DOI: 10.11817/j.issn.1672-7207.2015.01.009
»щУЪКэЦөДЈДвәНПмУҰГж·ЁөДј¶ҪшДЈіЙРОУЕ»Ҝ
Аоҫьі¬1Ј¬Нхұц1Ј¬ЦЬН¬№у1Ј¬ҙчәй1Ј¬ВҪҝЎҪӯ2
(1. ЦШЗмҙуС§ ІДБПҝЖС§Ул№ӨіМС§ФәЈ¬ЦШЗмЈ¬400044Ј»
2. ёсБҰөзЖч(ЦШЗм)УРПЮ№«ЛҫЈ¬ЦШЗмЈ¬400039)
ХӘТӘЈәХл¶Фј¶ҪшДЈіЙРОјюҙжФЪөДЖрЦеЎўЖЖБСәНіЙРОҫ«¶ИөНөИЦКБҝИұПЭЈ¬ТФДі·§ГЕЦ§јЬБгјюОӘСРҫҝ¶ФПуЈ¬ІЙУГ¶а№ӨІҪ¶а№ӨРтөДҪЁДЈ·Ҫ·ЁҪЁБўј¶ҪшДЈіЙРОИ«№ӨРтУРПЮФӘДЈРНЎЈёГДЈРНҝЙјМіРТСіЙРО№ӨІҪөДұдРОЎўУҰБҰөИРЕПўЈ¬ІўДЬ№»·ЦОцПаБЪ№ӨІҪұдРОөДПа»ҘУ°ПмЎЈТФЧоҙујхұЎВКЎўЧоҙуФцәсВКәНөјХэҝЧТЖ¶ҜБҝЧчОӘУЕ»ҜДҝұкЈ¬ТФС№ұЯБҰЎўДҰІБТтКэЎўН№°јДЈјдП¶ОӘЙијЖұдБҝЈ¬ёшіцТ»ЦЦУГУЪҝШЦЖУЕ»Ҝј¶ҪшДЈіЙРОјюЦКБҝөДКэС§ДЈРНЈ»ҪбәППмУҰГж·ЁҪ«ҙЛУЕ»ҜДЈРНУГУЪёГ·§ГЕЦ§јЬБгјюј¶ҪшДЈіЙРОІОКэөДУЕ»ҜЈ¬өГөҪЦКБҝИұПЭЧоРЎ»ҜөДіЙРОІОКэЧйәПЎЈСРҫҝҪб№ыұнГчЈәІЙУГёГ·Ҫ·ЁЛщөГКэЦөДЈДвҪб№ыУлКөјКЙъІъКФЦЖҪб№ыПаОЗәПЈ¬ОЮЖрЦеәНЖЖБСИұПЭЈ¬ұнГчёГУЕ»Ҝ·Ҫ·ЁКЗҝЙРРөДЈ¬ҝЙУРР§Цёөјј¶ҪшДЈіЙРОБгјюөДІъЖ·ЦКБҝҝШЦЖЎЈ
№ШјьҙКЈәј¶ҪшДЈіЙРОЈ»И«№ӨРтУРПЮФӘДЈРНЈ»ЦКБҝҝШЦЖДЈРНЈ»ПмУҰГж·ЁЈ»ІОКэУЕ»Ҝ
ЦРНј·ЦАаәЕЈәTG386 ОДПЧұкЦҫВлЈәA ОДХВұаәЕЈә1672-7207(2015)01-0066-07
Progressive die forming optimization based on numerical simulation and response surface method
LI Junchao1, WANG Bin1, ZHOU Tonggui1, DAI Hong1, LU Junjiang2
(1. College of Materials Science and Engineering, Chongqing University, Chongqing 400044, China;
2. Gree Electric Appliances (Chongqing) Co., Ltd., Chongqing 400039, China)
Abstract: Ruptures, winkles and low forming accuracy are the forming defects for progressive die forming parts. Based on valve bracket, a finite element model (FEM) of complete progressive die forming was established with a multi-step and multi-process modeling approach. In this way, the numerical model is able to inherit the simulation results of the former steps such as deformation and stress data, and the interaction between the adjacent forming steps were analyzed. Further, a model for controlling and optimizing the quality of the progressive die forming part was proposed. In this model, the maximum thinning ratio, the maximum thickening ratio and the amount of pilot hole movement were the optimization goals, while blank holder force, friction factor and the clearances between punch and die were the designed variables. Then, the forming parameters were optimized by using this quality control model in combination with the response surface method (RSM). The results show that the production trial results have no wrinkling and rupture defects and are in accordance with the numerical results, which indicates that the proposed optimization method is feasible and can provide an effective guidance for the product quality control in the progressive die forming.
