���±�ţ�1004-0609(2014)12-3177-08
ʯú��������-����ᷰ����
�����1, 3���ƽ1, 2, 3��������1, 3���λ۾�1, 3�����1, 3�������1, 3����ʥ��1, 3
(1. ���ϴ�ѧ ������ѧ�빤��ѧԺ����ɳ 410082��
2. �㽭���̴�ѧ ������ѧ�빤��ѧԺ �㽭ʡ������ﴦ������Դ���ص�ʵ���ң����� 310018��
3. ���ϴ�ѧ ������������ƽ������ص�ʵ���ң���ɳ 410082)
ժ Ҫ���о�NaOH�봿����������������������ʯú�з������ʵ�Ӱ�졣����ѱ����Ľ������£��о������¶ȡ�ʱ���Һ�̱ȶԷ�������Ӱ���Լ�����Һѭ������ʵ�顣��������������ʯú����12%NaOH��4%����Ľ������£��������ʴﵽ88.67%���ȵ���ʹ��12%��NaOH���������·��Ľ��������10%���ҡ���������������Ľ������£���ѹ�������Ϊ������ҺNaOHŨ��Ϊ1.0 mol/L������Ũ��Ϊ0.13 mol/L�������¶�Ϊ95 �棬ʱ��Ϊ3 h��Һ�̱�Ϊ3:1������Һ����Һ�����ѭ��ʹ�ã��ڶ�������ԭ�н�����������1/4������������ԭ�н�����������1/2��ƽ���������ʴ�83.40%�����������˽�����������ͬʱҲ�����ˮ��Դ�������ʡ�
�ؼ��ʣ�ʯú����������գ�V2O5
��ͼ����ţ�TF841.3 �� �� ���ױ�־�룺A
Vanadium extraction technology from stone coal by oxidizing roasting-alkaline leaching method
JIN Xiu-ju1, 3, YANG Chun-ping1, 2, 3, ZENG Guang-ming1, 3, HE Hui-jun1, 3, LI Chang-ling1, 3,
LUO Zhong-bing1, 3, LUO Sheng-xi1, 3
(1. College of Environmental Science and Engineering, Hunan University, Changsha 410082, China;
2. Zhejiang Provincial Key Laboratory of Solid Waste Treatment and Recycling,
College of Environmental Science and Engineering, Zhejiang Gongshang University, Hangzhou 310018, China;
3. Key Laboratory of Environmental Biology and Pollution Control, Ministry of Education, Hunan University, Changsha 410082, China)
Abstract: The effect of the addition amount of NaOH and Na2CO3 on the leaching rate of vanadium from roasted stone coal was studied. With the optimal condition of leaching agent, the effects of leaching time, temperature and liquid to solid ratio on vanadium leaching rate and the leaching solution recycle experiment were studied. The results show that the leaching rate of vanadium is 88.67% under the condition of 12% NaOH and 4% Na2CO3 compared with the mass of stone coal, which is almost 10% higher than the leaching rate with NaOH 12% only in reaction system. The optimal technological conditions are that the NaOH concentration is 1.0 mol/L, the Na2CO3 concentration is 0.13 mol/L, the leaching temperature is 95 ��, the leaching time is 3 h and the liquid to solid ratio is 3:1. The leaching agent was recycled to extract vanadium after solid-liquid separation. The average leaching rate is 83.40% when 1/4 of original leaching agent is added at the second time and 1/2 is added at the third time. The amount of the leaching agent is reduced and water efficiency is enhanced at the same time.
