Springback analysis of 6016 aluminum alloy sheet in hot V-shape stamping
��Դ�ڿ������ϴ�ѧѧ��(Ӣ�İ�)2019���3��
�������ߣ������� ����ƽ У�ij� ������ ����
����ҳ�룺524 - 535
Key words��springback; hot stamping; 6016 aluminum alloy; V-shape stamping
Abstract: Springback behavior of 6016 aluminum alloy in hot stamping was investigated by a series of experiments under different conditions using V-shape dies and a finite element model which was validated reliable was used to further elucidate the springback mechanism. The effects of initial blank temperature, blank-holding force, die closing pressure and die corner radius were studied. It is found that springback decreases remarkably as the initial blank temperature rises up to 500 ��C. The springback also reduces with the increase of die holding pressure and the decrease of die corner radius. Under different initial temperatures, the influence of blank-holding force is distinct. In addition, the bending and straightening of the side wall during the stamping process is found to interpret the negative springback phenomenon.
Cite this article as: MA Wei-ping, WANG Bao-yu, XIAO Wen-chao, YANG Xiao-ming, KANG Yi. Springback analysis of 6016 aluminum alloy sheet in hot V-shape stamping [J]. Journal of Central South University, 2019, 26(3): 524�C535. DOI: https://doi.org/10.1007/s11771-019-4024-8.

J. Cent. South Univ. (2019) 26: 524-535
DOI: https://doi.org/10.1007/s11771-019-4024-8

MA Wei-ping(����ƽ), WANG Bao-yu(������), XIAO Wen-chao(У�ij�),YANG Xiao-ming(������), KANG Yi(����)
School of Mechanical Engineering, University of Science and Technology Beijing, Beijing 100083, China
 Central South University Press and Springer-Verlag GmbH Germany, part of Springer Nature 2019
Central South University Press and Springer-Verlag GmbH Germany, part of Springer Nature 2019
Abstract: Springback behavior of 6016 aluminum alloy in hot stamping was investigated by a series of experiments under different conditions using V-shape dies and a finite element model which was validated reliable was used to further elucidate the springback mechanism. The effects of initial blank temperature, blank-holding force, die closing pressure and die corner radius were studied. It is found that springback decreases remarkably as the initial blank temperature rises up to 500 ��C. The springback also reduces with the increase of die holding pressure and the decrease of die corner radius. Under different initial temperatures, the influence of blank-holding force is distinct. In addition, the bending and straightening of the side wall during the stamping process is found to interpret the negative springback phenomenon.
Key words: springback; hot stamping; 6016 aluminum alloy; V-shape stamping
Cite this article as: MA Wei-ping, WANG Bao-yu, XIAO Wen-chao, YANG Xiao-ming, KANG Yi. Springback analysis of 6016 aluminum alloy sheet in hot V-shape stamping [J]. Journal of Central South University, 2019, 26(3): 524�C535. DOI: https://doi.org/10.1007/s11771-019-4024-8.
1 Introduction
With the development of automotive industry, automotive lightweight has become a major method to save energy and reduce pollution. Research shows that a 10% reduction in vehicle weight results in 5.5% improvement of fuel economy [1]. Aluminum alloy will become the most competitive lightweight material because of its rich resources and good properties of small density, high specific strength and strong corrosion resistance. 6xxx aluminum alloy including AA6016 as a kind of lightweight material and heat treatable alloy is widely used in the automobile body panels and structural applications [2].
However, the plastic formability of aluminum alloys is poor at room temperature. For AA6016, the elongation is only 7% to 8.5% when forming without heating. At the same time, excessive springback will occur due to their higher ratio of yield stress to elastic modulus at the cold sheet stamping condition [3]. Researches show that forming aluminum alloy sheet at elevated temperature can improve the formability and reduce the springback at the same time [4�C11]. Hence, aluminum alloy hot stamping process [12�C16] was proposed to overcome the defects of cold stamping. In the hot stamping process, aluminum alloy blank is heated to solution temperature for a period of time firstly and then quickly moved to the cold die for forming and quenching at the same time. Finally, artificial aging treatment will be conducted to improve the strength of the material [17]. This process can effectively improve the stamping formability of aluminum alloy, while retaining the full mechanical strength of the alloy.
Springback is a forming defect in stamping process which occurs at the end of plastic deformation because of the elastic recovery after unloading and results in the geometry of sheet deviating from the designed shape [18]. The experimental and FEA methods [19�C24] are widely used by researchers to study and predict the springback behavior. Some researchers found that forming temperature showed significant influence on the amount of springback. For example, LI et al [25] simulated the springback behavior of AA6061 U-shape parts under hot stamping condition and found that the springback amount dropped by 25.7% as the temperature of the blank increased from 465 to 565 ��C. GR ZE et al [26] and LAURENT et al [27] researched the springback of AA5754-O using a split-ring test. The results showed that the amount of springback reduced by 67% at 200 ��C compared with room temperature. Except for the significant impact of temperature, the springback also manifests evident response to blank-holding force (BHF), bending radius and so on [28�C32]. KIM et al [33] found that the improved dimensional accuracy after springback could be achieved at higher BHF by investigating the U-shape warm stamping part of AA5754-O, which was interpreted as the uniform distribution of stresses in the thickness direction when the BHF was high. In the L-shape bending tests performed by WANG et al [34], the result indicated that the springback angle of L-shape parts decreased by 43.9% when the die corner radius ranged from 8 to 4 mm. Although the springback in warm and hot stamping is studied by some researchers, the attention paid for the 6xxx aluminum alloy hot stamping is few and some important affecting factors such as die closing pressure in hot stamping are discussed less. The negative springback angle in hot stamping of aluminum alloy is studied little either.
