文章编号:1004-0609(2008)S1-0047-06
低硫高硅低品位铜钴混合精矿的处理
王成彦,尹 飞,王 忠,陈永强
(北京矿冶研究总院,北京 100044)
摘 要:遵循经济可行、技术成熟的原则对某低硫高硅低品位复杂铜钴精矿处理方案的选择进行论述;采用硫酸化焙烧―硫酸浸出铜、钴、镍、锌―萃取分离铜―碳酸钙中和除铁―P204萃取除锌―中和沉淀富集钴、镍―钴、镍渣酸浸―氟化铵除钙镁―P204萃取除杂―Cyanex272萃取分离镍、钴的工艺方案,预期可以较好地解决该铜钴矿床的经济开发问题。
关键词:铜;钴;镍
中图分类号:TF 816 文献标识码:A
Processing of low-grade copper and cobalt mixed concentrate with low sulfur and high silicon
WANG Cheng-yan, YIN Fei, WANG Zhong, CHEN Yong-qiang
(Beijing General Research Institute of Mining and Metallurgy, Beijing 100044, China)
Abstract: Based on the principle of economy feasibility and technology invalidity, the selection of technologies for processing low-grade copper and cobalt mixed concentrate with low sulfur and high silicon was addressed. The presented technology is anticipated to preferably solve the problems for economically exploring the copper and cobalt mixed ore deposit.
Key words: copper; cobalt; nickel
我国北方某地储藏着一个钴金属量约3.7万吨、铜金属量约8万吨的低品位铜钴矿床,原生矿石中硫化物含量低于5%,属贫硫化物型,主要金属矿物为黄铁矿、黄铜矿、硫镍钴矿、磁黄铁矿等,平均钴含量0.050%;含铜0.14%。钴主要赋存在金属硫化物、砷化物、氧化物矿物中,特别是硫镍钴矿。由于原生矿中钴的氧化率较高,加之钴含量较低,铜钴比接近3?1,该铜钴矿的经济开发和综合利用是一个很现实和必须关注的问题:在尽可能提高有价金属综合回收率的同时,要求所采用的选、冶工艺必须简捷、经济和实用。因此,采用铜钴混选的办法直接产出铜钴混合精矿是一种必然的选择。但由于原矿中有价金属嵌布粒度细,在硫化物浮选回收率为90%的情况下,得到的铜钴混合精矿含钴也只有1.27%,含铜3.88%,含硫8.51%,而SiO2的含量则达到43.7%。
针对该低硫高硅低品位复杂铜钴精矿的处理,国内外尚无成熟的冶炼工艺[1-5]。为实现该铜钴矿床的经济开发,北京矿冶研究总院的研究者们进行了系统的研究,在综合国内外有关研究的基础上,采用硫酸化焙烧―硫酸浸出铜、钴、镍、锌―萃取分离铜―碳酸钙中和除铁―P204萃取除锌―中和沉淀富集钴、镍―钴、镍渣酸浸―氟化铵除钙镁―P204萃取除杂―Cyanex272萃取分离镍、钴的工艺,实现了铜、钴、镍、锌等有价元素的综合回收,取得了铜回收率大于89%、锌回收率大于80%、钴回收率大于93%、镍回收率约74%的实验指标。
