DOI: 10.11817/j.ysxb.1004.0609.2020-37638
¬ΝΚœΫπΑε≤ΡΦΖ―ΙΉ‘Άδ«ζ≥…–ΈΜζάμΦΑΡΘΨΏ”≈Μ·…ηΦΤ
ψ…ΖΕάΎΘ§÷λΙβΟςΘ§ΗΏ–ςΫήΘ§‘ά≤©ΈΡΘ§ΝθΜίΤΜΘ§ΙυΡ»Ρ»Θ§Β‘œΰ«λ
(…ΫΕΪάμΙΛ¥σ―ß Μζ–ΒΙΛ≥Χ―ß‘ΚΘ§…ΫΕΪ ΉΆ≤© 255000)
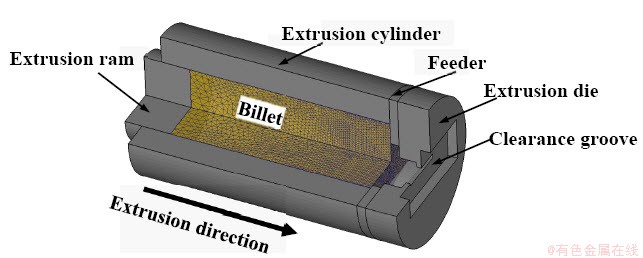
’Σ“ΣΘΚ”…Ν§–χΫι÷ ΝΠ―ßΘ§ΒΟΒΫΑε≤Ρ‘ΎάμœκΉ‘Άδ«ζΙΐ≥Χ÷–Θ§≥ωΩΎΥΌΕ»Ζ÷≤Φ”κΆδ«ζ«ζ¬ ΑκΨΕΒΡΙΊœΒΘ§≤ΔΧα≥ω“Μ÷÷¬ΝΚœΫπΑε≤ΡΉ‘Άδ«ζΦΖ―Ι–¬ΙΛ“’Θ§Ά®Ιΐ…ηΦΤ“λ–ΈΒΦΝς«ΜΫαΙΙΘ§ ΙΡΘ«ΜΡΎΫπ τ≤ζ…ζ≤ΜΨυ‘»ΝςΕ·Θ§¥”Εχ÷±Ϋ”ΦΖ≥ωΆδ«ζ–Ά≤Ρ;άϊ”Ο ΐ÷ΒΡΘΡβΘ§Ζ÷ΈωΝΥΑε≤ΡΦΖ―ΙΙΐ≥ΧΒΡΉ‘Άδ«ζ±δ–ΈΜζάμΓΔΫπ τΝςΕ·ΧΊΒψΓΔ“‘ΦΑ≤–”ύ”Π±δΒΡΖ÷≤Φ;Ά®Ιΐ―ûÖΆ«ΜΫαΙΙ“ρΉ””κΦΖ―ΙΥΌΕ»ΉςΈΣ±δΝΩΘ§≤…”Οά≠ΕΓ≥§ΝΔΖΫ≥ι―υΖΫΖ®ΫαΚœΡΘΡβΦΤΥψΘ§Ϋ®ΝΔΝΥΦΖ≥ω–Ά≤ΡΆδ«ζ«ζ¬ ΑκΨΕΒΡœλ”ΠΟφ‘Λ≤βΡΘ–ΆΘ§‘Ύ÷ΗΕ®Άδ«ζΑκΨΕΈΣ1900mmΒΡΧθΦΰœ¬Θ§Ϋ®ΝΔΗΫ¥χΖΘΚ· ΐΒΡΡΩ±ξΚ· ΐ”≈Μ·ΡΘ–ΆΘ§άϊ”ΟΝΘΉ”»ΚΥψΖ®ΒΟΒΫΉν”≈ΡΘ«ΜΫαΙΙ”κΙΛ“’≤Έ ΐΘ§≤ΔΫχ–– ‘ΡΘ Β―ιΘ§ Β―ιΫαΙϊœ‘ ΨΘ§Ή‘Άδ«ζΑε≤ΡΦΖ≥ωΈ»Ε®Θ§≤βΒΟ«ζ¬ ΑκΨΕΈΣ2071mmΘ§Άδ«ζΑε≤ΡΡΎΆβ≤ύΨßΝΘ¥σ–ΓΨυ‘»ΓΘ
ΙΊΦϋ¥ ΘΚ¬ΝΚœΫπΆδ«ζΑε≤ΡΘΜΉ‘Άδ«ζ≥…–ΈΘΜΙΊœΒΆΤΒΦΘΜΜζάμΖ÷ΈωΘΜ”≈Μ·…ηΦΤ
÷–ΆΦΖ÷άύΚ≈ΘΚTG379 ΈΡœΉ±ξ Ε¬κΘΚA 1
Άδ«ζ–Ά≤ΡΙψΖΚ”Π”Ο”ΎΫ®÷ΰΓΔΤϊ≥ΒΓΔΚΫΩ’Β»÷Τ‘λΝλ”ρΓΘ¥ΪΆ≥Άδ«ζ–Ά≤ΡΒΡ≥…–ΈΙΛ“’Θ§Ά®≥Θ «œ»ΦΖ―ΙΚσΆδ«ζΘΜ≥Θ”ΟΒΡΆδ«ζΦ”ΙΛΖΫ Ϋ÷ς“Σ”–ά≠ΆδΓΔ»ΤΆδΚΆΙωΆδ[1-3]Θ§‘ΎΆδ«ζΦ”ΙΛΙΐ≥Χ÷–Θ§“ΉΒΦ÷¬–Ά≤ΡΜΊΒ·ΓΔΤπ÷εΓΔΈΔΝ―ΈΤΓΔ≥…–ΈΨΪΕ»ΒΆΒ»»±œί[4-7]ΘΜ¥ΪΆ≥Άδ«ζΦ”ΙΛΖΫΖ®¥χ”–Ϋœ«ΩΒΡΨ≠―ι–‘Θ§≥…–Έ»±œί“≤Ρ―“‘±ήΟβΓΘ
ΫϋΡξά¥Θ§‘ΎΧαΗΏΆδ«ζ–Ά≤Ρ≥…–Έ÷ ΝΩΖΫΟφΘ§ΙζΡΎΆβ―ß’ΏΩΣ’ΙΝΥ–μΕύ―–ΨΩΘΚ“Μ÷÷ΖΫΖ® «‘ω…ηΆβ≤ΩΆδ«ζ…η±ΗΘ§Ά®Ιΐ”ΑœλΦΖ―ΙΡΘΨΏ≥ωΩΎ¥ΠΒΡ≤ΡΝœΝςΕ·Θ§ ΙΦΖ―ΙΆδ«ζ“ΜΧεΜ·ΓΘKLEINERΒ»[8]Χα≥ωΝΥΆδ«ζ–Ά≤ΡΦΖ≥ωΙΛ“’(CPE)Θ§ ΙΫπ τΦΖ―ΙΚΆΆδ«ζΝ§–χΫχ––Θ§¥”ΕχΧαΗΏΆδ«ζ–Ά≤ΡΒΡ÷Τ‘λ–߬ ΘΜM®ΙLLER[9]‘ΎΦΖ―ΙΡΘΚσΧμΦ”ΕύΗωΜΖ–Έ‘≤≈ΧΉςΈΣΆδ«ζΉΑ÷ΟΘ§Ά®ΙΐΒς’ϊ‘≤≈ΧΒΡΈΜ÷ΟΘ§ Βœ÷ΝΥΓΑZΓ±–Ά≤Ρ”κΙή≤ΡΒΡΦΖ―ΙΆδ«ζ“Μ¥Έ≥…–ΈΓΘΝμ“Μ÷÷ΖΫΖ® «Ά®ΙΐΗΡ±δΡΘΨΏΫαΙΙΘ§ Ι≤ΡΝœ‘ΎΦΖ―ΙΙΐ≥Χ÷–ΖΔ…ζ≤ΜΨυ‘»ΝςΕ·Θ§–Ά≤ΡΦΖ≥ωΚσΉ‘»ΜΆδ«ζ≥…–ΈΘ§¥ΥΖΫΖ®±ήΟβΝΥ¥ΪΆ≥Άδ«ζΦ”ΙΛ‘λ≥…ΒΡ≥…–Έ»±œίΘ§Ά§ ±ΧαΗΏΝΥ÷Τ‘λ–߬ ΓΘSHIRAISHIΒ»»Υ[10]άϊ”Ο«ψ–±ΒΦΝς«ΜΫαΙΙΒΡΦΖ―ΙΡΘΨΏΘ§ΦΖ―Ι÷±Ϋ”ΒΟΒΫΆδ«ζΑτ≤ΡΚΆΙή≤ΡΘ§≤Δ―–ΨΩΝΥΡΘΨΏ«ψ–±Ϋ«ΓΔΡΘΨΏΩΉΨΕΗΏΕ»ΚΆΩμΕ»Ε‘–Ά≤Ρ«ζ¬ ΒΡ”ΑœλΓΘΆδ«ζΙή“≤Ω…“‘Ά®ΙΐΕύΩΉΦΖ―ΙΘ®MHEΘ©[11]–Έ≥…Θ§¥ΥΙΛ“’Μυ”ΎΡΘΨΏΒΡ≥ωΩΎΈΜ÷ΟΤΪάκΕ‘≥Τ÷––Ρ÷αΒΡΖΫΖ®Θ§ΒΦ÷¬Ϋπ τΝςΕ·≤ΜΨυ‘»Θ§ΫχΕχΦΖ≥ωΆδ«ζ–Ά≤ΡΓΘ ·άΎΒ»[12-13]Ά®Ιΐ‘ΎΦΖ―ΙΡΘΨΏΡΎ‘ω…ηΗ®÷ζΦΖ―ΙΗΥΘ§Ε·Χ§ΒςΩΊΦΖ―ΙΙΐ≥Χ÷–Ϋπ τΒΡ≤ΜΨυ‘»ΝςΕ·Θ§ Βœ÷ΝΥΟΨΚœΫπΆδΙήΦΰΒΡΦΖ≥ω≥…–ΈΘΜZHOUΒ»[14]Ά®Ιΐ≤νΥΌ≤ύœρΦΖ―ΙΙΛ“’(DVSE)Θ§ Ι”ΟΝΫΗωœύΕ‘ΒΡ≥εΆΖ÷±Ϋ”“Μ¥ΈΦΖ≥ωΆδ«ζΙή≤ΡΓΘ
Ήέ…œΥυ ωΘ§Ά®ΙΐΧΊ βΒΡΡΘΨΏΫαΙΙΩ…“‘ΒΟΒΫΦΖ―ΙΆδ«ζΒΡΝψΦΰΘΜ–μΕύ―ß’Ώ“≤―–ΨΩΝΥΡΘΨΏΫαΙΙ≤Έ ΐΕ‘Άδ«ζ«ζ¬ ΑκΨΕΒΡ”ΑœλΓΘ ΒΦ …œΘ§ΦΖ―Ι–Ά≤ΡΒΡ«ζ¬ ΑκΨΕ «”…ΡΘΨΏ≥ωΩΎ¥ΠΒΡ≤ΜΨυ‘»ΦΖ―ΙΥΌΕ»Ζ÷≤ΦΨωΕ®ΒΡΘ§Εχ≥ωΩΎΥΌΕ»Ζ÷≤Φ”κΆδ«ζ«ζ¬ ΑκΨΕ÷°ΦδΒΡΙΊœΒ…–Έ¥Ϋ®ΝΔΘ§Ή‘Άδ«ζΦΖ―ΙΡΘΨΏ“≤ΕύΤΨΨ≠―ι…ηΦΤΘ§Υυ“‘Θ§Ή‘Άδ«ζΦΖ―Ι≥…–ΈΙΛ“’–η“ΣΫχ“Μ≤Ϋάμ¬έΜ·”κΝΩΜ·Θ§“‘Ι©…ν»κΒΡΩΤ―ß―–ΨΩ”κ ΒΦ ΙΛ≥Χ”Π”ΟΓΘ
±ΨΈΡΆ®ΙΐΝ§–χΫι÷ ΝΠ―ßάμ¬έΘ§ΆΤΒΦ≥ωΉ‘Άδ«ζΦΖ≥ω≥…–ΈΙΛ“’œ¬Θ§–Ά≤ΡΒΡΥΌΕ»Ζ÷≤Φ”κΉ‘Άδ«ζ«ζ¬ ΑκΨΕΒΡΙΊœΒΘΜ“‘Αε≤ΡΉ‘Άδ«ζ≥…–ΈΈΣάΐΘ§…ηΦΤ ”Ο”ΎΑε≤ΡΉ‘Άδ«ζ≥…–ΈΒΡΦΖ―ΙΡΘΨΏΘ§άϊ”Ο ΐ÷ΒΡΘΡβ ÷ΕΈΘ§Ζ÷ΈωΉ‘Άδ«ζΦΖ―ΙΒΡΫπ τΝςΕ·Ιΐ≥Χ”κ≥…–ΈΜζάμΘΜάϊ”Οœλ”ΠΟφΡΘ–ΆΫαΚœΝΘΉ”»ΚΥψΖ®Θ§―–ΨΩΉ‘Άδ«ζΦΖ―Ι≥…–ΈΙΛ“’ΒΡ”≈Μ·…ηΦΤΖΫΖ®ΘΜΆ®ΙΐΙΛ“ΒΦΕ Β―ι÷Τ±Η≥ωΉ‘Άδ«ζ¬ΝΚœΫπΑε–Ά≤ΡΘ§―ι÷ΛΝΥΡΘΨΏΫαΙΙΒΡΩ…–––‘”κ‘Λ≤βΡΘ–ΆΒΡΩ…ΩΩ–‘ΓΘ
1 Αε≤ΡΉ‘Άδ«ζ±δ–ΈΙΐ≥ΧΒΡ ΐ―ßΡΘ–Ά
–Ά≤Ρ‘ΎΡΘΨΏ≥ωΩΎ¥ΠΒΡΦΖ≥ωΥΌΕ»Ζ÷≤ΦΨωΕ®ΝΥΦΖ≥ω–Ά≤ΡΒΡ–ΈΉ¥Θ§Υυ“‘ΦΖ≥ωΥΌΕ»Ζ÷≤Φ”κ–Ά≤ΡΒΡΆδ«ζ±δ–Έ¥φ‘Ύ»ΖΕ®ΒΡΚ· ΐΙΊœΒΘΜΒ±ΦΖ―ΙΡΘΨΏΡήΈ»Ε®ΦΖ≥ω±ξΉΦΆδ«ζ–Ά≤Ρ ±Θ§ΦΖ≥ωΥΌΕ»Ζ÷≤Φ «»γΚΈΖ÷≤ΦΒΡΘΩ’κΕ‘’β“ΜΈ ΧβΆ®ΙΐΝ§–χΫι÷ ΝΠ―ßΩ…“‘ΒΟΒΫΫβΨωΓΘ
Ά®≥Θ‘Ύ―–ΨΩΫπ τΒΡΥή–‘±δ–Έ ±Θ§ΧεΜΐΝΠ”κΟφΝΠœύ±»Ω…“‘Κω¬‘≤ΜΦΤΘ§Ε‘”ΎΦΖ―ΙΉ‘Άδ«ζΙΛ“’Θ§Ϋπ τΦΖ≥ωΚσ‘Ύ–Ά≤ΡΚώΕ»ΖΫœρΈό”ΠΝΠΉς”ΟΘ§Υυ“‘Θ§¬ΝΚœΫπΑε≤ΡΦΖ≥ωΉ‘Άδ«ζ±δ–ΈΙΐ≥Χ τ”ΎΤΫΟφ”ΠΝΠΈ ΧβΓΘ

