content, wear rates decreased significantly. Added graphite with low contents of h-BN can stabilize friction and wear properties of Cu-based P/M friction composites. XIAO et al [31] reported the tribology behavior of Cu-MoS2 composite. The results show that the friction coefficient decreased from 0.67 to 0.18 when 20 vol.% MoS2 was added, and the decrease of wear rate for composites with MoS2 above 20 vol.% was derived from the formation of a nearly continuous lubricating film on the worn surface. SENTHIL KUMAR et al [32] reported the dry sliding friction behavior of (Cu-10Sn)-MoS2 composite. The results show that the wear resistance of the hybrid composite containing 7 wt.% MoS2 was superior to that of the other composites, with a very low coefficient of friction of 0.35. KOVALCHENKO et al [33] investigated the wear and friction behaviors of Cu-MoS2 and Cu-MoSe2 composites. The results showed that materials with MoS2 and MoSe2 had a coefficient of friction close to 0.2, and the lubricating effect was more pronounced at contents greater than 5 wt.% of the solid lubricant. XIAO et al [34] reported the dry sliding behavior of Cu-WS2 composites prepared by hot-pressing. The results showed that the composite reinforced with 10 vol.% WS2 exhibited a 71% reduction in the friction coefficient along with a promising 79% wear rate reduction, and an addition of 40 vol.% WS2 resulted in even high wear resistance, with a 96% reduction in the wear rate.
However, the added solid lubricant generally does not have high bonding strength with the matrix, resulting in a decrease in the mechanical properties of the composites. Coating the added particles with a layer of metal is an effective way to improve the bonding to the substrate [35,36]. In this work, Ni-coated MoS2, Ni and MoS2 were added to (Cu-10Sn)-based composites to study their effects on microstructure, mechanical properties, and lubricating properties.
2 Experimental
2.1 Materials
The Cu-10wt.%Sn powder, with a purity of 99% and a particle size smaller than 150 μm, was used in the present work. And it was a pre-alloyed powder with uniform diffusion of Sn. The particle size of Ni-coated MoS2 powder was 45-100 μm, and the compositions were 75 wt.% Ni and 25 wt.% MoS2. Figure 1 shows cross-sectional images of Ni-coated MoS2 particles. From the EDS, it could be seen that a layer of nickel evenly wrapped around the particles of MoS2. The pure Ni powder (98% in purity with a particle size of ~45 μm) and MoS2 powder (98% in purity with a particle size of ~38 μm) were also used in this work.
2.2 Processing of composites
The (Cu-10Sn)-Ni-MoS2 composites with 0, 4, 8 and 12 wt.% of Ni-coated MoS2 were named C0, C4, C8 and C12, and composites with the same composition added in the form of Ni powder and MoS2 powder were named M4 (3 wt.% Ni and 1 wt.% MoS2), M8 (6 wt.% Ni and 2 wt.% MoS2) and M12 (9 wt.% Ni and 3 wt.% MoS2). The uniformly mixed powder was pressed and formed under a pressure of 500 MPa, and sintered in a reducing atmosphere at 800 °C for 1 h to obtain (Cu-10Sn)-Ni-MoS2 composites.

Fig. 1 Cross-sectional SEM image (a) and EDS mappings (b-e) of Ni-coated MoS2 powder
2.3 Experimental methods
The density of composites was measured by the Archimedes principle. The hardness (HBW) of composite was measured by a Brinell hardness tester at a load of 62.5 kg (612.9 N) for 30 s, and the diameter of the indenter was 2.5 mm. Five samples were measured for each composite, and five points were measured for each sample. The abnormal points or samples were deleted and the average value was calculated to obtain the hardness of composites. The transverse rupture strength (TRS) of composites was measured by an electronic universal testing machine with a span of 20.0 mm. Five samples were measured for each composite, the abnormal values were deleted, and the average value was calculated to obtain the TRS of composites.
