���±�ţ�1004-0609(2007)10-1637-07
ʯī�����������ͭ�����ϲ���Ħ��ѧ���ܵ�Ӱ��
�����������ӹ����Ὠ������ ͦ���Ŵ������� �j�������
(�Ϸʹ�ҵ��ѧ Ħ��ѧ�о������Ϸ� 230009)
ժ Ҫ�����û�ѧ�Ƽ����Ʊ���ͭ�Ͷ���ʯī�ۣ����÷�ĩұ��ѹ���չ����Ʊ�ͭ��ʯī�����ϲ��ϣ������˸��ϲ��ϵ�Ħ��ĥ�����ܣ�����X�������䡢ɨ��羵�������ǵȷ����ø��ϲ��ϵĽṹ��Ħ��ĥ�����ܼ����������������ʯī����ͭ�����Ʋ������ʯī��ͭ�Ͻ��������ϣ�Ħ�����������γɵ���Ĥ�����ճ���Ժã���ʾ�����õ���ĦЧ����Ħ����Ħ��������0.24���͵�0.20��ĥ���ʽ���Լ50����ʵ�������£�6%(��������)ʯīͭ�����ϲ��Ͼ�����ĥ���е�ĥ�������ĥ��3��ĥ����̣���6%��ͭ������ʯīͭ�����ϲ���ֻ������ĥ����е�ĥ������ĥ����̡�
�ؼ��ʣ�ͭ��ʯī�������������ϲ��ϣ�Ħ��ѧ
��ͼ����ţ�TH 117.1���� ���ױ�ʶ�룺A
Influence of surface metallization of graphite on tribological properties
of Cu-matrix/graphite composite materials
JIAO Ming-hua, YIN Yan-guo, YU Jian-wei, XIE Ting, DU Chun-kuan, LIU Kun, WU Yu-cheng
(Institute of Tribology, Hefei University of Technology, Hefei 230009, China)
Abstract: The graphites coated with copper or nickel were prepared using electroless plating technology. And the Cu-matrix/graphite composite materials were made by repressing and resintering process of powder metallurgy. The tribological properties of the composites were investigated on a tribometer. The composite structure, wear process and wear mechanism were analyzed by XRD, SEM and EDS. The results show that the interfacial combination between the graphites and copper-matrix is greatly improved by the graphite particles coated with copper or nickel, resulting in the good adhesion of the lubricating film to matrix. The composites with coated graphite particles exhibit better anti-friction and anti-wear, i.e., the coefficient of friction decreases from 0.24 (graphite without coatings) to 0.20 (with coatings), and the wear rate is decreased by 50%. Under this test conditions, the wear process of Copper matrix composites with 6%(mass fraction) graphite have three typical stages, such as, slight wear stage, medium wear stage and severe wear stage. The wear process of the composites containing 6% graphite coated with copper or nickel has only two typical stages, namely slight wear stage and medium wear stage.