1 实验
实验用铜钴精矿的化学成分为(%):Co 1.27,Cu 3.88,Ni 0.48,Zn 0.65,Fe 11.96,Pb 0.30,S 8.51,C 2.52,CaO 0.45,MgO 2.40,SiO2 43.70,Al2O3 11.94,Au 0.12 g/t,Ag<25 g/t。
工艺矿物学研究表明,铜钴精矿的主要金属矿物是辉砷钴矿、黄铁矿、含钴黄铁矿、含钴镍黄铁矿、黄铜矿和磁黄铁矿,次要金属矿物是斑铜矿、铜蓝、孔雀石、闪锌矿和方铅矿。主要脉石矿物是绢云母、斜绿泥石和石英,次要脉石矿物是碳酸盐类、钠长石、黑云母、石榴石、磷灰石和独居石等。
2 处理方案
仅从冶金角度考虑,该低硫高硅低品位复杂铜钴精矿具有很高的经济价值,似乎不存在经济处理的问题,但考虑矿石的采矿和选矿费用,要实现该铜钴精矿的经济处理和矿山的经济开发非常困难。按原生矿平均钴含量0.050%、铜0.14%,选矿回收率钴75%、铜85%,冶金回收率钴92%、铜95%,金属钴价350元/kg、铜50元/kg计算,原矿价值仅为177.3元/t。平均采矿费用按原矿30元/t、选矿费用按原矿40元/t(需要细磨选矿)计算,冶炼费用必须保持在原矿60元/t左右,即冶金处理费用必须介于精矿1 200元/t左右(生产出金属产品),才能保证项目有较好的收益,这对冶金工艺的选择提出了很高的要求。
2.1 火法处理
在火法处理中,仅从技术上说,最可行的是矿热电炉造锍熔炼工艺,具有处理量大、工艺成熟、有价金属回收率高等优点,但却存在以下不利条件:
1) 由于混合精矿中SiO2含量高、CaO含量低,熔炼时为降低炉渣的熔点和粘度,需配入大量的CaO造渣;
2) 由于混合精矿粒度细,为降低熔炼过程的烟尘率和提高铜、钴回收率,造锍熔炼之前,必须对混合精矿进行制团和烧结处理;
3) 按造锍熔炼过程电耗1 000 kW/t计算,考虑需添加的熔剂量和回收率,折合精矿电耗约1 260 kW/t,基本不存在经济处理的可能;
4) 按日处理10 000 t原矿的选矿规模计算,日产混合精矿500~550 t,需选用一台32 MV?A的矿热电炉,仅电炉建设就需资金约5 000万元,加上制团、烧结、收尘、废气处理等辅助设施,电炉投资金额将超过8 000万元,若再考虑富钴冰铜的处理,固定投资将超过4亿元;
5) 造锍熔炼不能回收锌;
6) 造锍熔炼产出的富钴冰铜需采用加压氧化酸浸进一步处理,浸出液同样存在铜、钴、镍及其它杂质的分离、回收等问题。
因此,该复杂铜钴混合精矿不宜采用火法处理。
2.2 湿法处理
在全湿法处理工艺方面,可以采用的工艺流程有加压氧化酸浸、加压催化氧化酸浸、直接氧化浸出 等[2, 4, 6-8]。就该铜钴混合精矿而言,采用加压氧化浸出,虽然可以实现镍、铜、锌的高效浸出,具有硫酸消耗少,不存在SO2治理问题等优点,但由于钴氧化物的存在,钴的浸出率将不会很高。初步探索实验表明,在液固比10?1、硫酸浓度10 g/L、浸出温度180 ℃、浸出时间4 h、氧分压0.6 MPa的浸出条件下,钴的浸出率只有约89%(估计在250 ℃的温度下,浸出时间可以缩短至1 h)。由于需处理的精矿量大,即使扣除钴浸出率不高的因素,从运行费用、投资以及生产成本等方面考虑,加压浸出工艺的经济可行性也存在很大的疑问,另外高压力下氧气的使用也存在一定的安全隐患。
