Trans. Nonferrous Met. Soc. China 26(2016) 1531-1537
Correction of buckling distortion by ultrasonic shot peening treatment for 5A06 aluminum alloy welded structure
Ya-zhang HE1,2, Dong-po WANG1,2, Ying WANG1,2, Hai ZHANG1,2
1. School of Materials Science and Engineering, Tianjin University, Tianjin 300072, China;
2. Tianjin Key Laboratory of Advanced Joining Technology, Tianjin University, Tianjin 300072, China
Received 1 June 2015; accepted 4 December 2015
Abstract: Ultrasonic shot peening treatment (USPT) was proposed to correct welding buckling distortion. The residual stress distribution along the depth direction of the peened zone was measured by an X-ray diffractometer. The microstructure of the treated specimens was investigated by scanning electron microscopy (SEM). The Vickers microhardness was measured in different areas of welded joint before USPT and along the depth direction of the weld after USPT. The experimental results indicated that the welding buckling distortion of 5A06 aluminum alloy butt joint can be essentially corrected by USPT; the average correction rate reached 90.8% in this study. Furthermore, USPT enhanced specimens by work hardening. The microstructure of the peened zone was improved; moreover, the distribution of the precipitates and grains presented an apparent orientation.
Key words: welding bulking distortion; correction; ultrasonic shot peening treatment; residual stress
1 Introduction
As a kind of non-heat-treatable alloy, 5A06 aluminum alloy is widely used for welded structures in marine applications, cars, planes, and metro rails because of its high strength, good welding performance, and excellent corrosion resistance. Thin plate structures made by aluminum alloy have higher coefficients of thermal conductivity and linear expansion and lower moduli of elasticity and stiffness, leading to high residual stress after welding and buckling distortion [1-4]. Buckling distortion increases with decreasing plate thickness. Large distortions drastically change the dimensions and appearance of structures and greatly exceed the allowable tolerance of the components. Therefore, it is important to control and correct the bulking distortion in thin aluminum alloy plate welded structures. Conventional methods, such as the two-direction pre-stress [5], elastic pre-tension [6], and flame correcting methods, are able to correct this distortion to some degree. However, the existing limitations regarding equipment, economical efficiency, and convenience restrain the large-scale application of such methods. Classical shot peening is a type of cold working process in which a succession of small balls collide with a target component, causing plastic deformation, and it is widely used in industrial applications. Peening processes can be used to deform material, which is called peen forming [7]. Peen forming is commonly used on aluminum alloys in the aerospace industry for wing skin shaping. Ultrasonic shot peening treatment (USPT), which is often applied in a local zone, can be seen as a complementary technology to classical shot peening. Compared with conventional shot peening, the main benefit of USPT is the lower resulting surface roughness due to the higher shot quality [8]. Like conventional shot peening, USPT also produces a compressive residual stress layer to a certain depth and changes the original residual stress distribution of the welding target component [9-14]. It will also change the surface morphology of the component and even achieves surface nanocrystallization [15,16]. At present, the investigations on USPT mainly focus on fatigue property improvement [17-19] and surface strengthening [20-22], but its great potential in deformation correction is nearly ignored. Only XIAO [23] studied the elimination of longitudinal contraction distortion of Q235 steel welded joint using USPT method.
In this work, USPT was used to correct the buckling distortion of 5A06 aluminum alloy welded structure. The residual stress, microstructure, and microhardness were analyzed after USPT, and a correction mechanism was proposed based on this analysis. A relatively ideal method was certified and supplied for buckling distortion correction of aluminum alloy thin plate, and the application range of USPT method was expanded.
2 Experimental
The material used in this work is 5A06-H112. The chemical composition of the base metal was determined according to GB/T3190-2008 in Ref. [24], as shown in Table 1. The material properties obtained from the tensile test are listed in Table 2.
Table 1 Chemical composition of base metal (mass fraction, %)

Table 2 Mechanical properties of 5A06 base metal

The base metal plates were machined to the required sizes (500 mm �� 125 mm �� 4 mm). A square butt joint made of base metal plates, as shown in Fig. 1, was welded by variable polarity tungsten inert gas welding (VPTIG). The welding machine used in this study was a Miller Dynasty 700. The welding parameters were optimized according to our previous experiments and were largely coincident with those in Refs. [25,26] considering the thickness. The current waveform is shown in Fig. 2, and the welding process parameters used in this study are given in Table 3.
