DOI: 10.11817/j.issn.1672-7207.2017.10.005
»щУЪКэЦөДЈДвәН»Ш№йХэҪ»ЙијЖөДAA5754ВБәПҪрОВіЙРО»ШөҜМШРФ
Йк№ъХЬ1, 2Ј¬ёрУАЕф2Ј¬БхБўЦТ3Ј¬ХФАӨГс1, 2
(1. ҙуБ¬Ан№ӨҙуС§ №ӨТөЧ°ұёҪб№№·ЦОц№ъјТЦШөгКөСйКТЈ¬БЙДю ҙуБ¬Ј¬116024Ј»
2. ҙуБ¬Ан№ӨҙуС§ Жыіө№ӨіМС§ФәЈ¬БЙДю ҙуБ¬Ј¬116024Ј»
3. ¶«ұұҙуС§ ІДБПҝЖС§Ул№ӨіМС§ФәЈ¬БЙДю ЙтСфЈ¬110819)
ХӘТӘЈәТФФІНІОВАӯЙоЗР»·КөСйОӘ»щҙЎЈ¬ІЙУГКэЦөДЈДвУл»Ш№йХэҪ»КФСйПаҪбәПөД·Ҫ·ЁЈ¬ҪЁБўВБәПҪрОВіЙРО№эіМЦР°еБПіЙРОіхКјОВ¶ИЎўДҰІБТтКэЎўС№ұЯБҰЎў°јДЈФІҪЗ°лҫ¶әНН№°јДЈјдП¶Ул»ШөҜЦ®јдөД»Ш№йДЈРНЈ¬өГіцёч№ӨТХІОКэ¶ФЦЖјю»ШөҜөДУ°Пм№жВЙЈ¬И·¶ЁЧоУЕ№ӨТХІОКэЧйәПЎЈНЁ№э»Ш№йДЈРНҪшРР»ШөҜФӨІвЈ¬ІўУлПаН¬№ӨТХМхјюПВ4ЦЦОВ¶ИөДКөСйҪб№ыәНКэЦөДЈДвҪб№ыҪшРРұИҪПЎЈСРҫҝҪб№ыұнГчЈә»Ш№йДЈРНПФЦшРФГчПФЈ¬ДвәП¶ИёЯЈ¬ФӨІвҪб№ыҫЯУРҪПёЯөДҝЙРЕ¶ИЎЈ
№ШјьҙКЈәКэЦөДЈДвЈ»»Ш№йХэҪ»КФСйЈ»ВБәПҪрЈ»ОВіЙРОЈ»»ШөҜЈ»»Ш№йДЈРН
ЦРНј·ЦАаәЕЈәTG376.2 ОДПЧұкЦҫВлЈәA ОДХВұаәЕЈә1672-7207(2017)10-2590-07
Springback analysis of warm forming for aluminum alloy AA5754 by numerical simulation method in conjunction with regression orthogonal design
SHEN Guozhe1, 2, GE Yongpeng2, LIU Lizhong3, ZHAO Kunmin1, 2
(1. State Key Laboratory of Structural Analysis for Industrial Equipment, Dalian University of Technology, Dalian 116024, China;
2. School of Automotive Engineering, Dalian University of Technology, Dalian 116024, China;
3. School of Material Science and Engineering, Northeastern University, Shenyang 110819, China)
Abstract: Based on the split-ring experiment for cylindrical drawing cups, a regression model of relationship between springback and process parameters, including initial forming temperature of blank, friction coefficient, blank holder force, die radius and clearance between punch and die, was established for warm forming of aluminum alloy by numerical simulation method in conjunction with the regression orthogonal test. The effect of process parameters on springback was investigated, and the optimal combination of process parameters was determined. The regression model was applied to predict the springback, whose results were compared with those of test and numerical simulation at four kinds of temperatures. The results show that with high significance and fitting degree, the regression model is reliable.