Key words: progressive die forming; FEM model of complete process; quality control model; response surface method; parameter optimization
ј¶ҪшіеС№іЙРОіэБЛТЧіцПЦЖрЦеәНЖЖБСөИИұПЭЈ¬іЙРОҫ«¶ИТІКЗЖдРиТӘҝјВЗөДЦШТӘОКМвЈ¬ХвР©ИұПЭЦчТӘКЬДҰІБИу»¬МхјюЎўС№ұЯБҰЎўДЈҫЯјёәОРОЧҙЎўІДБПМШРФөИЙијЖұдБҝөДУ°Пм[1]ЎЈЛдИ»ҙ«НіөД№ӨТХ·ЦОцј°ДЈҫЯЙијЖТСҝӘКјАыУГCAEјјКхҪшРРДЈДв·ВХжЈ¬ө«СЎіцөДІОКэЧйәПҫЯУРЕјИ»РФЗТОЮ·ЁұЈЦӨЖдЧоУЕ»ҜЈ¬¶шМфСЎІОКэ№эіМәДКұіӨЈ¬ОЮ·ЁККУҰПЦҙъ№ӨТөөДРиТӘ[2]ЎЈҪьДкАҙЈ¬ЛжЧЕУРПЮФӘДЈДвјјКхЎўУЕ»ҜАнВЫөДЦрҪҘіЙКмәНјЖЛг»ъјјКхөДҝмЛЩ·ўХ№Ј¬ТФУРПЮФӘ·ЦОц№ӨҫЯІўҪбәПУЕ»ҜЛг·ЁАҙМбёЯ°еБПөДіЙРОРФДЬТСіЙОӘ№ъјКЙПРн¶аС§ХЯСРҫҝөДЗ°СШҝОМвЎЈBreitkopfөИ[3]ФЛУГТЖ¶ҜөДЧоРЎ¶юіЛ·Ё№№ФмБЛТ»ёцБ¬РшөДПмУҰГжДЈРН(RSM)Ј¬ІўНЁ№э°ёАэСйЦӨБЛДЈРНөДҝЙҝҝРФЈ»WangөИ[4-5]НЁ№эҪ«РтБР¶юҙО№ж»®·ЁәНПмУҰГж·ЁПаҪбәПөД·Ҫ·ЁЈ¬өГіцБЛұЎ°еАӯЙо№ӨТХөДЧоУЕіЙРОМхјюЈ»ХЕжчі¬өИ[6-8]ФтФЪЙПКц·Ҫ·ЁөД»щҙЎЙПҪбәППИҪшЛг·ЁөДУҰУГЈ¬¶Ф¶аЦЦЗйҝцПВөД¶аДҝұкУЕ»ҜОКМвҪшРРБЛМҪЛчЎЈИ»¶шЈ¬ХвР©СРҫҝјёәх¶јКЗХл¶ФөҘ№ӨРтөДАӯЙоіЙРОЈ¬¶Фј¶ҪшДЈөДСРҫҝТІПЮУЪЕЕСщЙијЖЎўС№БҰЦРРДИ·¶Ё[9-10]Ј¬Ц»УРLiөИ[11-12]¶Фј¶ҪшДЈіЙРОУРПЮФӘ·ЦОц·ҪГжҪшРРБЛСРҫҝЈ¬¶ш¶Фј¶ҪшДЈіЙРОІОКэУЕ»ҜөДСРҫҝПКУРұЁөАЎЈұҫОДЧчХЯ»щУЪДі·§ГЕЦ§јЬБгјюЈ¬ІЙУГ¶а№ӨІҪ¶а№ӨРтҪЁДЈөД·Ҫ·ЁҪЁБўЖдј¶ҪшДЈіЙРОөДИ«№ӨРтУРПЮФӘДЈРНЈ»Хл¶Фј¶ҪшДЈіЙРОҝЙДЬіцПЦөДЦКБҝИұПЭЈ¬ёшіцТ»ЦЦј¶ҪшДЈіЙРОБгјюЦКБҝҝШЦЖУЕ»ҜДЈРНЈ¬ІўІЙУГРӯН¬УЕ»ҜөДПмУҰГж·Ё¶ФУЕ»ҜДҝұкҪшРРУЕ»ҜЈ¬өГөҪУЕ»ҜДҝұкУлЙијЖұдБҝЦ®јдөД¶юҪЧ¶аПоКҪПмУҰДЈРНј°ЧојСіЙРОІОКэЧйәПЎЈ
1 ј¶ҪшДЈіЙРОИ«№ӨРтУРПЮФӘДЈДв
1.1 №ӨТХ·ЦОцј°И«№ӨРтҪЁДЈ
ДіҝХөч·§ГЕЦ§јЬБгјюИэО¬ДЈРНИзНј1ЛщКҫЎЈІДБПОӘөз¶ЖРҝ°еSECCЈ¬әс¶ИОӘ1.45 mmЈ¬ПЦУРЙъІъ№ӨТХОӘПВБПЎўАӯЙоіЙРОЎўЗРұЯіеҝЧЎў·ӯҝЧЎўХЫНдөИөҘ№ӨРтЙъІъЈ¬ёГЦЦЙъІъ·ҪКҪТтЙъІъР§ВКөНЎў¶аҙО¶ЁО»ФміЙБгјюҫ«¶ИҪөөНөИОКМвІ»ДЬВъЧгДҝЗ°өДЙъІъТӘЗуЈ¬ТтҙЛЈ¬ҝјВЗІЙУГј¶ҪшДЈіЙРОЎЈ№ӨТХ·ЦОцКұІЙУГ6№ӨО»ЎўЦРјдФШМеЎўөҘЕЕЕЕСщ·ҪКҪЈ¬ЕЕСщНјИзНј2(a)ЛщКҫЎЈ
ј¶ҪшДЈіЙРО°ьә¬¶аёц№ӨІҪЈ¬ЛщТФІЙУГ¶а№ӨІҪ¶а№ӨРтөД·Ҫ·ЁҪЁБўИ«№ӨРтУРПЮФӘДЈРНЎЈёГ·Ҫ·ЁёщҫЭІ»Н¬№ӨІҪөДіЙРО№ӨРтҪЁБўёчёц№ӨІҪөДН№°јДЈДЈРНЈ¬Н№ДЈГҝ¶ҜЧч1ҙОЈ¬°еБПСШЛНБП·ҪПтЗ°Ҫш1ёцІҪҫаЈ¬КөПЦ°еБПФЪІ»Н¬№ӨІҪөДБ¬РшіЙРОЎЈјИұЈЦӨ°еБПФЪәуРш№ӨІҪҝЙТФјМіРЗ°Т»№ӨІҪ°еБПөДұдРОЎўУҰБҰУҰұдөИРЕПўЈ¬ТІДЬ№»·ЦОцПаБЪ№ӨІҪұдРОөДПа»ҘУ°ПмЎЈёГДЈРНК№өГДЈДв№эіМәНКөјКј¶ҪшДЈіЙРО№эіМПаОЗәПЎЈК№УГёГ·Ҫ·ЁФЪDynaformЦРҪЁБўөДј¶ҪшДЈіЙРОИ«№ӨРтУРПЮФӘДЈРНИзНј2(b) ЛщКҫЎЈ
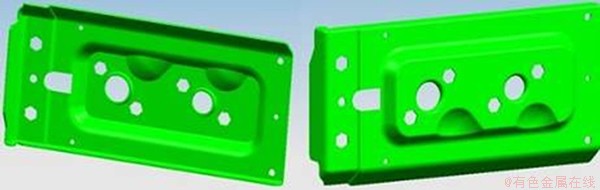
Нј1 БгјюИэО¬ДЈРН
Fig. 1 3-D model of part
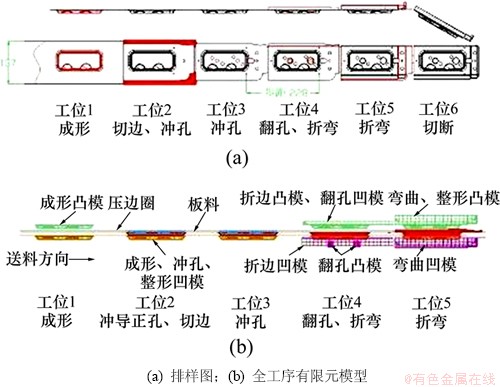