工艺矿物学研究结果表明,混合精矿中钴主要以辉砷钴矿、含钴黄铁矿、含钴的镍黄铁矿和少量氧化钴矿形态存在,铜主要以黄铜矿的形态存在,因此,直接氧化浸出也不能实现钴、铜的高效提取。实验结果表明,采用硫酸浓度100 g/L、浸出温度90 ℃、浸出时间2.5 h、氯酸钠加入量为理论量1.5倍的浸出条件,钴浸出率只有约8%,铜浸出率也只有约20%。
显然,全湿法处理方案也不适合于该复杂铜精矿的处理。
2.3 硫酸化焙烧―焙砂浸出
自1950年以来,沸腾焙烧技术在硫化矿的处理中得到了广泛应用,20世纪70年代末,沸腾焙烧脱硫技术也被成功地应用于广西复杂锑铅矿的处理,成为脆硫锑铅矿的主要处理工艺并一直应用至今。1990年以来,沸腾焙烧脱砷、脱硫技术再次成功应用于含砷复杂金精矿的处理,取得了很好的社会和经济效益。因此,如能充分发挥焙烧和湿法浸出各自的优势,实现铜、钴、镍、锌等有价金属的综合回收,并生产相应高附加值的化工产品,是一种比较合理和经济的选择。
铜、钴混合精矿的化学分析结果表明,精矿中S含量只有8.5%。热平衡计算表明,浮选精矿即使按含水10%计算,也无法实现自热焙烧,因此,采用硫酸化焙烧-焙砂浸出工艺的关键是焙烧条件的选择和控制。设计中可以通过外加燃料或热风的方式来解决。
焙砂可以采用两段逆流浸出方式,以利于后续溶液的萃取分离和提高Cu、Co、Ni、Zn的浸出率。
研究表明,采用硫酸化焙烧-焙砂浸出方案,可以实现铜、钴、镍、锌等有价元素的综合回收。该工艺的各单元操作均有工业应用的实践经验,工业化简单,工艺技术风险低,是一种比较合理和经济的处理工艺。
3 冶金工艺条件的选择
3.1 精矿价值组成分析
铜钴混合精矿中,最有回收价值的金属元素是钴,以此次试验处理的物料为例,1 t混合精矿的价值组成如1所列。
表1 1 t铜钴混合精矿价值组成
Table 1 Value of copper cobalt mixed concentrate
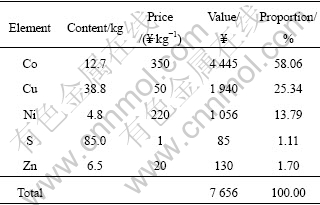
从表1精矿的价值组成情况来看,钴约占精矿总值的58%。钴回收率每降低1%,将损失44元,约相当于精矿中2.3%的铜的价值,4.2%的镍的价值,34%的锌的价值,因此,铜钴混合精矿冶金回收的重点应放在提高钴的回收率上。
综上所述,冶金工艺及条件选择的基本出发点是在充分保证高钴回收率的基础上,尽可能提高铜、镍、锌、硫等的回收率。
3.2 硫的回收
由于铜、钴混合精矿中S含量较低,无法自热焙烧,必须通过外加热源的方式来控制所需的焙烧温度。外加热源可以有如下几种方式:1) 外加粉煤;2) 喷重油辅助燃烧;3) 外加热风;4) 外加电热。若采用外加粉煤或重油辅助燃烧的方式,由于需要考虑粉煤或重油燃烧时所消耗的氧气量,焙烧时必须通入较大的空气量,导致焙烧烟气中SO2浓度低,无法制酸,只能采用石灰水吸收的方式实现净气排空。按日处理500 t精矿、脱硫率55%计算,硫酸钙渣的年产出量将超过8万吨,不仅硫酸钙渣的堆存和处理存在很大的问题,而且投资和运营费用较高。
鉴于以上外加粉煤或重油的种种不利,采用外加热风或电热的方式就成为一种比较适宜的选择。由于只需考虑精矿中硫和金属氧化所需要的氧气量,通入的空气量较小,烟气中的SO2浓度较高,完全可以制酸。