ΆΦ1 ‘≤÷υΉχ±ξœΒœ¬–Ά≤Ρ…œΈΔ‘ΣΧεΒΡ ήΝΠΆΦ
Fig. 1 Stress diagram of the micro-element on profile in cylindrical coordinate system
»γΆΦ1Υυ ΨΘ§‘Ύ‘≤÷υΉχ±ξœΒœ¬Θ§ΦΖ≥ω–Ά≤Ρ…œΈΔ‘ΣΧεΒΡ”ΠΝΠ’≈ΝΩΈΣΘΚ Θ§”Π±δ¬ ’≈ΝΩΈΣΘΚ
Θ§”Π±δ¬ ’≈ΝΩΈΣΘΚ Θ§ΥΌΕ»ΈΣ
Θ§ΥΌΕ»ΈΣ  ΓΘ
ΓΘ
Ε‘ΈΔ‘ΣΧεΒΡΕ·ΝΩΖΫ≥ΧΈΣΘΚ
 Θ®1Θ©
Θ®1Θ©
 Θ®2Θ©
Θ®2Θ©
Ν§–χ–‘ΖΫ≥ΧΈΣΘΚ
 Θ®3Θ©
Θ®3Θ©
”Π±δ¬ ΒΡΦΗΚΈΖΫ≥ΧΈΣΘΚ
 Θ®4Θ©
Θ®4Θ©
 Θ®5Θ©
Θ®5Θ©
 Θ®6Θ©
Θ®6Θ©
Τδ÷– ΓΘ
ΓΘ
≤ΡΝœ‘ΎΥή–‘±δ–Έ ±Θ§Τδ”Π±δΥΌ¬ ΚΆΝς±δ”ΠΝΠ÷°ΦδΩ…”ΟΥΪ«ζ’ΐœ“Κ· ΐ ΫΒΡ Arrhenius ΖΫ≥ΧΟη ωΘΚ
 Θ®7Θ©
Θ®7Θ©
Ϋ÷–Θ§nΈΣ”ΠΝΠ÷Η ΐΘ§QΈΣΦΛΜνΡήΘ§RΈΣάμœκΤχΧε≥Θ ΐΘ§AΚΆΠΝ ΈΣ”κ≤ΡΝœœύΙΊΒΡ≥Θ ΐ‘ΎΈ»Ε®ΦΖ≥ω±ξΉΒ‘≤ΜΓ–Ά≤ΡΚσΘ§–Ά≤Ρ…œ÷ ΒψΒΡΥΌΕ»≤Μ‘Ό±δΜ·«“―ΊΉ≈Άδ«ζΖΫœρΘ§Υυ“‘Θ§–Ά≤Ρ…œ÷ ΒψΒΡΈο÷ ΒΦ ΐ Θ§ΨΕœρΥΌΕ»
Θ§ΨΕœρΥΌΕ» Θ§ΫΪ¥Υ±ΏΫγΧθΦΰ¥χ»κ Ϋ(3)Θ§(4)Θ§(5)ΒΟΒΫ
Θ§ΫΪ¥Υ±ΏΫγΧθΦΰ¥χ»κ Ϋ(3)Θ§(4)Θ§(5)ΒΟΒΫ