ZE et al [26] and LAURENT et al [27] researched the springback of AA5754-O using a split-ring test. The results showed that the amount of springback reduced by 67% at 200 ��C compared with room temperature. Except for the significant impact of temperature, the springback also manifests evident response to blank-holding force (BHF), bending radius and so on [28�C32]. KIM et al [33] found that the improved dimensional accuracy after springback could be achieved at higher BHF by investigating the U-shape warm stamping part of AA5754-O, which was interpreted as the uniform distribution of stresses in the thickness direction when the BHF was high. In the L-shape bending tests performed by WANG et al [34], the result indicated that the springback angle of L-shape parts decreased by 43.9% when the die corner radius ranged from 8 to 4 mm. Although the springback in warm and hot stamping is studied by some researchers, the attention paid for the 6xxx aluminum alloy hot stamping is few and some important affecting factors such as die closing pressure in hot stamping are discussed less. The negative springback angle in hot stamping of aluminum alloy is studied little either.
From the above review, hot stamping of aluminum alloy is an effective approach to enhance formability, but the related researches, especially about the springback for AA6016 during hot stamping, are relatively limited. Therefore, in-depth research on the springback in hot stamping of aluminum alloy is critically needed to decrease and control the amount of springback and assure the product quality. In this work, a series of experiments were performed using the V-shape dies under different forming conditions. The effects of initial blank temperature, BHF, die holding pressure and die corner radius were systematically studied. The mechanism of the springback and the negative springback phenomenon under hot V-shape stamping were further elucidated by a validated finite element model.
2 Experiments of V-shape stamping
A 1 mm-thick sheet of 6016 aluminum alloy is used in the experiment. The sheet is divided into rectangle specimens with dimension of 180 mm�� 50 mm by wire cutting and the rolling direction is parallel to the long side. Table 1 lists the material composition.
Table 1 Chemical composition of AA6016 (mass fraction, %)

The die mainly consists of punch, die, blank holder and nitrogen gas spring, as shown in Figure 1. The main dimensions of the die are shown in Figure 2(a). The forming angle is 90�� and the values of die corner radius R are 10, 30 and 50 mm, respectively. The radius R1 on the die between the blank-holder region and the side wall of the V-shape is a constant value of 5 mm. Dies with different die corner radiuses are designed and manufactured, as shown in Figure 2(b).
In the experiment, the blank with the graphite lubricant sprayed on is firstly heated in a DC-B015 box-type resistance furnace and then quickly moved from the furnace to the blank holder. The blank is deformed with a BHF provided by a pair of nitrogen gas springs. After the die and punch close together, the formed blank is held in the die cavity with a die holding pressure for 5 s. Then it is removed from the die and cooled to the room temperature in the air. Springback occurred freely after unloading. The forming parameters performed are described in detail in Table 2.
In this V-shape stamping experiment, the blank undergoes stretch bending deformation. There are two forming angles after springback in a V-shape stamping part, as shown in Figure 3. One is the angle between the two side walls and because the V-shape stamping part is symmetrical, half of this angle is considered (��0). Another is the angle (��0) between the side wall and the flange. The springback behavior of V-shape stamping parts is characterized by the difference between the forming angles before and after springback, that is �� (��=��0�C45��) and �� (��=��0�C135��).

Figure 1 V-shape stamping die (1��Die; 2��Punch; 3��Blank holder; 4��Nitrogen gas spring)
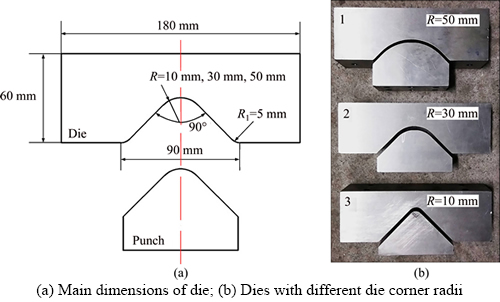
Figure 2 V-shape stamping dies:
Table 2 Forming parameters used in V-shape stamping experiment

3D scanning technology is widely used and the data achieved is more accurate and complete than the traditional method [35]. So the geometries of the V-shape stamping parts are measured by the 3D scanner with accuracy of 0.01 mm. The 3D models are dealt with by a special software and the 2D section curves are imported into the CAD software to measure the springback angles as shown in Figure 4. Because of the fillet, five points O1, A1, B1, C1 and D1 located at the 2D outline of the V-shape stamping part are defined to measure the two angles correctly and normally, as shown in Figure 5. Points A1, B1 and C1 are located on the outline according to their particular distances (x, y, z) from point O1 or D1.
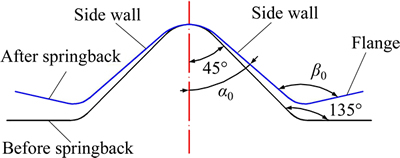
Figure 3 Definition of springback angles of V-shape part
3 FE modeling
To obtain a more comprehensive understanding of the springback behavior of AA6016, a 3D thermo-mechanical coupled FE model is established in the PAM-STAMP 2G platform. The geometric model of this stamping process is shown in Figure 6. On account of the symmetric structure, half of the geometric model is used to reduce the computation time. The thickness of the blank is far less than the length and width, so quadrilateral shell element is selected to discrete the blank with the minimum size of 1 mm and adaptive mesh optimization is performed to ensure computational accuracy and efficiency. Four node shell elements are also used to the tools. Punch, die and blank holder are assumed as rigid bodies to simplify the model.