USPT was implemented on the as-welded specimens. The USPT device (model number: HJ III) invented by Tianjin University is composed of a high-power digital ultrasonic wave generator and a shot peening gun, as shown in Fig. 3. The shot peening gun includes a piezoelectric ceramic energy transducer, amplitude change bar, and peening needle. The center frequency of the output ultrasonic vibration is 20 kHz, and the amplitude range is 0-25 ��m.

Fig. 1 Schematic of butt joint

Fig. 2 Current waveform of VPTIG

Fig. 3 Configuration of USPT device
Table 3 Welding parameters used


Fig. 4 Peening operation
The specific operations are as follows: 1) Peening needles were arranged in the peening zone (weld metal region and nearby). The ultrasonic shot peening gun was pointed at the welds and was positioned to be perpendicular to it. The peening gun was slightly pressed to direct the peening treatment, as shown in Fig. 4(a). 2) In the peening zone, the y-direction (longitudinal direction) is along the weld seam and the x-direction (transverse direction) is perpendicular to the y-direction. The peening gun was guided along an S-shaped path (Fig.4 (b)). The moving distance was 3 mm for each movement. Both surfaces were peened symmetrically to avoid bending deformation.
The treatment parameters were selected as follows. The ultrasonic vibration was 17 kHz, the amplitude was 15 ��m, the width of peening zone was 80 mm (40 mm on each side of the weld seam center), welds were treated twice (top and bottom surfaces) with a required 100% coverage (the whole peening zone was peened) each time, and the treating speed was 1.0-1.5 m/min. To ensure the repeatability of the processes, three samples (numbered 1-3) were tested using the same parameters.
Buckling distortions were observed after welding. The distortions were represented by the deflection of the plates. The specimen was placed on a horizontal operating platform, and a TSL-2A arc high tester was used to measure the deflection of the specimen at intervals of 50 mm. A total of 11 deflection values were obtained along the edge of the plate in the welding direction.
The following experiments were carried out to test the performance of the peened specimens. A PSPC-MSF3M X-ray diffractometer was used to measure the residual stress distribution along the depth direction in the peening zone. The specimens were stripped layer by layer using an electrolytic polishing method, and the residual stress of each layer was measured. Because the stripping process can affect the stress distribution in the other parts of this layer, elastic mechanics was adopted to correct this deviation. Equation (1) was used to revise this experimental data:
 ��
�� (1)
(1)
where �� is the true stress, �ҡ� is the measured stress, h is the thickness of specimen and Z is the depth of the stripped layer.
Cross-sectional specimens were cut from the weld seam of the as-welded and peened specimens. The specimens were mechanically polished with emery papers and a glazing machine according to the metallographic sample preparation method. Keller��s reagent was used as the etching solution. The microstructure of the specimens was observed by a Hitachi-S4800 scanning electron microscope (SEM). A Vickers microhardness tester (model: HVA-10A) was used to measure the hardness distribution in the peened zone along the depth direction. The applied load was 50 g, and it was applied for 10 s.
3 Results and discussion
3.1 Welding distortions and correction effect after USPT
Significant buckling distortions were observed after welding, as shown in Fig. 5(a).

Fig. 5 Comparison of specimen��s shapes
The as-welded deflection curve in Fig. 6(a) presents the measured deformation of the as-welded specimen. A maximum deflection of 14.00 mm appeared at the starting point of the weld seam, and the average deflection was 5.18 mm. The overall deformation trend was that the deflection values were lower in the middle of the weld seam and higher at the two ends.
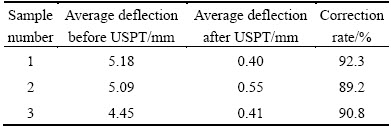
Comparing Fig. 5(a) with Fig. 5(b), it is clear that after USPT, most of the buckling distortions were eliminated. Figure 6(a) shows that when the two surfaces were peened, the maximum deflection decreased by 92.9% (from 14.00 to 1.00 mm) at the welding start point and the average deflection decreased by 92.3% (from 5.18 to 0.40 mm). The percent decrease of the average deflection is defined as the correction rate. The correction results of the three samples are listed in Table 4. The correction rates of Samples 2 and 3 reached 89.2% and 90.8%, respectively. The average correction rate of the three samples was 90.8%.