”…¥ΥΩ…“‘÷ΣΒάΘ§ΦΖ―ΙΈ»Ε®Κσ–Ά≤Ρ‘Ύ≤ΜΆ§ΨΕœρΫΊΟφ…œ÷ ΒψΒΡΥΌΕ»Ζ÷≤Φ≤Μ±δΘΜ»ΜΚσ”… ΫΘ®7Θ©ΒΟ

ΫΪ¥ΥΧθΦΰ”κΘ§¥ζ»κ Ϋ(1)Θ§(2),(7)ΒΟΘΚ

¥ζ»κ Ϋ(6)ΒΟΘΚ
 (8)
(8)
Τδ÷–C1 «≥Θ ΐ
”… Ϋ(8)Ω…“‘Ω¥≥ωΘ§άμœκ‘≤ΜΓ–Ά≤ΡΈ»Ε®Ή‘Άδ«ζΦΖ≥ω ±Θ§–Ά≤ΡΨΕœρ÷ ΒψΒΡΥΌΕ»Ζ÷≤Φ «œΏ–‘ΒΡΓΘ’βάύΥΤ”ΎΗ’ΧεΒΡ‘≤÷ή‘ΥΕ·ΓΘ‘Ύ≤ΜΆ§ΒΡΨΕœρΫΊΟφ…œΘ§±Θ÷ΛœύΆ§ΒΡΫΊΟφ–ΈΉ¥ΓΘ

ΆΦ2 Αε≤ΡάμœκΉ‘Άδ«ζΦΖ≥ωΒΡΡΘΨΏ≥ωΩΎΥΌΕ»Ζ÷≤Φ
Fig. 2 Die outlet velocity distribution of ideal Self-bending extrusion forming of sheet profile
»γΆΦ2Υυ ΨΘ§ΡΘΨΏΒΡ≥ωΩΎΥΌΕ»Ζ÷≤Φ «œΏ–‘ΒΡΘ§ΦΖ≥ω–Ά≤ΡΡΎ≤ΩΒΡ«ζ¬ ΑκΨΕΈΣ RΘ§–Ά≤ΡΡΎ¬÷άΣΒΡΦΖ―ΙΥΌΕ»ΈΣVinsideΘ§–Ά≤ΡΆβ¬÷άΣΒΡΦΖ≥ωΥΌΕ»ΈΣVoutsideΘ§–Ά≤ΡΒΡΩμΕ»ΈΣdΘ§Υυ“‘≥ωΩΎΥΌΕ»Ζ÷≤ΦΒΡ–±¬ Φ¥ΈΣΘΚ

”…Ά§ ±–‘ΒΟΘΚ

Υυ“‘ΒΟΘΚ
 (9)
(9)
Ϋ (9)ΥΒΟς–Ά≤ΡΒΡΉ‘Άδ«ζΑκΨΕΒΡ¥σ–ΓΘ§ ή≥ωΩΎΥΌΕ»ΒΡΨυ÷ΒΚΆΥΌΕ»Ζ÷≤Φ–±¬ ΒΡ”ΑœλΓΘΦΖ≥ωΥΌΕ»≤ΜΨυ‘»≥ΧΕ»œύΆ§ ±Θ§ΦΖ―Ι±»‘Ϋ¥σΘ§Φ¥≥ωΩΎΥΌΕ»ΒΡΨυ÷Β‘Ϋ¥σΘ§Ή‘Άδ«ζΑκΨΕ‘Ϋ¥σΘΜΦΖ―Ι±»“ΜΕ® ±Θ§≥ωΩΎΥΌΕ»Ζ÷≤Φ–±¬ ‘Ϋ–ΓΘ§Ή‘Άδ«ζΑκΨΕ‘Ϋ¥σΘ§ΒΪ‘Ύ“ΜΕ®ΒΡΡΘΨΏΫαΙΙΧθΦΰœ¬Θ§ΦΖ≥ωΥΌΕ»Ψυ÷Β”κΥΌΕ»Ζ÷≤ΦΒΡ≤ΜΨυ‘»–‘¥φ‘ΎώνΚœΙΊœΒΘ§ΦΖ―ΙΥΌΕ»‘Ϋ¥σΘ§ΦΖ―ΙΥΌΕ»ΒΡ≤ΜΨυ‘»–‘‘Ϋ¥σΘ§ΥΌΕ»Ζ÷≤ΦΒΡ–±¬ ‘Ϋ¥σΘ§Υυ“‘Θ§Ή‘Άδ«ζ«ζ¬ ΑκΨΕΒΡ¥σ–Γ–η“Σ¥”ΝΫΖΫΟφΉέΚœΩΦ¬«ΓΘΆ§ ±≥ωΩΎΥΌΕ»Ζ÷≤ΦΒΡœΏ–‘≥ΧΕ»”ΑœλΆδ«ζΒΡΨΪΕ»Θ§œΏ–‘≥ΧΕ»‘ΫΗΏΘ§–Ά≤ΡΒΡΆδ«ζ±δ–Έ‘ΫΫ”Ϋϋ±ξΉΦ‘≤ΜΓΓΘ
2 Αε≤ΡΉ‘Άδ«ζΦΖ―Ι≥…–ΈΡΘΡβ”κΖ÷Έω
2.1 Αε≤ΡΉ‘Άδ«ζΦΖ―ΙΡΘΨΏ…ηΦΤΦΑ”–œό‘ΣΡΘ–ΆΫ®ΝΔ
±ΨΡΘΡβ“‘ΫΊΟφ L80mmΓΝt8mm(Τδ÷– L ±μ ΨΩμΕ»Θ§t ±μ ΨΚώΕ»)ΒΡΑε≤ΡΈΣ―–ΨΩΕ‘œσΘ§»γΆΦ3Υυ ΨΈΣΑε≤ΡΉ‘Άδ«ζΦΖ―ΙΡΘΨΏΫαΙΙΓΘΆΦ3(a)Υυ ΨΈΣΡΘΨΏΒΦΝς«ΜΫαΙΙΆΦΘ§…œœ¬ΝΫ≤ύ¬÷άΣ≥ “ΜΕ®«ψ–±Ϋ«Ε»ΠΝΘ§‘Ύ’βάοΠΝ=9.6ΓψΘ§ΦΖ―Ι±»ΠΥ=20.7Θ§¬÷άΣΤΪ÷ΟΚώΕ»t=5.5mmΘ§’≠ΕΥΩμΕ»d=20mmΘΜΆΦ3(b)Υυ ΨΈΣ’ϊΗωΦΖ―ΙΡΘΨΏΘ§Αϋά®ΒΦΝςΑε”κΦΖ―ΙΡΘΓΘΉ‘Άδ«ζΦΖ―Ι≥…–ΈΒΡ”–œό‘ΣΡΘ–Ά»γΆΦ4Υυ ΨΘ§Τδ÷–ΦΖ―ΙΗΥΓΔΦΖ―ΙΆ≤ΓΔΒΦΝςΑεΓΔΦΖ―ΙΡΘ…η÷ΟΈΣΗ’ΧεΘ§≈ςΝœ…η÷ΟΈΣΥή–‘ΧεΘ§≤…”ΟΨχΕ‘ΆχΗώΩΊ÷ΤΖ®Θ§‘Ύ≤ΡΝœΩ…ΡήΖΔ…ζ¥σ±δ–ΈΒΡ«χ”ρΫχ––ΆχΗώœΗΜ·ΩΊ÷ΤΘΜ≈ςΝœ―Γ”Ο÷±ΨΕΈΣ120 mmΒΡAA6063¬ΝΚœΫπΑτ≤ΡΘ§≈ςΝœ‘Λ»»Έ¬Ε»ΈΣ480ΓφΘ§AA6063¬ΝΚœΫπΒΡ”ΠΝΠ”Π±δ±ΨΙΙΙΊœΒ≤Έ’’ΈΡœΉ[15]÷–ΒΡ Β―ι ΐΨίΘ§≈ςΝœ”κΡΘΨΏΦδ≤…”ΟΦτ«–ΡΠ≤ΝΡΘ–ΆΘ§ΡΠ≤Ν“ρΉ”…η÷ΟΈΣ0.7Θ§≈ςΝœ”κΙΛΉς¥χΦδ≤…”ΟΩβ¬ΉΡΠ≤ΝΡΘ–ΆΘ§ΡΠ≤Ν“ρΉ”…ηΈΣ0.3[15-19]Θ§ΨΏΧεΦΖ―ΙΙΛ“’≤Έ ΐ»γ±μ1Υυ ΨΓΘ

ΆΦ3 Αε≤ΡΉ‘Άδ«ζΦΖ―ΙΡΘΨΏΫαΙΙΆΦ
Fig.3 Structure of self bending extrusion die for sheet profile
ΆΦ4 Αε≤ΡΉ‘Άδ«ζΦΖ―ΙΙΐ≥Χ”–œό‘ΣΡΘ–Ά
Fig.4 Finite element model of self bending extrusion of sheet profile
±μ1 ΦΖ―ΙΙΛ“’≤Έ ΐ
Table 1 Extrusion process parameters