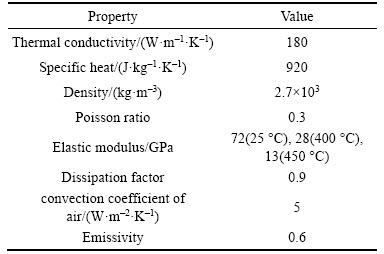
As the AA6016 aluminum alloy sheet is a temperature and strain rate sensitive material [36, 37], a material model which incorporates the temperature and strain-rate dependency is required. The uniaxial tension test is performed at a Gleeble-3500 thermal mechanical simulator at 200, 350, 400, 450 and 500 ��C with the strain rate varying from 0.01 to 10 s�C1. The obtained stress�Cstrain curves are illustrated in Figure 7 and imported to PAM-STAMP 2G to characterize the deformation behavior at elevated temperature of the blank. Other material properties of AA6016 used in the model are shown in Table 3.
In the simulation, the friction coefficient between the interfaces of die/blank, punch/blank and blank holder/blank is selected as 0.1 to characterize the full film lubrication [38]. To simulate the heat transfer between the blank and tools, interface heat transfer coefficient is described as the function of gap and contact pressure between the blank and tools [39].
The process of simulation is divided into four stages as shown in Figure 8. In the holding stage, the blank is placed on the blank holder, the die moves downwards and contacts with the blank. In the stamping stage, the die moves with a speed of 16 mm/s while the punch is static. With the movement of the die, the blank is deformed under the BHF. In the stage of quenching, the blank is held in the die cavity with a certain die holding pressure for 5 s. Explicit algorithm is used in the first three stages. In the springback stage, constraints are removed and the formed part achieves equilibrium. In order to prevent the rigid displacement, displacement and rotation constraints are applied to the symmetric center by three points. Implicit algorithm is used to compute the springback after quenching.
4 Validation of FE model
To examine the reliability of the FE model, the results of simulation and experiment are compared under different conditions. Two specific forming conditions with the initial blank temperature of 200 and 400 ��C are chosen to show the comparisons between the FEA prediction and experimental results. In Figure 9, the outlines of half V-shape stamping part after springback from simulation and experiment results have good agreement. As shown in Table 4, the difference of springback angles between experiment and simulation is small. The relative error is within 15%. So the accuracy of the FE model is confirmed.

Figure 4 Process to get section of V-shape stamping part after springback:
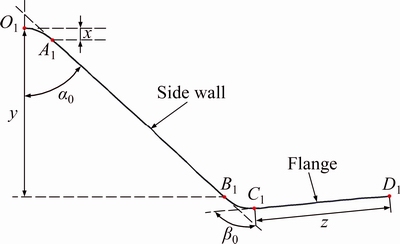
Figure 5 Measurement of angles ��0 and ��0 after springback
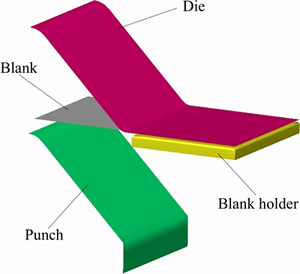
Figure 6 Half-geometry model for V-shape stamping
5 Analysis of springback results in hot stamping
5.1 Effect of temperature
The tendency of the springback angles changing with initial blank temperature can be observed in Figure 10. Obviously, the amount of springback decreases with the increase of initial blank temperature. The springback angle �� drops from 2.474�� to 0.002�� as the initial blank temperature increases from 200 to 500 ��C. There is an obvious reduction when the initial blank temperature increases from 200 to 400 ��C with 2.277�� drop which is much larger than angle reduction of 0.195�� as the temperature increasing from 400 to 500 ��C. Compared with angle ��, the springback angle �� presents to be negative value and varies from �C3.315�� to �C0.618�� as the temperature rises from 200 to 500 ��C. But within the temperature interval of 400�C500 ��C, the angle �� hardly changes with the temperature as the same with ��. Through the above analysis, hot stamping process used to the AA6016 sheet can reduce springback effectively and 400�C500 ��C is the beneficial initial blank temperature to AA6016 for reducing the springback.
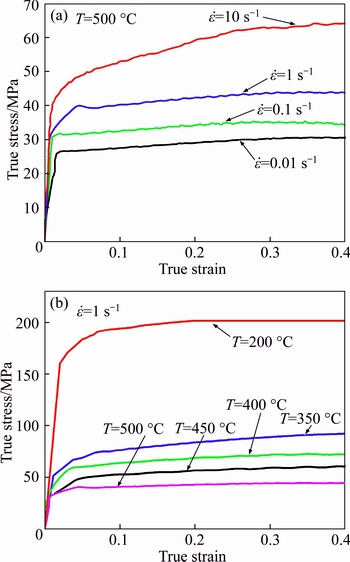
Figure 7 True stress�Cstrain curves of AA6016 under different strain rates (a) and temperatures (b)
Table 3 Material properties of AA6016
Some researches show that the springback of blank was much related to the tangential stress [33]. To further understand the influence of initial blank temperature on springback, the tangential stress along the upper and lower layers of the formed part at the end of quenching stage is obtained from the FE simulation as shown in Figure 11. The V-shape stamping part is divided into four regions (OA: punch corner region, AB: side wall, BC: die corner region, CD: flange). There are alternating stress states near the coordinate x=0 since the close contact between punch and blank grips more material in this region, which causes the rippling and distortion of the blank here and prevents the die from becoming fully closed [32]. In the region OA, except for the alternating stress states at the beginning, the upper layer is in tensile stress and the lower layer is in compressive stress due to the bending deformation. And the inner bending moment caused by the stress state in the region OA motivates the emergence of springback angle �� after unloading. It is found that the difference of the tangential stress between the upper and lower layer becomes smaller at higher temperature. This is mainly attributed to the reduction of material strength as the temperature increases, which leads to small residual stress and small inner bending moment after quenching. And research has found that the reduction of average through-thickness stress gradient leads to small springback [32]. As a result, the springback angle �� decreases with the increase of initial blank temperature.