The pin-on-disc friction test for composites was performed at room temperature. The friction material was the prepared composite which was made into a pin with dimension of d4 mm × 15 mm, and the counterpart was a 40Cr steel disc with a diameter of 45 mm and a thickness of 10 mm. The pressures of the oil-lubricated friction experiments were 4, 8, 12, 16 and 20 MPa at a linear velocity of 0.25 m/s. The oil-immersed samples were put in a vacuum before the experiment, and no lubricating oil was added during the experiment. The experiment started with the experimental load and linear speed for 10-30 min to stabilize the friction process. The dry friction experiment was performed at a linear velocity of 0.25 m/s and a pressure of 4 MPa, and the experimental time was 1800 s. The friction coefficient curve was obtained, and the average friction coefficient was calculated. The microstructure and friction surface of (Cu-10Sn)- Ni-MoS2 composite were analyzed by SEM/EDS to understand its lubrication mechanism. The phase of composites before and after sintering was analyzed by XRD to understand the phase transition that occurred during the sintering process.
3 Results and discussion
3.1 Mechanical properties

Fig. 2 Mechanical properties of composites with different compositions
The mechanical properties of (Cu-10Sn)- Ni-MoS2 composites with different compositions are shown in Fig. 2. It can be seen that as the amount of Ni-coated MoS2 increases (C0, C4, C8 and C12), the hardness of the composites increases, and the TRS decreases. As the amount of Ni and MoS2 increases (C0, M4, M8 and M12), the hardness of the composites generally increases, and the TRS decreases severely. The increase of hardness is due to solid solution strengthening of nickel, although the addition of Ni-coated MoS2 or Ni and MoS2 causes a reduction in density (Table 1). The reason for the decrease in TRS is that the added MoS2 is a “defective phase” for the matrix from the perspective of mechanical properties. MoS2 as a solid lubricant has little strength compared with metal. When the composite is stressed, the area where MoS2 accumulates will cause stress concentration and fracture. The more the MoS2 is added to the matrix, the more the “defective phases” without mechanical properties are, and the lower the TRS of the composite is. The reason for the hardness fluctuation of the composites added with Ni and MoS2 is that the solid solution strengthening of nickel can improve the hardness of the materials, while the addition of MoS2 has an adverse effect on the strength of the matrix, and the effect of Ni and MoS2 is opposite. With the same composition, the mechanical properties of composites added in the form of Ni-coated MoS2 are much better than those added in the form of Ni and MoS2. This shows that the combination of Ni-coated MoS2 and the matrix is better.
Table 1 Density, hardness and TRS of (Cu-10Sn)-Ni- MoS2 composites

3.2 Microstructure
Figure 3 shows the microstructure of C0 (Cu-10Sn) which is composed of α-Cu phases with twinning in some areas and the spherical holes distributing in the matrix. The matrix is well bonded, and the boundaries of the original particles are hardly visible. The microstructures of C12 ((Cu-10Sn)-12wt.%Ni-coated MoS2) and M12 ((Cu-10Sn)-9wt.%Ni-3wt.%MoS2) are shown in Figs. 4 and 5, respectively. The uniform distribution of nickel indicates that it has been dissolved into the matrix during the sintering process. Combined with the XRD spectra of the composites before and after sintering shown in Fig. 6, the peaks of nickel are detected in C12 and M12 before sintering, and disappear after sintering, which also proves that nickel has been completely dissolved into the matrix during the sintering process. The micro- structures of C12 and M12 are mainly composed of copper-tin-nickel solid solution with FCC structure. Solid solution strengthening of nickel can significantly increase the hardness of copper-based composites.
MoS2 is closely bound to the matrix in C12, while in M12, severe cracks appear in the area where MoS2 accumulates. The peaks of CuxSy (mainly Cu2S and Cu8S5) are detected in the sintered sample of M12, but not in C12. This shows that part of MoS2 in M12 reacts with copper during the sintering process. During the sintering process, the nickel powder is dissolved into the copper matrix, and the Cu-10Sn powders form metallurgical bonds through atomic diffusion. However, in the area where MoS2 exists, the diffused copper atoms react with MoS2 chemically, but fail to form a metallurgical bond with adjacent copper particles. Therefore, cracks are observed where the MoS2 accumulates in M12, indicating that MoS2 without Ni coating is difficult to bond well with the substrate.