Key words: numerical simulation; regression orthogonal test; aluminum alloy; warm forming; springback; regression model
ВБәПҪр°еҫЯУРГЬ¶ИРЎЎўұИЗҝ¶ИёЯЎўДНёҜКҙРФЗҝөИУЕөгЈ¬іЙОӘДҝЗ°МжҙъЖыіөУГёЦ°еөДЦчТӘЗбБҝ»ҜІДБП[1-3]ЎЈө«ЛьФЪКТОВМхјюПВЛЬРФөНЈ¬іЙРОРФДЬІоЈ¬ЦұҪУУ°ПмөҪЦЖјюөДРОЧҙәНіЯҙзҫ«¶ИЎЈВБәПҪрөДОВіЙРО№ӨТХТтЖдДЬПФЦшМбёЯ°еБПЛЬРФЎўГчПФёДЙЖ»ШөҜПЦПуҙУ¶шКЬөҪ№ъДЪНвСРҫҝХЯөД№г·ә№ШЧўЎЈABEDRABBOөИ[4]ҪшРРБЛІ»Н¬ОВ¶ИЎўІ»Н¬УҰұдЛЩВКПВөДВБәПҪрОВіЙРОКөСйЈ¬ҪЁБўБЛУлОВ¶ИәНУҰұдЛЩВКПа№ШөДёчПтТмРФІДБПДЈРНЎЈНхГПҫэөИ[5]ІЙУГІоОВАӯЙмКөСйЈ¬өГіцБЛВБәПҪрОВАӯЙмКұөДБчұдРРОӘТФј°ј«ПЮАӯЙмұИЛжұдРООВ¶ИЎўАӯЙмЛЩВКәНС№ұЯБҰөДұд»Ҝ№жВЙЎЈВБәПҪрОВіЙРОөДЗчКЖКЗҫ«ГЬіЙРОЈ¬И»¶шЈ¬Хл¶ФЖдФЪОВіЙРО№ӨТХМхјюПВөД»ШөҜСРҫҝДҝЗ°»№әЬЙЩЙжј°Ј¬ҙу¶аКэҙҰУЪјтөҘөДНдЗъұдРОСРҫҝЙП[6]ЎЈОӘҙЛЈ¬ұҫОДЧчХЯТФ өИ[7]өДВБәПҪрФІНІОВАӯЙоЗР»·КөСйОӘ»щҙЎЈ¬ІЙУГКэЦөДЈДвУл»Ш№йХэҪ»КФСйПаҪбәПөД·Ҫ·ЁЈ¬СРҫҝ°еБПіЙРОіхКјОВ¶ИЎўДҰІБТтКэЎўС№ұЯБҰЎў°јДЈФІҪЗ°лҫ¶әНН№°јДЈјдП¶¶ФЦЖјю»ШөҜөДУ°ПмЈ¬ҪЁБўОВіЙРО№ӨТХЦРВБәПҪрЦЖјю»ШөҜөД¶аФӘ»Ш№йДЈРНЈ¬ҪТКҫЖд»ШөҜ№жВЙЎЈ
өИ[7]өДВБәПҪрФІНІОВАӯЙоЗР»·КөСйОӘ»щҙЎЈ¬ІЙУГКэЦөДЈДвУл»Ш№йХэҪ»КФСйПаҪбәПөД·Ҫ·ЁЈ¬СРҫҝ°еБПіЙРОіхКјОВ¶ИЎўДҰІБТтКэЎўС№ұЯБҰЎў°јДЈФІҪЗ°лҫ¶әНН№°јДЈјдП¶¶ФЦЖјю»ШөҜөДУ°ПмЈ¬ҪЁБўОВіЙРО№ӨТХЦРВБәПҪрЦЖјю»ШөҜөД¶аФӘ»Ш№йДЈРНЈ¬ҪТКҫЖд»ШөҜ№жВЙЎЈ
1 КөСй·Ҫ·ЁөДИ·¶Ё
»Ш№йХэҪ»ЙијЖКЗХэҪ»КФСйЙијЖәН»Ш№й·ЦОцөДУР»ъҪбәПЈ¬І»ҪцУРәПАнөДКФСйЙијЖәНҪПЙЩөДКФСйҙОКэЈ¬¶шЗТДЬҪЁБўУРР§өДКэС§ДЈРНЎЈЛьҝЙТФФЪТтЛШөДКФСй·¶О§ДЪСЎФсККөұөДКФСйөгЈ¬УГҪПЙЩөДКФСйҪЁБў1ёцҫ«¶ИёЯЎўНіјЖРФЦКәГөД»Ш№й·ҪіМЈ¬ІўДЬҪвҫцКФСйУЕ»ҜОКМвЈ¬№г·әУҰУГУЪКөјКЙъІъәНҝЖС§КФСй[8-10]ЎЈУЙУЪКФСйЙжј°өДУ°ПмТтЛШҪП¶аЈ¬ұҫОДІЙУГТ»ҙО»Ш№йХэҪ»КФСйөД·Ҫ·ЁҪшРР·ЦОцЈ¬КФСйЙијЖБчіМИзНј1ЛщКҫЎЈҪЁБўКФСйЦёұкyУлmёцТтЛШx1, x2, Ўӯ, xmЦ®јдөДТ»ҙО»Ш№йКэС§ДЈРНЈә