Figure 8 Four simulation stages for predicting springback of V-shape stamping part
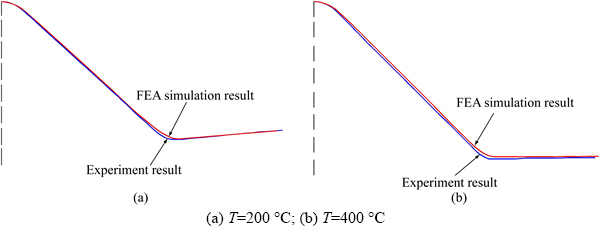
Figure 9 Comparisons of V-shape stamping part outlines after springback between simulation and experimental results (BHF=5 kN, die holding pressure=5 MPa, R=10 mm):
Table 4 Comparisons of springback angles between simulation and experimental results
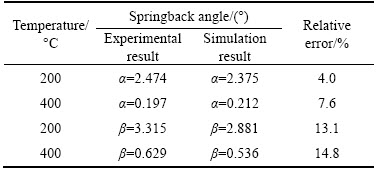
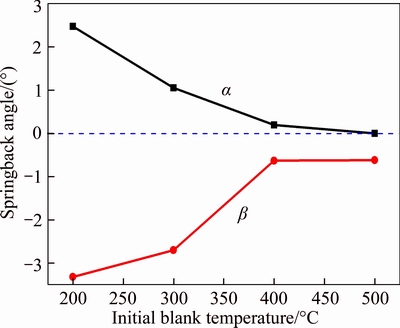
Figure 10 Experimental springback angle changing with initial blank temperature (R=10 mm; BHF=5 kN; die holding pressure of 5 MPa)
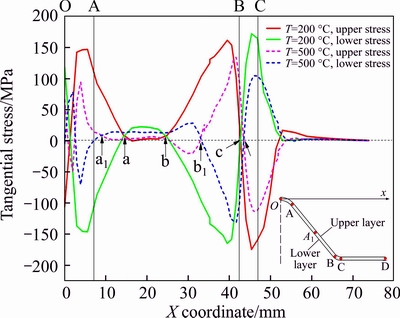
Figure 11 Distributions of tangential stress of upper and lower layers of formed V-shape stamping part (R=10 mm; BHF=5 kN; die holding pressure=5 MPa)
In the region AB, the stress changes complicatedly as the effect of bending and straightening of the side wall during the stamping [33, 40]. During the stamping process, owing to the two bending deformation (��0 and ��0), the side wall is deformed into two arcs as shown in Figure 12(a) and the arcs are straightened by the imposed load at the end of stamping, as shown in Figure 12(b), which causes a complex stress distribution in the side wall. In the region from point a (a1) to point b (b1), the blank is subject to a compressive stress in the upper layer and a tensile stress in the lower layer as shown in Figure 11, which comes from straightening the arc1 near the angle ��0. Likewise, a tensile tangential stress state in upper and a compressive state in lower layers in the region b-c (b1-c1) can be observed due to the flattening of the arc2 near the forming angle ��0. The stress distribution in the region b-c (b1-c1) produces an internal moment and renders the side wall bowing inward after unloading, which leads to the negative springback angle ��. From Figure 11, the stress difference between upper and lower layers in b-c is larger than that of b1-c1 and the length of the region b-c is longer than that of b1-c1, consequently the negative springback angle �� at T=200 ��C is more serious than that of T=500 ��C. Although the stress distribution in the region a-b (a1-b1) can also lead to the negative springback for angle ��, the tangential stress in a-b (a1-b1) is much smaller, therefore, the negative springback angle caused by straightening arc1 can be negligible.
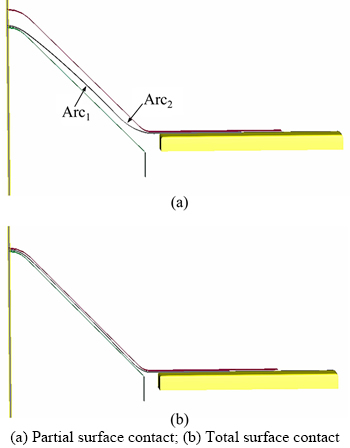
Figure 12 FE results of two stages in stretch bending:
In the region BC, as the bending deformation of ��0 occurs, the upper layer is imposed by compressive stress, whereas the lower layer bears tensile stress. This stress distribution in BC could cause a positive springback of forming angle ��0 after unloading. However, since the stress that causes negative springback in the region b-c and the size of b-c is larger, the final result of springback angle �� behaves negative. In the region of CD, the tangential stresses of both upper and lower layers are close to zero gradually with the increase of coordinate x and change to be tensile in the end because the flange is under a pull caused by the friction.