Fig. 3 Microstructures (a, b) and elemental distributions (c-e) of C0 (Cu-10Sn)
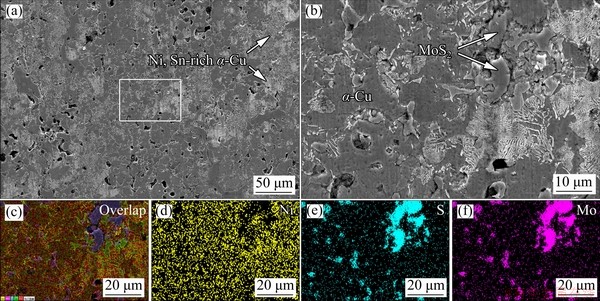
Fig. 4 Microstructures (a, b) and elemental distributions (c-f) of C12 ((Cu-10Sn)-12wt.%Ni-coated MoS2)

Fig. 5 Microstructures (a, b) and elemental distributions (c-f) of M12 ((Cu-10Sn)-9wt.%Ni-3wt.%MoS2)

Fig. 6 XRD patterns of C0, C12 and M12
As for C12, the peaks of CuxSy or Mo particles are not detected in the matrix. This is because, in the early stage of sintering, nickel layer wrapping around the MoS2 particles blocks its contact with the copper substrate. With the progress of sintering, nickel dissolves into the copper matrix, but the dissolution rate of nickel in copper is slow. It takes a long time for the nickel layer wrapping around MoS2 particles to dissolve. When the nickel is completely dissolved, the MoS2 particles come into contact with the copper. At this time, the sintering process has been basically completed, and a solid metallurgical bond has formed among the original copper particles. Even if there is reaction of MoS2 with the copper matrix, it has little effect on the bonding strength of the copper matrix. The combination of the matrix has a crucial impact on the mechanical properties of the composites, which can explain why the mechanical properties of composites added in the form of Ni-coated MoS2 (C4/C8/C12) are much better than those added in the form of Ni and MoS2 (M4/M8/M12).
3.3 Oil lubrication behavior
The friction coefficient of composites at different pressures with a linear velocity of 0.25 m/s under oil lubrication is shown in Fig. 7. The friction coefficient of composites increases with increasing pressure. The reason is that under oil lubrication, as the pressure increases, the oil film between the friction material and the abrasive becomes thinner. The surface of the friction metal is macroscopically flat and microscopically rough. A thin oil film will result in increased direct metal contact due to local protrusions. This will lead to instability of the oil film and an increase in the coefficient of friction.

Fig. 7 Friction coefficients of composites at different pressures with linear velocity of 0.25 m/s under oil lubrication
The coefficient of friction of C0 (Cu-10Sn without Ni and MoS2) is very high. After adding Ni-coated MoS2 to Cu-10Sn composites (C4/C8/ C12), the friction coefficient of the composites is significantly reduced. And with the increase of Ni-coated MoS2 content, the friction coefficient of the composites continues to decrease slowly (Fig. 7(a)). This is due to the strengthening of the matrix by Ni and the good lubrication of MoS2. MoS2 belongs to the hexagonal crystal system, the bonding force between the layers is weak and it is easy to cause relative sliding. Under the condition of oil lubrication, with the progress of friction, MoS2 exfoliated from the matrix will be dispersed in the lubricating oil film, which will stabilize the oil film. At the same time, MoS2 can provide solid lubrication to reduce friction coefficient when direct contact between friction metals occurs locally on the friction surface. Therefore, under the condition of oil lubrication, the composites with Ni-coated MoS2 addition (C4/C8/C12) show a very low coefficient of friction under both low and high loads.
