DOI: 10.11817/j.ysxb.1004.0609.2020-37608
����TC4�Ͻ��ĩ���Ʊ�����������������
�� ����������ſ��棬֣ �����γɵ����� ��
(���ݿռ似�������о��� ��ռ����������ص�ʵ���ң����� 730000)
ժ Ҫ��������������������Ʊ���TC4�Ͻ��ĩ�������ü������ȷ����ǡ�ɨ����������ͻ������ټƵȶ��Ʊ��ķ�ĩ���ȷֲ�����֯��ò����װ�ܶȡ������ԵȽ����˲��Է����������������������������Ʊ���TC4�Ͻ��ĩ���ȳ���̬�ֲ����ߴ缯�зֲ���32.52~182.50 ��m���ң���ĩ��ֵ����d50Ϊ92.70 ��m����ĩ���ζȸߣ���������(0.14%)����ĩ���нϵ͵���װ�ܶȺ����õ������ԣ�������38~106 ��m�ķ�ĩ��������Ϊ25~50 s/(50 g)����װ�ܶ�Ϊ2.52~2.56 g/cm3��TC4�Ͻ��ĩ�������ϴ�Ŀ�������ʷ���Ľ��Ƶ���İ�״֦����֯������������ԽС�������Խ�⻬���ٲ���С����ճ���ڴ���������ϣ���������ġ����ǡ�״��
�ؼ��ʣ��������������TC4�Ͻ����η�ĩ������֯����������
���±�ţ�1004-0609(2020)-07-1594-08���� ��ͼ����ţ�TF123��TG146.2���� ���ױ�־�룺A
�Ѽ��ѺϽ���и�ǿ�ȡ����õ���ʴ�Ժ������Ե��ص㣬�Ǻ��պ��졢����װ���ȸ߶�����������Ҫ�Ľṹ����[1-4]�����������Է�ĩұ���3D��ӡ/��������ȼ���Ϊ�����Ľ������μ����ǵͳɱ��ӹ������ѲIJ�Ʒ���¼������ں��պ�����ڶ�������й������г�ǰ�����г���������[5-7]������Щ�������μ�������ĸ�Ʒ���Ѳķ�ĩԭ���ϴ����������ڣ����ڵ��Ʒ���ҵ��ģ�Ͳ�Ʒ����������Ƚ�ˮƽ��һ����࣬��Ҫԭ���ǹ����ѺϽ��ĩ�������������ζȵ���Ҫ������������ȫ�ﵽӦ�ü���ָ�꣬��������ƫ�ߡ����Ƚϴ��ҷֲ���Χ�������ζȽϲ��ͬ���η�ĩ�������ȶ������⣬��������ؼ�����3D��ӡҪ���м��Һ��ռ��ѺϽ��ĩ��������Ҳδ����ȫʵ�ֲ�ҵ����������ĩԭ���ϵ��Ʊ��Ͳ�ҵ����һ���̶�����Լ���ҹ�3D��ӡ�����ķ�չ��Ӧ��[8-11]����ˣ�����Ʊ�����3D��ӡӦ������ĸ�Ʒ�����η�ĩԭ������һ����Ҫ���о�����������Χ������3D��ӡ���ѺϽ��ĩ���о������ͳɹ�Ҳ������[12-13]��
��������������������ת�缫���͵��������������Ʊ���Ʒ�ʵ������ѺϽ��ĩ������������ת�缫���͵����������Ʒ��豸���ս��������ɱ����ߡ�������[14-17]�������������ǽ�����������������������١���ѹ�������������������£�����Һ���γ�ϸС��Һ���ڽϸߵ���ȴ������˲�侭������ȴ�����̶��õ���ĩ�ķ������ù����Ʊ��ķ�ĩ��������ϸС���ɷ־��ȡ����ζȸߡ���������������ʵ�ֹ�ģ���������ŵ㣬��ϸ�����ν������Ͻ��ĩ�Ʊ�����õ��˹㷺��Ӧ��[13, 15]�������ѺϽ���м���������������ص㣬����������������������Ʊ��������ͺ����ζȸߵĸ�Ʒ���ѺϽ������ϡ����Ľ�������������������Ʊ�TC4�Ͻ����η�ĩ���ص�����ĩ�������������ζȺͳߴ�ȹؼ�ָ�����⣬ͨ���Է�ĩ���ȷֲ�����ò�������б�����������ĩ����Ӱ�����غ��γɻ�����Ϊ3D��ӡ�ø�Ʒ���ѺϽ��ĩ�Ʊ��Ͳ�ҵ��Ӧ���ṩ����֧�ź�����ָ����
1 ʵ��
����ԭ����Ϊd 40 mm��600 mm��TC4�Ͻ���ģ��ɷ����1��ʾ���������ϴ�ѧ�������Ƶ�������������������Ʒ�ϵͳ�Ʊ����η�ĩ�����ϵͳ��նȴﵽ1��10-3 Pa�����У����ø�Ӧ��Ȧ�����ѺϽ���ģ������¶ȸ����۵�100~300 ��ʹ���ۻ��������Ʒ�ʱ����������ձ��������������ѹ��ԼΪ3.0~3.5 MPa��������ɸ�ַ������Ʊ��ķ�ĩ�������ȷּ�����������հ�װ��档
��1 �ѺϽ���ĺͷ�ĩ�ɷֱ�
Table 1 Components of TC4 bars and powder (mass fraction, %)

����Bettersize 2000LD�������ȷ����Ƕ��Ʊ���TC4��ĩ�������Ȳ��Է���������Leco-600 �����������Dzⶨ��ĩ������������1�Ա��г����ѺϽ�ԭ�ϰ��ĺ����������÷���Ļ�ѧ��ɡ��ӱ�1�ɼ�����������TC4��ĩ�ijɷ�����ĵijɷ������������������(��������)�ֱ�Ϊ0.16%��0.14%�����ĺͷ�ĩ�е�Fe��C��N��H������Ԫ�غ������ڹ���֮�ڣ��Ʊ���TC4��ĩ������ָ������3D��ӡҪ��(0.2%)��
����JSM-6700��ɨ��羵(SEM)�Է�ĩ�ı�����ò�������й۲졣����ĩ��Ƕ����1000��1500��2000��ɰֽԤĥ����������ͨ��SEM�۲��ĩ�����Ľ��档����D/MAX2500PC��X���������ǽ������������ȡ������ĩ��Ʒ���в��ԣ�ѡ��Cu�У����Բ���Ϊ������40 mA��ɨ�貽��Ϊ0.04�㡣���ñ�©����(�������ټ�)����������GB/T 1482��2010��GB/T 1479��2011�ⶨ��ĩ�������Ժ���װ�ܶȡ�
2 �������������
2.1 ��ĩ���ȷֲ�
ͼ 1 ��ʾΪ��������������Ʊ���TC4�Ͻ��ĩ���ȷֲ����ߡ���ͼ1 �ɼ����ַ�ĩ���ȼ�����32.52~182.50 ��m(�ۻ��ֲ�������10%��90%�������ȷֱ�Ϊ32.52 ��m ��182.50 ��m)��Χ�ڣ�Լռ80%������ֵ����d50Ϊ92.70 ��m��ƽ������Ϊ101.40 ��m���ɷ�ĩ���ֲַ����߿��Կ�������ĩ���ȳʵ���ֲ����ҽ�������̬�ֲ���������Ҫ�������۵��������ѭWeber����[18]����We���ﵽ�ٽ�ֵʱ����ʼ����������۵λᷢ���������飬�γ�ϸС���۵Σ�ʹ�÷�ĩ���ȳʵ���ֲ������յõ��ķ�ĩ���ȳ���̬�ֲ���
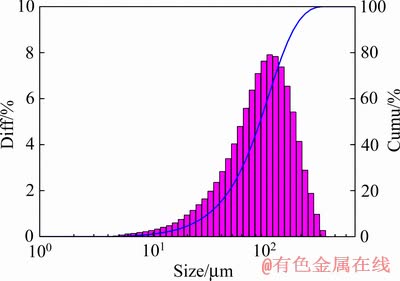
ͼ1 TC4�Ͻ��ĩ���ȷֲ�
Fig. 1 Size distribution of TC4 powder
2.2 ��ĩ������ò����
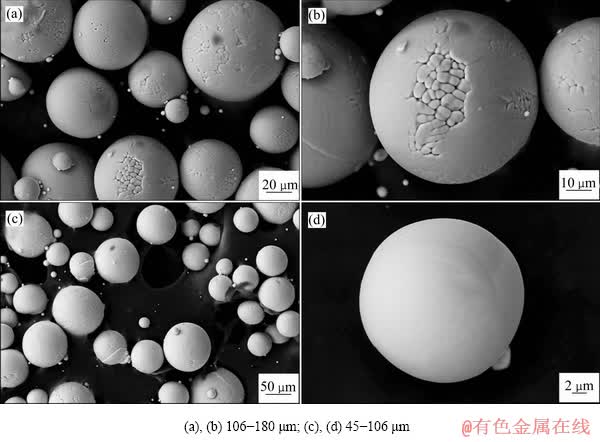