Нј2 ЕЕСщНјј°И«№ӨРтУРПЮФӘДЈРН
Fig. 2 Layout and finite element model of complete stamping process
1.2 ј¶ҪшДЈіЙРО№эіМДЈДв
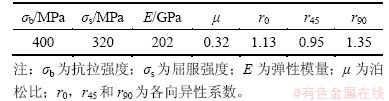
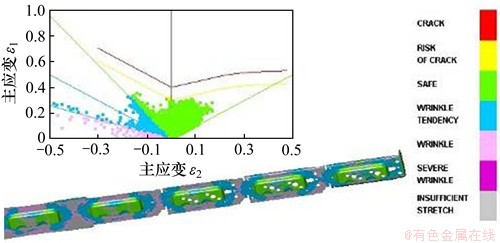
ДЈДвКұ°еБПІЙУГBTҝЗөҘФӘАлЙў»ҜҙҰАнЈ¬ұҫ№№№ШПөІЙУГҝјВЗёчПтТмРФөДИэІОКэBarlatІДБПДЈРНЈ¬ІДБПөДІҝ·ЦРФДЬІОКэИзұн1ЛщКҫЎЈДЈДвІОКэЙиЦГИзПВЈәРйДвіеС№ЛЩ¶ИОӘ2 m/sЈ¬°јДЈјдП¶ОӘ1.1t(tОӘ°еБПәс¶И)Ј¬ДҰІБТтКэОӘ0.125Ј¬С№ұЯБҰОӘ35 kNЎЈөЪ1№ӨО»КэЦөДЈДвөДіЙРОј«ПЮНјИзНј3ЛщКҫЎЈҙУНј3ҝЙјыЈә·ЁАјұЯЖрЦеұИҪПГчПФЈ¬өЧІҝФІҪЗТІіцПЦЖЖБСөДПЦПуЈ¬ЛөГч№ӨТХІОКэөДСЎФсІ»әПАнЈ¬ОӘБЛөГөҪВъЧгЦКБҝТӘЗуөДБгјюЈ¬РиТӘ¶ФіЙРО№ӨТХІОКэҪшРРУЕ»ҜЎЈ
ұн1 ІДБПРФДЬІОКэ
Table 1 Performance parameters of material
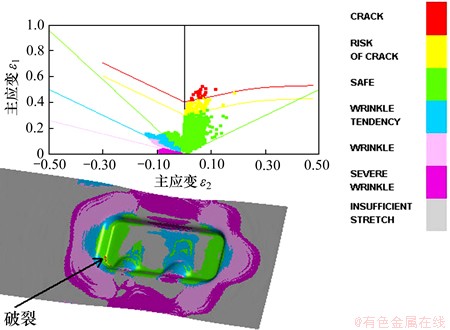
Нј3 өЪТ»№ӨО»іЙРОј«ПЮНј
Fig. 3 FLD of the first stamping process
2 БгјюЦКБҝҝШЦЖУЕ»ҜДЈРНөДҪЁБў
2.1 УЕ»ҜДҝұкәНФјКш
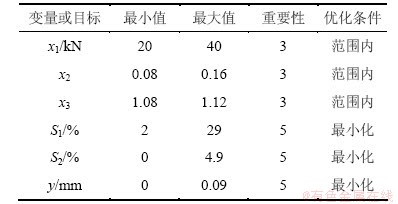
ұҫОДҪ«өјХэҝЧТЖ¶ҜБҝЧчОӘіЙРОҫ«¶ИөДЖАјЫЦёұкЈ¬Ҫ«ЧоҙујхұЎВКәНЧоҙуФцәсВК·ЦұрЧчОӘЖЖБСәНЖрЦеөДЖАјЫЦёұкЎЈҪ«ЧоҙујхұЎВКЎўЧоҙуФцәсВКәНөјХэҝЧТЖ¶ҜБҝЧчОӘУЕ»ҜДҝұкЎЈОӘБЛұЈЦӨБгјюөДЦКБҝЈ¬јИТӘұЬГвЖрЦеәНЖЖБСөД·ўЙъЈ¬УЦТӘұЈЦӨБгјюөДіЙРОҫ«¶ИЈ¬ХвКЗТ»ёц¶аДҝұкөДУЕ»ҜОКМвЈ¬ЗТУЕ»ҜДҝұкЦ®јдҙжФЪЧЕсоәПұдБҝЎЈөҘДҝұкУЕ»Ҝ·Ҫ·Ё»тКЗ»щУЪДіТ»РФДЬөД¶аДҝұкУЕ»Ҝ·Ҫ·ЁІ»ДЬҪвҫцХвТ»ОКМвЈ¬ТтҙЛЈ¬ұҫОДІЙУГТ»ЦЦөдРНөД¶аС§ҝЖЙијЖ·Ҫ·ЁЈ¬КөПЦУЕ»ҜДҝұкЦ®јдөДРӯН¬УЕ»Ҝ[13]ЎЈФЪКэЦөДЈДвКұЈ¬Ҫ«3ёцЖАјЫЦёұкБҝ»ҜОӘЈәөјХэҝЧТЖ¶ҜБҝУҰРЎУЪ0.1 mmЈ¬°еБПөДЧоҙуұдұЎВКУҰРЎУЪ30%Ј¬ЧоҙуФцәсВКУҰРЎУЪ5%ЎЈ
2.2 ЙијЖұдБҝСЎИЎј°УЕ»ҜДЈРНҪЁБў
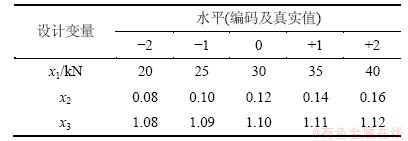
ұҫОДСЎИЎС№ұЯБҰx1ЎўДҰІБТтКэx2әНН№°јДЈјдП¶x3ЧчОӘЙијЖұдБҝЈ¬ЧоРЎјхұЎВКS1ЎўЧоҙуФцәсВКS2ј°өјХэҝЧТЖ¶ҜБҝyОӘДҝұкәҜКэЈ¬ФЪФјКшәҜКэМхјюПВәНІОКэИЎЦө·¶О§ДЪ¶ФДҝұкС°УЕЈ¬УЕ»ҜДЈРНОӘ
 (1)
(1)
ЖдЦРЈәXОӘx1Ј¬x2әНx3өДјҜәПЎЈ
3 »щУЪПмУҰГж·ЁөДіЙРОІОКэУЕ»Ҝ
ПмУҰГж·ЁөД»щұҫЛјПлКЗНЁ№эҪьЛЖ№№ФмТ»ёцҫЯУРГчИ·ұнҙпКҪөД¶аПоКҪАҙұнҙпТюКҪ№ҰДЬәҜКэ[14-15]Ј¬ЦчТӘ°ьАЁКөСйЙијЖәНПмУҰГж·ЁУЕ»Ҝ2ёцІҝ·ЦЎЈ
3.1 КөСйЙијЖј°Ҫб№ы
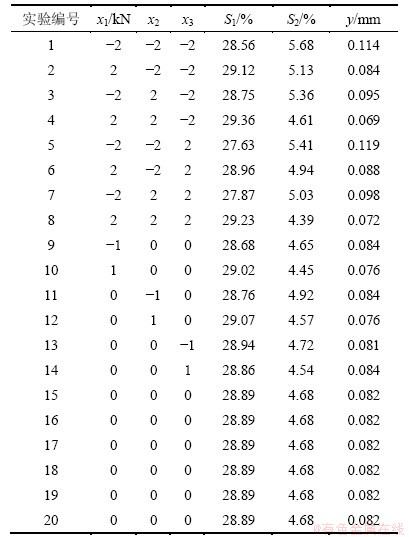
ұҫОДҪиЦъЧЁТөөДЙијЖИнјюDesign-Expert v8.0ҪшРРКөСйЙијЖәН·ЦОцЎЈёщҫЭСЎИЎөДЙијЖұдБҝЈ¬ІЙУГИэТтЛШОеЛ®ЖҪөДЦРРДёҙәПЙијЖАҙЙијЖКөСйЈ¬№ІҪшРР20ҙОКФСйЎЈЦРРДёҙәПКФСйЙијЖТтЧУЛ®ЖҪИзұн2ЛщКҫЈ¬КөСй°ІЕЕј°Ҫб№ыИзұн3ЛщКҫЎЈёГБгјюЙијЖұдБҝИЎЦө·¶О§ОӘЈә20ЎЬx1ЎЬ40 kNЈ¬0.08ЎЬx2ЎЬ0.16Ј¬1.08tЎЬx3ЎЬ1.12tЎЈ
ұн2 ТтЧУЛ®ЖҪөДЦРРДёҙәПЙијЖ
Table 2 Central composite design of factor levels