With the addition of Ni and MoS2, the friction coefficient of composites (M4/M8/M12) is also reduced (Fig. 7(b)). However, under high load, the friction coefficient of composites with more Ni and MoS2 addition (M8/M12) increases more, which is still lower than that of C0. And the friction coefficient of composites added in the form of Ni and MoS2 (M4/M8/M12) is higher than that of composites added in the form of Ni-coated MoS2 (C4/C8/C12). There might be two reasons for this. One is that more MoS2 reacts with the copper in the composites added with Ni and MoS2 (M4/M8/M12), compared with the composites with Ni-coated MoS2 (C4/C8/C12). This results in less MoS2 preservation after the sintering of composites added in the form of Ni and MoS2. The remaining amount of solid lubricant is less, so the friction coefficient of the composites (M4/M8/M12) is relatively high. The other reason is that the bonding strength of the matrix with Ni and MoS2 is poor. This results in increased instability of the friction surface, and this is the main reason for the higher friction coefficient of M4/M8/M12 compared with C4/C8/C12.
3.4 Friction surface under oil lubrication
Figure 8 shows the friction surface morphologies of the composite after sliding against 40Cr steel disc under oil lubrication at a linear velocity of 0.25 m/s and a pressure of 8 MPa.

Fig. 8 SEM micrographs of composites and corresponding EDS areas of friction surfaces under oil lubrication after sliding against 40Cr steel disc at linear velocity of 0.25 m/s and pressure of 8 MPa
Figure 8(a) shows the friction surface morphology of C0. The traces of ploughing can be easily observed. The hardness of the composite is much lower than that of the counter disc. So, when there is a slight protrusion on the surface of the disc, plowing will occur on the surface of the composite. The results of EDS analysis of the friction surface (Table 2) of C0 (Area 002) show moderate oxidation with an oxygen content of 21.84 at.%. And the fine flakes on friction surface (Area 001) has an oxygen content of 13.42 at.%. Lubrication mechanism of C0 relies on lubricating oil.
Figure 8(b) shows the friction surface morphology of C12 which is much smoother than C0, and the traces of plowing become shallower and less. EDS analysis of friction surface (Area 004) shows the similar element content as the composition with almost no oxidation (0.10 at.% of oxygen). Oxidation occurs in a local area (Area 005) with an oxygen content of 31.50 at.%. The contents of Ni and Sn in the powdery fine wear debris (Area 003) are very high, which may be the brittle damage of the hard phase rich in Ni and Sn. The reason why C12 has a smoother friction surface than C0 is the good lubrication of MoS2. In addition, the solid solution strengthening of Ni improves the hardness of the composite and reduces the ploughing.
Table 2 Corresponding EDS results of friction surfaces under oil lubrication (at.%)
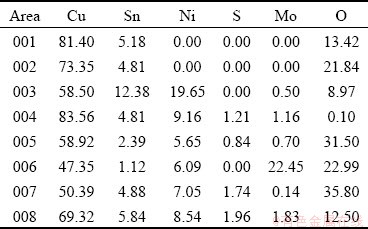
Figure 8(c) shows the friction surface morphology of M12, which is also smoother than C0. The friction surface of M12 is slightly oxidized with an oxygen content of 12.50 at.% (Area 008). Flakes are found on the friction surface of M12 (Area 007), and EDS analysis shows its higher oxygen content of 35.80 at.%, indicating that it is heavily oxidized. As M12 has the same contents of Ni and MoS2 with C12, it also has the solid solution strengthening of Ni and the lubrication of MoS2. However, the M12 matrix is not as strong as C12, and cracks appear where MoS2 aggregates. This leads to the instability of the friction contact surface, so there are flaky wear debris and a higher friction factor than those in C12.
3.5 Dry friction behavior
The dry friction coefficient curves of composites, sliding against 40Cr steel disc at a linear velocity of 0.25 m/s and a pressure of 4 MPa, are shown in Fig. 9. The coefficient of friction of C0 (Cu-10Sn without Ni and MoS2) experiences a long period of instability. The average friction coefficient of C0 is about 0.3681, which is obtained by averaging the friction coefficients in the period of 900-1800 s. After adding Ni-coated MoS2 toCu-10Sn composites (C4/C8/C12), the friction coefficient of the composites is significantly reduced. And with the increase of Ni-coated MoS2 content, the friction coefficient of the composites continues to decrease (Fig. 9(a)). It can be seen from the friction coefficient curve of C4/C8/C12 that the friction process is very stable. The average friction coefficient of C12 after 900 s is about 0.1769 which is much lower than that of C0. This is due to the solid solution strengthening of nickel to the matrix and the good lubrication of MoS2.