ͼ2��ʾΪ��������������Ʊ���TC4�Ͻ����η�ĩ��SEM����ͼ2�ɼ�����ĩ������Ҫ�����Σ����нϺõ����ζȡ�ͼ2(a)��ʾΪ������180 ��m�Ĵ�ɸԭʼ��Ϸ�ĩSEM������С�����ȡ�ͼ2(b)��(c)��(d) ��ʾ�ֱ�Ϊͼ2(a)��ԭʼ��Ϸ�ĩ��ɸ��õ�������106~180 ��m��45~106 ��m�ͣ�45 ��m�ķ�ĩSEM�������ֲ���Ϊ���ȣ��������ŷ�ĩ������С�����������ζ�����ߡ���������45~106 ��m��ĩ�Ŀ��������ֲ���50 ��m���ң�������45 ��m��ĩ�Ŀ��������ֲ���20~30 ��m֮�䣬�������ζȽϸߣ�������Ϊ0.14%(����1)�����ַ�ĩ���ʺ�3D��ӡ�������������������ø����������������ڵĽ���Һ����ʹ���嶯��ת��Ϊ����ı����ܣ��γ�ϸСҺ�β��������̳ɿ������������̿ɷ�Ϊ���������Σ�������Һ�ε����������[19-21]�����鵼��Һ�ε��γɣ�ͬʱ������Һ�εĹ��ȶ���أ�Һ�εĹ��ȶ�Խ������ԽС����������Ŷ��£����������С��������ֱ��Ӱ���ĩ�����ijߴ�[22]�����������¹���������γɣ�����Һ�������������еı�������ֱ��Ӱ���������ò����������Խ�������ζ�Խ�ߡ�

ͼ2 ��ͬ������TC4�Ͻ��ĩ�ĵͱ�SEM��
Fig. 2 Low-magnification SEM images of TC4 powder with different diameters

ͼ3 TC4�Ͻ��ĩXRD��
Fig. 3 XRD pattern of TC4 powder (45-106 ��m in diameter)
ͼ3��ʾΪ��������������Ʊ���TC4 �ѺϽ��ĩɸѡ������45~106 ��m��ĩ��XRD�ף��ɼ����������64���78�㴦���ֿ�����ͨ��ɨ��羵������106~180 ��m��45~106 ��m����TC4��ĩ�ı����������ò�����������ͼ4��ʾ����ͬ������TC4 �Ͻ��ĩ������������Ϊ���������ϴ�Ŀ�������ʷ���Ľ��Ƶ��Ứ��״�İ�״֦����֯(��ͼ4(a)��(b))������������ԽϸС�������Խ�⻬(��ͼ4(c)��(d))����ɲ�ͬ��������������ò�����ԭ����Ҫ����ȴ���ʵIJ���[23-24]�����ڿ�������ԽС��Һ����ȴ��������Խ�ߣ�����ȴ���ʹ���ʱ���ᾧ���̱����ƣ�����γ��ᾧ��֯�Ĺ⻬���棬��ͼ3��XRD�����������Ľ��һ�£��෴���ߴ�ϴ�Ŀ�����ȴ������Խϵͣ���������ϴ�������ɱ��������������죬�Ӷ�����������������ֳ�����Ľ��Ƶ��Ứ��״�İ�״֦����֯����������⻬����Խϲ���⣬�����������У�������״��Ҫȡ���ڽ���Һ�α���������ʹҺ�����������ʱ���Լ�����Һ������ʱ��ij���[18, 25-26]����Һ�����������ʱ��С��Һ������ʱ��ʱ������Һ��������ǰ��ʱ��ϳ�֣������׳����Ρ���ͼ2(c)��(d)��ͼ4(c)���Կ�����������С�Ŀ������ζȽϺã���������Һ��ı�������������ɵģ�����Һ�����ԽС����������������Խ���ԣ���СҺ�θ��������γ����Ρ�
ͼ5��6��ʾ�ֱ�Ϊͨ��SEM�۲쵽��TC4 �ѺϽ��ĩ���ֲ�ͬ�ĵ�����ò�������γ�ʾ��ͼ����ͼ5(a)��(b)��ͼ6(a)�ɼ���С���������ڴ�������棬��ɴ��������ճ�������ǡ�������������ͼ5(c)��ͼ6(c)�ɼ���С������Ƕ��δ��ȫ���̵Ĵ�����У���ͼ5(d)��ͼ6(c)�ɼ���С���������ٶȽϴ��ܽϴ���֮�䷢����ײ��������ο�������Ϊ�����Ρ�ͬʱ��������һ�������С������δ��ȫ���̵Ĵ����������ײ��������������СҺ�Σ����̺��γɶ���ϸС�Ŀ�������ͼ5(a)��(c)�ж����ֲ���С��״�Ϳ����������õ��ġ����ǡ�������Ҫ�����������һ����������۵������������������������е������߶���ȴ�����۵������̹����У�������ٶȺ켣�ܵ�������������ˢ��˫�����ã��������Ѿ����̵�С�ߴ����������ײ��С�����ڷ��й�������δ��ȫ���̵Ľϴ���������Һ�η�����ײ�����ϣ����̺�С���������ڴ�������棬��ɴ��������ճ�������ǡ�������������ͼ5(a)��(b)��ͼ6(a)��ʾ����һ���������Һ�δ��ڳ��������Ͷ������������ʱ��������ġ������͡�Һ�ξ�����������κ��γ������ϴ����Һ�κ���������Һ��֮���ϸ���͡�Һ�š�������һ��[20]����Һ�š��������������������������������ͬ�������γ�һ�������ɸ�ԶС�������ϴ���Һ�ε�����Һ�Σ����ٲ���С������Һ�β�û����ԭʼҺ�γ����룬��Ȼճ�������������������棬����ͬʱ���̱�����������ͼ6(b)��ʾ��
ͼ4 TC4�Ͻ��ĩ�ĸ߱�SEM��
Fig. 4 High-magnification SEM images of TC4 powder

ͼ5 TC4 �ѺϽ��ĩ�ļ��ֵ�����ò����
Fig. 5 Typical morphology characteristics of TC4 powder

ͼ6 ���ֵ�����ò�γ�ʾ��ͼ
Fig. 6 Schematic diagram of typical morphology of TC4 powder
2.3 ��ĩ�������
��45~106 ��m��ĩ�����ĺ�������SEM�۲죬��ͼ7��ʾ�������η�ĩ�����ڲ���ʵ�ĵģ���Ҳ��С���ֿ����ڲ����Դ��ڿ������ڿ��ķ�ĩ����ͼ7(a)��(b)��ʾ���ֱ��ʵ�ĺͿ��ķ�ĩ�Ľ�������֯�Ŵ�۲죬ʵ�ķ�ĩ���ڲ���֯���ܣ���ͼ7(c)��ʾ�������ķ�ĩ�ĺ���沿����������С�����ڣ���ͼ7(d)��ʾ�����ķ�ĩ�γɹ�����Ҫ������������������Һ�ε�ҺĤ���������������Ĺ�ͬ�������γɡ����ڽ���Һ���ڸ��������Ŷ������·��������ɽϴ��ҺĤ�������������������·������ҵ��������ڴﵽ��ʹҺĤ�������ѵ�����ʱ���������ϸС��ҺĤ[27-29]��ҺĤ�����������������ͱ��������Ĺ�ͬ�����¾ֲ���Ե�������Σ��Ӷ������ס���壬���ڱ��������������£�ҺĤ����Ȼ������Ϊһ�����Ĵ�������Ŀ���Һ�Σ��ڼ��ߵ���ȴ�����£�����Һ�ε���̬�����̺��������������γɿ��ķ�ĩ������ڶԷ�ĩ������пɹ۲쵽�п���
2.4 �����Ժ���װ�ܶ�
TC4�Ͻ��ĩ�����Ժ���װ�ܶȵIJ��Խ������2�����ŷ�ĩ�����������ӣ���ĩ������ʱ����С������װ�ܶ��������ӣ�����������38~106 ��m�ķ�ĩ������ʱ�䣼50 s/50 g����װ�ܶ�Ϊ2.52~2.56 g/cm3����ĩ�����������ֲ��ͱ�����ò����������Ӱ��ϴ�[30]����Ϸ�ĩ������SEM�۲�(��ͼ2��ͼ4)��֪����ĩ����ԽС����ĩ������Խ�⻬�������ڷ�ĩ���������������ŷ�ĩ������С����ĩ�����������Ҫ�����ڷ�ĩ�������ܻ���ܶ������йأ����ĩ�����ߴ硢��״�ʹֲڶȡ��ȱ����[31-32]���ߴ��С�ķ�ĩ�����ȱ�����ϴ��������������ǿ��������ĩ���žۣ������������������˿������Ħ�����Ӷ���ʹ��ĩ�������ѣ�������ŷ�ĩ�����ߴ��С���������װ�ܶ����½��������Ա�

ͼ7 ����45~106 ��m ��TC4�Ͻ��ĩ������ò
Fig. 7 Cross-section morphologies of TC4 powder with 45-106 ��m in diameter
��2 TC4�Ͻ��ĩ�����Ժ���װ�ܶ�
Table 2 Flowability and apparent density of TC4 powder

3 ����
1) ������������������Ʊ���TC4�Ͻ��ĩ���ȳ���̬�ֲ����������зֲ���32.52~182.50 ��m��d50Ϊ92.7 ��m��ͨ��ɸѡ��45~106 ��m��ĩ������Ҫ�ֲ���50 ��m���ң���45 ��m�ķ�ĩ��������Ҫ����20~30 ��m֮�䣬��ĩ���ζȽϸߣ�������Ϊ0.14%�����ַ�ĩ���ʺ�3D��ӡ��
2) �Ʊ���TC4�Ͻ��ĩ���нϵ͵���װ�ܶȺ����õ������ԣ����ŷ�ĩ������������ĩ������ʱ����С������װ�ܶ��������ӣ�����������38~106 ��m�ķ�ĩ������ʱ�䣼50 s/(50 g)����װ�ܶ�Ϊ2.52~2.56 g/cm3��
3) �����ϴ�ķ�ĩ����ʷ���Ľ��Ƶ����״֦����֯��������ԽС�������Խ�⻬���Ʊ���TC4��ĩ�д��ڲ���С����ճ���ڴ���������ϣ���������ġ����ǡ�״��
REFERENCES
[1] SUN Xiao-yan, YUAN Li, WANG Lei-long, CHENG Li-yan. Study on the formability of 3D printed TC4 alloy powder by EIGA[J]. Materials Science and Engineering, 2019, 493: 1-5.
[2] �Ʋ���, Τΰ��, ������, �� ��, �����, �� ��, �����. �ִ���ĩұ������뼼����չ[J]. �й���ɫ����ѧ��, 2019, 29(9): 1917-1933.
HUANG Bai-yun, WEI Wei-feng, LI Song-lin, ZHANG Li, LI Li-ya, LIU Feng, LI Rui-di. Development of modern powder metallurgy materials and technology[J]. The Chinese Journal of Nonferrous Metals, 2019, 29(9): 1917-1933.
[3] �� ��, ������, �� ��, �� ��. ���շ��������������ѺϽ��о���չ[J]. �Ƚ����²���, 2014(7): 70-75.