5.2 Effect of blank-holding force
The effect of BHF on springback is investigated at 300 ��C and 400 ��C. At 300 ��C, both �� and |��| decrease with the increase of BHF, as shown in Figure 13(a). When BHF increases from 3.4 to 7 kN, angle �� reduces by 66.4 % and angle |��| reduces by 54.1 %, which indicates that increasing BHF can reduce springback effectively at lower temperature. Researches show that the bending moment required to achieve a given curvature decreases with increasing tension [33, 41]. Hence, in higher BHF condition where the corresponding added tension is high, the springback amount after elastic unloading is reduced. At 400 ��C, a similar change rule of |��| is found, and it decreases from 2.055�� to 0.228�� when BHF boosts to 7 kN as shown in Figure 13(b). With regard to ��, however, it increases with increasing BHF. This phenomenon can be interpreted by the interaction between springback and thinning on account. The springback would increase with the aggregating sheet thickness thinning [42]. The increasing BHF intensifies the thinning of the aluminum alloy sheet especially at higher temperature [43] and results in ultimately, the increase of springback.
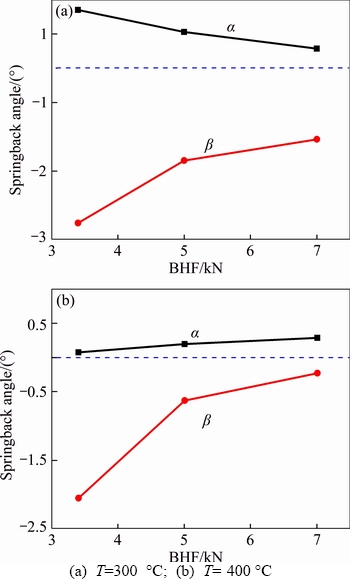
Figure 13 Experimental springback angle changing with BHF at different initial blank temperatures (R=10 mm; Die holding pressure=5 MPa):
5.3 Effects of die holding pressure
During the quenching process, the shape of the specimen is restrained a period of time, which allows internal stress to relax and permanent deformation of the material takes place [44, 45]. Figure 14 shows the stress distribution of the upper layer before and after die holding. After holding for 5 s, the maximum and minimum values decrease and the regions with conspicuous residual stress become smaller. The internal stress relaxation is obvious during the die holding process.
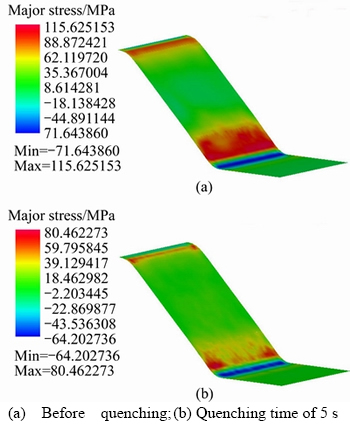
Figure 14 Stress distribution of upper layer during quenching stage (T=400 ��C; die holding pressure=5 MPa; R=10 mm; BHF=5 kN):
Figure 15 illustrates the effect of die holding pressure on springback angles under different initial blank temperatures. The angle �� decreases gradually as the pressure increases from 2 to 8 MPa except for that at 500 ��C. At 500 ��C, the springback angle �� increases when the die holding pressure increases from 5 to 8 MPa. This is probably attributed to that large holding force may induce excessive strain and alter the stress state of the part at high temperature. The angle �� remains negative but its magnitude declines as the die holding pressure rises. In the curves of ��, the slopes are similar under different temperatures. For both �� and ��, the decrease of springback is apparent when the pressure increases from 2 to 5 MPa and the susceptibility to die holding pressure declines as the pressure varies from 5 to 8 MPa. Therefore, an appropriate increase of die holding pressure can control springback effectively.
5.4 Effects of die corner radius
A series of tests were performed to investigate the relationship between die corner radius R and springback at different temperatures. The results of springback angle �� are summarized and shown in Figure 16(a). When the temperature is 300 ��C, the angle �� grows almost linearly with the increase of the die corner radius. But in the case of higher temperature of 400 ��C and 500 ��C, the springback angle rises not remarkable when die corner radius increases from 30 to 50 mm.
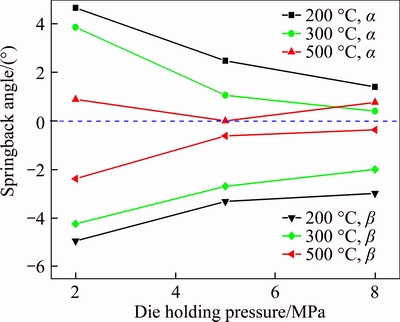
Figure 15 Experimental springback angle changing with die holding pressure under different initial blank temperatures (R=10 mm; BHF=5 kN)

Figure 16 Experimental springback angle changing with die corner radius at different initial blank temperatures (BHF=3.4 kN; die holding pressure=5 MPa):
The reason for the increase of �� with die corner radius could be explained as follows. In the bending zone, the tangential stress is much larger than the stress in the other two directions because the deformation is mainly along the tangential direction, so the radial and transverse stresses are negligible. The stretch bending could be decomposed into pure bending and stretching. In pure bending, the tangential stress within the elastic deformation regardless of the change of neutral layer could be expressed as:
 (1)
(1)
where �� is the bending radius of middle layer, y is the distance from the middle layer along the thickness and E is the modulus of elasticity. The tangential stress arises from stretching can be regarded as a constant value ��. Thus, the total tangential stress in the elastic stage can be expressed as:
 (2)
(2)
The tangential stress distribution along the thickness is shown in Figure 17. When ����>��S, the layer enters into the stage of plastic deformation, where ��S means the yield stress. Through calculation, the thickness of layer retained elastic deformation Ye could be expressed as:
 (3)
(3)
Ye increases with the increase of ��, which means that the elastic deformation region near the center of the section enlarges and the proportion of elastic tangential strain in the total strain increases. Therefore, the springback caused by the elastic recovery after unloading becomes serious with the increase of die corner radius.