采用外加热风或电热虽然增大了精矿的处理费用(每处理1 t精矿将增加约200 kW?h的电耗),但由于冶炼厂本身在生产过程要消耗大量的硫酸,而外购硫酸的费用又较高,因此,从工程的整体角度考虑,实现烟气SO2制酸是一个比较经济的方案。
如果采用沸腾焙烧,控制1.1倍的空气过剩系数,则沸腾焙烧产出的烟气SO2含量约为6%,可以采用二转二吸制酸,以实现尾气的达标排放。按日处理500 t精矿、脱硫率55%计算,一年可以生产硫酸约24 000 t。
3.3 锌回收方案及产品结构选择
铜钴混合精矿中,锌的价值仅占精矿总值的1.7%。单从物料的价值组成角度考虑,锌可以作为钴、铜、镍回收过程的杂质元素不回收,但考虑到物料的日处理规模,按500 t/d计算,这部分锌的价值每年可以达到2 000万元。
对浸出液中锌的回收,可以采用的方案有两种:一是和钴、镍共沉淀,沉淀物酸溶后再作为杂质金属在P204萃取除杂过程中回收;二是锌优先萃取回收。第一种方案工艺简单、溶液处理量小,但试剂消耗量大、不经济(锌在和钴、镍共沉淀过程需要消耗等量的碳酸钠,在沉淀物酸溶过程要消耗等量的硫酸,在P204萃取除杂过程又要消耗等量的氢氧化钠,在反萃锌时同样要消耗等量的硫酸)。第二种方案虽然多了一道锌回收工序,工序略显复杂且萃取锌时的溶液处理量大,但试剂消耗量却大大降低(在P204萃取除锌过程需消耗等量的氢氧化钠,在反萃锌时需消耗等量的硫酸,试剂消耗量仅为第一种方案的1/2)。因此,从经济角度考虑,选取锌优先萃取方案。
考虑到锌的金属总量只有约1 000 t/a,而生产电解锌工序较多(净化、电积、剥板、熔铸、制粉等)、投资较大、人工较多、无规模效应。从经济方面考虑,本项目选用了活性氧化锌的产品结构。
3.4 钴、镍回收方案及产品结构选择[9-10]
浸出液经萃取除铜、中和除铁、碳酸钡除铅、P204萃取除锌后,除了镁含量较高外,溶液中其它杂质元素的含量已很低。对溶液中钴、镍的回收,技术上可行的方案有两种:一是氟化铵除钙、镁―P204萃取除杂―Cyanex272(或P507)萃取分离钴、镍;二是化学沉淀富集钴、镍-钴、镍沉淀渣酸溶-氟化铵除钙、镁―P204萃取除杂―Cyanex272(或P507)萃取分离钴、镍。方案一虽然省却了化学沉淀富集钴、镍和钴、镍沉淀渣的酸溶2个步骤,NaCO3和硫酸的消耗量较少,但由于溶液中所含的镁需深度脱除,NH4F消耗量却很大,另外,由于溶液处理量很大,而采用P204直接萃取除杂―Cyanex272(或P507)萃取分离钴、镍所需的萃取级数较多(约40级),设备投资很大。经对比分析,试验选取方案二作为钴、镍的回收方案。
选取方案二回收钴、镍时,首先需要解决的是钴、镍沉淀和沉淀剂的选择问题。从溶液的循环利用角度考虑,由于不会存在钙离子在溶液中的积累问题,选用CaO作钴、镍的沉淀剂是一个比较理想的选择。但实验结果表明,用CaO作沉淀剂,虽然钴、镍的沉淀率很高,但沉淀渣中钴、镍含量却很低(Co 5.25%、Ni 1.03%),而镁含量和残留的CaO含量则较高。因此,虽然存在钠离子的积累和溶液的排放等问题,也只能采用碳酸钠沉淀的办法富集钴、镍。
钴、镍沉淀后溶液部分返回焙砂浸出工序循环利用,部分开路排放以解决钠在溶液中的积累。
钴在本项目中的金属总量达到了约2 000 t/a,考虑到钴的销售问题,本研究选用了电解钴的产品结构。由于从电解钴溶液(纯净的CoCl2溶液)生产其它钴化工产品如草酸钴、氧化钴等,工艺成熟,并且通过对工艺的调整,也可以生产出精制硫酸钴、硝酸钴产品,因此,本项目在工业生产中可以考虑多种钴产品方案以适应市场的变化。