HUANG Xu, LI Zhen-xi, GAO Fan, WANG Hao. Recent development of high-temperature titanium alloys for aeroengine[J]. Advanced High-temperature Material, 2014(7): 70-75.
[4] ������, �� Ⱥ, ������, ��־��. �ѺϽ��ں���������ϵ�Ӧ�úͷ�չ[J]. �й����Ͻ�չ, 2011, 30(6): 28-32.
ZHANG Xu-hu, SHAN Qun, CHEN Yong-lai, DU Zhi-hui. Application and development of titanium alloys for aircrafts[J]. Materials China, 2011, 30(6): 28-32.
[5] GIBSON I, ROSEN D W, STRUCKER B. Additive manufacturing technologies: Rapid prototyping to direct digital manufacturing[M]. New York: Springer-Verlag, 2010: 498.
[6] Ԭ����. 3D��ӡ�����ַ�����ϲ�ҵ��չ��״������[J]. �²��ϲ�ҵ, 2013(12): 19-23.
YUAN Jian-peng. Development status and trend of 3D printing special powder materials industry[J]. New Material Industry, 2013(12): 19-23.
[7] ������, ����, �⺣ȫ. 3D��ӡ����Ӧ�ú��о���״[J]. ���ղ���ѧ��, 2016, 36(4): 89-98.
WANG Yan-qing, SHEN Jing-xing, WU Hai-quan. Application and research status of alternative materials for 3D-printing technology[J]. Journal of Aeronautical Materials, 2016, 36 (4): 89-98.
[8] TANG H P, QIAN M, LIU N, ZHANG X Z, YANG G Y, WANG J. Effect of powder reuse times on additive manufacturing of Ti-6Al-4V by selective electron beam melting[J]. Journal of the Minerals, Metals & Materials Society, 2015, 67: 555-563.
[9] GU D D, MEINERS W, WISSENBACH K, POPRAWE R. Laser additive manufacturing of metallic components: materials, processes and mechanisms[J]. International Materials Reviews, 2012, 57: 133-164.
[10] CHEN G, ZHAO S Y, TAN P, WANG J, XIANG C S, TANG H P. A comparative study of Ti-6Al-4V powders for additive manufacturing by gas atomization, plasma rotating electrode process and plasma atomization[J]. Powder Technology, 2018, 333: 38-46.
[11] ���, κ��Ӣ, ¬����. �Ѽ��ѺϽ�ѡ���ۻ��������о���չ[J]. ����������ѧ��չ, 2018, 55(1): 1-18.
LI Jun-feng, WEI Zheng-ying, LU Bing-hen. Research progress on technology of selective laser melting of titanium and titanium alloys[J]. Optics Journal, 2018, 55(1): 1-18.
[12] SUN Pei, FANG Z Z, XIA Yang, ZHANG Ying, ZHOU Cheng-shang. A novel method for production of spherical Ti-6Al-4V powder for additive manufacturing[J]. Powder Technology, 2016, 301: 331-335.
[13] YOLTON C F, FROES F H. Conventional titanium powder production[C]//Titanium Powder Metallurgy: Science, Technology and Applications. Elsevier Inc., 2015: 21-32.
[14] ������, �� ��, ������, �� ��. �����ѷ۵��Ʊ�����[J]. ���ϵ���, 2013, 27(21): 97-100.
SHANG Qing-liang, LIU Jie, FANG Shu-ming, ZHOU Lin. The preparation technology of titanium metal powder[J]. Materials Review, 2013, 27(21): 97-100.
[15] �� ��, �ױ���, �� ��, �����, ��־��, ��С��, ��ƽ��. �����ѷ��Ʊ��������о���չ[J]. �ѹ�ҵ��չ, 2015, 32(1): 7-11.
ZENG Guang, BAI Bao-liang, ZHANG Peng, LIANG Shu-jin, HAN Zhi-yu, CHEN Xiao-lin, ZHANG Ping-xiang. Research progress on producing spherical titanium powder[J]. Titanium Industry Progress, 2015, 32(1): 7-11.