The die corner radius R influences the length of the side wall and the stamping depth which could affect the springback angle ��. The angle �� is negative and the absolute value decreases as R changes from 10 to 50 mm, as shown in Figure 16(b). When R increases, the side wall becomes short and the stamping depth is shallow, which leads to the decline of bending deformation zone and deformation degree of the side wall. Consequently, the effect of bending and straightening of the side wall is small during the stamping, and the absolute value of angle �� decreases as the die corner radius increases from 10 to 50 mm.
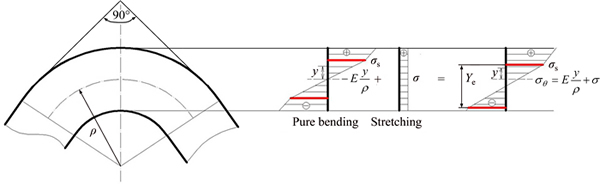
Figure 17 Distribution of tangential stress during stretch bending
The tangential stress distributions of upper and lower layers before unloading with R=10 mm and R=30 mm at 400 ��C are shown in Figure 18 to further study the influence of die corner radius. When R increases from 10 to 30 mm, the region where materials undergo a compressive stress in lower layer and a tensile stress in upper layer extends from point a to a1, subsequently accumulating more springback. In addition, the stress in the region b-c of R=10 mm which caused the negative springback angle �� is larger than that of R=30 mm in the region b1-c1. Therefore, the negative springback angle �� with R=10 mm is more serious than that of R=30 mm.
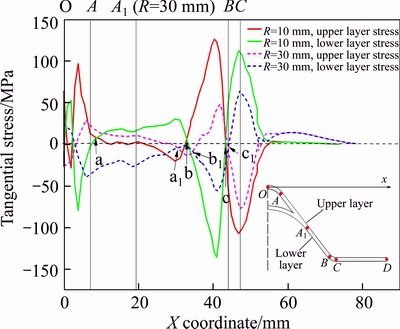
Figure 18 Tangential stress distributions in upper and lower layers of formed V-shape stamping part with R= 10 mm and R=30 mm (T=400 ��C, BHF=3.4 kN)
6 Conclusions
1) From the experiment results, hot stamping could significantly reduce the springback of AA6016. The springback angle �� drops from 2.474�� to 0.002�� as the initial blank temperature increases from 200 to 500 ��C, but the reduction of springback angle is not obvious as the temperature increases from 400 to 500 ��C. The tangential stress on the upper and lower layers before unloading decreases when improving the stamping temperature, which leads to the reduction of springback.
2) The negative value of springback angle �� could attribute to the deformation process of the side wall. During the stamping process, the side wall near the two forming angles ��0 and ��0 deforms into two arcs and then is straightened at the end of stamping. This phenomenon leads to larger and complicated tangential stress in the side wall especially near ��0 and then the obvious negative springback angle ��.
3) With the blank-holding force increasing from 3.4 to 7 kN, angle �� reduces by 66.4% and angle |��| reduces by 54.1% at 300 ��C. The springback angle �� shows the opposite trend changes with BHF at 400 ��C because of the thinning at higher temperature. Increasing the die holding pressure during quenching can improve dimensional accuracy after springback. The reduction of springback becomes less evident when the die holding pressure is higher than 5 MPa.
4) Large die corner radius could generate high proportion of elastic strain and consequently result in large springback angle ��. The springback angle �� is mainly influenced by the length of side wall and stamping depth with different die corner radius.
References
[1] MORITA A. Aluminium alloys for automobile applications [C]// Proc of ICAA-6. Toyohashi, 1998: 25-32.
[2] MILLER W S, ZHUANG L, BOTTEMA J, WITTEBROOD A J, SMET P D, HASZLER A, VIEREGGE A. Recent development in aluminium alloys for the automotive industry [J]. Materials Science & Engineering A, 2000, 280(1): 37-49.
[3] BOZDEMIR M, GOLCU M. Artificial neural network analysis of springback in V bending [J]. Journal of Applied Sciences, 2008, 8(17): 3038-3043.
[4] TOROS S, OZTURK F, KACAR I. Review of warm forming of aluminum-magnesium alloys [J]. Journal of Materials Processing Technology, 2008, 207(1-3): 1-12.
[5] KULAS M A, KRAJEWSKI P E, BRADLEY J R, TALEFF E M. Forming-limit diagrams for hot-forming of AA5083 aluminum sheet: Continuously cast material [J]. Journal of Materials Engineering and Performance, 2007, 16(3): 308-313.
[6] LI Dao-ming, GHOSH A K. Effects of temperature and blank holding force on biaxial forming behavior of aluminum sheet alloys [J]. Journal of Materials Engineering and Performance, 2004, 13(3): 348-360.
[7] PALUMBO G, TRICARICO L. Numerical and experimental investigations on the warm deep drawing process of circular aluminum alloy specimens [J]. Journal of Materials Processing Technology, 2007, 184(1-3): 115-123.
[8] WANG L, STRANGWOOD M, BALINTA D, LIN J, DEAN T A. Formability and failure mechanisms of AA2024 under hot forming conditions [J]. Materials Science & Engineering A, 2011, 528(6): 2648-2656.
[9] ZHANG Ji-xiang, FAN Jin-xin, LIU Yun-teng, FENG Wei. Superplasticity of 6016 aluminum alloy at elevated temperatures [J]. Rare Metals, 2015, 34(6): 387-394.