 ;
;  (1)
(1)
КҪЦРЈә ОӘҪ»»ҘПоЈ»aОӘіЈКэПоЈ»
ОӘҪ»»ҘПоЈ»aОӘіЈКэПоЈ» әН
әН ОӘёчұдБҝәНҪ»»ҘПоөДЖ«»Ш№йПөКэЎЈ
ОӘёчұдБҝәНҪ»»ҘПоөДЖ«»Ш№йПөКэЎЈ
2 УРПЮФӘДЈРНөДҪЁБўУлКөСйҪб№ыСйЦӨ
2.1 УРПЮФӘДЈРНөДҪЁБў
ТФ өИ[7]МбіцөДФІНІОВАӯЙоЗР»·КөСйОӘ»щҙЎЈ¬АыУГ°еБПіеС№іЙРО·ВХжИнјюDynaform¶ФКөСй№эіМҪшРРКэЦөДЈДвЎЈФІНІАӯЙоҫЯУРЦб¶ФіЖРФЈ¬ОӘМбёЯјЖЛгР§ВКЈ¬ИЎ°еБПөД1/2ҪЁБўУРПЮФӘДЈРНЈ¬ОВіЙРОУРПЮФӘДЈРНИзНј2ЛщКҫЎЈЖдЦР°еБПОӘөҜЛЬРФұдРОМеЈ¬Н№°јДЈј°С№ұЯИҰОӘёХРФМеЈ¬°еБПөҘФӘІЙУГИ«»э·ЦҝЗөҘФӘЎЈ

Нј1 »Ш№йХэҪ»КФСйЙијЖБчіМНј
Fig. 1 Flow chart of regression orthogonal test design

Нј2 ОВіЙРОУРПЮФӘДЈРН
Fig. 2 Finite element model in warm forming
ВБәПҪрІДБПөДұҫ№№ДЈРНІЙУГ3ІОКэBarlat-LianәсПтТмРФЗь·юЧјФт[11-14]ЎЈКэЦөДЈДвРиТӘЙи¶ЁИИұЯҪзМхјюЈ¬ұҫДЈРНөДИИұЯҪзМхјюКЗЙиЦГДЈҫЯОВ¶ИЈ¬К№Н№ДЈЎў°јДЈәНС№ұЯИҰөДОВ¶ИФЪОВіЙРО№эіМЦРұЈіЦәг¶ЁЈ¬КјЦХУл°еБПөДіЙРОіхКјОВ¶ИПаөИЎЈФЪАӯЙо№эіМЦРЈ¬°еБПФЪЛЬРФұдРОөДН¬Кұ·ўЙъ¶ҜМ¬»ШёҙЈ¬ОВ¶И·ўЙъұд»ҜЈ¬ҙУ¶шУлДЈҫЯ·ўЙъИИҪ»»»ЎЈДЈДвИИҪ»»»РиТӘ¶ЁТеИИҪУҙҘМхјюЈ¬НЁіЈУГИИҙ«өЭПөКэАҙ¶ЁТеЈ¬ұҫДЈРНёщҫЭДЈҫЯәН°еБПөДјдП¶Аҙ¶ЁТеҝЙұдөДИИҙ«өЭПөКэЎЈОӘјт»ҜјЖЛгЈ¬өұДЈҫЯУл°еБПҫаАлРЎУЪ0.5 mmКұЈ¬ИИҙ«өЭПөКэЙиОӘ5 500 W/(m2ЎӨЎж)[15]Ј»өұДЈҫЯУл°еБПөДҫаАлі¬№э0.5 mmКұЈ¬ИПОӘДЈҫЯУл°еБПЦ®јдОЮИИҙ«өЭ·ўЙъЎЈКэЦөДЈДв№эіМУлКөСй№эіМТ»ЦВЈ¬·ЦОӘіЙРОЎўҝХАдЎўЗРёоәН»ШөҜ4ІҪЈ¬ДЈДвБчіМИзНј3ЛщКҫЎЈ

Нј3 КэЦөДЈДвБчіМ
Fig. 3 Flow diagram of numerical simulation
2.2 КөСйҪб№ыСйЦӨ
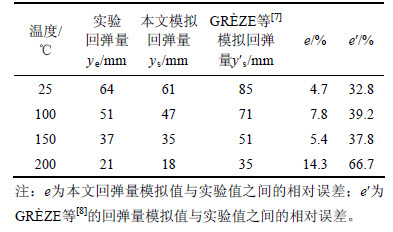
ТэУГөИ[7]өДФІНІОВАӯЙоЗР»·КөСйЈ¬ИЎЖдКөСйҪб№ыј°КэЦөДЈДвҪб№ыУлұҫОДФЪПаН¬№ӨТХМхјюПВЛщөГ»ШөҜБҝКэЦөДЈДвҪб№ыҪшРРұИҪПЈ¬Изұн1ЛщКҫЎЈ