[16] �� ��, �� ��, �Ų���, ������, �� ��, �� ��, ��ѩ��. PREP���Ʊ����� CuAl10Fe3 ͭ�Ͻ��ĩ�����ܱ���[J]. ���ϵ���, 2019, 33(11): 3783-3788.
HUANG Ke, ZHAO Yang, ZHANG Chang-song, WANG Xiao-ming, CHANG Qing, QIU Liu, GUAN Xue-fei. Properties characterization of spherical CuAl10Fe3 copper alloy powders prepared by plasma rotating electrode processing[J]. Materials Reports, 2019, 33(11): 3783-3788.
[17] ����Ⱥ, ������, ����Դ, ţ����, �� ɭ, ���½�. SPS���Ʊ�Ti-3Zr-2Sn-3Mo-25Nb�Ͻ����֯������[J]. �й���ɫ����ѧ��, 2019, 29(1): 74-80.
MA Xi-qun, YU Zhen-tao, LIU Han-yuan, NIU Jin-long, YU Sen, HE Xin-jie. Microstructure and properties of Ti-3Zr-2Sn-3Mo-25Nb alloy prepared by SPS method[J]. The Chinese Journal of Nonferrous Metals, 2019, 29(1): 74-80.
[18] �� ��, �����, л����, ��һ��. ���������������Ʊ�TiAl3��ĩ������[J]. �й���ɫ����ѧ��, 2010, 20(S1): 253-256.
LIU Xin, LUO Jie-wen, XIE Huan-wen, CAI Yi-xiang. Characteristics of TiAl3 powder prepared by inert gas atomization[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(S1): 253-256.
[19] �� ��. ����̼���ٷ�ĩ�ij����������Ʊ������������о�[D]. ��ɳ: ���ϴ�ѧ, 2008: 24-89.
DAI Yu. Fabricating theory and super high temperature atomizing mechanism for spherical tungsten carbide[D]. Changsha: Central South University, 2008: 24-89.
[20] ���ľ�. ��������������������������о�[D]. ������: ��������ҵ��ѧ, 2012: 71-90.
ZHAO Wen-jun. Study on the gas flow field in spray deposition deposition and the breakup mechanism[D]. Harbin: Harbin Institute of Technology, 2012: 71-90.
[21] �� Ө, �� ƽ, ʷ���, ������, ��С��. ����ѹ���Ե缫��Ӧ���������� TC4 ��ĩ��ò�����ܵ�Ӱ��[J]. ��ĩұ����Ͽ�ѧ�빤��, 2018, 23(3): 312-317.
JIN Ying, LIU Ping, SHI Jin-guang, WENG Zi-qing, GU Xiao-long. Effects of gas-atomized pressure on morphology and properties of TC4 powder prepared by electrode-induced gas atomization[J]. Materials Science and Engineering of Powder Metallurgy, 2018, 23(3): 312-317.
[22] ������, ĸ����, ���¾�, �� �M. ������ȶȶ��������̵�Ӱ��[J]. ���Ϲ�ҵ��ѧѧ��, 1997, 28(2): 149-151.
L�� Hai-bo, MU Yu-feng, LI Xin-jun, CHEN Peng. The influence of melt superheat on gas atomization process[J]. Journal of Central South University of Technology, 1997, 28(2): 149-151.
[23] ACHELIS L, UHLENWINKEL V. Characterisation of metal powders generated by a pressure-gas-atomiser[J]. Materials Science and Engineering A, 2008, 477(1/2): 15-20.
[24] ������, �� ��, ̸ Ƽ, �� ��, ������. ����TC4 ��ĩ���������Ʊ�����������϶Ԫ�ؿ���[J]. �й���ɫ����ѧ��, 2016, 26(5): 980-987.
ZHAO Shao-yang, CHEN Gang, TAN Pin, WANG Jian, LIU Xiao-qing. Characterization of spherical TC4 powders by gas atomization and its interstitial elemental control[J]. The Chinese Journal of Nonferrous Metals, 2016, 26(5): 980-987.
[25] �� ��, ���Ӣ, �� ��, ������, �� ��. �ྻTiAl��Ԥ�Ͻ��ĩ�Ʊ��ͱ���[J]. ϡ�н��������빤��, 2008, 37(Suppl.3): 815-817.