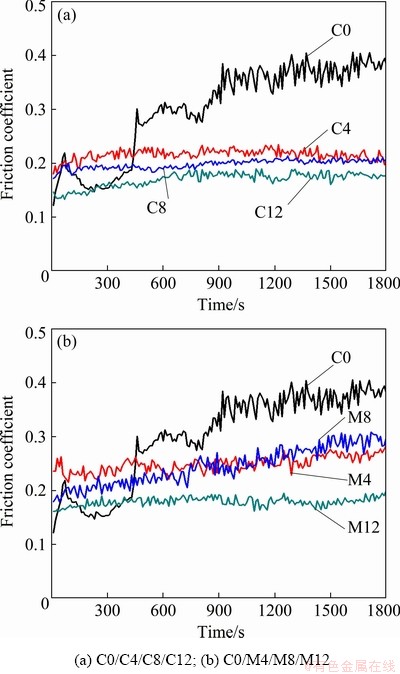
Fig. 9 Dry friction coefficient curves of composites with linear velocity of 0.25 m/s and pressure of 4 MPa
After adding Ni and MoS2, the friction coefficient of the composites (M4/M8/M12) also decreases. But the friction coefficient curve shows a continuous increase over time, especially in M4 and M8. This may be because the poor bonding of the matrix adversely affects the stability of the friction. The friction coefficient curve of M12 is much more stable than that of M4 and M8, and the average coefficient of friction after 900 s is 0.1795, which is equivalent to that of C12. This may be because when the content of MoS2 reaches a certain value, the friction coefficient is mainly affected by the lubrication of MoS2.
3.6 Dry friction surface
Figure 10 shows the friction surface morphologies of the composites after sliding against 40Cr steel disc at a linear velocity of 0.25 m/s and a pressure of 4 MPa. The morphology of the friction surface of C0 (Cu-10Sn) is shown in Fig. 10(a). There is severe adhesion wear on the friction surface. Debris falling off the friction surface during the friction process increases the instability of the friction process, leading to the increase of friction coefficient. High levels of O, Fe and Cr are detected in the wear area (Area 001), debris (Area 002) and friction surfaces (Area 003). This indicates that severe oxidation occurs on the friction surface and materials transfer between the friction material and the counter disc during the friction process. Adhesion and oxidation are the main wear mechanisms of C0.

Fig. 10 SEM micrographs of composites and corresponding EDS areas of dry friction surfaces after sliding against 40Cr steel disc at linear velocity of 0.25 m/s and pressure of 4 MPa
Figure 10(b) shows the friction surface morphology of C12, and the wear is slighter than that of C0. Fatigue cracks and debris on the friction surface can be observed. The EDS analysis (Table 3) of the friction surface (Area 004) shows that the oxygen content is 25.31 at.%, but it does not contain Fe and Cr. This indicates that a moderate oxidation occurs on the friction surface of C12, but no material transfer happens. The EDS analysis of the edge of debris (Area 005) shows a similar chemical composition to the friction surface, except that the oxygen content is lower. This may be because the freshly peeled debris has not been fully oxidized. Wear mechanism of C12 is chafing fatigue.
Figure 10(c) shows the friction surface morphology of M12, which shows fatigue cracks and debris similar to C12. The friction surface (Area 006) shows a lower oxygen content than C12, which is 8.56 at.% (Table 3). The EDS analysis of the debris (Area 007) also shows a similar chemical composition to the friction surface. Fe and Cr are hardly detected on the friction surface, indicating that almost no material transfer occurs. However, the fatigue crack on the friction surface of M12 is deeper than that of C12, and pitting pits appear. Shedding granules are also found on the friction surface of M12. The EDS analysis (Table 3) of the granules (Area 008) shows a higher oxygen content of 53.75 at.%, indicating severe oxidation. This is undoubtedly due to the inferior binding of M12 to C12. Wear mechanism of M12 is chafing fatigue and Pitting.
Table 3 Corresponding EDS results of dry friction surfaces (at.%)

Oxidative mass gain and materials transfer from the counter disk occur in the friction process of C0. There is a large error in the calculation of the amount of wear of the composites, which cannot effectively reflect the actual wear rate. Therefore, the amount of wear is not shown in this work.
4 Conclusions
(1) With the addition of Ni-coated MoS2, the hardness of the composites increases and the friction coefficient decreases significantly. This is attributed to the solid solution strengthening of Ni, as well as the good lubrication of MoS2.
(2) For composites added in the form of Ni and MoS2, the bond between MoS2 and the substrate is not good. However, the matrix of composites with Ni-coated MoS2 addition is well bonded. This is because a layer of Ni wrapping around MoS2 blocks its contact and reaction with the copper substrate, which solves the problem of poor bonding between MoS2 and copper matrix.
(3) The composites with 12 wt.% Ni-coated MoS2 (C12) show the optimum performance in mechanical properties and tribology behaviors. The hardness is HBW 66.9 and average friction coefficient under oil lubrication conditions is 0.0075 with a pressure of 8 MPa and a linear velocity of 0.25 m/s. The average dry friction coefficient sliding against 40Cr steel disc at a linear velocity of 0.25 m/s and a pressure of 4 MPa is 0.1769. Wear mechanism of C12 is chafing fatigue.
References
[1] FURLAN K P, MELLO J D B, KLEIN A N. Self-lubricating composites containing MoS2: A review [J]. Tribology International, 2018, 120: 280-298.
[2] GAO Yuan, JIE Jin-chuan, ZHANG Peng-chao, ZHANG Juan, WANG Tong-min, LI Ting-ju. Wear behavior of high strength and high conductivity Cu alloys under dry sliding [J]. Transactions of Nonferrous Metals Society of China, 2015, 25(7): 2293-2300.
[3] WANG Yan, ZHANG Lei, XIAO Jin-kun, CHEN Wu, FENG Chun-fang, GAN Xue-ping, ZHOU Ke-chao. The tribo- corrosion behavior of Cu-9wt.%Ni-6wt.%Sn alloy [J]. Tribology International, 2016, 94: 260-268.
[4] TANG C, WANG J M, WEN G W, WANG Y, LI D Y. Bauschinger effect in wear of Cu-40Zn alloy and its variations with the wear condition [J]. Wear, 2011, 271: 1237-1243.
[5] MOSHKOVICH A, PERFILYEV V, LAPSKER I, RAPOPORT L. Friction, wear and plastic deformation of Cu and α/β brass under lubrication conditions [J]. Wear, 2014, 320: 34-40.
[6] GROPPER D, WANG Ling, HARVEY T J. Hydrodynamic lubrication of textured surfaces: A review of modeling techniques and key findings [J]. Tribology International, 2016, 94: 509-529.
[7] ZHANG Ya-zhao, KOVALEV A, MENG Yong-gang. Combined effect of boundary layer formation and surface smoothing on friction and wear rate of lubricated point contacts during normal running-in processes [J]. Friction, 2018, 6(3): 274-288.
[8] MARTINEZ C, BRIONES F, ROJAS P, AGUILAR C, GUZMAN D, ORDONEZ S. Microstructural and mechanical characterization of copper, nickel, and Cu-based alloys obtained by mechanical alloying and hot pressing [J]. Materials Letters, 2017, 209: 509-512.
[9] CHEN X, HAN Z, LU K. Wear mechanism transition dominated by subsurface recrystallization structure in Cu-Al alloys [J]. Wear, 2014, 320: 41-50.
[10] SINGH J B, WEN J G, BELLON P. Nanoscale characterization of the transfer layer formed during dry sliding of Cu-15wt.%Ni-8wt.%Sn bronze alloy [J]. Acta Materialia, 2008, 56(13): 3053-3064.
[11] YAN Jian-feng, LINDO A, SCHWAIGER R, HODGE A M. Sliding wear behavior of fully nanotwinned Cu alloys [J]. Friction, 2019, 7(3): 260-267.