2.2 Αε≤ΡΉ‘Άδ«ζΦΖ―ΙΙΐ≥ΧΫπ τΝςΕ·Ζ÷Έω
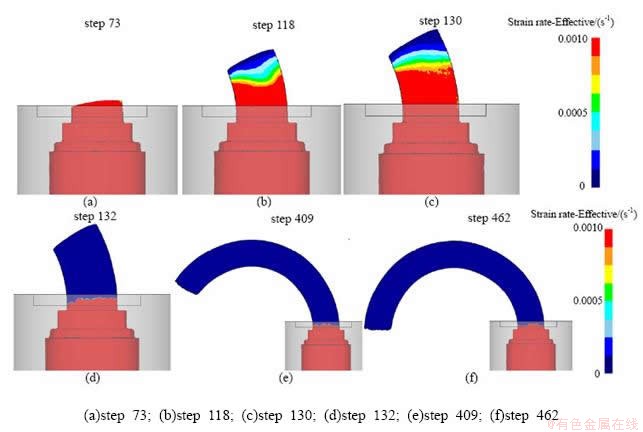
Ά®Ιΐ”–œό‘ΣΖ®ΦΤΥψΚσΘ§≤ΜΆ§ΦΖ―ΙΫΉΕΈΒΡΫπ τΝςΕ·––ΈΣ»γΆΦ5Υυ ΨΓΘ’ϊΗωΉ‘Άδ«ζΦΖ―Ι±δ–ΈΙΐ≥ΧΘ§‘ΎΦΖ―ΙΗΥΒΡΉς”Οœ¬Θ§≈ςΝœ±Μ―Ι»κΡΘΨΏΘ§ΩΣ ΦΧν≥δΡΘ«ΜΘ§»γΆΦ5(a)Υυ ΨΘ§”…”ΎΒΦΝς«ΜΝΫΕΥΫΊΟφΜΐ¥φ‘Ύ≤ν“λΘ§ΩμΩΎ≤ύΫπ τΝς»κΝΩ¥σΘ§ΒΦ÷¬ΒΦΝς«ΜΡΎ≤ΡΝœ÷ ΒψΒΡΝςΕ·ΥΌΕ»≤ΜΨυ‘»Θ§ΩμΩΎ¬÷άΣΕ‘”ΠΒΡΡΘΨΏ≥ωΩΎΥΌΕ»Ϋœ¥σΘ§”…”ΎΫπ τΒΡ±δ–Έ–≠ΒςΉς”ΟΘ§ΦΖ≥ωΒΡΑε–Ά≤ΡœρΥΌΕ»¬ΐΒΡ“Μ≤ύΉ‘»ΜΆδ«ζ≥…–ΈΘ§»γΆΦ5(b)Υυ ΨΘ§ΥφΉ≈ΦΖ―Ι––≥ΧΒΡ‘ωΦ”Θ§ΡΘΨΏ≥ωΩΎΥΌΕ»Ζ÷≤Φ“―¥οΒΫΈ»Ε®Ή¥Χ§Θ§–Ά≤ΡΩΣ ΦΈ»Ε®ΦΖ≥ωΘ§Ϋχ»κΦΖ―ΙΈ»Ε®ΫΉΕΈΘ§»γΆΦ5(c)~(d)Υυ ΨΘ§≤βΒΟΆδ«ζΑκΨΕΈΣ177.5mmΓΘ

ΆΦ5 Αε≤ΡΦΖ―ΙΉ‘Άδ«ζ±δ–ΈΙΐ≥Χ
Fig.5 Extrusion self bending process of sheet profile
»γΆΦ6Υυ ΨΈΣΦΖ≥ω–Ά≤ΡΒΡΥΌΕ»Ζ÷≤Φ”κΝςœΏΖ÷≤ΦΘ§Έ»Ε®ΦΖ≥ωΚσΆδ«ζ–Ά≤Ρ…œΥΌΕ»Ζ÷≤Φ»γΆΦ6(a)Υυ ΨΘ§Ω…“‘Ω¥≥ωΡΘΨΏ≥ωΩΎ¥ΠΒΡΥΌΕ»≥ ΗΏΕ»œΏ–‘Ζ÷≤ΦΘ§ΡβΚœΒΟΒΫΥΌΕ»Ζ÷≤Φ–±¬ K=0.129Θ§”… Ϋ(9)ΒΟR=165.9mmΘ§”κ≤βΝΩΒΟΒΫΒΡΆδ«ζΑκΨΕœύΕ‘Έσ≤νΈΣ6.54%Θ§ΥΒΟς‘Λ≤β Ϋ(9)ΫœΈΣΩ…ΩΩΘΜ≥ωΩΎΥΌΕ»ΒΡΗΏΕ»œΏ–‘Ζ÷≤Φ÷ς“Σ”…ΡΘΨΏΫαΙΙΥυ÷¬Θ§«“Ϋπ τΒΡ±δ–Έ–≠Βς–‘“≤Ρή¥ΌΫχΫπ τ”…≤ΜΨυ‘»ΝςΕ·ΒΫΥΌΕ»œΏ–‘Ζ÷≤ΦΒΡΉς”ΟΘ§Υυ“‘Ή‘Άδ«ζΡΘΨΏΫαΙΙΒΡ…ηΦΤΨΏ”–“ΜΕ®ΒΡΓΑ…ηΦΤΒ·–‘Γ±ΓΘΦΖ≥ωΈ»Ε®Κσ≤ΡΝœΒΡΝςœΏ»γΆΦ6(b)Υυ ΨΘ§Ω…“‘Ω¥≥ωΆδ«ζ–Ά≤Ρ…œΒΡ÷ήœρΝςœΏΫ”ΫϋΤΫ––Θ§≥ΐ–Ά≤ΡΝΫΕΥ≤ΩΖ÷ΝςœΏΫœΟήΦ·Θ§ΤδΥϊ¥σ≤ΩΖ÷ΝςœΏΦδΗτΦΗΚθœύΒ»Θ§ΥΒΟς–Ά≤ΡΩ…“‘Έ»Ε®ΦΖ≥ω‘≤ΜΓ–Ά–Ά≤ΡΕχΟΜ”–≈Λ«ζ±δ–ΈΘΜ”…Άδ«ζ–Ά≤Ρ…œΒΡΨΕœρΝςœΏΒΡΆΜΤπΖ嬑ΤΪΆβ≤ύΘ§”…¥ΥΩ…÷Σ≈ςΕßΫπ τΝςœρΆδ«ζΆβ≤ύ±»ΡΎ≤ύΕύΓΘ