Key words: copper; graphite; metallization; composites; tribology
ͭ��ʯī�����ϲ����ǽ����������ϵ���Ҫ��ɲ��֣����п���������ʴ��ĥ���Ժõ��ŵ㣬�����ͺ����������¾���������Ħ��ѧ���ܣ�����õ��㷺Ӧ��[1-4]��Ȼ��������ͭ��ʯī�������ݣ���������������Լ��ͭ��ʯī�����ϲ�����ѧ���ܡ�Ħ��ĥ�����ܵ���ߣ���������һֱ��Ϊͭ-ʯī���ϲ��Ϲ�ע�Ľ��㣬��ʯī����������Ρ����ƻ��������ʯī�Ľ���ṹ��ʪ���ԡ���ǿ������ʯī֮��Ľ����ϣ����������ͭ��ʯī�����ϲ��ϵ��ۺ���ѧ���ܼ���Ħ��ѧ����[5-9]������ͭ��ʯī�����ϵ�Ħ��ѧ���ܵ��о���ȱ��ϵͳ�ԣ������Dz��ö���ʯī����ͭ�������ϵ�Ħ��ѧ�����о����ʼ���������������ѡ�ö�ͭ�Ͷ���ʯī�Ʊ�ͭ�����ϲ��ϣ��о�ͭ��ʯī���ϲ��ϵ�Ħ��ĥ���������������̽��ʯī����Ʋ��ͭ�����ϲ���Ħ��ѧ���ܵ�Ӱ�졣
1 ʵ��
1.1 �����Ʊ�
���û�ѧ�Ƽ���������45 ��m��ʯī�۱������һ��������ܵ�ͭ�����Ʋ㣬����1��ʾ�䷽��ʯī�����������Ͻ���ϳ�ֻ�Ϻ���400~600 MPaѹ����ѹ�Ƴ�ë�������Էֽⰱ����Ϊ�������յ������ս�¯���ս���ͣ��ս��¶�830~880 �棬����1 h���ս�õ���Ʒ��600~700 MPaѹ���½��и�ѹ��Ȼ�����������ս�¯�и��գ��ս��¶�750~850 �棬����1 h��
��1 ͭ��ʯī���ϲ��ϳɷ�
Table 1 Compositions of copper-matrix/graphite composite materials(mass fraction, %)

1.2 ʵ�鷽��
�ֱ����H-3000�Ͳ���Ӳ�ȼơ�WE-600Һѹʽ���ܲ���ʵ�����JB-6��6/3���ʵ����������ϲ��ϵ�Ӳ�ȡ�ѹ��ǿ�Ⱥͳ�����ԡ�ͭ��ʯī�����ϲ��ϸ�Ħ��ĥ��ʵ���ڴ�ԽʽOAT-U��Ħ��ĥ��ʵ����Ͻ��У�Ħ����Ϊ��-���ͽӴ���ת��ʽ����Ħ������ΪCr12�֣�Ӳ��ΪHRC 55~60��ʵ������Ϊ����Ħ��ĥ��״���£������ٶ�Ϊ0.2��0.52 m/s����������Ϊ800 m��ʵ���غ�Ϊ10~60 N��ʵ��Ʒ���ߴ�Ϊ10 mm��10 mm��22 mm��ʵ��ǰ10 mm��22 mm�Ĺ������������ɰֽĥ������ֲڶ�(Ra)Ϊ0.8 ��m�����ʵ������е�ƽ��Ħ��������ʵ��������ĥ����������������������Ͷ����DZ����Ħ������ʵʱ�仯������Ħ�������ݼ������̬Ħ���������þ���Ϊ0.001 mm�Ķ�����������������ĥ�ۿ��ȣ�ÿ��ʵ����Ϊ3~4��ʵ���ƽ��ֵ����������ĥ�ۿ��ȼ������ĥ����������������������ձ���ѧD/Max-rA ��X-ray�����ǡ�ɨ��羵�������ǵȹ۲������Ʒ����֯�ṹ��ĥ����ò��ĥ�۱���ɷ֣�̽�ָ��ϲ���Ħ��ĥ�����ܼ�������
2 ��������
2.1 ʯī�������������ѧ����
��ѧ�Ʒ�����������ԭ��Ӧ�ڶƼ��ϵõ�һ���Ⱦ��ȵĽ����Ʋ㣬ʯī������ѧ��ͭ����������ǰ�������ò��ͼ1 ��ʾ����ͼ��֪��ԭʼʯī����������ְ��ӣ���ԭʼ��·�����ɼ������������Ե���ǡ���ͭʯī�������ܽ�Բ���� ���氼�Ӻ���·�������ǣ�ʯī����������Ч�ذ���һ�����ͭ�Ʋ㣬���۲�ʱ�����������Ϻ�ɫͭ����������ʯī����������⻬���Ʋ�����������û�����������ܵ������ұ���Ϸ����������ǿ�����۲�ʱ��������������ɫ����������ͼ2��ʾΪʯī�۵��������(Cu�У�40 kV��100 mA��ɨ���ٶ�Ϊ6(?)/min) �������ͼ��֪��ԭʼʯī�۳�ʯī���е�������⣬û�������������֣�����ʯī���������������ʣ��ϴ���������ͭ������ʯī�۳�����ʯī���⣬�ֱ�����Ӧλ�ó������Ե�ͭ��������壬����ͭ�����İ�����ʹԭ��ʯī�����ǿ�Ƚ��ͣ�û�м���������������ʣ���ѧ�ƴ�����������Ч����ʯī�۱������һ��ͭ����Ϳ�㣬��û�������������ʡ�
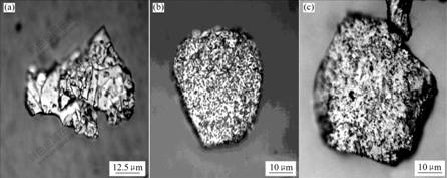
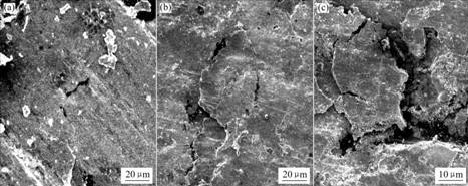
ͼ1 ��ѧ��ͭ��ͭ������ǰ��ʯī��������ò
Fig.1 Micrographs of graphite particles: (a) Uncoated graphite; (b) Copper-coated graphite; (c) Nickel-coated graphite
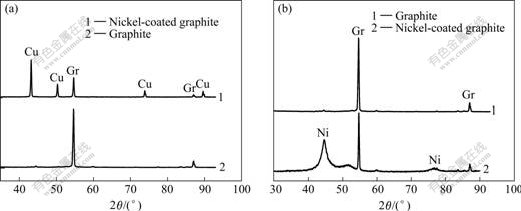
ͼ2 ʯī�۵�XRD��
Fig.2 XRD patterns of graphite particles: (a) Copper-coated graphite; (b) Nickel-coated graphite
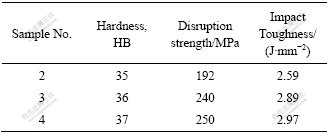
��2����Ϊ830 ���ս��¶������£�ʯī���洦����6%ʯī����ͭ�������ϲ������ܵ�Ӱ�졣���Կ�����ʯī�����Ƿ���ѧ�ƴ����Ը��ϲ��ϵ����ܲ�����ͬ��Ӱ�죬���жԸ��ϲ��ϵ�Ӳ��Ӱ���С������ʯī��ͭ�Ͻ����Ľ�����ǿ�ȵĸߵͶԸ��ϲ��ϵ�Ӳ��Ӱ�첻������ʯī���������ͭ������������Ч��߷ǽ����������������֮��Ľ��������ԣ�����ͭ��ʯī���ϲ��ϵĽ�����Ч���������Ͻ��ܣ���ѹ���ͳ��ʵ������У����Ʋ��״ӽ��洦�γɲ���չ��ʹ�ø��ϲ��ϵĺ��ѹ��ǿ�Ⱥͳ�����Ծ�������ߣ������ս������£�����ͭ���ܣ�ͬʱʯī�������У�ʹ���ϲ��ϵĽ����ϴӼĻ�е������Ϊ�ɷֳ��ݶȱ仯�Ĺ������ϣ����ƽ����ϵ�Ч�����ڶ�ͭ�㣬���ϲ��ϵ����ܸ���[9]��
��2 6%ʯīͭ�������ϲ�������
Table 2 Mechanical properties of composites
2.2 ʯī����������Ը��ϲ���Ħ��ĥ�����ܵ�Ӱ��
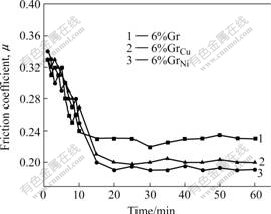