According to the above results, the welding buckling distortion of aluminum alloy sheets can be corrected to a large extent by USPT, although a 100% correction rate cannot be currently obtained. It is thus proven that USPT is an effective method of correcting buckling distortion.

Fig. 6 Deflection curves of three samples before and after USPT
Table 4 Correction results of three samples
3.2 Residual stress distribution after USPT
Figure 7 shows the residual stress distributions at the weld center line along the depth direction of the as-welded and USPT specimens. Compressive stress presented in the peening zone from the surface to a certain depth. With the depth increasing, the compressive residual stress first increased and then decreased. The stress value was -75 MPa on the surface. A maximum compressive residual stress of -111 MPa was observed at the depth of 0.4 mm. The tensile residual stress appeared at the depth of 1.15 mm, indicating that the thickness of the compressive residual stress layer was 1.15 mm. At the same position, the average stress value in the as-welded specimen was approximately 60 MPa. The stress distribution changed after USPT. The same trend was observed on the other surface.
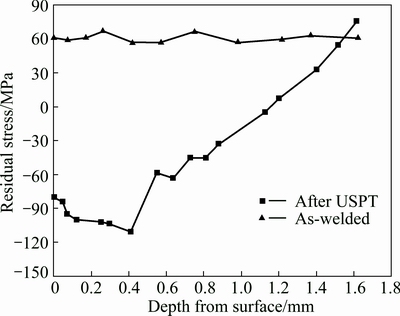
Fig. 7 Residual stress distribution in weld center line along depth direction
The welding buckling distortion is affected by the residual stress induced by the welding temperature field. Figure 8(a) is a schematic of the residual stress distribution in the aluminum alloy sheet. The y- and x-directions are along the width and weld directions, respectively. The schematic curve indicates that tensile stress is generated at the weld seam center and compressive stress is generated on both sides. Buckling distortion is generated when the compressive stress exceeds the critical buckling stress of the welded sheet. The stress is considered to be constant with respect to the depth for the thin plate used in this work. Figures 8(b) and (c) show the residual stress distribution near the weld seam of the as-welded sheet and that after USPT, respectively. During the correction process, USPT is implemented in the plastic deformation region (near the weld seam and the heat-affected zone (HAZ)). Through USPT, the residual stress state of the peened region is changed from the simple tensile stress state (Fig. 8(b)) to alternating compressive and tensile stress state (Fig. 8(c)), which is consistent with the experimental results, as shown in Fig. 7. The stress of the weld center in the thickness direction remains tensile because of the limited influence range of USPT [27,28]. Consequently, along the transverse direction, the original compressive stress on both edges disappears to balance with the stress in the center area, and as a result, the buckling distortion disappears. On the basis of the above test and analysis results, it can be concluded that USPT is an effective method of correcting welding buckling distortion.
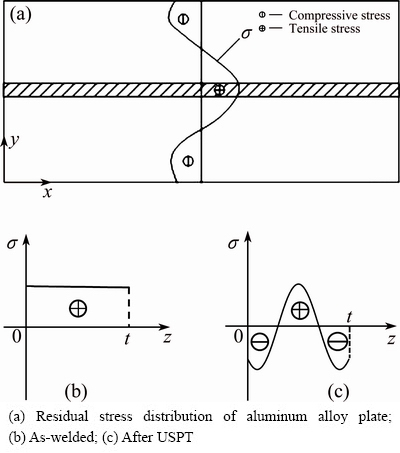
Fig. 8 Principle of buckling distortion correction by USPT
3.3 Microstructure and hardness after USPT
Figure 9 shows the microstructures of the weld seam. After USPT (Fig. 9(b)), the precipitates and grains are inclined at an angle of 45�� from the horizontal surface, whereas in the as-welded specimen (Fig. 9(a)), the precipitates have no apparent orientation. The reasons for this phenomenon are as follows. First, the slip between the crystals in the metals leads to plastic deformation. Second, shear stress is the largest on the cross section that is inclined at an angle of approximately 45�� from the direction of the shot, and the slip occurs in this direction. The grains are significantly refined after USPT. Figure 9(c) shows the internal structure of the USPT specimen. The distribution of the precipitates and grains after USPT is similar to the original distribution. This indicates that the amount of plastic deformation decreases gradually with increasing depth from the surface and that plastic deformation forms primarily near the surface.
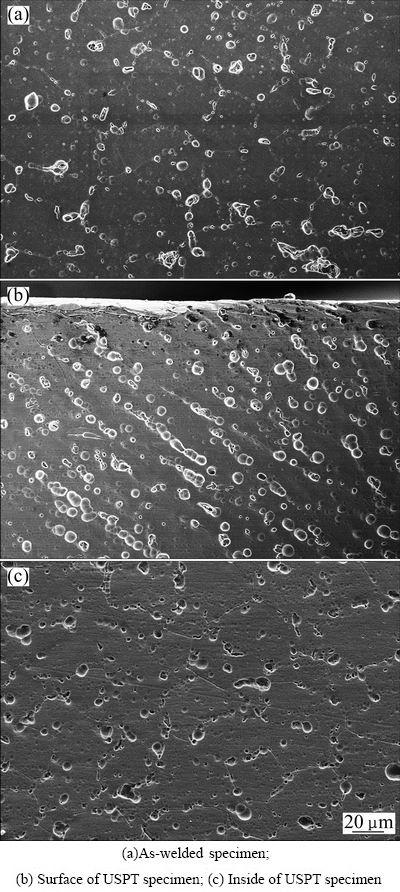
Fig. 9 SEM images of welded seam
Table 5 Microhardness in different areas of welded joint before USPT (HV0.05)

Table 5 shows the measurement results of the microhardness in different areas of the welded joint before USPT. Compared with the base metal, the hardness values of the weld and the HAZ decrease by 12.6% and 9.2%, respectively, indicating that the welded joint is softened. Figure 10 shows the microhardness distribution of the weld along the depth direction after USPT. It is observed that the hardness is higher after USPT and gradually decreases with increasing depth. There is a higher hardness value near the surface than inside the welded joint. Based on the proportional relationship between strength and hardness, it is certain that USPT hardens materials and enhances specimens. The above analysis is consistent with the test results in Refs. [29,30]. This can be attributed to the work hardening mechanism. USPT is known to be a cold working process that is implemented on the material surface, producing plastic deformation. Furthermore, a substantial amount of nonequilibrium grain boundaries and a high density of dislocations are produced, which in turn provide more barriers to crystal slip (i.e., dislocation movement), and hence the material strength is enhanced near the surface.

Fig. 10 Microhardness of weld seam center after USPT
4 Conclusions
1) The welding buckling distortion of 5A06 aluminum alloy butt joint was corrected by USPT, and the average correction rate reached 90.8%.
2) The stress state of the specimen surface changed from tensile stress (60 MPa) to compressive stress (-75 MPa), and the thickness of the compressive stress layer reached 1.15 mm.
3) After USPT, the grains in the peened zone were refined. The distribution of the precipitates and grains presented an apparent orientation, indicating that plastic deformation was formed on the peening-affected area.
4) USPT was shown to harden the softened region in the welded joint and enhance the specimen. The hardness increased by approximately 10% on the surface of the weld after USPT.
References
[1] GUO Shao-qing, XU Wen-li, YUAN Hong, GU Wei-hua, TIAN Xi-tang. Numerical simulation of distortion control by static thermal tensioning in welding of thin aluminum alloy plates [C]//ZHONG Z Y, SAKA H, KIM T H, HOLM E A, HAN Y F, XIE X S. Materials Science Forum (Volumes 475-479). Zurich-Uetikon, Switzerland: Trans Tech Publications Ltd, 2005: 3263-3266.
[2] FAN Xiao-bo, HE Zhu-bin, YUAN Shi-jian. Deformation behavior of 5A06 aluminum alloy sheet for rapid gas forming at elevated temperature [J]. Transactions of Nonferrous Metals Society of China, 2012, 22(S): s389-s394.
[3] CHEN Yan-bin, MIAO Yu-gang, LI Li-qun, WU Lin. Joint performance of laser-TIG double-side welded 5A06 aluminum alloy [J]. Transactions of Nonferrous Metals Society of China, 2009, 19(1): 26-31.
[4] SHAKOOR A, ZHOU Z G. Investigation of 3D anisotropic electrical conductivity in TIG welded 5A06 Al alloy using eddy currents [J]. Journal of Materials Processing Technology, 2011, 211(11): 1736-1741.
[5] LI Jing-yong, LU Ya-ming, LIU Zhi-peng, ZHANG Ming-ming. Residual stresses and distortions in aluminum alloy sheet after welding under pre-tension [C]//DARGUSCH M S, KEAY S M. Materials Science Forum (Volumes 618-619). Zurich-Uetikon, Switzerland: Trans Tech Publications Ltd, 2009: 45-48.