ΆΦ6 ΦΖ≥ω–Ά≤ΡΒΡΥΌΕ»Ζ÷≤Φ”κΝςœΏΖ÷≤Φ
Fig.6 Velocity distribution and streamline distribution of extruded profiles
2.3 Αε≤ΡΉ‘Άδ«ζ≥…–ΈΜζάμΖ÷Έω
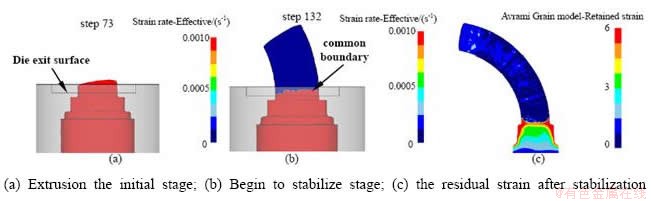
ΆΦ7(a)~(b)”κΆΦ8ΈΣ≤ΜΆ§–Ά≤ΡΦΖ≥ω ±ΩΧΒΡ”Π±δΥΌ¬ ‘ΤΆΦΘ§±ΨΈΡ“‘”Π±δ¬ ΈΣ0.001/sΈΣΫγ≈–Ε® «Ζώ”–Υή–‘±δ–ΈΘ§ΫχΕχΖ÷ΈωΑε≤ΡΉ‘Άδ«ζΦΖ≥ω≥…–ΈΒΡΜζάμΓΘ
ΦΖ―Ι≥θΤΎ”…”ΎΉ‘Άδ«ζΦΖ―ΙΡΘΨΏΫαΙΙΒΡΧΊΒψΘ§–Ά≤ΡΦΖ≥ωΥΌΕ»Ζ÷≤Φ≤ΜΨυ‘»Θ§–Ά≤ΡΗ’ΦΖ≥ωΚσ ήΡΎ≤ΩΦτ«–”ΠΝΠΉς”ΟΖΔ…ζ–≠Βς±δ–ΈΘ§–ΈΉ¥œρΥΌΕ»œύΕ‘Ϋœ–Γ“Μ≤ύΆδ«ζΘ§»γΆΦ7(a)Υυ ΨΘ§’ϊΗωΦΖ≥ω–Ά≤Ρ‘ΎΖΔ…ζ–≠Βς±δ–ΈΘ§‘Ύ±δ–ΈΙΐ≥Χ÷–ΡΎ≤ΩΦτ«–”ΠΝΠ“≤Υφ÷°œς»θΘΜΥφΉ≈–Ά≤Ρ≤ΜΕœΦΖ≥ω≤ΔΆδ«ζ±δ–ΈΘ§»γΆΦ8(a)~(c)Υυ ΨΘΜΦΖ≥ω“ΜΕΈ ±ΦδΚσΘ§–Ά≤ΡΒΡΡΎ”ΠΝΠœϊΦθ÷Ν≤ΜΉψ“‘ΖΔ…ζΦτ«–±δ–ΈΘ§–Ά≤ΡΫΊΟφΥΌΕ»≤Μ‘ΌΖΔ…ζ±δΜ·Θ§¥ΥΕΈ–Ά≤Ρ≤Μ‘ΌΖΔ…ζΡΎ≤ΩΫπ τΒΡ–≠Βς±δ–ΈΘ§–≠Βς±δ–Έ«χ―ΗΥΌΥθΦθ÷ΝΡΘΨΏ≥ωΩΎΚσ“ΜΕΈΨύάκΘ§»γΆΦ7(b)Υυ ΨΘ§ΦΖ―ΙΫχ»κΈ»Ε®ΫΉΕΈΘ§¥ΥΚσ–Ά≤ΡΦΖ≥ωΉή «”…ΚσΟφΒΡΫπ τΆΤΕ·«ΑΟφΘ§ΖΔ…ζΗ’–‘ΤΫ“ΤΘ§»γΆΦ7(c)Υυ ΨΈΣAvramiΡΘ–ΆΥυΒΟΒΫΒΡΦΖ―ΙΦΰ≤–”ύ”Π±δΒΡ÷–Τ ΟφΆΦΘ§œς»θΚσΒΡΡΎ”ΠΝΠ“‘≤–”ύ”ΠΝΠΒΡ–Έ Ϋ¥Δ¥φ‘Ύ«ΑΕΈ–Ά≤Ρ÷–ΓΘ
ΆΦ7 ΦΖ―ΙΒΡ≤ΜΆ§ΫΉΕΈ”κ≤–”ύ”Π±δ
Fig. 7 Different stages of extrusion and residual strain
“ρΡΘΨΏ≥ωΩΎ¥ΠΫπ τΝςΥΌΒΡ≤ΜΨυ‘»–‘≤ζ…ζΒΡΡΎ”ΠΝΠΉψ“‘ΖΔ…ζ–≠Βς±δ–ΈΘ§Εχ«ΑΕΈ“―±δ–ΈΆξΒΡ–Ά≤Ρ”÷≤Μ‘ΌΖΔ…ζΥή–‘±δ–ΈΘ§÷ΜΉωΗ’–‘“ΤΕ·Θ§Υυ“‘Θ§‘ΎΡΘΨΏ≥ωΩΎ”κ≤Μ±δ–ΈΕΈ–Ά≤Ρ÷°Φδ¥φ‘Ύ“ΜΗω±δ–Έ«χ”κΖ«±δ–Έ«χΒΡΫΜΫγΘ§‘ΎΡΘΨΏ≥ωΩΎΒΫ¥ΥΫΜΫγ¥ΠΈΣ±δ–Έ–≠Βς«χΘ§¥ΥΫΜΫγ«ΑΕΈΈΣΗ’–‘“ΤΕ·«χΘ§»γΆΦ7(b)Υυ ΨΘ§¥ΥΫΜΫγ¥σ÷¬‘ΎΡΘΨΏ≥ωΩΎΦΖ≥ωΚσ“Μ–ΓΕΈΨύάκ…œΘ§ΥφΦΖ―ΙΒΡΫχ––Θ§–≠Βς±δ–Έ«χ±Θ≥÷œύΕ‘Έ»Ε®Θ§”κΖ«±δ–Έ«χΒΡΫΜΫγΟφ‘ΎΦΖ―ΙΙΐ≥Χ÷–≤®Ε·Ϋœ–ΓΘ§–Ά≤ΡΒΡΦΖ≥ωΫœΈΣΈ»Ε®Θ§»γΆΦ8(d)~(f)Υυ ΨΓΘ
ΆΦ8 ’ϊΗωΑε≤ΡΉ‘Άδ«ζΦΖ―Ι≥…–ΈΙΐ≥Χ
Fig. 8 The process of self bending extrusion of sheet profile
3 Ή‘Άδ«ζΦΖ―ΙΡΘΨΏΫαΙΙ”≈Μ·…ηΦΤ
3.1 ά≠ΕΓ≥§ΝΔΖΫΖ® ‘―ι…ηΦΤ
œ÷Ή‘Άδ«ζΦΖ―ΙΡΘΨΏΒΡ…ηΦΤΘ§Εύ”Ο”ΎΕ®–‘Ζ÷ΈωΙΛ“’ΒΡΩ…–––‘Θ§Ά®Ιΐ÷ΗΕ®–Ά≤ΡΆδ«ζΑκΨΕΫχ––Ρφœρ…ηΦΤΉ‘Άδ«ζΦΖ―ΙΡΘΨΏΫαΙΙΒΡ―–ΨΩΫœ…ΌΘ§±ΨΈΡΫΪ”≈Μ·ΥψΖ®”Π”Ο”ΎΉ‘Άδ«ζΦΖ―Ι≥…–ΈΒΡΙΛ“’”≈Μ·…ηΦΤΘ§Ά®Ιΐ÷ΗΕ®–Ά≤ΡΆδ«ζΑκΨΕάϊ”Ο…œΈΡ÷–ΒΡ ΐ―ßΡΘ–ΆΘ§”≈Μ·ΡΘΨΏΫαΙΙ≤Έ ΐΓΘ
Ϋ(9)“―Ψ≠Ϋ®ΝΔΝΥΆδ«ζΑκΨΕ”κ≥ωΩΎΥΌΕ»Ζ÷≤Φ≤ΈΝΩΒΡΙΊœΒΘ§Εχ«“Τδ‘Λ≤β–ßΙϊ“≤ΫœΈΣΩ…ΩΩΘ§Υυ“‘Θ§ Ϋ(9)Ω…“‘ΉςΈΣΉ‘Άδ«ζΡΘΨΏ…ηΦΤΒΡΡΩ±ξΚ· ΐΘΜ”… Ϋ(9)ΚΆΑε≤ΡΉ‘Άδ«ζ≥…–ΈΜζάμΩ…÷ΣΘ§÷Μ–η”…ΦΖ―ΙΈ»Ε® ±ΒΡ≥ωΩΎΥΌΕ»Ζ÷≤ΦΘ§Φ¥Ω…‘Λ≤β–Ά≤ΡΒΡΉ‘Άδ«ζ«ζ¬ ΑκΨΕΘ§ΕχΦΖ―Ι¥σ±δ–Έ ΐ÷ΒΡΘΡβΥψΖ®÷–Θ§”–œόΧεΜΐΖ®Εύ”Ο”Ύ«σΫβΦΖ―ΙΈ»Χ§Ιΐ≥ΧΘ§Τδ«σΫβΦΤΥψ–߬ ±»”–œό‘ΣΖ®ΧαΗΏ÷Ν…Ό3±Ε[20-22]Θ§Υυ“‘Θ§‘ΎΡΘΨΏ”≈Μ·…ηΦΤ÷–Ω…“‘≤…”Ο”–œόΧεΜΐΖ®Ϋχ–– ΐ÷ΒΡΘΡβ[23]Θ§‘ΌΫχ“Μ≤ΫΆ®Ιΐ Ϋ(9)Ήω≥ω‘Λ≤βΘ§ΫχΕχΥθΕΧ―–ΖΔ÷ήΤΎΓΘ
±μ2 ”≈Μ·±δΝΩ”κ»Γ÷ΒΖΕΈß
Table 2 Optimized variables and value range

±ΨΈΡ“‘Άδ«ζΑκΨΕ1900mmΒΡΑε≤ΡΈΣ”≈Μ·ΡΩ±ξΘ§ΫαΚœœλ”ΠΟφΡΘ–ΆΘ§Ε‘ΡΘΨΏΫαΙΙ”κΦΖ―ΙΥΌΕ»ΒΡ”≈Μ·…ηΦΤΘ§Χα»ΓΡΘΨΏΫαΙΙ“ρΉ”ΠΝΓΔd”κΦΖ―ΙΥΌΕ»vΉςΈΣ”≈Μ·±δΝΩΘ§ΤδΥϊΡΘΨΏ≥Ώ¥γΑ¥ΆΦ3…ηΦΤΘ§ ‘―ιΥυ―Γ“ρΥΊ”κ»Γ÷ΒΖΕΈß»γ±μ2Υυ ΨΘΜΆ®Ιΐ…ηΦΤά≠ΕΓ≥§ΝΔΖΫΥφΜζ≥ι―υ[24-25]≥Χ–ρΘ§ΒΟΒΫ20ΉιΡΘΡβ ‘―ιΖΫΑΗΘ§ΦΤΥψΦΖ―ΙΈ»Χ§Ιΐ≥ΧΘ§ΒΟΒΫΗςΉι ‘―ιœ¬ΒΡΖ¬’φΫαΙϊΘ§»γ±μ3Υυ ΨΘ§ΗςΉιΡΘΨΏ≥ωΩΎ¥ΠΫπ τΒΡΦΖ≥ωΥΌΕ»Ζ÷≤Φ»γΆΦ9Υυ ΨΓΘ
±μ3 ΡΘΡβ ‘―ιΫαΙϊ±μ
Table 3 simulation test results


ΆΦ9 Ης≥ι―υ ‘―ιΒΡΡΘΨΏ≥ωΩΎΥΌΕ»Ζ÷≤Φ
Fig. 9 Velocity distribution ofextrusiondie exit in sampling test
3.2 œλ”ΠΟφΫαΚœΝΘΉ”»ΚΥψΖ®”≈Μ·
―Γ‘ώΕΰΫΉœλ”Π«ζΟφΖΫ≥Χά¥‘Λ≤β≤ΜΆ§…ηΦΤ±δΝΩΉιΚœœ¬ΒΡœλ”Π÷ΒΘ§άϊ”ΟΉν–ΓΕΰ≥ΥΖ®Ϋχ––≤Έ ΐΡβΚœΘ§”…±μ3ΒΡΖ¬’φ ‘―ι ΐΨίΒΟΒΫΒΡœλ”ΠΟφΚ· ΐΈΣ
 (10)
(10)
Ε®“εΡΘ–ΆΒΡΨωΕ®œΒ ΐΠ¬ΈΣΘΚ

Ϋ÷–Θ§ ΈΣœλ”ΠΟφΡΘ–ΆΒΡ‘Λ≤β÷ΒΘ§
ΈΣœλ”ΠΟφΡΘ–ΆΒΡ‘Λ≤β÷ΒΘ§ ΈΣ±μ3÷–ΒΡΆδ«ζΑκΨΕ÷ΒΘ§
ΈΣ±μ3÷–ΒΡΆδ«ζΑκΨΕ÷ΒΘ§ ΈΣ±μ3÷–ΒΡΆδ«ζΑκΨΕ÷ΒΒΡΤΫΨυ÷ΒΘΜΨωΕ®œΒ ΐΠ¬ΒΡ¥σ–ΓΡήΖ¥”Πœλ”ΠΟφΡΘ–ΆΕ‘ ‘―ιΙέ≤β÷ΒΒΡΡβΚœ≥ΧΕ»Θ§Π¬ΒΡ»Γ÷ΒΖΕΈßΈΣ[0Θ§1]ΘΜΠ¬ΒΡ÷Β‘ΫΫ”Ϋϋ1Θ§ΥΒΟςœλ”ΠΟφΡΘ–ΆΒΡΡβΚœ≥ΧΕ»‘ΫΚΟΓΘΨ≠ΦΤΥψΡΘ–ΆΨωΕ®œΒ ΐΠ¬=0.95Θ§ΥΒΟςΗΟœλ”ΠΟφΡΘ–ΆΨΏ”–ΫœΚΟΒΡ‘Λ≤β–ßΙϊΘ§Ω…”Ο”Ύ‘Λ≤β”κ”≈Μ·ΓΘ
ΈΣ±μ3÷–ΒΡΆδ«ζΑκΨΕ÷ΒΒΡΤΫΨυ÷ΒΘΜΨωΕ®œΒ ΐΠ¬ΒΡ¥σ–ΓΡήΖ¥”Πœλ”ΠΟφΡΘ–ΆΕ‘ ‘―ιΙέ≤β÷ΒΒΡΡβΚœ≥ΧΕ»Θ§Π¬ΒΡ»Γ÷ΒΖΕΈßΈΣ[0Θ§1]ΘΜΠ¬ΒΡ÷Β‘ΫΫ”Ϋϋ1Θ§ΥΒΟςœλ”ΠΟφΡΘ–ΆΒΡΡβΚœ≥ΧΕ»‘ΫΚΟΓΘΨ≠ΦΤΥψΡΘ–ΆΨωΕ®œΒ ΐΠ¬=0.95Θ§ΥΒΟςΗΟœλ”ΠΟφΡΘ–ΆΨΏ”–ΫœΚΟΒΡ‘Λ≤β–ßΙϊΘ§Ω…”Ο”Ύ‘Λ≤β”κ”≈Μ·ΓΘ