����Ħ���ٶ�Ϊ0.52 m/sʱ����Ħ�������£�ʯī�����������ʵ���غɶԸ��ϲ���ĥ�����Լ�Ħ����Ħ��������Ӱ����ͼ3��ʾ������1��2��ʾ�ֱ�Ϊͭ�Ͻ���������6%��ͨʯīͭ�����ϲ��ϵ����ݡ���ͼ�ɼ�����ͭ�Ͻ���������ɵ�Ħ������Ħ�������ϴ�һֱ����0.40���ϣ�ĥ����Ҳ�ϴ���ͭ��ʯī���ϲ�����ɵ�Ħ������Ħ���������Խ�С������Ϊ0.24���ң�һ���غɷ�Χ����ͭ��ʯī�����ϲ���ĥ�����ϵͣ����ֳ���Ħ�������Խ�ԡ������غɵ����ӣ�ͭ��ʯī���ϲ�����ͭ�Ͻ����һ����ĥ�����������غɶ�Ħ����Ħ��������Ӱ�������С��������ĥ���ʱ仯����Ҳ��һ������������С�����������ơ��������Ϊ�����غ�С��40 Nʱ��ͭ��ʯī���ϲ�����ɵ�Ħ����Ħ��������С��ĥ����������Ҳ�ϻ�������ͭ�Ͻ������и��͵�ĥ���ʣ�����ĥ�����Ը��ϲ��Ͽ������õ��������á����غɴ���40~50 N֮��ʱ����6%ʯīͭ�����ϲ�����ɵ�Ħ����Ħ��������ʼ�������ϲ���ĥ����������Ҳ�ӿ죬����ĥ�����е�ĥ��ת�䣬�����ͭ�Ͻ������϶��ԣ�Ħ����Ħ���������ϲ���ĥ������Ȼ�ϵͣ����нϺõ�����Ħ���á����غɴ���50 N��6%ʯīͭ�����ϲ���ĥ�����أ���ĥ��̶��ѿ�ʼ����ͭ�Ͻ������ϵ�ĥ������Ħ����Ħ������Ҳ�������ԣ����ϲ��ϵ�����Ħ�������Խ��͡�����˵���ڱ�ʵ���غ������£�6%ʯīͭ�����ϲ��Ͼ���3�����͵�ĥ����̣�����ĥ��Ρ��е�ĥ��κ�����ĥ��Σ�ͭ��ʯī���ϲ���һ����������ĥ��Σ�������Ħ�������Խ��͡�

ͼ3 ʯī����������Ը��ϲ���Ħ��ĥ�����ܵ�Ӱ��
Fig.3 Influence of surface metallization of graphite on wear and friction properties of composites: (a) Friction coefficient; (b) Wear rate
ͼ3�е�����3��4��ʾ�ֱ�Ϊ��6%��ͭʯī�������ʯī���Ƴɵ�ͭ�����ϲ������ݡ���ͼ3���Կ�������Ȼ�����غɵ����ӣ�Ħ����Ħ�������븴�ϲ���ĥ�����ı仯���ɻ���������2��ͬ��������3��4ʼ�մ�������2���·���������ͨʯī�۾������ͭ���������ϲ��ϵļ�Ħ���ܡ���ĥ���ܻ�������Ե���ߣ�����ĦЧ���á�Ħ������Ħ������һֱ�ϵͣ�����Ϊ0.20���ң����غ�60 Nʱ��Ħ������Ħ�������ֱ���Ϊ0.24��0.23���Ի���������2�е������ֵ�൱���غ�С��40 Nʱ������3��4��ĥ�������غ�����ı仯���Ʒdz�ƽ�ȣ��������غ��أ�������ĥ��Σ��غɴ���40 N��ĥ�������ӱ�죬�����غ�60 Nʱ�����ϲ��ϵ�ĥ������Ȼ�ϵͣ���6%ʯīͭ�����ϲ�����50 N�غ�ʱ��ĥ�����൱�������е�ĥ��Σ��Ծ��нϺõ��������ã�����ʯī�۶�ͭ���������ϲ����ɵ�ĥ�������ĥ����ת����غɼӴ���������˸��ϲ��ϵij����������ڵ͡���ĥ���ĥ���ʽ���Լ50%���ɶ���ʯī���Ƴɵ�ͭ�����ϲ��ϼ�Ħ��ĥ�������[10]��
2.3 ���ϲ���Ħ��ĥ�����
ͭ��ʯī�����ϲ��������ż������ù����У�����Ħ���ȼ����μ�ѹ�Ĺ�ͬ���ã�Ƕ����̬�Ĺ�����ʯī����������������Ħ��������չ���γ�������������ʯī��������Ĥ�����Խ���Ħ������Ħ��������ͼ4��ʾΪCr12�ֻ���ͭ�����ϲ���Ħ������Ħ��������ʱ��Ĺ�ϵ��ʵ���غ�Ϊ30 N���ٶ�Ϊ0.2 m/s��Ħ������ʼ����ʱ��Ħ�������ߣ�����Ҳ���ȶ�������Ħ��������û���γ��ȶ���ĦĤ������һ��ĥ���ں�Ħ����Ħ���������Ͳ��ȶ���������ʱĦ���������γ��ȶ��Ĺ�����Ĥ����EDS�����������ͼ5��ʾ����ͼ��֪��������Ĥ�ijɷ���Ҫ��ʯī���������ȶ�������Ĥ���DZ��棬����Ħ���ã�ʹ��ͭ��ʯī�����ϲ��ϴ���������ĥ��״̬��
ͼ4 Ħ����Ħ��������ʱ��Ĺ�ϵ
Fig.4 Relationships of time vs friction coefficient for friction pair
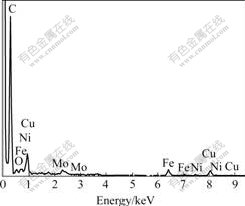
ͼ5 ���ϲ�������ĥ�۱��������Ĥ��EDS��
Fig.5 EDS graph of surficial solid lubricating film of grinding crack
�Ħ����ת�����У�ʯī������Ĥ�ܵ����ӽӴ�Ӧ�������ã��������ѡ���չ�������¾ֲ�����Ĥ���ѡ����䣬��ͼ6��ʾ���ܸ���Ӧ���ķ������ã������ڱ��������Ĥ������λ�������ƣ���ͼ6(a)��ʾ�����������Ĥ�е�������Ӧ�����ã���������ڼ�������չ��������ͼ6(b)��ʾ����������չ����һ��ʱ��ʹ�ֲ�����Ĥ��Ϊ��״�������ӱ������䣬��ͼ6(c)��ʾ��������ĥ��Σ����ϲ���������������ʯī�ġ��Ժġ������ϲ�����ṩ������������˺�ѻ��������Ĥ���Ӷ��ﵽһ�ֶ�̬ƽ�⣬ʹ������Ĥ����Ħ���ã�����Ħ����Ħ�������Ͷ��ȶ�[11-13]��������ˣ����ڹ�����Ĥ�ĸ����Ի������Բ�ͬ����Ħ��Ч������������������ͼ4�е�3�����߿��Կ�����ʯī������ͬ��3�ָ��ϲ������ȶ��ε�Ħ������������ȣ����ҽ����ȶ��ε�ʱ��Ҳ����ͬ����ͨʯī��ͭ�Ͻ����Ľ�����ǿ������Ħ��ĥ�������ʯī�����ڴ�ͭ�Ͻ���������䣬ʹĦ�����γ�����������Ĥ��ʱ�����̣�ʯī����Ϳ��ͭ�����Ʋ��ʯī��ͭ�Ͻ����Ľ�����ǿ����ǿ����ʯī�����ӻ����������������ʹĦ����ʼ����Ħ���������γ��ȶ��Ĺ�����Ĥʱ���ӳ���Ħ���������ȶ��ε�ʱ���Ƴ١�ͼ7��ʾΪʯī���������ĥ�۱������ò����ӳʯī���������Ľ�����������ͼ7(a)��ʾΪ����ʯī�����ܵ�������ѹ���ö���ͭ�Ͻ��������ʱ�����ļ���˺�ѵĺۼ�����ͼ��֪������ѹ��������ʯī������û�������ӻ������䣬����һ����ʯī���������ڻ����У���������ʯī������ͭ�Ͻ����Ľ�����ã�ͼ7(b)��ʾΪ��ͨ�Ʋ�ʯī������Ħ��ʵ��ǰ���Ѵ�ͭ�Ͻ���������ȫ�������µİ���ӣ�������ͨʯī������ͭ�Ͻ����Ľ�Ͻϲ��ͭ������ʯī�۱�������ͭ���Ʋ�Ĵ��ڣ���ǿ�����������ϵĻ�ѧ���ԣ�ͬʱ�������γɵĹ�����Ĥ�벿�ֲ����ڻ����е�ʯī��������ճ����һ�������˹�����Ĥ��ͭ�Ͻ����Ļ�е�������ã������������ϵĸ����Ը��ã����ǿ�ȸߣ�������Ĥ�����������䡣�������ͨʯīͭ�������ϲ��϶��ԣ���ͭ������ʯīͭ�������ϲ������ȶ����γɵĹ�����Ĥ��������ͼ4������2��3�е��ȶ�������ʾ��Ħ����Ħ������(�̡�0.20)�ѻ����������ʯī������Ħ�������൱�����Ҹ��ȶ����ɼ������ƹ�����ʯī��ͭ�Ͻ����Ľ����ϣ���������Ħ���������γ�������ʯī��Ĥ���������Ħ���ܡ�
ͼ6 ���ϲ��ϱ�������Ĥ���ƻ�����
Fig.6 Breaking process of surface lubricating film of composites: (a) Crack originating; (b) Crack developing; (c) Crack breaking
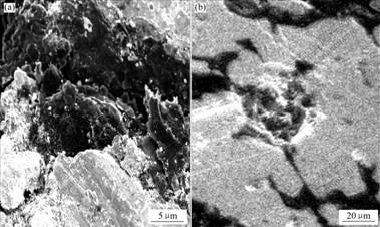
ͼ7 ʯī���������ĥ�۱������ò
Fig.7 Micrographs of surface of grinding crack after graphite broken off: (a) Ni-coated graphite particle; (b) Normal graphlite particle
�Ӵ��غ���ɸ��ϲ��ϱ��������Ĥ������̶ȼӾ磬������Ĥ�ļ�ĦЧ�����ͣ����ϲ���ĥ��Ӿ磬��������ĥ���ʱ�������ϲ��ϵ������������Լ�����ʯī������ͭ����������ǿ��ʯī��ͭ�Ͻ����Ľ��ǿ�ȣ�����˸��ϲ��ϵ�ǿ�������ԣ�ͬʱĦ��ĥ����������γɵ�ת�Ʋ�������ճ���Ժã���ϸ����ܣ���ˣ���ʾ�����õ���ĦЧ���������ȶ���Ħ����Ħ�������ͣ�ĥ����С�����Ҹ��ϲ��ϵij��������õ��������ӡ���ˣ����ƹ����������Ľ��ǿ���Լ���ǿ������ת��Ĥ���������֮���ճ��������߽���������������Ħ��ѧ���ܵ���Ҫ;����Ҳ�ǽ�����Ҫ�о�����[14-15]��
3 ����
1) ��ʵ���غ������£�6%ʯīͭ�����ϲ��Ͼ���3�����͵�ĥ����̣�����ĥ��Ρ��е�ĥ��Ρ�����ĥ��Σ�6%��ͭ������ʯīͭ�����ϲ���ֻ������ĥ��Ρ��е�ĥ�����������ĥ����̡�
2) ʯī������ͭ����������ǿ��ʯī��ͭ�Ͻ����Ľ��ǿ�ȣ���߸��ϲ��ϵ�ǿ�������ԣ�ͬʱĦ��ĥ����������γɵ�ת�Ʋ�������ճ���Ժã���ϸ����ܣ���ˣ���ʾ�����õ���ĦЧ����Ħ����Ħ��������0.24���͵�0.20��ĥ���ʽ���Լ50�������Ҹ��ϲ��ϵij��������õ������Ե����ӡ�
REFERENCES
[1] Sadykov F A, Barykinnp N P, Aslanyan L R. Wear of copper and its alloys with submicrocrystalline structure[J]. Wear, 1999, 225/229: 649-655.
[2] Kestursatya M, Kim J K, Rohatgi P K. Wear performance of copper-graphite composite and a leaded copper alloy[J]. Mater Sci Eng A, 2003, A 339: 150-158.
[3] Da H H, Rafael M. A novel electrical contact material with improved self-lubrication for railway current collectors[J]. Wear, 2001, 249: 626-636.
[4] ����Ƽ, ���뻪, �� ��, ��. ����ͭ����ǿ����ͭ�������ϲ��ϵĻ�е��Ħ��ѧ�����о�[J]. Ħ��ѧѧ��, 2003, 23(5): 380-384.
NING Li-ping, WANG Qi-hua, WANG Qi, et al. Study on mechanical tribological properties of tin-bronze-net reinforced tin-bronze-matrix self-lubricating composites[J]. Tribology, 2003, 23(5): 380-384.