Key words: stone coal; alkaline leaching; roasting; V2O5
����һ��ϡ�и��۵��������Ϊ���Ӽ����ڸ�����ҵ����߸ֵ�ǿ�Ⱥ����ԣ����㷺Ӧ���ڸ��������������졢ҽҩ�Լ���Ĺ�ҵ�������Ļ�ѧ���ʻ��ã�����Ȼ���г��Զ��ּ�̬������Ԫ���γɸ��Σ��ֲ������ɢ��ʯú��Ϊһ����Ҫ�ķ�����Դ�����ҹ��ϲ���ʡ���������������dz��ḻ������V2O5ԼΪ1.18��108 t��ռ�ҹ�������Դ��87%[1]��ʯú�ᷰ�ԷḻV2O5��Դ;�����ٽ�ʯú���ۺ������Լ���չ�ط����þ�����Ҫ���塣
Ŀǰ������ʯú�ᷰ��Ҫ����ƽҤ�����¯�ƻ����ա�ˮ�������Ȼ�麟����������Ѱ��Ʊ�V2O5�Ĵ�ͳ��������[2]���ù������̼����Ƚϳ��졢�豸Ͷ���١��ʱ����տ��Լ����мɿ�����ͬʱҲ�����ܺĸߡ��ɱ��ߡ���Ⱦ�����Լ�����ȡ�ʵ�(ͨ��ֻ��45%~55%����)������[3-5]���ƻ����չ�������ʯú���չ��������Ӳ����ȵĸ��Σ�����˱��չ�����Ⱦ���ص����⣬���ñ��չ��ն�ʯú�����Բ��������������գ�����������63%���ң����������봫ͳ��������������[6]���ζ�����[7]������������-��������ᷰ������������£��ܻ��88.38%�ķ������ʣ�������������NaOH�����ﵽԭ��������24%�����������Ľϴ�Ф����[8]�о���ʯú��ɰ��ѹ���ʵ�飬��180 ���ѹ���������£��������ʴﵽ86%�����������ĵͣ��������ʿ졣���ڹ�ҵʵ���У����¸�ѹ�Ľ�������������豸�ɱ�����������Դ���ģ��������乤ҵӦ�õĿ����ԡ�
Ϊ��һ�����ٻ�����Ⱦ�����ͳɱ�����߷������ʣ��������߲����������ա�������գ���NaOH�봿��Ϊ��������ͨ���Խ���������NaOH�봿�����ӱ����������¶ȡ�����ʱ���Լ�����Һѭ��ʹ�õ��о����õ�һ������ᷰ������ּ�ڽ��ԭ���ᷰ�����д��ڵ��ܺĸߡ��ɱ��ߺ���Ⱦ���ص�ȱ�㣬Ϊ�����ᷰ�о��ṩһ���IJο���ֵ��
1 ʵ��
1.1 ʯú����
ʵ������ʯú��ȡ�Ժ���ij��������Ҫ��ѧ�ɷּ���1����ʯú��V2O5��ƽ������Ϊ1.17%(��������)������Ҫ�����ں�����ĸ����ʯ�����С�
1.2 �Լ���װ��
��1 ʯú��Ҫ��ѧ�ɷ�
Table 1 Chemical component of stone coal (mass fraction, %)

���������Լ�Ϊ������������ˮ̼���ƣ���Ϊ��������ʯúԤ����װ��ΪQM5L��ʪʽ��ĥ����ZL45����ʽ�������ʯú���±���װ��ΪQXR1200-50a����ʽ����¯����ɰ����װ��ΪHH-S6���Ժ���ˮԡ����
1.3 ԭ��������
ʯú���γ���dz����ԭ�����µĿ�ȼ��̼��ҳ�ң����������ķ��Ը۷�(V)����ʽ�����ں���ճ���У������Լ70%~80%�ķ���V3+״̬����[9]��V3+����Al3+��Fe3+�������ƵĻ�ѧ���ʣ�ͨ��ȡ��Al��Fe������ͬ����ʽ�����ڹ����ο����У�����ι̣����ױ��������ڸ����������������£�ʯú�к��ķ������ο���ṹ���ƻ������۷�������Ϊ�۲������Ӽ���ʯú�еĽ��������ﷴӦ����������ˮ����ͼ��ƫ�����Ρ�
��ʯú����ĥϸ��Լ74 ��m��������ˮ������ʽ��������Ƴ�����Ϊ8~15 mm��ʯú����������¯��800 ���±���3 h����ȡ20 gʯú��ɰ������һ���Ľ����������ⶨ��ɰ�ڽ�����������NaOH��ͬ����������µķ������ʡ��ڴ�����NaOH�ﵽ��ѱ���ʱ��ͨ������ʵ�飬��ȡ��һ���������о������¶ȡ�����������������Һ�̱ȡ�����ʱ������ضԷ������ʵ�Ӱ�죬ȷ�����˵ļ��������������
�ڽ���Һѭ������ʵ���У�����������Һ����Һ��������λ�������������ˮ���ⶨ���Ľ����ʡ�ʯú��ɰ����������ճ��ˣ���������ˮϴ�ӣ��ø����������-��������淋ζ����ⶨ��Һ�еĺ������������ʦ�����ʽ��ʾ��
 (1)
(1)
ʽ�У�m0Ϊ��Һ�з�������g��mtΪԭ���ܺ�����g��
2 ���������
2.1 ��������ϱ�������
ʯú����800 �決��3 h��ȡ��������ս���Һ��ʯú��Һ�̱�Ϊ3:1��95 �����3 h���Ա�ʵ�鵥������NaOHΪ���������Ա�ʵ������ͼ1��ʾ������NaOH�봿�����ֽ����������Ľ�����2���С�
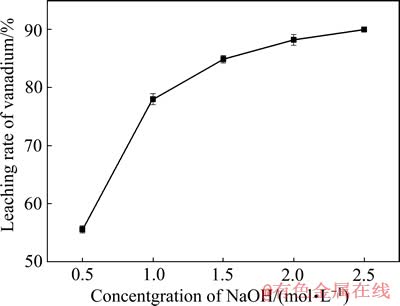
ͼ1 NaOHŨ�ȶԷ������ʵ�Ӱ��
Fig. 1 Effect of concentration of NaOH on leaching rate of vanadium
��ͼ1��֪�������������Ž���ҺNaOHŨ�ȵ����Ӷ����ߣ���NaOHŨ��Ϊ2.0 mol/Lʱ���������ʴﵽ88.22%���ζ�����[7]���ú���ij��ʯú������ͬ����ֱ�Ӽ�����գ���2.0 mol/L NaOH�����²�÷�������Ϊ88.38%��̷����[10]����ͬ���ķ�����1.0 mol/L NaOH�����²�÷�������ԼΪ75%����2.0 mol/L NaOH�����·�������ԼΪ85%���뱾ʵ��Ľ������ơ�ֱ�Ӽ����Ȼ�������ʽϸߣ���NaOH�������ܴ���Һ�̱�Ϊ3:1ʱ�������ʯúԭ��������24%��
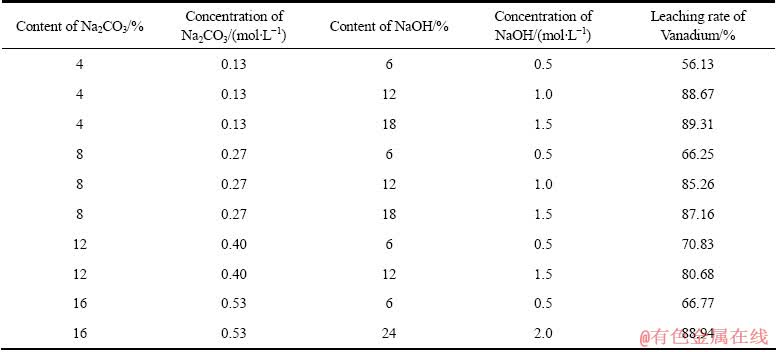
�ӱ�2��֪��������NaOH���������������Է��Ľ���������Ҫ��Ӱ�졣��������һ��ʱ��������������NaOH�������Ӷ�����NaOH������Ϊ6%ʱ�����������洿������Ӷ�������NaOH������Ϊ12%����ʱ�������������洿���������Ӷ���С�����ơ��ڽ������������ϵ�(4%���6% NaOH)ʱ���������ʽ�Ϊ56.13%������������4%���18% NaOH�ﵽ���(89.31%)���ڸ߽�����������(16%���24% NaOH)�£��������̴ﵽƽ�⣬��������Ϊ88.94%��
���Һ���ܽ�ʯú�еIJ���Si��Al���ͬʱ����Ũ�Ƚ����������˿����������������Һ��Ũ�Ȳ������������Һ-�̴�������������˽�������[7]��ʯú�ڱ��չ����������ơ�þ���ƺ����ĺ�����������ĸ��κ����β�����ˮ�������ڼʹ���Һ�ɽ�����ķ��ܳ�[11]�����������У�����һ�����ṩNa+��OH-�Ӷ��ٽ������ܽ⣻��һ���棬ʯú�к��еĸƾ����պ�����ƫ����ƺͽ�����ƣ��봿���ṩ��CO32-��HCO3-��Ӧ���ɸ����ܵ�CaCO3���Ӷ��ٽ����Ľ��������ڽ���Һ��ά��һ����ʣ�������ѭ�����������ۺϿ��Ǿ���Ч�棬������������ѡ��4%�����12% NaOH��Ϊ���ˡ�
2.2 �����¶ȶԷ������ʵ�Ӱ��
��2 ���������������Է������ʵ�Ӱ��
Table 2 Effect of mass fractions of leaching agent on leaching rate of vanadium
ʯúԭ��ĥϸ�������800 ���±���3 h����Ȼ��ȴ�����º���������������������£�NaOHŨ��Ϊ1.0 mol/L������Ũ��Ϊ0.13 mol/L������������ʯú��Һ�̱�Ϊ3:1���ֱ���35��50��65��80��95 ����ˮԡ����3 h��ʵ������ͼ2��ʾ��

ͼ2 �¶ȶԷ������ʵ�Ӱ��
Fig. 2 Effect of temperature on leaching rate of vanadium
��ͼ2��֪���¶ȶ�ʯú�з��Ľ���Ӱ��ϴ������������¶ȵ����߶������¶�Խ�ߣ�Խ�����ڽ�����Ӧ�Ľ��С��������¶�Ϊ95 ��ʱ���������ʴﵽ88.67%����һ���Ľ���ʱ���£��¶ȶԷ�������Ӱ����Ҫ���������棺1) �ϸߵ��¶�ʹ�������뱺ɰ�еĹ����κͷ�������Ļ�ѧ������ǿ������˱�ɰ��������ķ�Ӧ���뷴Ӧ���ʡ�2) ��ɰ������һ�� ��-Һ��Ӧ���̣��¶����ӿ��˷��Ӻ����ӵ���ɢ�ٶȣ��ٽ��˽�������ɢ����Ӧ�����Լ������Է���ɢ����Һ�еĴ��ʵ�Ԫ���̣�ʹ��������������Ѹ ��[12-13]�����ڽ���������Һ�н��У������豸����Դ�ͳɱ������ص����ƣ�ˮ�²����ܼ������ߣ���ˣ�ʵ��ѡȡ95 ��Ϊ��ѽ����¶ȡ�
2.3 ����ʱ��Է������ʵ�Ӱ��
ʯúԭ��800 �決��3 h�������������£�NaOHŨ��Ϊ1.0 mol/L������Ũ��Ϊ0.13 mol/L����������ʯú��Һ�̱�Ϊ3:1�������¶�Ϊ95 �棬����ʱ��Է�������Ӱ������ͼ3��ʾ��
��ͼ3��֪��������������ʱ������Ӷ�������ǰ3 h�ڣ�����������Ѹ�٣�����3 h�ķ������ʴﵽ88.11%�������ӳ�ʱ�䣬�����������ӻ�����������оģ��[14]��ʯú��ɰ�Ľ������ڻ�ѧ���ƹ��̣�������Ӧ����ѧ����Ϊ
1-(1-XV2O5)1/3=kt (2)

ͼ3 ʱ��Է������ʵ�Ӱ��
Fig. 3 Effect of time on leaching rate of vanadium
ʽ�У�kΪ���۷�Ӧ�ٶȳ�����XV2O5Ϊ�������ʣ�tΪ����ʱ�䡣��ʽ(2)��֪��V2O5�Ľ���������ʱ������Ӷ�������������3 h��ɰ�еĹ輰�ؽ��������ʽ������ת�Ƶ�����Һ�У������ں������ӣ�ͬʱ�ή���豸�Ĵ�����������ˣ�����ʱ��ѡ��3 h�Ƚ����ˡ�
2.4 Һ�̱ȶԷ������ʵ�Ӱ��
����Һ�̱���ָ����Һ�����ʯúԭ������֮��(mL:g)��ʯúԭ��800 �決��3 h������ҺNaOHŨ��Ϊ1.0 mol/L������Ũ��Ϊ0.13 mol/L����95 ���ˮԡ�¶��½���3 h������Һ�̱ȶ�ʯú�������ʵ�Ӱ����ͼ4��ʾ��
��ͼ4��֪������Һ�̱ȵ�������V2O5�����ʳ������������ơ���Һ�̱�Ϊ3:1ʱ��V2O5������Ϊ88.56%���˺�Һ�̱ȼ�������ʱ��������������������Һ�̱�Ϊ5:1ʱ��V2O5�����ʴﵽ���ֵ(93.11%)����Һ�̱�Ϊ3:1ʱ������Һ��������66.7%��Һ�̱ȵĴ�С��Ӱ�췰������Ӧ�����Լ����ȡ������ϣ�Һ�̱ȹ�С����λ�������Һ�й����μ����ܷ����εĺ������������Ӷ�Ӱ�����ϼ�ij����ɢ�������ڽ������̵�˳�����С��ϴ��Һ�̱Ȼ�ʹ����Һ������Ũ���ݶ��������ӷ�Ӧ�ƶ����������ڷ��Ľ���[15]�����ǣ���ʵ�����������У����ߵ�Һ�̱Ƚ�ʹ��������Һ�������ɱ����ӣ��ҽϸߵ�Һ�̱Ȼᵼ�½ϴ�Ľ�����������ȱ��һ���ľ��������ԡ��ۺϿ��ǣ�ʵ�����3:1��Һ�̱ȡ�
����������ʯúԭ��ĥϸ��74 ��m�������800 ���±���3 h���������̵���ѹ�������Ϊ������ҺNaOHŨ��Ϊ1.0 mol/L������Ũ��Ϊ0.13 mol/L��������ʯú��ɰҺ�̱�Ϊ3:1���¶�Ϊ95�棬����ʱ��Ϊ3 h���ڴ�ʵ�������½���3��ƽ��ʵ����֤��V2O5������Ϊ88.22%~88.89%����һ����֤�˴˽��������»��V2O5�߽����ʵĿɿ��ԡ�
2.5 ѭ������ʵ��
��ͳ���ƻ�����-ˮ�������ᷰ�������ձ�ƫ�ͣ�һ��Ϊ45%~55%[16]����������������-���ϼ�����ᷰ����������������Կɻ��88.67%�ĸ߽����ʡ�Ϊ��֤V2O5�ĸ߽����ʣ�ʵ����Ӵ������NaOH�봿�������������Һ��NaOHŨ��Ϊ1.0 mol/L������Ũ��Ϊ0.13 mol/L������������ƫ�ߡ����ڽ���Һ�ڳ���ʱҪ����pHֵ��8���ң�Ϊ�����Ľ���Һ������������ᣬͬʱҲ��ɽ���Һ�����ļ����˷�[17]��Ϊ�˽�һ�����ٽ�������������߽���Һ�з���Ũ�ȣ���һ�ν�����ĸҺ���غ�Ӽ��ν�����ʵ�������3���С�
�ɱ�3��֪����ɰһ�ν���Һֱ������������ɰ��������ȡ��Ϊ62.24%�������ν�������ȡ���½����ԣ���Ϊ38.65%����ɰ��һ�ν�����������NaOH�봿��������ģ���Ũ�ȼ�Ũ�Ȳ����ڷ��Ľ���������ĸҺ����һ���Ĺ����Ρ�Al��Fe���ʣ���������Һ�ȣ�ʹ���ַ���������ѭ��Һ�����Ӳ��ּ������������ߡ������ν���ʱ������1/4������3�ν���ʱ������1/2��������3��ѭ����������ƽ����ȡ�ʴ�83.40%���������ν���Һѭ���������ӽ���βҺ����ǰ����ˮ����3 m3/t���͵�1 m3/t������ؽ����˺�����������ӽ�������Һ��������
��3 ѭ��ʵ����
Table 3 Results of recycling experiment

2.6 �������SEM����
ͼ5��ʾΪ�����������յ�ʯú������ǰ���SEM���ɽ���ǰ��Աȿ�֪��ʯú��ɰ����Ƭ״�����в���ԣ��������պͼ����δ���������������屻�����ƻ����ڼ��֮ǰ��ʯú��ɰ�ʵؼ�ʵ���ʿ�״�ұ�����ڽ��ٵ�ϸС��Ƭ������NaOH�ʹ��������ɰ������ɣ��ߴ�Լ1 ��m��ϸС��Ƭ���࣬���ּ�ʵ��״�ṹ�����ɢ�Ҳ�ηḻ(��ͼ5(a)��(b))���ڱ�Ե���в�����Ƭ��ƽʵ����ڲ�����(��ͼ5(c)��(d))���������ϱ��������仯��ԭ�����ڣ�ʯú�����е��������ɷ�(���������κ�ʯӢ��)��NaOH��Na2CO3���Խ�����������Ӧ������ʽ��ʾ��
SiO2+2OH-=SiO32-+H2O (3)
���ֿ��ﱻ��������ʴ��ʹ��ɰ�����������ҳ���Ƭ�����ڽ������̣����ɵĽṹ���������õĴ����������������ڷ��Ŀ��ٽ������ڿ����Է�������ͬʱ���ơ���������þ���̵�Ԫ������OH-��CO32-���ڵļ������������ɳ����������ڿ�����棬�Ӷ������˽�����Һ����������Ԫ�ص�����
2.7 ���������뾭��Ч�����

ͼ5 ����ǰ��ʯú��SEM��
Fig. 5 SEM images of stone coal before and after leaching process
ʯú�ᷰ����������Ⱦ���أ���Ⱦ����Ҫ������ĥ���պͳ������̡�ĥ����������۳�����ͳ�ƻ����ճ���������SO2��NOx��۳��⣬�������������ж�����HCl��Cl2����������Ũ���ĺ���ĸҺ����NH4Cl����������βˮ�к��ؽ�������Ũ�Ȱ������η֣�����������Ũ���Բ��ܴ��[18-19]������������δ�������Σ��ڱ��չ��̲�����HCl��Cl2����Ⱦ����շ�������Һ�����Լ����������˴�����ɴ���ŷš�����Һ����Һ�����ѭ��ʹ�ã������ӽ��������ڽ����������ˮ��Դ�������ʣ������˷�ˮ���������⣬����ĸҺ�ɲ�������ʯú������Ӱ�췰����ȡ����ת���ʡ��������ӽ���Һѭ���Լ��ؿ�����ĸҺ������;���������˷�ˮ�IJ������������ĸҺ��ʯ���кͳ��������Ƴ��ؽ������Ӽ������Ѱ�������Ũ������������ˮ���ã�����Ũ�����ˣ�����ʵ�ֺ�����ˮ�����ŷ�[20]��
��ͳ�ƻ�����һ��������20%�����Σ������������������ղ����ӱ��ռ����������ⲿ�ַ��ã�ͬʱҲ�����˷��������Ѷȡ��ڽ��������У�ʹ�ò������۴������NaOH��һ�η������ʸߴ�88.67%��NaOH����Ϊ12%����������Ϊ4%���������ν���Һѭ������ƽ��������Ϊ83.40%����Ľ�һ�����ͣ�ƽ��NaOH����Ϊ7%����������Ϊ2.33%���������������Խ��͡�
3 ����
1) ����ʯú��������-����ᷰ���գ�����ҺNaOHŨ��Ϊ1.0 mol/L������Ũ��Ϊ0.13 mol/L��V2O5�����ʴﵽ88.67%���ȴ�ͳ�ƻ�����-ˮ�����ս��������Լ25%���뵥��ʹ��2.0 mol/L NaOH����Һ�ķ������������
2) ����ᷰ��ѽ�������Ϊ������ҺNaOHŨ��Ϊ1.0 mol/L������Ũ��Ϊ0.13 mol/L������Һ�̱�Ϊ3:1�������¶�Ϊ95 �棬����ʱ��Ϊ3 h������ѽ��������£�V2O5�����ʴﵽ88.67%��
3) ����Һ����Һ����ѭ�����������ν�������1/4������3�ν������� 1/2 �������ڴ������£�V2O5ƽ��������Ϊ83.40%����һ�������˽�������ˮ��Դ��������
REFERENCES
[1] �ζ���, ������, �Ź���, ŷ����, ¬����. ����ʯú���������ջ���[J]. �й���ɫ����ѧ��, 2009, 19(1): 195-200.