XU Lei, LI Ju-ying, TIAN Xiao, CUI Yu-you, YANG Rui. Fabrication and characterization of TiAl based pre-alloyed powder produced by gas atomization[J]. Rare Metal Materials and Engineering, 2008, 37(Suppl.3): 815-817.
[26] ����ʤ, �� ��, ������, �� ��, ������, ���г�. �����������������Ʊ�SnAgCu�Ͻ��ĩ���Ե�Ӱ��[J]. �й���ɫ����ѧ��, 2009, 19(6): 1074-1079.
LIU Wen-sheng, PENG Fen, MA Yun-zhu, CUI Peng, CHEN Shi-qi, LIU You-chang. Effect of procedure conditions on characteristics of SnAgCu alloyed powder prepared by gas atomization[J]. The Chinese Journal of Nonferrous Metals, 2009, 19(6): 1074-1079.
[27] HECK U, FRITSCHING U, BAUCKHAGE K. Gas flow effects on twin-fluid atomization of liquid metals[J]. Atomization and Sprays, 2000, 10(1): 25-46.
[28] MARKUS S, FRITSCHING U, BAUCKHAGE K. Jet break up of liquid metal in twin fluid atomisation[J]. Materials Science and Engineering A, 2002, 326(1): 122-133.
[29] LOZANO A, BARRERAS F, HAUKE G. Longitudinal instabilities in an air blasted liquid sheet[J]. Journal of Fluid Mechanics, 2001, 437: 143-173.
[30] HUANG Yun, LU Dong, WU Wang, ZHONG Bing, LU Xiang-yun. Study on the flowability of TC4 alloy powder for 3D printing[J]. Materials Science and Engineering, 2018, 493: 1-5.
[31] WANG Chang-zhi, WANG Sen, ZHANG Yuan-bin. Study on the flowability of titanium alloy powder[J]. Powder Metallurgy Technology , 2016, 34(5): 330-335.
[32] LETURIA M, BENALI M, LAGARDE S, RONG I, SALEH K. Characterization of flow properties of cohesive powders: A comparative study of traditional and new testing methods[J]. Powder Technology, 2014, 253: 406-423.
Preparation, characterization and atomization mechanism of spherical TC4 alloyed powder
FENG Kai, LI Dan-ming, ZHANG Kai-feng, ZHENG Jun, HE Cheng-dan, ZHOU Hui
(Science and Technology on Vacuum Technology and Physics Laboratory, Lanzhou Institute of Space Technology Physics, Lanzhou 730000, China)
Abstract: Spherical TC4 alloy powder was prepared by vacuum gas atomization. The particle size distribution was analyzed by laser particle size distribution analyzer. The morphology and microstructure were analyzed by scanning electron microscopy. The flowability and apparent density of the powder were analyzed by Hall funnel. The results show that the TC4 powder exhibits normal particle size distribution. The particle size of TC4 alloy spherical powder is in the range from 32.52 ��m to 182.50 ��m, and the median diameter of the powder is 92.7 ��m. The powder has good sphericity and low oxygen content (0.14%, mass fraction). The powder with 38-106 ��m in diameter has a low apparent density and a good fluidity, showing a flow time of 25-50 s/(50 g) and a apparent density of 2.52-2.56 g/cm3. In addition, the surfaces of coarse particles exhibit the equiaxial cellular dendritic structure. However, the smooth surfaces and structure refinement appear on the fine powder. Some fine particles adhere on the coarse particles surface, and exhibit the connection ��satellite��.
Key words: vacuum gas atomization; TC4 alloy; spherical powder; microstructure; atomization mechanism
Received date: 2019-07-26; Accepted date: 2020-06-11
Corresponding author: ZHOU Hui; Tel: +86-931-4585518; E-mail: zhouhuilz510@163.com
(�༭ ��ѧ��)
�ո����ڣ�2019-07-26�������ڣ�2020-06-11
ͨ�����ߣ��� �ͣ��о�Ա����ʿ���绰��0931-4585518��E-mail��zhouhuilz510@163.com