ҙУұн1ҝЙТФҝҙіцЈәұҫОД»ШөҜБҝКэЦөДЈДвЦР»ШөҜөДјЖЛгҫ«¶ИТӘФ¶Ф¶ёЯУЪөИ[7]өДјЖЛгҫ«¶ИЎЈХвКЗТтОӘөИ[7]ФЪКэЦөДЈДвЦРІЙУГөДөҘФӘАаРНОӘИэО¬КөМеөҘФӘЈ¬¶шМеөҘФӘФЪ°еБПіЙРОДЈДвЦРҙжФЪИұПЭЎЈОӘБЛЖҪәвјЖЛгҫ«¶ИУлјЖЛгР§ВКөДУ°ПмР§УҰЈ¬МеөҘФӘөДіӨҝнұИПа¶ФҪПҙуЈ¬өјЦВ°еБПНшёсЦКБҝҪПІоЈ¬»ШөҜБҝКэЦөДЈДвҫ«¶ИҪөөНЎЈ¶шұҫОДКэЦөДЈДвЦРІЙУГөДҝЗөҘФӘФтІ»ҙжФЪЙПКцИұПЭЈ¬ТтҙЛЈ¬»ШөҜБҝјЖЛгҫ«¶ИҪПёЯЎЈН¬КұЈ¬ҝЗөҘФӘФЪ°еБПіЙРОКэЦөДЈДвЦРөДУЕФҪРФТІөГөҪБЛҪшТ»ІҪМеПЦЎЈҙЛНвЈ¬ұҫОД»ШөҜБҝКэЦөДЈДвҪб№ыУлКөСйҪб№ыҪПҪУҪьЈ¬ЛөГчКэЦөДЈДвҪб№ыҝЙҝҝЈ¬ІўЗТЛщҪЁБўөДУРПЮФӘДЈРНХэИ·Ј¬ОӘәуРшКэЦөДЈДвҪб№ыөДХэИ·РФМṩБЛұЈЦӨЎЈ
ұн1 КөСйУлКэЦөДЈДвҪб№ы
Table 1 Results of experiment and numerical simulation
3 »Ш№йДЈРНөДҪЁБўәНјмСй
3.1 »Ш№йДЈРНөДҪЁБў
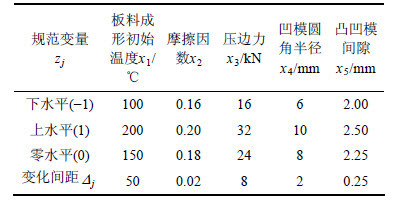
У°ПмЦЖјю»ШөҜөД№ӨТХІОКэәЬ¶аЈ¬ұҫОДХл¶ФУ°Пм»ШөҜөДПФЦшРФЛ®ЖҪЈ¬СЎУГ°еБПіЙРОіхКјОВ¶ИЎўДҰІБТтКэЎўС№ұЯБҰЎў°јДЈФІҪЗ°лҫ¶әНН№°јДЈјдП¶№І5ёц№ӨТХІОКэЎЈіэОВ¶ИТФНвЈ¬Ҫ«өИ[7]КөСйЦРөД№ӨТХІОКэЦөЧчОӘұҫОДКэЦөДЈДвІОКэИЎЦө·¶О§өДЦРјдЦөЈ¬ІОКэИЎЦө·¶О§Изұн2ЛщКҫЎЈ
СЎИЎҝӘҝЪФІ»·ХЕҝӘөДЦұПЯҫаАлyЧчОӘ»ШөҜБҝөДКФСйЦёұкЈ¬ТФЙПКц5ёц№ӨТХІОКэЧчОӘҝјІмТтЛШЈ¬ІўҝјВЗЛщУРТтЛШјдөДҪ»»ҘЧчУГЈ¬УҰУГТ»ҙО»Ш№йХэҪ»КФСй·ЦОцХв5ёцТтЛШәНКФСйЦёұкЦ®јдөД№ШПөЎЈҪ«ТтЛШxjөДёчЛ®ЖҪҪшРРПЯРФұд»»Ј¬јҙ
ұн2 №ӨТХІОКэИЎЦө·¶О§
Table 2 Value range of process parameters

 (2)
(2)
КҪЦРЈә ОӘ№ж·¶ұдБҝЈ¬ИЎЦө·¶О§ОӘ[-1,1]Ј»
ОӘ№ж·¶ұдБҝЈ¬ИЎЦө·¶О§ОӘ[-1,1]Ј» ОӘЧФИ»ұдБҝЈ»
ОӘЧФИ»ұдБҝЈ» ОӘөДБгЛ®ЖҪЈ¬өИУЪЙПЛ®ЖҪУлПВЛ®ЖҪөДЛгКхЖҪҫщЦөЈ»
ОӘөДБгЛ®ЖҪЈ¬өИУЪЙПЛ®ЖҪУлПВЛ®ЖҪөДЛгКхЖҪҫщЦөЈ» ОӘТтЛШөДұд»ҜјдҫаЈ¬өИУЪЙПЛ®ЖҪУлБгЛ®ЖҪЦ®ІоЎЈКФСйТтЛШЛ®ЖҪұаВлјыұн3ЎЈ
ОӘТтЛШөДұд»ҜјдҫаЈ¬өИУЪЙПЛ®ЖҪУлБгЛ®ЖҪЦ®ІоЎЈКФСйТтЛШЛ®ЖҪұаВлјыұн3ЎЈ
Т»ҙО»Ш№йХэҪ»КФСйЙијЖ·Ҫ°ёј°КФСйҪб№ыИзұн4ЛщКҫЈ¬ЖдЦРөЪ17Ј¬18әН19әЕКФСйіЖОӘБгЛ®ЖҪКФСй»тЦРРДКФСйЎЈҪшРРБгЛ®ЖҪКФСйөДДҝөДКЗОӘБЛёьҫ«И·өШҪшРРНіјЖ·ЦОцЈ¬өГөҪҫ«¶ИҪПёЯөД»Ш№йДЈРНЎЈГҝЧйУРПЮФӘ·ВХжөД·Ҫ°ёУЙzj¶ФУҰөДЛ®ЖҪИ·¶ЁЈ¬ЖдЦРzkzjОӘҪ»»ҘЧчУГПоxkxj¶ФУҰөДұаВлјҙ0Ј¬-1»тХЯ1ЎЈАыУГDynaformҪшРРУРПЮФӘҪЁДЈУлКэЦөДЈДвЈ¬ІўјЗВј»ШөҜөД·ВХжҪб№ыЎЈ