镍在本项目中的金属总量约为790 t/a,从投资、工艺、市场前景、规模效应等方面考虑,本项目选用了精制硫酸镍或碳酸镍的产品结构。
3.5 镁分离方案
焙砂酸浸过程,大部分镁以硫酸镁的形态进入溶液,浸出液含镁高达3~4 g/L,几乎为钴含量的2倍。采用NH4F虽然可以实现镁的深度脱除,但NH4F消耗量却很大,极不经济。由于MgCO3的沉淀pH值和CoCO3、NiCO3的沉淀pH值存在一定差距,因此,经过多方面的对比研究,采用控制沉淀终点pH值的办法实现了镁和钴、镍的初步分离。
沉淀实验结果表明,采用60 ℃的沉淀温度,控制沉淀终点pH为8,钴、镍的沉淀率可以达到98%以上,而镁的沉淀率只有约2%,大部分的镁依然以硫酸镁的形态留在溶液中,达到了和钴、镍分离的目的,使后续流程中NH4F消耗量大大降低。
由于采用碳酸钠沉淀钴、镍,浸出液必须部分开路排放以解决钠在溶液中的积累,因此,积累在溶液中的硫酸镁也可以随钠一起排出。
3.6 硫酸化焙烧和铜回收
在不同矿物的提取和处理过程中,每一种工艺的选择都有其目的性和针对性。铜钴精矿硫酸化焙烧的主要目的是为了尽可能提高精矿中有价金属元素的综合回收利用率,并尽可能避免不溶性的铁酸盐、硅酸盐的生成。因此,焙烧条件的选择和控制就成为该方案的关键所在。
硫酸化焙烧要求在弱氧化气氛下进行,氧化气氛太强,则钴的硫化物有可能因为过氧化而不利于钴的浸出;氧化气氛太弱,则镍、钴的硫化物尤其是镍将因为氧化不完全而无法溶出。另外,焙烧条件的选择也应考虑铜、锌的浸出和萃取电解过程的酸平衡,也就是说,焙砂中的铜、锌大部分应以氧化物、少部分以硫酸盐形态存在。同时,由于该铜钴精矿中硫含量较低,无法实现自热焙烧。为维持焙烧温度的稳定和烟气制酸,必须外加热风炉预热进行硫酸化焙烧。
4 推荐工艺
在综合各方面因素和有关研究的基础上,该项研究以成熟的沸腾焙烧技术为基础,对该复杂铜钴混合精矿的处理和伴生有价元素的综合回收进行了系统的实验研究,确定了最佳工艺条件。研究证实,采用沸腾焙烧脱硫―硫酸浸出铜、钴、镍、锌―萃取分离铜―碳酸钙中和除铁―P204萃取除锌―碳酸钠沉淀富集钴、镍―钴、镍渣硫酸浸出―氟化铵除钙镁―P204萃取除杂―Cyanex272萃取分离镍、钴的工艺,可以实现铜、锌、钴、镍等有价元素的综合回收,铜以电解铜、锌以活性氧化锌、钴以电解钴、镍以硫酸镍或碳酸镍的产品形态产出,铜回收率大于89%、锌回收率大于80%、钴回收率大于93%、镍回收率约74%。
推荐的处理复杂铜钴精矿原则工艺流程如图1所示。
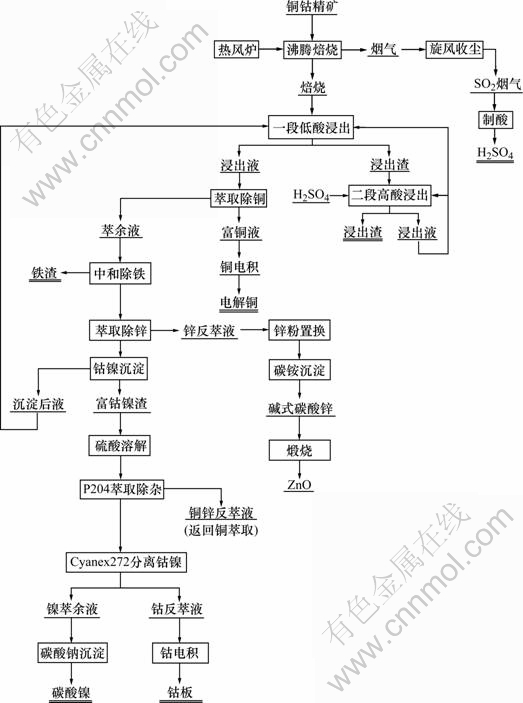
图1 复杂铜钴精矿处理原则工艺流程
Fig.1 Principle flow sheet to treat complex copper and cobalt concentrate
5 结语
一种物料的处理要综合考虑多方面的因素,其中最为关键的是经济和技术因素,在经济可行的前提下再选择成熟的处理技术。该低硫高硅低品位复杂铜钴精矿的处理方案很好地遵循了经济可行、技术成熟的原则,并取得了预期的效果。
REFERENCES
[1] 李建华, 程 威, 肖志海. 红土镍矿处理工艺综述[J]. 湿法冶金, 2004(12): 4-8.