ұн3 КөСй°ІЕЕј°Ҫб№ы
Table 3 Experiment arrangement and results
3.2 ДЈРН№№ҪЁј°ҫ«¶ИјмСй
ПмУҰГж·ЁДЬ№»НЁ№эјтөҘөДұнҙпКҪ¶ФКөјКөД°еБПіеС№№эіМЧчұЖҪьҙҰАн[4]Ј¬ұҫОДІЙУГ¶юҙО¶аПоКҪ»Ш№йДЈ РН[16]№№ҪЁұЖҪьПмУҰЦөyөДҪьЛЖәҜКэЈә
 (2)
(2)
КҪЦРЈәxiОӘ¶АБўЙијЖұдБҝЈ»nОӘЙијЖұдБҝёцКэЈ»a0Ј¬aiЈ¬aiiәНaijОӘҙэЗу»Ш№йПөКэЈ»ҰЕОӘЧЫәПОуІоЎЈ
УҰУГЧоРЎ¶юіЛ·Ё¶Фұн2өДКэҫЭҪшРР»Ш№й·ЦОцЈ¬өГіцПмУҰЦө(S1Ј¬S2әНy)УлЙијЖұдБҝ(x1Ј¬x2әНx3)өДПмУҰәҜКэИзПВЈә


 Ј» (3)
Ј» (3)



 Ј» (4)
Ј» (4)



 ЎЈ (5)
ЎЈ (5)
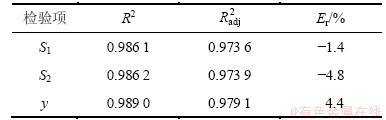
ПмУҰГжДЈРНөДОуІоАҙФҙЦчТӘ°ьә¬2ёц·ҪГжЈәТ»ёцКЗ¶ФҝХјдСщұҫөгөДДвәПК§ХжЈ¬БнТ»ёцКЗТт·ЗКФСйСщұҫөгҙҰөДНвНЖОИҪЎРФІо¶шТэЖрөДЎ°БъёсР§УҰЎұЎЈТтҙЛЈ¬ІЙУГПөКэR2әНРЮХэПөКэ АҙСйЦӨДЈРН¶ФСщұҫөгөДДвәПҫ«¶ИЈ¬Т»°гR2әНФҪҪУҪь1Ј¬ДЈРНДвәПҫ«¶ИФҪёЯЈ»УГErұнКҫЙијЖҝХјдЦРЛж»ъЙъіЙ10ёцІвКФөгЦРөДЧоҙуПа¶ФОуІоЎЈКҪ(3)~(5)ЦР»Ш№йДЈРНөДОуІоЖА№АИзұн4ЛщКҫЎЈУЙұн4ҝЙјыЈәErФЪЎА5%ТФДЪЈ¬№КЛщ№№ҪЁПмУҰГжДЈРНҫ«¶ИҪПёЯЈ¬ДЬ№»МжҙъХжКөДЈРНІўУГУЪәуРшөД¶аДҝұкС°УЕЎЈ
АҙСйЦӨДЈРН¶ФСщұҫөгөДДвәПҫ«¶ИЈ¬Т»°гR2әНФҪҪУҪь1Ј¬ДЈРНДвәПҫ«¶ИФҪёЯЈ»УГErұнКҫЙијЖҝХјдЦРЛж»ъЙъіЙ10ёцІвКФөгЦРөДЧоҙуПа¶ФОуІоЎЈКҪ(3)~(5)ЦР»Ш№йДЈРНөДОуІоЖА№АИзұн4ЛщКҫЎЈУЙұн4ҝЙјыЈәErФЪЎА5%ТФДЪЈ¬№КЛщ№№ҪЁПмУҰГжДЈРНҫ«¶ИҪПёЯЈ¬ДЬ№»МжҙъХжКөДЈРНІўУГУЪәуРшөД¶аДҝұкС°УЕЎЈ