[10] LI Dao-ming, GHOSH A. Tensile deformation behavior of aluminum alloys at warm forming temperatures [J]. Materials Science & Engineering A, 2003, 352(1-2): 279-286.
[11] DONG Guo-jiang, ZHAO Chang-cai, ZHAO Jian-pei, YA Yuan-yuan, GAO Miao-yan. Research on technological parameters of pressure forming with hot granule medium on AA7075 sheet [J]. Journal of Central South University, 2016, 23(4): 765-777.
[12] FOSTER A, DEAN T A, LIN J. Process for forming aluminium alloy sheet components: Europe, EP2324137 [P]. 2013.
[13] MA Wen-yu, WANG Bao-yu, FU Lei, ZHOU Jing, HUANG Ming-dong. Influence of process parameters on deep drawing ofAA6111 aluminum alloy at elevated temperatures [J]. Journal of Central South University, 2015, 22(4): 1167-1174.
[14] FAN Xiao-bo, HE Zhu-bin, ZHOU Wen-xuan, YUAN Shi-jian. Formability and strengthening mechanism of solution treated Al�CMg�CSi alloy sheet under hot stamping conditions [J]. Journal of Materials Processing Technology, 2016, 228: 179-185.
[15] XIAO Wen-chao, WANG Bao-yu, ZHENG Kai-lun. An experimental and numerical investigation on the formability of AA7075 sheet in hot stamping condition [J]. International Journal of Advanced Manufacturing Technology, 2017, 92(9-12): 3299-3309.
[16] LIU Yong, ZHU Zhou-jie, WANG Zi-jian, ZHU Bin, WANG Yi-lin, ZHANG Yi-sheng. Flow and friction behaviors of 6061 aluminum alloy at elevated temperatures and hot stamping of a B-pillar [J]. International Journal of Advanced Manufacturing Technology, 2018, 96(9�C12): 4063-4083.
[17] BI Jiang, ZHAO Chang-cai, BI Meng-meng, DU Bing, CHEN Xiao-hua, DONG Guo-jiang. Heat treatment and granule medium internal high pressure forming of AA6061 tube [J]. Journal of Central South University, 2017, 24(5): 1040-1049.
[18] XU S, ZHAO K, LANKER T, ZHANG J, WANG C T. Springback prediction, compensation and correlation for automotive stamping [C]// Proceedings of NUMISHEET. 2005: 345�C350.
[19] THIPPRAKMAS S. Finite element analysis of sided coined-bead technique in precision V-bending process [J]. International Journal of Advanced Manufacturing Technology, 2013, 65(5-8): 679-688.
[20] WANG Yao, LANG Li-hui, LAURIDSEN S, KAN Peng. Springback analysis and strategy for multi-stage thin-walled parts with complex geometries [J]. Journal of Central South University, 2017, 24(7): 1582-1593.
[21] NARASIMHAN N, LOVELL M. Predicting springback in sheet metal forming: An explicit to implicit sequential solution procedure [J]. Finite Elements in Analysis and Design, 1999, 33(1): 29-42.
[22] HAN Fei, MO Jian-hua, GONG Pan, LI Min. Method of closed loop springback compensation for incremental sheet forming process [J]. Journal of Central South University of Technology, 2011, 18(5): 1509-1517.
[23] SIMOES V M, OLIVEIRA M C, NETO D M, CUNHA P M, LAURENT H, ALVES J L, MENEZES L F. Numerical study of springback using the split-ring test: Influence of the clearance between the die and the punch [J]. International Journal of Material Forming, 2018, 11(2): 325-337.
[24] NETO D M, OLIVEIRA M C, SANTO A D, ALVES J L, MENEZES L F. Influence of boundary conditions on the prediction of springback and wrinkling in sheet metal forming [J]. International Journal of Mechanical Sciences, 2017, 122: 244-254.
[25] LI Wen-ke, ZHAN Li-hua, ZHAO Jun. Effect of hot stamping process on forming quality of 6061 aluminum alloy U-shaped parts [J]. The Chinese Journal of Nonferrous Metals, 2016, 26(6): 1159-1166. (in Chinese)
[26] GRZE R, MANACH P Y, LAURENT H, THUILLIER S, MENEXES L F. Influence of the temperature on residual stresses and springback effect in an aluminium alloy [J]. International Journal of Mechanical Sciences, 2010, 52(9): 1094-1100.
[27] LAURENT H, COER J, GRZE R, MANACH P Y, ANDRADE-CAMPOS A, OLIVEIRA M C, MENEZES L F. Mechanical behaviour and springback study of an aluminium alloy in warm forming conditions [J]. ISRN Mechanical Engineering, 2011, 2011: 1-9.
[28] SU Chun-jian, ZHANG Ke, LOU Shu-mei, XU Ting-ting, WANG Qing. Effects of variable blank holder forces and a controllable drawbead on the springback of shallow-drawn TA2M titanium alloy boxes [J]. International Journal of Advanced Manufacturing Technology, 2017, 93(5-8): 1627-1635.
[29] PARSA M H, MOHAMMADI S V, AGHCHAI A J. Al3105/polypropylene/Al3105 laminates springback in V-die bending [J]. International Journal of Advanced Manufacturing Technology, 2014, 75(5-8): 849-860.
[30] CARDEN W D, GENG L M, MATLOCK D K, WAGONER R H. Measurement of springback [J]. International Journal of Mechanical Sciences, 2002, 44(1): 79-101.