ұн3 Т»ҙО»Ш№йХэҪ»КөСйТтЛШЛ®ЖҪұаВл
Table 3 Factors and levels of linear regression orthogonal test
Т»ҙО»Ш№й·ҪіМПөКэөДјЖЛ㹫КҪОӘЈә
 (3)
(3)
 (4)
(4)
 (5)
(5)
ұн4 Т»ҙО»Ш№йХэҪ»КФСйЙијЖ·Ҫ°ёј°КөСйҪб№ы
Table 4 Design scheme and results of linear regression orthogonal test
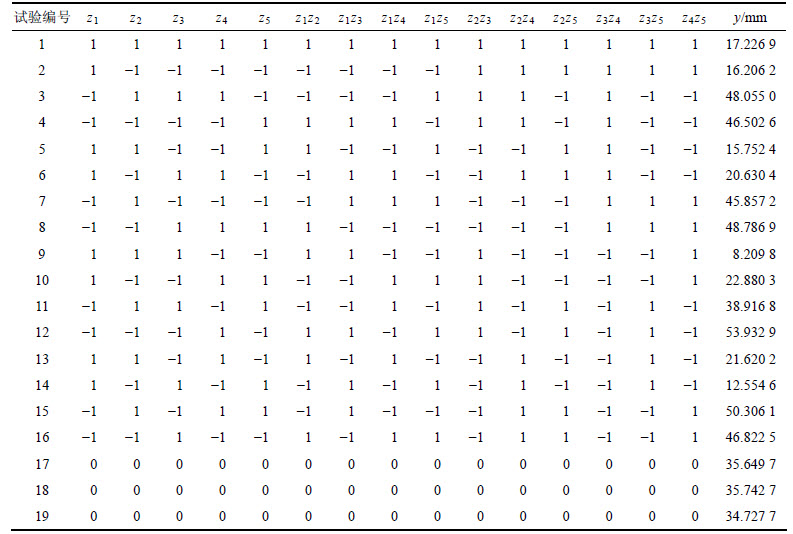
КҪЦРЈәnОӘЧЬКФСйҙОКэЈ»mcОӘ¶юЛ®ЖҪКФСйҙОКэЈ»zjiұнКҫzjБРёчЛ®ЖҪөДұаВлЈ» ұнКҫ
ұнКҫ БРёчЛ®ЖҪөДұаВлЎЈУЙұн4КэҫЭҝЙөГ№ж·¶ұдБҝ
БРёчЛ®ЖҪөДұаВлЎЈУЙұн4КэҫЭҝЙөГ№ж·¶ұдБҝ УлКФСйЦёұкyЦ®јдөД»Ш№й·ҪіМОӘ
УлКФСйЦёұкyЦ®јдөД»Ш№й·ҪіМОӘ



 (6)
(6)
3.2 »Ш№йДЈРНөДПФЦшРФјмСй
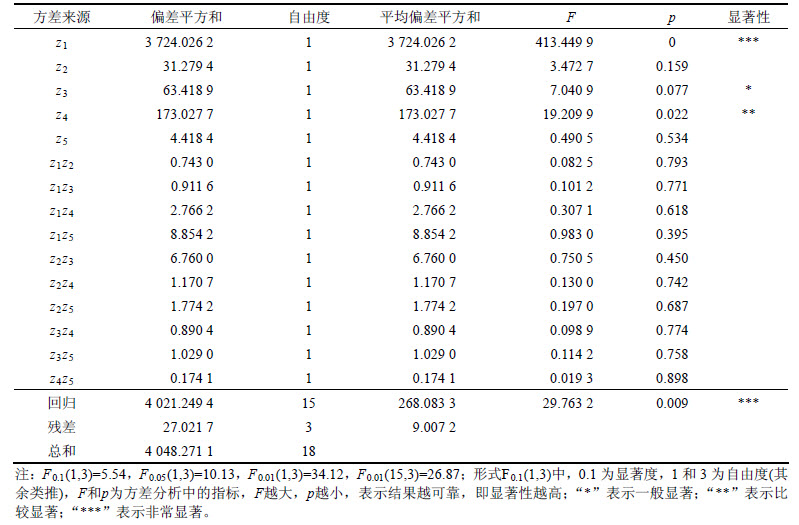
»Ш№йДЈРНөД·ҪІо·ЦОцҪб№ыИзұн5ЛщКҫЎЈУЙұн5 ЦР·ҪІо·ЦОцЦёұкpҝЙТФҝҙіцЈәЧЬМеЙПЈ¬ТтЛШөДЦчР§УҰ¶ФПмУҰұдБҝөДУ°ПмұИТтЛШјдҪ»»ҘЧчУГөДУ°ПмТӘПФЦшЈ»¶ФУЪПФЦшРФЛ®ЖҪЈ¬ Ј¬ТтЛШz1Ј¬z3әНz4¶ФКФСйЦёұкyУРПФЦшөДУ°ПмЈ¬ЖдЛыТтЛШәНҪ»»ҘЧчУГ¶ФКФСйЦёұк¶јОЮПФЦшРФУ°ПмЈ¬ЛщТФЈ¬УҰҪ«ЛьГЗөДЖҪ·ҪәНј°ЧФУЙ¶ИІўИлІРІоПоЈ¬И»әуҪшРРөЪ¶юҙО·ҪІо·ЦОцЎЈz2УлКұөДЦөұИҪПҪУҪьЈ¬УиТФұЈБфЈ¬·ЦОцҪб№ыјыұн6ЎЈ
Ј¬ТтЛШz1Ј¬z3әНz4¶ФКФСйЦёұкyУРПФЦшөДУ°ПмЈ¬ЖдЛыТтЛШәНҪ»»ҘЧчУГ¶ФКФСйЦёұк¶јОЮПФЦшРФУ°ПмЈ¬ЛщТФЈ¬УҰҪ«ЛьГЗөДЖҪ·ҪәНј°ЧФУЙ¶ИІўИлІРІоПоЈ¬И»әуҪшРРөЪ¶юҙО·ҪІо·ЦОцЎЈz2УлКұөДЦөұИҪПҪУҪьЈ¬УиТФұЈБфЈ¬·ЦОцҪб№ыјыұн6ЎЈ
УЙұн6 ЦРөЪ2ҙО·ҪІо·ЦОцҪб№ыҝЙЦӘЈә¶ФУЪПФЦшРФЛ®ЖҪ Ј¬ёчПо»Ш№йПөКэ¶јҙпөҪПФЦшЛ®ЖҪЈ¬ЛщҪЁБўөД»Ш№йДЈРНFОӘ247.191 8Ј¬p=0Јј0.001Ј¬ұнГч»Ш№йДЈРНТІ·ЗіЈПФЦшЎЈТтҙЛЈ¬Фӯ»Ш№йДЈРНҝЙТФјт»ҜОӘ
Ј¬ёчПо»Ш№йПөКэ¶јҙпөҪПФЦшЛ®ЖҪЈ¬ЛщҪЁБўөД»Ш№йДЈРНFОӘ247.191 8Ј¬p=0Јј0.001Ј¬ұнГч»Ш№йДЈРНТІ·ЗіЈПФЦшЎЈТтҙЛЈ¬Фӯ»Ш№йДЈРНҝЙТФјт»ҜОӘ

 (7)
(7)
ұн5 »ШөҜБҝ·ҪІо·ЦОцҪб№ы
Table 5 Analysis results of springback variance