ΆΦ10 ±δΝΩ”κΑε≤ΡΆδ«ζΑκΨΕΒΡœλ”ΠΟφ
Fig. 10 Response surface of variable and sheet bending radius
Ης±δΝΩΕ‘Αε≤ΡΆδ«ζΑκΨΕœλ”ΠΟφΡΘ–ΆΒΡ»ΐΈ§«ζΟφΆΦΘ§»γΆΦ10Υυ ΨΘΜ”…ΆΦ10(a)Ω…÷ΣΘ§Αε≤ΡΒΡΆδ«ζΑκΨΕΥφ’≠ΕΥΩμΕ»dΒΡ‘ω¥σΕχ‘ω¥σΘ§Υφ¬÷άΣ«ψ–±Ϋ«ΠΝΒΡ‘ω¥σΕχΦθ–ΓΘ§’β «“ρΈΣ’≠ΕΥΩμΕ»dΒΡΦθ–ΓΚΆ¬÷άΣ«ψ–±Ϋ«ΠΝΒΡ‘ω¥σΨυΜα‘ω¥σΫπ τΝςΕ·ΒΡ≤ΜΨυ‘»–‘Θ§ΒΦ÷¬ΦΖ≥ωΥΌΕ»Ζ÷≤ΦΧίΕ»¥σΘ§ΫχΕχΑε≤ΡΆδ«ζΜαΦθ–ΓΘΜ”…ΆΦ10(b)Ω…÷ΣΘ§Β±’≠ΕΥΩμΕ»dΫœ¥σ ±Θ§Αε≤ΡΆδ«ζΑκΨΕRΥφΦΖ―ΙΥΌΕ»vΒΡ‘ω¥σΕχ‘ω¥σΘ§Β±’≠ΕΥΩμΕ»dΫœ–Γ ±Θ§ΦΖ―ΙΥΌΕ»vΕ‘Αε≤ΡΆδ«ζΑκΨΕRΈόœ‘÷χ”ΑœλΘ§Υδ»Μ‘ω¥σ’≠ΕΥΩμΕ»dΜαΦθ–ΓΫπ τΝςΕ·ΒΡ≤ΜΨυ‘»–‘Θ§ ΙΆδ«ζΑκΨΕ‘ω¥σΘ§ΒΪΦΖ―ΙΥΌΕ»ΒΡ‘ωΦ””÷Μα‘ω¥σΫπ τΝςΕ·ΝςΕ·ΒΡ≤ΜΨυ‘»–‘Θ§Ά§ ±”… Ϋ(9)Ω…÷ΣΘ§ΤΫΨυΦΖ≥ωΥΌΕ»ΒΡ¥σ–Γ“≤Ε‘–Ά≤ΡΒΡΉ‘Άδ«ζΑκΨΕ”–”ΑœλΘ§Υυ“‘Θ§»ΐ÷÷“ρΥΊΒΡœύΜΞΉς”ΟΨωΕ®ΝΥΑε≤ΡΆδ«ζΑκΨΕΒΡ¥σ–ΓΓΘ
≤…”ΟΝΘΉ”»Κ”≈Μ·ΥψΖ®[26]Ε‘ΥυΫ®ΝΔΒΡœλ”ΠΟφΡΘ–ΆΫχ––ΩλΥΌ―Α”≈Θ§Β±Αε≤ΡΒΡΡΩ±ξΆδ«ζΑκΨΕΈΣ1900mm ±Θ§Αε≤ΡΆδ«ζΑκΨΕ»ί≤νΖΕΈßΕ®ΈΣ(1900,1905)Θ§ΫΪΗΟ‘Φ χΧθΦΰ“‘ΖΘΚ· ΐ–Έ ΫΦ”ΒΫΡΩ±ξΚ· ΐΚσΟφΘ§ ΙΉν”≈ΫβœόΕ®”Ύ(1900,1905)«χΦδΡΎΓΘ±Ψ¥Έ”≈Μ·Βϋ¥ζΘ§…η÷Ο≥θ Φ÷÷»ΚΝΘΉ” ΐΈΣ30ΗωΘ§―ßœΑ“ρΉ”ΈΣ1.2Θ§Ήν¥σΒϋ¥ζ¥Έ ΐΈΣ200¥ΈΓΘΫχΜ·Βϋ¥ζ¥Έ ΐ”κ ”ΠΕ»÷Β÷°ΦδΒΡΙΊœΒ»γΆΦ11Υυ ΨΘ§Βϋ¥ζ67¥ΈΚσΝΘΉ”¥οΒΫΉνΦ―ΈΜ÷ΟΓΘΒΟΒΫΉν”≈≤Έ ΐΉιΚœΈΣ¬÷άΣ«ψ–±Ϋ«ΠΝ=5.02ΓψΘ§’≠ΕΥΩμΕ»d=30.55mmΘ§ΦΖ―ΙΥΌΕ»v=3.69mm/sΘ§Ήν”≈ΫβΈΣR=1900mmΓΘ

ΆΦ11 ”≈Μ·Βϋ¥ζ«ζœΏ
Fig. 11 Optimize iteration curve
3.3 ‘ΡΘ Β―ι”κΫπœύΉι÷·Ιέ≤λ
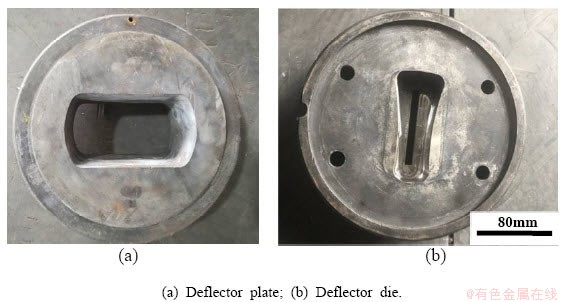
Ε‘”≈Μ·÷°ΚσΒΡΡΘΨΏΫαΙΙ”κΦΖ―ΙΥΌΕ»ΒΡΉν”≈≤Έ ΐΉιΚœΘ§…ηΦΤΉ‘Άδ«ζΦΖ―ΙΡΘΨΏΘ§≤ΔΫχ––Φ”ΙΛ ‘ΡΘΘ§ΥυΒΟΙΛ“ΒΦΕΦΖ―ΙΡΘΨΏ»γΆΦ12Υυ ΨΘΜΦΖ―Ι¬ΝΕßΒΡ≤ΡΝœ”κ≥Ώ¥γΓΔΦΖ―ΙΈ¬Ε»≤Έ’’±μ1Ν–≥ωΒΡ ΐ÷ΒΘ§Ε‘¬ΝΕß‘Λ»»3–Γ ±ΚσΘ§≤…”Ο1000 T’ΐœρΒΞΕ·ΦΖ―ΙΜζΫχ––ΦΖ―Ι ‘ΡΘ Β―ιΘ§»γΆΦ13Υυ ΨΘ§Ω…“‘Ω¥≥ω‘ΎΦΖ―ΙΙΐ≥ΧΈ»Ε®ΚσΘ§ΦΖ≥ωΒΡΑε≤ΡΡήΙΜΖΔ…ζΈ»Ε®ΒΡΉ‘Άδ«ζ±δ–ΈΘ§ΒΟΒΫΑε≤ΡΒΡΆδ«ζ«ζ¬ ΑκΨΕΈΣ2071mmΘ§”κœλ”ΠΟφΡΘ–ΆΒΡ‘Λ≤β÷Βœύ≤ν8.25%Θ§ΥΒΟςΗΟœλ”ΠΟφ‘Λ≤βΡΘ–ΆΫœΈΣΩ…ΩΩΓΘ
ΆΦ12 Αε≤ΡΉ‘Άδ«ζΦΖ―Ι Β―ιΡΘΨΏ
Fig. 12 Experimental die for sheet profileself bending extrusion
Ε‘ΦΖ≥ωΚσΒΡΆδ«ζΑε≤ΡΩμΟφΒΡΡΎΆβΝΫ≤ύΫχ––ΫπœύΉι÷·Ιέ≤λΘ§≤…”ΟΒγΫβ≈ΉΙβΆ§ ±ΗΫΦ”≥§…υ≤®’πΕ·ΒΡΖΫΖ®Θ§≈ΉΙβ“ΚΈΣ15%ΒΡΗΏ¬»Υα”κΈόΥ°““¥ΦΒΡΜλΚœ»ή“ΚΘ§ΧεΜΐ±»ΈΣ10 ml:50 mlΘ§÷±ΝςΒγ―ΙΈΣ5 VΘ§≈ΉΙβ ±ΦδΈΣ1 minΘ§≤…”Ο IE200M –ΆΙβ―ßœ‘ΈΔΨΒΫχ––ΈΔΙέΉι÷·Ιέ≤λΘ§άϊ”ΟΤΫΨυΫΊœΏΖ®Εύ ”≥Γ±μ’ςΦΖ≥ωΖΫΙήΆδ«ζΦΰΒΡΤΫΨυΨßΝΘ≥Ώ¥γs(s=1.74yΘ§yΈΣΫΊœΏ≥ΛΕ»)[11]Θ§÷±Ϋ”ΒΟΒΫ»γΆΦ14Υυ ΨΒΡΫπœύΉι÷·Θ§”…ΆΦ14Ω…÷ΣΘ§ΡΎΆβΝΫ≤ύΨυΈΣΒ»÷αΨßΉι÷·Θ§Άβ≤ύΑε≤ΡΨßΝΘ¥σ–ΓΈΣ85ΠΧmΉσ”“Θ§ΡΎ≤ύΑε≤ΡΨßΝΘ¥σ–ΓΈΣ75ΠΧmΉσ”“Θ§Ω…“‘Ω¥≥ωΨßΝΘΉι÷·≥Ώ¥γ¬‘ΈΔΤΪ¥σΘ§’βΩ…Ρή «”…”ΎΦΖ―ΙΈ¬Ε»ΙΐΗΏΚΆΈ¥ΦΑ ±ά以ΒΡ‘≠“ρΥυ‘λ≥…ΒΡΓΘ