[12] ZHANG Peng, ZHANG Lin, Ren Shu-bin, FU Kang-xi, WU Pei-fang, CAO Jing-wu, SHIJIA Cai-rang, QU Xuan-hui. Effect of matrix alloying of Fe on friction and wear properties of Cu-based brake pad materials [J]. Tribology Transactions, 2019, 62(4): 701-711.
[13] ZHANG Shao-zong, JIANG Bo-hong, DING Wen-jiang. Dry sliding wear of Cu-15Ni-8Sn alloy [J]. Tribology International, 2010, 43: 64-68.
[14] ZHU Wei-wei, ZHAO Can-can, KWOK C T, ZHOU Jian, REN Fu-zeng. Effects of nanocrystalline microstructure on the dry sliding wear behavior of a Cu-10at.%Ag-10at.%W ternary alloy against stainless steel [J]. Wear, 2018, 402-403: 1-10.
[15] NAYAK D, RAY N, SAHOO R, DEBATA M. Analysis of tribological performance of Cu hybrid composites reinforced with graphite and TiC using factorial techniques [J]. Tribology Transactions, 2014, 57(5): 908-918.
[16] ZHANG Yin-yin, EPSHTEYN Y, CHROMIK R R. Dry sliding wear behaviour of cold-sprayed Cu-MoS2 and Cu-MoS2-WC composite coatings: The influence of WC [J]. Tribology International, 2018, 123: 296-306.
[17] GAUTAM R K, RAY S, SHARMA S C, JAIN S C, TYAGI R. Dry sliding wear behavior of hot forged and annealed Cu-Cr-SiC in situ composite [J]. Wear, 2011, 271: 658-664.
[18] JHA P, GAUTAM R K, TYAGI R. Friction and wear behavior of Cu-4wt.%Ni-TiC composites under dry sliding conditions [J]. Friction, 2017, 5(4): 437-446.
[19] MIRANDA G, FEEREIRA P, BUCIUMEANU M, CABRAL A, FREDEL M, SILVA F S, HENRIQUES B. Microstructure, mechanical and wear behaviors of hot-pressed copper- nickel-based materials for diamond cutting tools [J]. Journal of Materials Engineering and Performance, 2017, 26(8): 4046-4055.
[20] ZOU Cui-lei, CHEN Zong-ning, KANG Hui-jun, WANG Wei, LI Ren-geng, LI Ting-ju, WANG Tong-min. Study of enhanced dry sliding wear behavior and mechanical properties of Cu-TiB2 composites fabricated by in situ casting process [J]. Wear, 2017, 392-393: 118-125.
[21] SHARMA A S, MISHRA N, BISWAS K, BASU B. Fretting wear study of Cu-10wt.%TiB2 and Cu-10wt.%TiB2-10wt.% Pb composites [J]. Wear, 2013, 306: 138-148.
[22] KovACik J, Emmer S, Bielek J, KeleSi L U. Effect of composition on friction coefficient of Cu-graphite composites [J]. Wear, 2008, 265: 417-421.
[23] Samal C P, Parihar J S, Chaira D. The effect of milling and sintering techniques on mechanical properties of Cu-graphite metal matrix composite prepared by powder metallurgy route [J]. Journal of Alloys and Compounds, 2013, 569: 95-101.
[24] Varol T, Canakci A. The effect of type and ratio of reinforcement on the synthesis and characterization Cu-based nanocomposites by flake powder metallurgy [J]. Journal of Alloys and Compounds, 2015, 649: 1066-1074.
[25] Kato H, Takama M, Iwai Y, Washida K, Sasaki Y. Wear and mechanical properties of sintered copper-tin composites containing graphite or molybdenum disulfide [J]. Wear, 2003, 255: 573-578.
[26] Zhang Yin-yin, Shockley J M, Vo P, Chromik R R. Tribological behavior of a cold-sprayed Cu-MoS2 composite coating during dry sliding wear [J]. Tribology Letters, 2016, 62: 1-12.
[27] Moazami-Goudarzi M, Nemati A. Tribological behavior of self lubricating Cu/MoS2 composites fabricated by powder metallurgy [J]. Transactions of Nonferrous Metals Society of China, 2018, 28(5): 946-956.