[5] Moustafa S F, El-Badry S A, Sanad A M, et al. Friction and wear of copper-graphite composites made with Cu-coated and uncoated graphite powders[J]. Wear, 2002, 253: 699-710.
[6] �Ŵ���, ���ӹ�, �� �j, ��. ����ʯī�۱�������ͭ�Ͻ��������ϵ��о�[J]. ��е���̲���, 2007, 31(4): 25-28.
DU Chun-kuan, YIN Yan-guo, LIU Kun, et al. Surface globuling and interfacial combination with copper matrix of graphite coated with nickel[J]. Materials for Mechanical Engineering, 2007, 31(4): 25-28.
[7] Hirotaka K, Masahiro T, Yoshiro I, et al. Wear and mechanical properties of sintered copper-tin composites containing graphite or molybdenum disulfide[J]. Wear, 2003, 255: 573-578.
[8] Sanad A M. Effect of copper coating on consolidation and sintering of copper-graphite composites[J]. Powder Metallurgy, 1997, 40(3): 201-206.
[9] ���ӹ�, �Ŵ���, ֣����, ��. ����ʯī�۶�ͭ��ʯī���ϲ�����ѧ���ܵ�Ӱ��[J]. �й���ɫ����ѧ��, 2006, 16(11): 1895-1901.
YIN Yan-guo, DU Chun-kuan, ZHENG Zhi-xiang, et al. Effect of graphite coated with nickel on mechanical properties of copper-matrix/graphite composite materials[J]. The Chinese Journal of Nonferrous Metals, 2006, 16(11): 1895-1901.
[10] ���ӹ�. ͭ��ʯī�����ϼ���Ħ��ѧ�о�[D]. �Ϸ�: �Ϸʹ�ҵ��ѧ, 2006.
YIN Yan-guo. Research on preparation and tribological properties of copper matrix with graphite self-lubricating materials[D]. Hefei: Hefei University of Technology, 2006.
[11] ���ӹ�, ������, ֣����, ��. ʯī��ͭ�������ϸ���Ħ��ĥ�����ܵ�Ӱ��[J]. Ħ��ѧѧ��, 2005, 25(3): 216-220.
YIN Yan-guo, LIU Jun-wu, ZHENG Zhi-xiang, et al. Effect of graphite on the friction and wear properties of cu alloy-matrix self-lubricating composites at elevated temperature[J]. Tribology, 2005, 25(3): 216-220.
[12] ���ӹ�, ֣����, ���ٲ�, ��. �¶ȶ�ͭ�������ϼ�Ħ��ĥ���Ե�Ӱ��[J]. �й���ɫ����ѧ��, 2004, 14(11): 1856-1861.
YIN Yan-guo, ZHENG Zhi-xiang, MA Shao-bo, et al. Influence of temperature on friction and wear Properties of Cu-Matrix/graphite self-lubricating composite materials[J]. The Chinese Journal of Nonferrous Metals, 2004, 14(11): 1856-1861.
[13] ������, ���±�, ½ ��, ��. ��ĩұ����½���������������[J]. ��ĩұ����, 2001, 19(2): 86-92.
KONG Xiao-Li, LIU Yong-bing, LU You, et al. P/M metal-matrix high-temperature solid self-lubricating material[J]. Powder Metallurgy Technology, 2001, 19(2): 86-92.
[14] Grimanelis D, Yang S, Bohme O, et al. Carbon based coatings for high temperature cutting tool applications[J]. Diamond and Related Materials, 2002, 11: 176-184.
[15] Alpas A T, Zhang J. Effect of SiC particulate reinforcement on the dry sliding wear of aluminium-silicon alloys[J]. Wear, 1992, 155: 83-104.
������Ŀ���Ƽ�����С��ҵ���»���������Ŀ(05C26213400836)������ʡ�ص�Ƽ����ؼƻ�������Ŀ(07010202030)������ʡ��Ȼ����������Ŀ(070414180)���Ϸʹ�ҵ��ѧ���괴��Ⱥ�����������Ŀ(102-037023)
�ո����ڣ�2007-01-28�������ڣ�2007-05-14
ͨѶ���ߣ������������о�Ա����ʿ���绰/���棺0551-2901359��E-mail: yyguo2345@yahoo.com.cn
(�༭ ������)