ұн6 өЪ¶юҙО·ҪІо·ЦОцҪб№ы
Table 6 The second variance analysis results

3.3 »Ш№йДЈРНөДК§ДвРФјмСй
¶Ф»Ш№йДЈРНҪшРРК§ДвРФјмСйЈ¬Ҫб№ыИзұн7ЛщКҫЎЈҙУұн7ҝЙТФҝҙіцЈәёҙПа№ШПөКэRОӘ0.997Ј¬ҪУҪь1.000Ј¬ЗТFЈјF0.05(12,2)Ј¬ЛөГчКФСйЦёұкУлёчТтЛШЦ®јдҙжФЪҪПәГөДПЯРФ№ШПөЈ¬ІўЗТЛщҪЁБўөД»Ш№йДЈРНК§ДвРФІ»ПФЦшЈ¬УлКөјКЗйҝцДвәПіМ¶ИҪПёЯЎЈ
ұн7 »Ш№йДЈРНК§ДвРФјмСй
Table 7 Lack of fit test inspection of regression model

3.4 »Ш№йДЈРНөД»Шҙъ
ёщҫЭ»Ш№йДЈРНөДПФЦшРФјмСйәНК§ДвРФјмСйҪб№ыЈ¬»Ш№й·ҪіМПФЦшРФГчПФЈ¬ДвәП¶ИёЯЎЈёщҫЭұаВ빫КҪ Ј¬
Ј¬ Ј¬
Ј¬
 әН
әН ҪшРР»Ш№й·ҪіМ»ШҙъЈ¬ҫӯХыАнөГ
ҪшРР»Ш№й·ҪіМ»ШҙъЈ¬ҫӯХыАнөГ

 (8)
(8)
ЙПКц»Ш№йДЈРНЛөГч№ӨТХІОКэјдөДҪ»»ҘЧчУГҝЙТФәцВФЈ¬°еБПіЙРОіхКјОВ¶ИЎўДҰІБТтЛШЎўС№ұЯБҰәН°јДЈФІҪЗ°лҫ¶¶ФЦЖјю»ШөҜҫщУРПФЦшУ°ПмЈ¬ЗТУ°ПмР§УҰҫЯУРҪПәГөДҝЙјУРФЎЈёщҫЭ»Ш№йДЈРНЈ¬ҝЙТФөГіцК№»ШөҜБҝЧоРЎөДЧоУЕ№ӨТХІОКэЧйәПЈә°еБПіЙРОіхКјОВ¶ИОӘ200 ЎжЈ¬ДҰІБТтЛШОӘ0.20Ј¬С№ұЯБҰОӘ32 kNЈ¬°јДЈФІҪЗ°лҫ¶ОӘ6 mmЎЈХвУлНЁ№эХэҪ»КФСйөГіцөДҪб№ыТ»ЦВЎЈ
3.5 »Ш№йДЈРНөДСйЦӨ
Ҫ«ұн1ЛщКҫ»ШөҜБҝКөСйҪб№ыЎўКэЦөДЈДвҪб№ы·ЦұрУлПаН¬№ӨТХМхјюПВөД»Ш№йФӨІвҪб№ыҪшРРұИҪПЈ¬Ҫб№ыјыұн8ЎЈҙУұн8ҝЙТФҝҙіцЈә»ШөҜБҝ»Ш№йФӨІвҪб№ыУлКөСйҪб№ыЎўКэЦөДЈДвҪб№ыҪПҪУҪьЈ¬ЛөГчұҫОДҪЁБўөД»Ш№йДЈРНҝЙРЕ¶ИёЯЈ¬ДЬЧјИ·өШ·ҙУіОВіЙРО№ӨТХЦРВБәПҪрЦЖјю»ШөҜБҝУл№ӨТХІОКэЦ®јдөД№ШПөЎЈ
ұн8 »ШөҜБҝ»Ш№йФӨІвҪб№ыУлКөСйҪб№ыәНКэЦөДЈДвҪб№ыөДПа¶ФОуІо
Table 8 Relative error of springback among regression prediction results, experiment results and numerical simulation results

ОӘБЛҪшТ»ІҪСйЦӨ»Ш№йДЈРНөДҝЙҝҝРФЈ¬ФЪКэЦөДЈДвөД»щҙЎЙПЈ¬¶ФЖдЙжј°өД°еБПіЙРОіхКјОВ¶ИЎўДҰІБТтЛШЎўС№ұЯБҰәН°јДЈФІҪЗ°лҫ¶ҪшРРХэҪ»КФСйЙијЖЎЈТСЦӘ№ӨТХІОКэјдөДҪ»»ҘЧчУГҝЙТФәцВФЈ¬СЎИЎХэҪ»ұнL9(34)Ј¬ТФДЈДв»ШөҜБҝysЧчОӘКФСйЦёұкЈ¬Ҫ«ёчЧйДЈДвҪб№ы·ЦұрУлЖд¶ФУҰөД»Ш№йФӨІвҪб№ыҪшРРұИҪПЈ¬Изұн9ЛщКҫЎЈҙУұн9ҝЙјыЈә88.89%өДёчІОКэ»Ш№йФӨІвҪб№ыУлКэЦөДЈДвҪб№ыөДПа¶ФОуІоФЪ10%ТФДЪЈ¬ҝјВЗөҪИОәОКФСй¶јІ»ҝЙұЬГвөШҙжФЪКФСйОуІоЈ¬»Ш№йДЈРНөДҝЙҝҝРФөГөҪБЛҪшТ»ІҪСйЦӨЎЈ