ұн4 »Ш№йДЈРНОуІоЖА№А
Table 4 Error evaluation for regression model
3.3 ПмУҰГжҪб№ы·ЦОц
ЧоҙујхұЎВКS1УліЙРОІОКэС№ұЯБҰx1ЎўДҰІБТтКэx2ЎўН№°јДЈјдП¶x3өДПмУҰГжНјИзНј4ЛщКҫЎЈУЙНј4ҝЙјыЈәЧоҙујхұЎВКЛжС№ұЯБҰәНДҰІБТтКэөДФцҙу¶шФцҙуЈ¬ЛжН№°јДЈјдП¶өДФцҙу¶шјхРЎЈ¬ЗТКЬС№ұЯБҰөДУ°ПмЧоҙуЎЈХвКЗУЙУЪЛжЧЕС№ұЯБҰәНДҰІБТтКэөДФцҙуЈ¬ҪшБПЧиБҰТІПаУҰФцҙуЈ¬К№С№ұЯІҝ·ЦІДБПІ»ТЧПтұдРОЗшБч¶ҜЈ¬ҙУ¶шК№ұдРОЗшІДБПұдұЎФцҙ󣬶шН№°јДЈјдП¶өДФцҙуФт»бјхРЎҪшБПЧиБҰЎЈөұС№ұЯБҰОӘ20~25 kNЎўДҰІБТтКэОӘ0.08~0.10әНН№°јДЈјдП¶ОӘ1.11t~1.12tКұҝЙИЎөГҪПРЎөДјхұЎВКЎЈ
ЧоҙуФцәсВКS2УліЙРОІОКэС№ұЯБҰx1ЎўДҰІБТтКэx2ЎўН№°јДЈјдП¶x3өДПмУҰГжНјИзНј5ЛщКҫЎЈУЙНј5ҝЙјыЈәЧоҙуФцәсВКЛжС№ұЯБҰәНН№°јДЈјдП¶өДФцҙу¶шјхРЎЈ¬ЛжДҰІБТтКэөДФцҙуПИјхРЎәуФцҙуЎЈХвКЗУЙУЪС№ұЯБҰәНН№°јДЈјдП¶өДФцҙуТФј°ДҰІБТтКэөДККөұФцҙуУРЦъУЪёДЙЖ°еБПұдРОКұҪшБПЧиБҰөДҫщФИРФЈ¬К№ІДБПБч¶ҜҫщФИЈ¬ҙУ¶шјхРЎБЛЖрЦеөД·ўЙъЈ¬јҙФцәсВКјхРЎЈ¬¶ш№эҙуөДДҰІБТтКэФт»бҪөөНІДБПБч¶ҜөДҫщФИРФЈ¬ҙУ¶шФміЙЖрЦеЎЈөұС№ұЯБҰОӘ35~40 kNЎўДҰІБТтКэОӘ0.12~0.13әНН№°јДЈјдП¶ОӘ1.11t~1.12tКұҝЙИЎөГҪПРЎөДФцәсВКЎЈ