LI Jian-hua, CHENG Wei, XIAO Zhi-hai. Overview of the extraction processing on laterite [J]. Hydrometallurgy, 2004(12): 4-8.
[2] 肖振民. 世界红土型镍矿开发和高压酸浸技术应用[J]. 中国矿业, 2002(11): 24-29.
XIAO Zhen-ming. The development of laterite and the application of HPAL in the world [J]. China Mining Magazine, 2002(11): 24-29.
[3] 崔和涛, 雪 萍, 徐有生. 我国镍冶金的发展与工艺技术进步[J]. 矿冶, 1997(6): 22-25.
CUI He-tao, XUE Ping, XU You-sheng. The development and technique advancement of the nickel metallurgy industry in our country [J]. Mining and Metallurgy, 1997(6): 22-25.
[4] 谭世雄. 我国镍冶炼工艺技术发展[J]. 科学中国人, 1999, 2: 2-7.
TANG Shi-xiong. The development of the nickel metallurgy technique in our country [J]. Science Chinese, 1999, 2: 2-7.
[5] 王成彦, 江培海. 云南中低品位氧化锌矿及元江镍矿的合理开发和利用[J]. 中国工程科学, 2005(7): 147-150.
WANG Cheng-yan, JIANG Pei-hai. The reasonable exploitation of middle and low grade zinc oxide ore and Yuanjiang nickel oxide ore in Yunan [J]. Chinese Engineering Science, 2005(7): 147-150.
[6] 王成彦. 溶剂萃取过程絮凝物的形成及控制[J]. 矿冶, 1997(3): 56-59.
WANG Cheng-yan. Formation of curd and its control in solvent extraction [J]. Mining and Metallurgy, 1997(3): 56-59.
[7] 王成彦, 胡福成. Cyanex272 在镍钴分离中的应用[J]. 有色金属, 2001(3): 1-4.
WANG Cheng-yan, HU Fu-cheng. Application of Cyanex 272 for Co/Ni separation [J]. Nonferrous, 2001(3): 1-4.
[8] 王成彦. 氨性溶液中铜、镍、钴的萃取分离[J]. 有色金属, 2002(1): 23-25.
WANG Cheng-yan. Using solvent extraction to separate Cu, Ni and Co from their ammonia solution [J]. Nonferrous, 2002(1): 23-25.
[9] 刘大星. 从红土镍矿中回收镍钴技术的进展[J]. 有色金属(冶炼部分), 2002(3): 15-19.
LIU Da-xing. The technical progress of the nickel cobalt extraction from laterite [J]. Nonferrous (Metallurgy), 2002(3): 15-9.
[10] 王成彦. 元江贫氧化镍矿氯化离析焙砂的氨浸[J]. 有色金属(冶炼部分), 2001(2): 12-14.
WANG Cheng-yan. Ammonia leaching of chlorideizing slag of yuanjiang lean nickel oxide ore [J]. Nonferrous (Metallurgy), 2001(2): 12-14.
基金项目:国家重点基础研究发展规划资助项目(2007CB613505);国家高技术研究发展计划资助项目(2006AA06Z131);国家自然科学基金资助项目(50674014)
通讯作者:王成彦,博士,研究员;电话:010-88399551;E-mail: wchy3207@sina.com
(编辑 李向群)