[28] Gautam R K, Ray S, Sharma S C, Jain S C, Tyagi R. Dry sliding wear behavior of hot forged and annealed Cu-Cr-graphite in-situ composites [J]. Wear, 2011, 271: 658-664.
[29] Mallikarjuna H M, Kashyap K T, Koppad P G, Ramesh C S, Keshavamurthy R. Microstructure and dry sliding wear behavior of Cu-Sn alloy reinforced with multiwalled carbon nanotubes [J]. Transactions of Nonferrous Metals Society of China, 2016, 26(7): 1755-1764.
[30] CHEN Bai-ming, BI Qin-ling, YANG Jun, XIA Yan-qiu, HAO Jing-cheng. Tribological properties of solid lubricants (graphite, h-BN) for Cu-based P/M friction composites [J]. Tribology International, 2008, 41: 1145-1152.
[31] Xiao J K, Zhang W, Liu L M, Zhang L, Zhang C. Tribological behavior of copper-molybdenum disulfide composites [J]. Wear, 2017, 384: 61-71.
[32] Senthil Kumar P, Manisekar K, Subramanian E, Narayanasamy R. Dry sliding friction and wear characteristics of Cu-Sn alloy containing molybdenum disulfide [J]. Tribology Transactions, 2013, 56(5): 857-866.
[33] Kovalchenko A M, Fushchich O I, Danyluk S. The tribological properties and mechanism of wear of Cu-based sintered powder materials containing molybdenum disulfide and molybdenum diselenite under unlubricated sliding against copper [J]. Wear, 2012, 290-291: 106-123.
[34] Xiao J K, Zhang W, Zhang C. Microstructure evolution and tribological performance of Cu-WS2 self- lubricating composites [J]. Wear, 2018, 412: 109-119.
[35] GUO Su-qing, WANG Ri-chu, PENG Chao-qun, CAI Zhi-yong, DONG Cui-ge. Microstructures and mechanical properties of Ni-coated SiC particles reinforced AZ61 alloy composites [J]. Transactions of Nonferrous Metals Society of China, 2019, 29(9): 1854-1863.
[36] DONG Cui-ge, CUI Rui, WANG Ri-chu, PENG Chao-qun, CAI Zhi-yong. Microstructures and mechanical properties of Al 2519 matrix composites reinforced with Ti-coated SiC particles [J]. Transactions of Nonferrous Metals Society of China, 2020, 30(4): 863-871.
邱天旭1,2,潘诗琰2,范 沧1,朱绪飞3,申小平2
1. 南京理工大学 材料科学与工程学院,南京 210094;
2. 南京理工大学 工程训练中心,南京 210094;
3. 南京理工大学 软化学与功能材料教育部重点实验室,南京 210094
摘 要:采用粉末冶金方法制备(Cu-10Sn)-Ni-MoS2复合材料,研究镍包二硫化钼对复合材料显微组织、力学性能和摩擦学性能的影响。通过单独添加Ni和MoS2的对比实验,分析Ni和MoS2对复合材料性能影响的机理。结果表明,二硫化钼颗粒周围包裹的一层镍能有效减小二硫化钼和铜基体的反应速率,显著改善基体的结合情况。当镍包二硫化钼的质量分数为12%时(C12),复合材料表现出优异的力学性能和摩擦学性能。C12复合材料在载荷为8 MPa、线速度为0.25 m/s及油润滑条件下的平均摩擦因数为0.0075;载荷为4 MPa、线速度为0.25 m/s及对偶材料40Cr干摩擦条件下的平均摩擦因数为0.1769。
关键词:摩擦学;固体润滑;界面结合;镍包二硫化钼;(Cu-10Sn)基复合材料
(Edited by Bing YANG)
Foundation item: Projects (51371099, 51501091) supported by the National Natural Science Foundation of China
Corresponding author: Xiao-ping SHEN; Tel: +86-25-84315396; E-mail: xpshen171@163.com
DOI: 10.1016/S1003-6326(20)65394-8