[6] ZHOU Guang-tao, LIU Xue-song, JIN Cheng, YANG Jian-guo, FANG Hong-yuan. Welding deformation controlling of aluminum- alloy thin plate by two-direction pre-stress method [J]. Materials Science and Engineering A, 2009, 499(1): 147-152.
[7] GARIEPY A, LAROSE S, PERRON C, LEVESQUE M. Shot peening and peen forming finite element modelling�Ctowards a quantitative method [J]. International Journal of Solids and Structures, 2011, 48(20): 2859-2877.
[8] CHAISE T, LI J, NELIAS D, KUBLER R, TAHERI S, DOUCHET G, ROBIN V, GILLES P. Modelling of multiple impacts for the prediction of distortions and residual stresses induced by ultrasonic shot peening (USP) [J]. Journal of Materials Processing Technology, 2012, 212(10): 2080-2090.
[9] HONG T, OOI J Y, SHAW B. A numerical simulation to relate the shot peening parameters to the induced residual stresses [J]. Engineering Failure Analysis, 2008, 15(8): 1097-1110.
[10] GAO Yu-kui, YAO Mei, LI Jin-kui. An analysis of residual stress fields caused by shot peening [J]. Metallurgical and Materials Transactions A, 2002, 33(6): 1775-1778.
[11] WANG Sheng-ping, LI Yong-jun, YAO Mei, WANG Ren-zhi. Compressive residual stress introduced by shot peening [J]. Journal of Materials Processing Technology, 1998, 73(1): 64-73.
[12] GUANGLIANO M. Relating Almen intensity to residual stresses induced by shot peening: A numerical approach [J]. Journal of Materials Processing Technology, 2001, 110(3): 277-286.
[13] XIE Le-chun, ZHANG Jiong, XIONG Cen-bo, WU Li-hong, JIANG Chuan-hai, LU Wei-jie. Investigation on experiments and numerical modelling of the residual stress distribution in deformed surface layer of Ti-6Al-4V after shot peening [J]. Materials & Design, 2012, 41: 314-318.
[14] RAKITA M, WANG Meng, HAN Qing-you, LIU Yan-xiong, YIN Fei. Ultrasonic shot peening [J]. International Journal of Computational Materials Science and Surface Engineering, 2013, 5(3): 189-209.
[15] YIN Fei, HUA Lin, WANG Xiao-ming, RAKITA M, HAN Qing-you. Numerical modelling and experimental approach for surface morphology evaluation during ultrasonic shot peening [J]. Computational Materials Science, 2014, 92: 28-35.
[16] YIN F, HU S, HUA L, WANG X M, SUSLOV S, HAN Q Y. Surface nanocrystallization and numerical modeling of low carbon steel by means of ultrasonic shot peening [J]. Metallurgical and Materials Transactions A, 2015, 46(3): 1253-1261.
[17] HE Bo-lin, YU Ying-xia, YU Huang-huang, SHI Jian-ping, ZHU Yue-feng. Grain refining mechanism and fatigue properties of bogie welded cruciform joints treated by ultrasonic impact [J]. Current Nanoscience, 2012, 8(1): 17-22.
[18] HE Bo-lin, YU Ying-xia, YU Huang-huang, SHI Jian-ping, ZHU Yue-feng. Research about the effect of ultrasonic impact on the fatigue life of butt weld joint of 16MnR steel [C]//JIANG Z Y,LI S Q,ZENG J M,LIAO X P,YANG D G. Advanced Materials Research (Volumes 189-193). Zurich-Uetikon, Switzerland: Trans Tech Publications Ltd, 2011: 3296-3299.
[19] YANG Qiu-lin, WANG Dong-po, WU Shi-pin, LI Sen. Research on the effect of ultrasonic impact peening on the fatigue property of 7075-T651 aluminum alloy [C]//WANG P C,AI L,LI Y G,SANG X M,BU J L. Advanced Materials Research (Volumes 295-297). Zurich-Uetikon, Switzerland: Trans Tech Publications Ltd, 2011: 1896-1900.