[31] SHEN Guo-zhe, GE Yong-peng, LIU Li-zhong, ZHAO Kun-min. Springback analysis of warm forming for aluminum alloy AA5754 by numerical simulation method in conjunction with regression orthogonal design [J]. Journal of Central South University: Science and Technology, 2017, 48(10): 2590-2596. (in Chinese)
[32] XU Shi-long, XIAO Hua, SHI Lei. V-type bending springback characteristics of Baosteel��s high strength steel [J]. Journal of Plasticity Engineering, 2017, 24(2): 53�C58.
[33] KIM H S, KO M. Numerical investigation on springback characteristics of aluminun sheet metal alloys in warm forming conditions [J]. Journal of Materials Processing Technology, 2008, 204(1-3): 370-383.
M. Numerical investigation on springback characteristics of aluminun sheet metal alloys in warm forming conditions [J]. Journal of Materials Processing Technology, 2008, 204(1-3): 370-383.
[34] WANG Ai-ling, ZHONG Kai, FAKIR O E, LIU Jun, SUN Chao-yang, WANG Li-liang, LIN Jian-guo, DEAN T A. Springback analysis of AA5754 after hot stamping: Experiments and FE modelling [J]. International Journal of Advanced Manufacturing Technology, 2016, 89(5): 1339-1352.
[35] WANG Hui, ZHOU Jie, ZHAO Tian-sheng, TAO Ya-ping. Springback compensation of automotive panel based on three-dimensional scanning and reverse engineering [J]. International Journal of Advanced Manufacturing Technology, 2015, 85(5-8): 1187-1193.
[36] ZHANG Ji-xiang, FENG Wei, WEN Hui, AN Guo-yin. Mechanical behavior for 6016 aluminum alloy under hot-working conditions [J]. Material & Heat Treatment, 2012, 41(22): 5-8.
[37] ZHANG Ji-xiang, WEN Hui, FENG Wei, AN Guo-yin, LIU Jin-xi. The flow stress characteristic and constitutive equation of 6016 aluminum alloy in warm forming [J]. Advanced Materials Research, 2011, 228�C229: 1112-1117.
[38] MA Wen-yu, WANG Bao-yu, FU Lei, ZHOU Jing, HUANG Ming-dong. Effect of friction coefficient in deep drawing of AA6111 sheet at elevated temperatures [J]. Transactions of Nonferrous Metals Society of China, 2015, 25(7): 2342-2351.
[39] FOSTER A D, MOHAMED M S, LIN J G, DEAN T A. An investigation of lubrication and heat transfer for a sheet aluminium heat, form-quench (HFQ) process [J]. Steel Research International, 2008, 79(2): 113-120.
[40] CHEN F K, CHIU K H. Stamping formability of pure titanium sheets [J]. Journal of Materials Processing Technology, 2005, 170(1, 2): 181-186.
[41] LEE M, KIM D, KIM C, WENNER M L, WAGONER R H, CHUNG K. Spring-back evaluation of automotive sheets based on isotropic-kinematic hardening laws and non-quadratic anisotropic yield functions, Part II: Characterization of material properties [J]. International Journal of Plasticity, 2005, 21(5): 883-914.
[42] ZHANG Dong-juan. Theoretical and numerical study on springback prediction in sheet metal forming [D]. Shanghai: Shanghai Jiao Tong University, 2007. (in Chinese)
[43] XIAO Wen-chao, WANG Bao-yu, KANG Yi, MA Wei-ping, TANG Xue-feng. Deep drawing of aluminum alloy 7075 using hot stamping [J]. Rare Metal, 2017, 36(6): 485-493.
[44] ABE K, NOGAMI S, HASEGAWA A, NOZAWA T, HINOKI T. Study on stress relaxation behavior of silicon carbide by BSR method [J]. Journal of Nuclear Materials, 2011, 417(1-3): 356-358.
[45] HO C K, LIN J, DEAN T A. Modelling of springback in creep forming thick aluminum sheets [J]. International Journal of Plasticity, 2004, 20(4-5): 733-751.
(Edited by FANG Jing-hua)
���ĵ���
6016���Ͻ�V�ͼ��ȳ�ѹ�ص�����
ժҪ��Ϊ���о�6016���Ͻ��ȳ�ѹ�Ļص���������V�ͳ�ѹģ�߶�6016���Ͻ���в�ͬ���ղ��������µ��ȳ�ѹʵ�顣Ϊ�˽�һ�������ص�����������������Ԫģ�Ͳ���֤����ȷ�ԡ��о��˰��ϳ�ʼ�¶ȡ�ѹ��������ѹѹ����ģ��Բ�ǶԻص���Ӱ�졣��������������ϳ�ʼ�¶�������500 ��Cʱ���ص������½�������ѹѹ���ͼ�Сģ��Բ��ͬ��Ҳ���Խ��ͻص����ڲ�ͬ�İ��ϳ�ʼ�¶��£�ѹ�����Իص���Ӱ���Dz�ͬ�ġ����⣬��ѹ������V�ͼ���ڵ���������Уֱ�ᵼ�¸��ص���
�ؼ��ʣ��ص����ȳ�ѹ��6016���Ͻ�V�ͼ���ѹ
Foundation item: Projects(U1564202, 51705018) supported by the National Natural Science Foundation of China; Project(FRF-TP-15-087A1) supported by the Fundamental Research Funds for the Central Universities, China
Received date: 2018-05-08; Accepted date: 2018-09-21
Corresponding author: WANG Bao-yu, PhD, Professor; Tel: +86-10-62332331; E-mail: bywang@ustb.edu.cn; ORCID: 0000-0003- 0462-9511