ұн9 »Ш№йФӨІвУлКэЦөДЈДвөДПа¶ФОуІо
Table 9 Relative error between regression prediction and numerical simulation

Па¶ФУЪКэЦөДЈДвЈ¬»Ш№йФӨІвҙжФЪТ»¶ЁөДҫЦПЮРФЎЈФӨІвҫ«¶И¶ФЦЖјюРОЧҙТААөРФҪПЗҝЈ¬ИфЦЖјюРОЧҙ·ўЙъұд»ҜЈ¬Фт»Ш№йДЈРНТІТӘҪшРРПаУҰРЮёДЎЈИ»¶шЈ¬ФЪКөјКУҰУГЦРЈ¬»Ш№йФӨІвөД·Ҫ·Ё·ЗіЈКөУГЎЈФЪіеС№№ӨТХЦРЈ¬№ӨТХІОКэ¶ФЦЖјюЦКБҝөДУ°Пм°ьАЁЦЖјю»ШөҜәНЧоУЕ№ӨТХІОКэөДИ·¶ЁЎЈИфФЛУГКэЦөДЈДв·Ҫ·ЁЈ¬ФтЦ»ДЬНЁ№эУРПЮФӘ·ВХжСйЦӨ№ӨТХЙијЖКЗ·сәПАнЎЈОӘБЛИ·¶ЁЧоУЕ№ӨТХІОКэЈ¬ёьРиТӘҪшРРҙуБҝ·ВХжКФСйЈ¬ХвҙжФЪәЬҙуөДГӨДҝРФЎЈФЛУГ»Ш№йХэҪ»КФСйЙијЖөД·Ҫ·ЁЈ¬ОӘБЛҪЁБў»Ш№йДЈРНЈ¬·ВХжКФСйёщҫЭ»Ш№йХэҪ»КФСй·Ҫ°ёҪшРРЈ¬ҝЙГчПФјхРЎЙијЖөДёҙФУ¶ИәН№ӨЧчБҝЈ¬ҙУ¶шҙуҙујхЙЩ·ВХжКұјдЈ¬МбёЯ№ӨЧчР§ВКЎЈНЁ№э»Ш№йДЈРНЈ¬ҝЙТФҝмЛЩөГіцёч№ӨТХІОКэ¶ФЦЖјю»ШөҜБҝөДУ°ПмЈ¬ОӘіеС№№ӨТХөДІОКэУЕ»ҜЙијЖМṩЦШТӘТАҫЭЎЈҙЛНвЈ¬ТІҝЙТФФЪ»Ш№йХэҪ»КФСйЦРјУИлёь¶аөДУ°ПмТтЛШЈ¬К№өГ»Ш№йДЈРНУъјУНкЙЖәНҫ«И·ЎЈ
4 ҪбВЫ
1) ФЪВБәПҪрОВіЙРО№ӨТХЦРЈ¬№ӨТХІОКэјдөДҪ»»ҘЧчУГҝЙТФәцВФЈ»°еБПіЙРОіхКјОВ¶ИЎўДҰІБТтЛШЎўС№ұЯБҰәН°јДЈФІҪЗ°лҫ¶¶ФЦЖјю»ШөҜҫщУРПФЦшУ°ПмЈ¬ЗТУ°ПмР§УҰҫЯУРҪПәГөДҝЙјУРФЎЈ
2) НЁ№э»Ш№йДЈРН¶ФЦЖјю»ШөҜБҝҪшРР»Ш№йФӨІвЈ¬ФӨІвҪб№ыУлПаН¬№ӨТХМхјюПВөДКөСйҪб№ыј°КэЦөДЈДвҪб№ыҪПҪУҪьЈ¬ЛөГчұҫОДҪЁБўөД»Ш№йДЈРНҝЙРЕ¶ИёЯЈ¬ДЬЧјИ··ҙУіОВіЙРО№ӨТХЦРВБәПҪрЦЖјю»ШөҜУл№ӨТХІОКэЦ®јдөД№ШПөЎЈ
3) ФЪКөјКУҰУГЦРЈ¬»Ш№йДЈРНҝЙТФГчПФјхРЎКэЦөДЈДвөДёҙФУ¶ИәН№ӨЧчБҝЈ¬ҝмЛЩөГіцёч№ӨТХІОКэ¶ФЦЖјю»ШөҜөДУ°Пм№жВЙЈ¬ОӘіеС№№ӨТХөДУЕ»ҜЙијЖМṩТАҫЭЎЈ
ІОҝјОДПЧЈә
[1] HIRSCH J, AL-SAMMAN T. Superior light metals by texture engineering: optimized aluminum and magnesium alloys for automotive applications[J]. Acta Materialia, 2013, 61(3): 818-843.