HE Dong-sheng, FENG Qi-ming, ZHANG Guo-fan, OU Le-ming, LU Yi-ping. Mechanism of oxidizing roasting process of vanadium containing stone coal[J]. The Chinese Journal of Nonferrous Metals, 2009, 19(1): 195-200.
[2] �����. ʯú�ᷰ���ռ������о���չ[J]. ����ۺ�����, 2009(2): 30-33.
CHEN Qing-gen. The research progress in extracting technologies of vanadium from stone coal vanadium ore[J]. Multipurpose Utilization of Mineral Resources, 2009(2): 30-33.
[3] ŷ����ǿ, ��С��, ��ѧ��, �� ��, л ɭ. �����ն�ʯú�ᷰ��Ӱ��[J]. �й���ɫ����ѧ��, 2008, 18(4): 750-754.
OUYANG Guo-qiang, ZHANG Xiao-yun, TIAN Xue-da, LI Yi, XIE Sen. Effect of microwave roasting on vanadium extraction from stone coal[J]. The Chinese Journal of Nonferrous Metals, 2008, 18(4): 750-754.
[4] �� ��, ���, ��ѩ��, ������, ������, ������, �ƿ���. ʯú�ᷰ���չ��ռ�����̽��[J]. ������ɫ����, 2007, 23(6): 7-10, 68.
LI Jing, LI Zhao-jian, WU Xue-wen, ZHONG Xiao-ling, WANG Hai-hua, LIU Su-qin, HUANG Ke-long. Technology of roasting process on extraction of vanadium from stone coal and mechanism discussion[J]. Hunan Nonferrous Metals, 2007, 23(6): 7-10, 68.
[5] �� ��, �� ��, �� ��. ��Ʒλ����ֱ������ᷰ�����о�[J]. ��������, 2010, 31(3): 10-14.
LI Xin, WANG Yi, ZHU Jun. Extraction of low grade vanadium ore by acid leaching process[J]. Iron Steel Vanadium Titanium, 2010, 31(3): 10-14.
[6] �����, ������, �� ��, ��̫��, �� ��, ŷ ��, ��С��. ǿ��������ʯú�ƻ������ᷰ��Ӱ��[J]. ���ϴ�ѧ:��Ȼ��ѧ��, 2011, 42(1): 7-10.
LI Chang-lin, ZHOU Xiang-yang, WANG Hui, ZHANG Tai-kang, LI Jie, OU Xing, JIANG Xiao-duo. Effect of oxidation on vanadium extraction from stone coal with calcified roasting[J]. Journal of Central South University: Science and Technology, 2011, 42(1): 7-10.
[7] �ζ���, ������, �Ź���, ŷ����, ¬����, ���Ӻ�. ���ʯú�н����������о�[J]. ��ɫ����: ұ������, 2007(4): 15-17.
HE Dong-sheng, FENG Qi-ming, ZHANG Guo-fan, OU Le-ming, LU Yi-ping, SHAO Yan-hai. The study on leaching vanadium from stone coal with alkali[J]. Nonferrous Metals: Extractive Metallurgy, 2007(4): 15-17.
[8] Ф ��, Ф����, ������. ʯú����ɰ��ѹ�������[J]. ��������, 2010, 31(3): 6-9.
XIAO Chao, XIAO Lian-sheng, DING Wen-tao. Study on extracting vanadium from stone coal calcine by pressure alkaline leaching[J]. Iron Steel Vanadium Titanium, 2010, 31(3): 6-9.
[9] ����־. ��ұ��[M]. ����: ұ��ҵ������, 2010: 112-114.
YANG Shou-zhi. Vanadium metallurgy[M]. Beijing: Metallurgical Industry Press, 2010: 112-114.
[10] ̷����. ijʯú����հױ���-����ᷰ�����о�[J]. ������ɫ����, 2008, 24(1): 24-26.
TAN Ai-hua. Study on extracting V2O5 by the roasting-alkaline leaching from vanadium-containing stone coal[J]. Hunan Nonferrous Metals, 2008, 24(1): 24-26.
[11] �� ��, ����Դ, �е���, �ź�Ӫ. ʯú�ᷰ���չ��շ���[J]. ��ɫ����, 2010, 62(1): 80-83.