ΆΦ13 ΙΛ“ΒΦΕΦΖ―Ι ‘―ιΜώΒΟΒΡΆδ«ζΑε≤ΡΓΘ
Fig.13 Bending profile obtained by industrial grade extrusion experiment.

ΆΦ14 Αε≤ΡΡΎΆβ≤ύΫπœύΉι÷·
Fig.14 Metallographic structure of inner and outer sides of sheet profile
4 Ϋα¬έ
1) Ε‘”Ύ–Ά≤ΡΉ‘Άδ«ζΦΖ―Ι≥…–ΈΙΛ“’Θ§ΦΖ≥ω–Ά≤ΡΒΡΆδ«ζΑκΨΕ”κ≥ωΩΎΥΌΕ»¥φ‘Ύ“Μ“ΜΕ‘”ΠΒΡΙΊœΒΘ§Ά®ΙΐΝ§–χΫι÷ ΝΠ―ßΘ§Ω…ΆΤΒΦ≥ωάμœκΉ‘Άδ«ζΦΖ≥ω–Ά≤ΡΒΡ«ζ¬ ΑκΨΕ”κΦΖ≥ωΥΌΕ»Ζ÷≤ΦΒΡΚ· ΐΙΊœΒΘ§Φ¥ΓΘ
2) Ά®ΙΐΜυ”Ύ“λ–ΈΒΦΝς«ΜΫαΙΙΘ§Χα≥ωΝΥ“Μ÷÷Αε≤ΡΉ‘Άδ«ζΦΖ―Ι≥…–ΈΙΛ“’Θ§ΒΟΒΫΉ‘Άδ«ζΦΖ≥ω≥…–ΈΒΡΑε≤ΡΘΜ–Ά≤ΡΗ’ΦΖ≥ω ±Θ§’ϊΗωΦΖ≥ω–Ά≤Ρ‘ΎΖΔ…ζ–≠Βς±δ–ΈΘ§ΦΖ―ΙΈ»Ε®Κσ–≠Βς±δ–Έ«χ―ΗΥΌΥθΦθ÷ΝΡΘΨΏ≥ωΩΎΚσ“ΜΕΈΨύάκΘ§–Ά≤Ρ¥σ≤ΩΖ÷≤Μ‘ΌΖΔ…ζΥή–‘±δ–ΈΘ§±δ–Έ«χ”κΖ«±δ–Έ«χΒΡΫΜΫγ‘ΎΡΘΨΏ≥ωΩΎΚσ“Μ–ΓΕΈΨύάκ…œΘ§≤ΔΥφΦΖ―ΙΒΡΫχ––ΫΜΫγΟφ¬‘”–≤®Ε·Θ§«“ΦΖ≥ωΒΡ–Ά≤ΡΗΫ¥χ≤–”ύ”ΠΝΠΓΘ
3) ¥χΖΘΚ· ΐ–Έ ΫΒΡΡΩ±ξΚ· ΐΘ§ΫαΚœœλ”ΠΟφΡΘ–Ά”κΝΘΉ”»ΚΥψΖ®Θ§Ω…”Ο”Ύ–Ά≤ΡΉ‘Άδ«ζΦΖ―Ι≥…–ΈΒΡ”≈Μ·…ηΦΤΘΜΆ®ΙΐΙΛ“ΒΦΕΦΖ―Ι Β―ιΘ§ΒΟΒΫΝΥΆδ«ζΑε≤ΡΘ§Αε≤Ρ‘ΎΦΖ≥ωΚσΖΔ…ζΈ»Ε®Ή‘Άδ«ζΘ§ΦΖ≥ω–Ά≤ΡΉι÷·Ψυ‘»Θ§ΈΣΉ‘Άδ«ζΡΘΨΏΒΡ―–ΖΔ…ηΦΤΧαΙ©άμ¬έ”κΦΦ θ≤ΈΩΦΓΘ
REFERENCES
[1] Νθ÷ΨΈΡ,άν¬δ–«.«αΝΩΜ·ΙΙΦΰΆδ«ζΕΧΝς≥ΧΙΛ“’―–ΨΩœ÷Ή¥”κΫχ’Ι[J].÷–Ιζ”–…ΪΫπ τ―ß±®,2014,24(08):2003-2012.
LIU Zhi-wen LI Luo-xing.Review of bending short process for lightweight component[J]. Transactions of Nonferrous Metals Society of China,2014,24(08):2003-2012.
[2] ZHAI R X, DING X H, YU S M, WANG C G,Stretch bending and springback of profile in the loading method of prebending and tension[J].International Journal of Mechanical Sciences,2018,144:746-764.
[3] ’≈Ο÷,ΆθœΰΕΪ,Υ’―«ΕΪ,ΙΊ÷ΨΕΪ.ν―ΚœΫπΒψ’σΦ––ΨΫαΙΙΆδ«ζ–‘Ρή[J].÷–Ιζ”–…ΪΫπ τ―ß±®,2018,28(03):457-464.
ZHANG Mi, WANG Xiao-dong, SU Ya-dong, GUAN Zhi-dong.Bending behavior of titanium truss core sandwich structure[J]. Transactions of Nonferrous Metals Society of China,2018,28(03):457-464.
[4] ≥¬«εΗυ,–λ―©Ζε,¬μφ¬φ¬,άνΝαΝα,’‘Υ§,–λΝζ.≤…”Ο–ΓΆδ«ζΑκΨΕΆδΆΖΖ¥œρΆΤ÷±”κ’ΐœρΆΤΆδΒΡΙή≈ς…ηΦΤΖΫΖ®[J].÷–ΙζΜζ–ΒΙΛ≥Χ,2017,28(03):353-358.
CHEN Qing-gen, XU Xue-feng, MA Yuan-yuan, LI Ling-ling, ZHAO Shuang, XU Long. Tube Design Method with Small Bend Radius in Elbow Forming Using Reverse Push Straight and Forward Forming Simulation[J].China Mechanicalengineering,2017,28(03):353-358.
[5] ÷λ”ΔœΦ,Νθ”τάω,―νΚœ,άνΚΘΤΫ.―ΙΩιΕ‘H96ΨΊ–ΈΙή»ΤΆδ≥…–ΈΜΊΒ·”κΫΊΟφ±δ–ΈΒΡΉς”Ο[J].÷–Ιζ”–…ΪΫπ τ―ß±®,2014,24(01):104-114.
ZHU Ying-xia, LIU Yu-li, YANG He, LI Hai-ping.Impact of pressure die on springback and section deformation of rotary-draw bending of rectangular H96 tube [J]. Transactions of Nonferrous Metals Society of China,2014,24(01):104-114.
[6] YANG H, LI H, ZHANG Z Y, ZHANG M, LIU J, LI G J. Advances and Trends on Tube Bending Forming Technologies[J]. Chinese Journal of Aeronautics, 2012, 25(1): 1-12.
[7] ’≈Ο÷,ΆθœΰΕΪ,Υ’―«ΕΪ,ΙΊ÷ΨΕΪ.ν―ΚœΫπΒψ’σΦ––ΨΫαΙΙΆδ«ζ–‘Ρή[J].÷–Ιζ”–…ΪΫπ τ―ß±®,2018,28(03):457-464.
ZHANG Mi, WANG Xiao-dong, SU Ya-dong, GUAN Zhi-dong. Bending behavior of titanium truss core sandwich structure[J].The Chinese Journal of Nonferrous Metals,2018,28(03):457-464.
[8] KLEINER M,ARENDES D.The manufacture of non-linear aluminum sections applying a combination of extrusion andcurving[J].Advanced Technology of Plasticity,1996,(2):971-983.
[9] KLAUS B. M®ΙLLER. Bending of Extruded Profiles during Extrusion Process[J]. International Journal of Machine Tools and Manufacture, 2006, 46(11): 1238-1242.
[10] SHIRAISHI M, NIKAWA M, GOTO Y. An investigation of the curvature of bars and tubes extruded through inclined dies[J]. International Journal of Machine Tools and Manufacture, 2003, 43(15):1571-1578.
[11] CHEN FK, CHUANG WC, SHAN T. Finite element analysis of multi-hole extrusion of aluminium alloy tubes[J]. Journal of materials processing technology. 2008, 201:150-155.
[12] ·άΎΘ§–λΙζΜ‘Θ§»Έ≥©Θ§ΫπΈΡ÷–Θ§Άθ”ώΫ≠Θ§ΆθάϊΫΘ. Ε·Χ§ΝςΝΩΩΊ÷ΤΖ®ΦΖ≥ωΟΨΚœΫπ»ΐΈ§Άδ«ζΙήΦΰ[J]. ≤ΡΝœΩΤ―ß”κΙΛ“’, 2016, (6): 8-13.
SHI Lei, XU Guo-hui, REN Chang, JIN Wen-zhong, WANG Yu-jiang, WANG Li-jian. Three dimensional magnesium alloy bent pipe produced by dynamic flow control extrusion[J].Materials Science and Technology,2016, (6): 8-13.
[13] ·άΎ,ΈΡΨ≈ΑΆ,“ΠΜ≥,ΚΊΩΓΙβ,ΈβΈδΈΑ,ΝΈΙπΜΣ.ν―ΚœΫπΆδΙήΕ·Χ§ΝςΝΩΩΊ÷ΤΖ®ΦΖ―Ι≥…–ΈΒΡΡΘΡβ”κ Β―ι―–ΨΩ[J].÷–Ιζ”–…ΪΫπ τ―ß±®,2019,29(02):380-387.
SHI Lei, WEN Jiu-ba, YAO Huai, HE Jun-guang, WU Wu-wei, LIAO Gui-hua.Numerical simulation and experimental study of titanium alloy bending tube extruded by dynamic flow control technique[J]. 2019,29(02):380-387.
[14] ZHOU W B, LIN J G, TREVOR A. DEAN, WANG L L. Feasibility studies of a novel extrusion process for curved profiles: Experimentation and modelling[J]. International Journal of Machine Tools and Manufacture,2018, 126: 27®C43.
[15] YU J Q, ZHAO G Q, CHEN L. Analysis of longitudinal weld seam defects and investigation of solid- state bonding criteria in porthole die extrusion process of aluminum alloy profiles [J]. Journal of Materials processing Technology, 2016, 237: 31-47.
[16] JIE Y I, WANG Z H, LIU Z W, ZHANG J M,HE X. FE analysis of extrusion defect and optimization of metal flow in porthole die for complex hollow aluminiumprofile[J]. The Chinese Journal of Nonferrous Metals, 2018, 28: 2094-2101.