[20] HE Ting-ting,DING Zhi-min, SHEN Chang-bin, LI Zhao. Mechanisms and characteristics of ultrasonic impact treatment on steel surface [C]//KIM Y H,YARLAGADDA P. Advanced Materials Research (Volumes 835-836). Zurich-Uetikon, Switzerland: Trans Tech Publications Ltd, 2014: 649-653.
[21] ZHU You-li, LI Zhan-ming, HAN Zhi-xin, HUANG Yuan-lin. Effect of ultrasonic impact treatment on microstructure and properties of surface layer of 2A12 aluminum alloy weld joint [J]. Rare Metal Materials and Engineering, 2010, 39: 130-133.
[22] ABDULLAH A, MALAKI M, ESKANDARI A. Strength enhancement of the welded structures by ultrasonic peening [J]. Materials & Design, 2012, 38: 7-18.
[23] XIAO Chang-hui. Study on the eliminating welding residual stress and deformation by real time ultrasonic impact treatment [D]. Harbin: Harbin Institute of Technology, 2013: 41-44. (in Chinese)
[24] LIU Peng, SHI Qing-yu, WANG Wei, WANG Xin, ZHANG Zeng-lei. Microstructure and XRD analysis of FSW joints for copper T2/aluminium 5A06 dissimilar materials [J]. Materials Letters, 2008, 62(25): 4106-4108.
[25] CONG Bao-qiang, QI Bo-jin, ZHOU Xing-guo, LUO Jun. Ultrafast-convert complex-pulse square-wave VPTIG welding technology of aluminum alloy [J]. Transactions of the China Welding Institution, 2009, 30(2): 25-28.
[26] LIAO Chuan-qing, SU Guo-you, GAO Yan-fang, SONG Wei, BAO Hong-wei, GAO Jia-shuang. Microstructure and mechanical properties of 7075/5A06dissimilar aluminum alloy joints made byTIGwelding [J]. Chinese Journal of Nonferrous Metals,2015,25(1):43-48. (in Chinese)
[27] MORDYUK B N, IEFIMOV M O, PROKOPENKO G I, GOLUB T V,DANYLENKO M I. Structure, microhardness and damping characteristics of Al matrix composite reinforced with AlCuFe or Ti using ultrasonic impact peening [J]. Surface and Coatings Technology, 2010, 204(9): 1590-1598.
[28] LIAO M, CHEN W R, BELLINGER N C. Effects of ultrasonic impact treatment on fatigue behavior of naturally exfoliated aluminum alloys [J]. International journal of Fatigue, 2008, 30(4): 717-726.
[29] MIAO H Y, DEMERS D, LAROSE S, PERRON C, LEVESQUE M. Experimental study of shot peening and stress peen forming [J]. Journal of Materials Processing Technology, 2010, 210(15): 2089-2102.
[30] CHO K T, SONG K, OH S H, LEE Y K, LIM K M, LEE W B. Surface hardening of aluminum alloy by shot peening treatment with Zn based ball [J]. Materials Science and Engineering A, 2012, 543: 44-49.
�������账������5A06���Ͻӽṹʧ�ȱ���
������1,2��������1,2���� ӱ1,2���� ��1,2
1. ����ѧ ���Ͽ�ѧ�빤��ѧԺ����� 300072��
2. ����ѧ ������ִ����Ӽ����ص�ʵ���ң���� 300072
ժ Ҫ��������ó������账��(USPT)��������ʧ�ȱ��εķ�����Ӧ��X���������Dz������������ȷ���IJ���Ӧ���ֲ���Ӧ��ɨ��羵(SEM)����USPT���������������ṹ�������˳������账��֮ǰ���ӽ�ͷ��ͬ��������账��֮���ȷ������ά��Ӳ�ȡ�����������5A06���Ͻ�Խӽ�ͷ�ĺ���ʧ�ȱ��ξ��������账��������õ�������ƽ�������ʴﵽ90.8%���������ڼӹ�Ӳ�����������账��ʹ�����õ�ǿ����������������ṹ�õ����Ʋ���������;����ķֲ��������Ե�ȡ���ԡ�
�ؼ��ʣ�����ʧ�ȱ��Σ��������������账��������Ӧ��
(Edited by Yun-bin HE)
Foundation item: Project (51275343) supported by the National Natural Science Foundation of China
Corresponding author: Ying WANG; Tel: +86-13752669450; Fax: +86-22-27405889; E-mail: wangycl@tju.edu.cn
DOI: 10.1016/S1003-6326(16)64259-0