NING Hua, ZHOU Xiao-yuan, SHANG De-long, DU Hai-ying. Analysis on roasting process of vanadium extraction from stone coal[J]. Nonferrous Metals, 2010, 62(1): 80-83.
[12] �� ƽ, ������, ���Ȼ, �� Ƽ, ����ΰ. ������������-����Ӹ�̼ʯú���ᷰ�����о�[J]. ���ϴ�ѧѧ��:��Ȼ��ѧ��, 2011, 42(10): 2917-2921.
WANG Ping, FENG Ya-li, LI Hao-ran, ZHANG Ping, LIU Xin-wei. Extracting vanadium from high-carbon stone coal by oxidizing roasting-acid leaching method[J]. Journal of Central South University: Science and Technology, 2011, 42(10): 2917-2921.
[13] ������. ����[M]. ����: ұ��ҵ������, 2007: 3-9.
WANG Zhao-heng. Leaching[M]. Beijing: Metallurgical Industry Press, 2007: 3-9.
[14] ֣����, ������, �� ��, �� ��, ������. ʯú�ᷰ������̶���ѧ�о�[J]. ϡ�н���, 2011, 35(1): 101-105.
ZHENG Li-yu, YU Shao-ming, LIU Bin, CHEN Liang, HUANG Ling-li. Kinetics of leaching vanadium with alkaline from stone coal[J]. Chinese Journal of Rare Metals, 2011, 35(1): 101-105.
[15] �� ��. ��������-�������̵�ʵ���о�[D]. ����: ������ѧ, 2009.
JIN Dan. Experimental study on the roasting-leaching process of vanadium slag[D]. Shenyang: Northeastern University, 2009.
[16] ��С��, ������, ��ѧ��, ���ನ, �� ��, ϰ����. ʯú���հױ���-����ᷰ����[J]. �й���ɫ����ѧ��, 2011, 21(4): 908-912.
ZHANG Xiao-yun, QIN Wen-qing, TIAN Xue-da, CHEN Yan-bo, GU Yu, XI Xiao-guang. Microwave roasting-acidic leaching technique for extraction of vanadium from stone coal[J]. The Chinese Journal of Nonferrous Metals, 2011, 21(4): 908-912.
[17] ½֥��, �ܰ���, ������, �����g. ʯú��������-ϡ����Һ�����ᷰ�����о�[J]. ϡ�н���, 1994, 18(5): 321-327.
LU Zhi-hua, ZHOU Bang-na, YU Zhong-xing, CHEN Shi-guan. Extracting vanadium from stone coal by oxidizing roasting- alkaline leaching method[J]. Chinese Journal of Rare Metals, 1994, 18(5): 321-327.
[18] ������, ������. ʯú�ᷰ���������ռ���Ⱦ������ʩ[J]. �����Ƽ�, 2010, 16(3): 26-29.
XIONG Ru-yi, ZHANG Xi-lin. The process of extracting vanadium pentoxide from bone coal and the pollution treatment measures[J]. Environmental Protection and Technology, 2010, 16(3): 26-29.
[19] ������, ����ɽ, �� ˧, ���Ӣ. ������ˮ�Ĵ�����״����չ����[J]. �Ƽ��鱨�����뾭��, 2007, 17(2): 142-144.
ZHANG Qing-ming, AI Nan-shan, XU Shuai, WU Hong-ying. The present situation and developing trends of the treatment of vanadium containing wastewater[J]. Sci-tech Information Development & Economy, 2007, 17(2): 142-144.
[20] �� ��. V2O5��ҵ����ˮ����Ũ��ϵͳ����������[J]. �Ƽ���Ѷ, 2013(20): 83-85.
ZHANG Zhi. V2O5 working in the waste water evaporation and concentration system analysis and recommendations[J]. Science & Technology Information, 2013(20): 83-85.
(�༭ �� ��)
������Ŀ��������Ȼ��ѧ����������Ŀ(51278464)
�ո����ڣ�2014-04-29�������ڣ�2014-08-21
ͨ�����ߣ��ƽ�����ڣ���ʿ���绰��0731-88823987��E-mail: yangc@hnu.edu.cn