[17] ΜΤΕΪΡ–Θ§άνΨ≤φ¬Θ§’≈÷ΨΚάΘ§–ΜΫ®–¬. ΖΫ–ΈΙήΖ÷ΝςΡΘΥΪΩΉΦΖ―ΙΙΐ≥Χ÷–Ϋπ τΒΡΝςΕ·––ΈΣ[J]. ÷–Ιζ”–…ΪΫπ τ―ß±®, 2010, 20(3):488-495.
HUANG Dong-nan, LI Jing-yuan, ZHANG Zhi-hao, XIE Jian-xin. Metal flowing behaviors during diplopore extrusion of square tube with porthole die[J]. The Chinese Journal of Nonferrous Metals,2010, 20(3):488-495.
[18] ΆθœΰœΣ,’≈œη,Ϋπ–ώ≥Ω,ΜΤ¥ΪΜ‘,ΚΈΟτ.–¬–ΆΒ»Ά®Βά«ρ–ΈΉΣΫ«≈ρ’ΆΦΖ―ΙΙΐ≥ΧΡΘΡβ”κ Β―ι―ι÷Λ[J].÷–Ιζ”–…ΪΫπ τ―ß±®,2018,28(11):2281-2287.
WANG Xiao-xi, ZHANG Xiang,JIN Xu-chen, HUANG Chuan-hui, HE Min. Simulation and experimental validations of novel process entitled equal channel angular expansion extrusion with spherical cavity[J].The Chinese Journal of Nonferrous Metals,2018,28(11):2281-2287.
[19] ΆθœΰœΣ,’≈œη,’≈άΎ,Ϋπ–ώ≥Ω,ΚΪρΪ‘¥.ΙΛ“Β¥Ω¬ΝΒ»Ά®Βά«ρ–ΈΉΣΫ«ΦΖ―Ι ΐ÷ΒΡΘΡβ”κ Β―ι―–ΨΩ[J].÷–Ιζ”–…ΪΫπ τ―ß±®,2019,29(07):1360-1366.
WANG Xiao-xi, ZHANG Xiang, ZHANG Lei, JIN Xu-chen, HAN Hao-yuan.Numerical simulation and experimental investigation of commercially pure aluminum during equal channel angular extrusion with spherical cavity[J].The Chinese Journal of Nonferrous Metals, 2019,29(07):1360-1366.
[20] LI X R, FANG W L, TANG D, QIAO Y,SUN Y L,LI D Y. Numerical simulation on hot extrusion forming of aluminum alloy micro-multiport profile[J]. Journal of Plasticity Engineering, 2017, 24(5):1-6 and 31.
[21] BRESSAN J D , MARTINS M M , BUTTON S T. Analysis of Aluminium Hot Extrusion by Finite Volume Method[J]. Materials Today Proceedings, 2015, 2(10):4740-4747.
[22] ’≈œά,«°ΫχΚΤ,Ι®–ΓΧΈ,≥…ΙζΖΔ,λΕ–Δ«Ϊ.6061¬ΝΚœΫπΒΤΨΏ…Δ»»ΒΉΉυ–Ψ÷αΦΖ―Ι≥…–Έ―–ΨΩ[J].ΕΆ―ΙΦΦ θ,2020,45(01):125-130.
ZHANG Xia, QIAN Jin-hao,GONG Xiao-tao, CHENG Guo-fa,YU Xiao-qian. Research on extrusion forming of 6061 aluminum alloy spindle for lamp cooling holder[J]. Forging and Stamping Technology,2020,45(01):125-130.
[23] MARTINSM, BRESSANJ, BANDINIC.Validation of Finite Volume Method by hot extrusion analysis of aluminium alloy[J],Materials today: proceedings,2019,10:234.
[24] FANG WL, TANG D, WANG H M, LI D Y, PENG YH,Optimization of die design for thin-walled flat multi-port tube with the aid of finite element simulation[J].Journal of Materials Processing Technology,2019,116418.
[25] KEVIN B, PAMELA B, DIANE D, BEVAN T,Populations of Models, Experimental Designs and Coverage of Parameter Space by Latin Hypercube and Orthogonal Sampling[J].Procedia Computer Science,2015(51):1762-1771.
[26] »Έ÷ζάμ,ΆθάνΙή,Φ÷ΟςΧΈ.Μυ”ΎΝΘΉ”»Κ”≈Μ·ΥψΖ®ΚΆANFISΒΡΩσΧεΤΖΈΜ≤ε÷Β[J].÷–Ιζ”–…ΪΫπ τ―ß±®,2019,29(01):194-202.
REN Zhu-liWANG Li-guanJIA Ming-tao.Grade interpolation of orebody based on particle swarm optimization algorithm and ANFIS [J].The Chinese Journal of Nonferrous Metals,2019,29(01):194-202.
The Forming Mechanism of Extrusion Self Bendingof Aluminum Alloy Sheet Profile and Optimum Design of Die
MIN Fan-leiȧZHU Guang-ming, GAO Xu-jieȧYUE Bo-wenȧLIU Hui-pingȧGUO Na-naȧZHAI Xiao-qing
(School of Mechanical Engineering, Shandong University of Technology, Zibo 255000Θ§China)
Abstract:Based on the theory of continuum mechanics, the relationship between the exit velocity distribution and the radius of curvature of the plate during the ideal self-bending process is obtained. A new process for the self-bending extrusion of aluminum alloy plates is proposed. By designing the structure of special-shaped guide cavity, the uneven flow of metal in the die cavity is produced, so the curved profile is directly extruded; By using numerical simulation, the self bending deformation mechanism, metal flow characteristics and distribution of residual strain in the process of sheet profile extrusion are analyzed. The response surface prediction model of each variable to the radius of curvature of extrusion self bending is established by using the Latin hypercube sampling method and the finite volume method. Under the condition of a specified bending radius of 1900 mm, an objective function optimization model with a penalty function was established. The algorithm obtains the optimal cavity structure and process parameters, and conducts trial experiments. The experimental results show that the self-bending sheet extrusion is stable, the measured radius of curvature is 2071 mm, the grain size inside and outside of the curved sheet is uniform.
Key words:Aluminum alloy bending sheet profile; self bending forming; relation derivation; mechanism analysis; optimal design
Foundation item:Project(ZR2017MEE036) supported by Natural Science Foundation of ShandongProvince; Project(ZR2017BEM003) supported byPh.D. Programs Foundation of Natural Science Foundation of Shandong Province;Project (2017ZBXC205) supported by Zibo City School City Integration Development
Received date: 2019-00-00; Accepted date: 2019-00-00
Corresponding author:ZHU Guang-mingΘ®1976ΓΣΘ©Θ§Tel: 13853329826; E-mail: zgm@sdut.edu.cn
ΜυΫπœνΡΩΘΚ…ΫΕΪ ΓΉ‘»ΜΩΤ―ßΜυΫπΘ®ZR2017MEE036Θ©ΘΜ…ΫΕΪ ΓΉ‘»ΜΩΤ―ßΜυΫπ≤© ΩΜυΫπΘ®ZR2017BEM003Θ©ΘΜΉΆ≤© ––Θ≥«»ΎΚœΖΔ’ΙΦΤΜ°œνΡΩΘ®2017ZBXC205Θ©
’Ηε»’ΤΎΘΚ20**-**-**ΘΜ–όΕ©»’ΤΎΘΚ20**-**-**
Ά®―ΕΉς’ΏΘΚ÷λΙβΟςΘ®1976ΓΣΘ©Θ§Ρ–Θ§ΫΧ ΎΘ§≤© ΩΘΜΒγΜΑΘΚ13853329826ΘΜE-mail: zgm@sdut.edu.cn