[2] MAYYAS A, QATTAWI A, OMAR M, et al. Design for sustainability in automotive industry: a comprehensive review[J]. Renewable & Sustainable Energy Reviews, 2012, 16(4): 1845-1862.
[3] HIRSCH J. Aluminum in innovative light-weight car design[J]. Materials Transactions, 2011, 52(5): 818-824.
[4] ABEDRABBO N, POURBOGHRAT F, CARSLEY J. Forming of aluminum alloys at elevated temperatures. Part 1: material characterization[J]. International Journal of Plasticity, 2006, 22(2): 314-341.
[5] НхГПҫэ, ИОҪЬ, »ЖөзФҙ, өИ. ЖыіөУГ5182ВБәПҪр°еІДөДОВАӯЙмБчұдРРОӘ[J]. ЦР№ъУРЙ«ҪрКфС§ұЁ, 2008, 18(11): 1958-1963.
WANG Mengjun, REN Jie, HUANG Dianyuan, et al. Flow behavior of 5182 aluminum alloy for automotive body sheet during warn tensile deformation[J]. Chinese Journal of Nonferrous Metals,2008, 18(11):1958-1963.
[6] MOON Y H, KANG S S, CHO J R, et al. Effect of tool temperature on the reduction of the springback of aluminum sheets[J]. Journal of Materials Processing Technology, 2003, 132(1/2/3): 365-368.
[7] R, MANACH P Y, LAURENT H, et al. Influence of the temperature on residual stresses and springback effect in an aluminum alloy[J]. International Journal of Mechanical Sciences, 2010, 52(9): 1094-1100.
[8] WHITCOMB M A P. Design of experiments: statistical principles of research design and analysis[J]. Technometrics, 2012, 43(2): 236-237.
[9] MONTGOMERY D C. Design and analysis of experiments, 8th edition[J]. Environmental Progress & Sustainable Energy, 2013, 32(1): 8-10.
[10] SANTNER T J, WILLIAMS B J, NOTZ W I. The design and analysis of computer experiments[J]. Asta Advances in Statistical Analysis, 2010, 94(4): 307-309.
[11] LIN Zhongqin, WANG Wurong, CHEN Guanlong. A new strategy to optimize variable blank holder force towards improving the forming limits of aluminum sheet metal forming[J]. Journal of Materials Processing Technology, 2007, 183(2/3): 339-346.
[12] YU Zhongqi, LIN Zhongqin, ZHAO Yixi. Evaluation of fracture limit in automotive aluminum alloy sheet forming[J]. Materials and Design, 2007, 17(6): 1169-1174.
[13] BANABIC D, KUWABARA T, BALAN T, et al. Non-quadratic yield criterion for orthotropic sheet metals under plane-stress conditions[J]. International Journal of Mechanical Sciences, 2003, 45(5): 797-811.
[14] ХФГҜУб, СҰҝЛГф, АоЖј. ¶аФӘ·ЗПЯРФ»Ш№йөДВБәПҪрёІёЗјюіЙРОДЈДвУЕ»ҜЙијЖ[J]. Е©Тө»ъРөС§ұЁ, 2008, 39(9): 166-169.
ZHAO Maoyu, XUE Kemin, LI Ping. Numerical simulation and optimization of aluminum alloy auto panel forming by multivariate nonlinear regressing[J]. Transactions of the Chinese Society for Agricultural Machinery, 2008, 39(9): 166-169.
[15] LAURENT H,  J, MANACH P Y, et al. Experimental and numerical studies on the warm deep drawing of an Al-Mg alloy[J]. International Journal of Mechanical Sciences, 2015, 93: 59-72.
J, MANACH P Y, et al. Experimental and numerical studies on the warm deep drawing of an Al-Mg alloy[J]. International Journal of Mechanical Sciences, 2015, 93: 59-72.
(ұајӯ іВІУ»Ә)
КХёеИХЖЪЈә2016-12-06Ј»РЮ»ШИХЖЪЈә2017-03-10
»щҪрПоДҝ(Foundation item)Јә№ъјТЧФИ»ҝЖС§»щҪрЧКЦъПоДҝ(11472072, 51775160) (Projects(11472072, 51775160) supported by the National Natural Science Foundation of China)
НЁРЕЧчХЯЈәХФАӨГсЈ¬І©КҝЈ¬ҪМКЪЈ¬ҙУКВЖыіөіөЙнЗбБҝ»ҜјјКхУлПИҪшЦЖФмјјКхСРҫҝЈ»E-mail: kmzhao@dlut.edu.cn