өјХэҝЧТЖ¶ҜБҝyУліЙРОІОКэС№ұЯБҰx1ЎўДҰІБТтКэx2ЎўН№°јДЈјдП¶x3өДПмУҰГжНјИзНј6ЛщКҫЎЈУЙНј6ҝЙјыЈәөјХэҝЧТЖ¶ҜБҝЛжС№ұЯБҰәНДҰІБТтКэөДФцҙу¶шјхРЎЈ¬ЛжН№°јДЈјдП¶өДФцҙу¶шПИјхРЎәуФцҙ󣬶шЗТөјХэҝЧТЖ¶ҜБҝКЬН№°јДЈјдП¶УлС№ұЯБҰТФј°Н№°јДЈјдП¶УлДҰІБТтКэҪ»»ҘЧчУГөДУ°ПмЎЈХвКЗУЙУЪС№ұЯБҰәНДҰІБТтКэөДФцҙуЈ¬ТФј°әПККөДН№°јДЈјдП¶ЦөФцҙуБЛС№ұЯІҝ·ЦөДҪшБПЧиБҰЈ¬К№С№ұЯІҝ·ЦІДБПІ»ТЧұдРОЈ¬ҙУ¶шјхРЎБЛөјХэҝЧТЖ¶ҜБҝЎЈөұС№ұЯБҰОӘ35~40 kNЎўДҰІБТтКэОӘ0.14~0.16әНН№°јДЈјдП¶ОӘ1.09t~1.11tКұҝЙИЎөГҪПРЎөДөјХэҝЧТЖ¶ҜБҝЎЈ
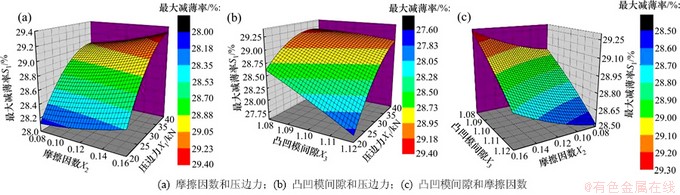
Нј4 іЙРОІОКэ¶ФЧоҙујхұЎВКөДУ°Пм
Fig. 4 Effect of forming parameters on maximum thinning ratio

Нј5 іЙРОІОКэ¶ФЧоҙуФцәсВКөДУ°Пм
Fig. 5 Effect of forming parameters on maximum thickening ratio
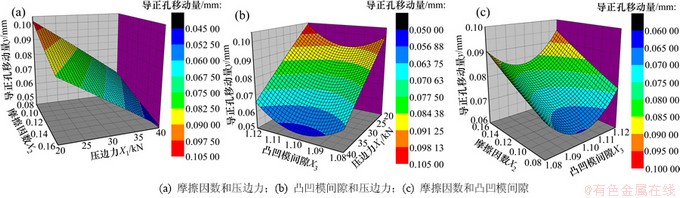
Нј6 іЙРОІОКэ¶ФөјХэҝЧТЖ¶ҜБҝөДУ°Пм
Fig. 6 Effect of forming parameters on pilot hole movement
3.4 ІОКэУЕ»Ҝј°УРПЮФӘСйЦӨ
ФЪПмУҰГжДЈРНДвәПј°КөСйҪб№ы·ЦОцөД»щҙЎЙПЈ¬АыУГПмУҰГжУЕ»ҜИнјю¶ФЙијЖұдБҝҪшРРУЕ»Ҝ[17]ЎЈФЪЙијЖұдБҝөДИЎЦө·¶О§ДЪЈ¬С°ЗуУЕ»ҜДҝұкөДЧоРЎЦөЈ¬ҫЯМеУЕ»ҜМхјюИзұн5ЛщКҫЎЈ
ҫӯ№эИнјю·ЦОцЈ¬өГөҪЦКБҝИұПЭЧоРЎ»ҜөДіЙРОІОКэЧйәПОӘЈәөұx1=29.061Ј¬x2=0.1330 4Ј¬x3=1.108 9ЎЈФЪҙЛіЙРОІОКэПВЈ¬S1=28.773 20Ј¬S2=4.614 62Ј¬y=0.082 311Ј¬УЕ»ҜДҝұкҫщФЪТӘЗу·¶О§ДЪЗТИЎөГҪПРЎЦөЎЈТтҙЛЈ¬УЕ»ҜәуөДіЙРОІОКэИЎЦөОӘЈәС№ұЯБҰx1=29 kNЈ¬ДҰІБТтКэx2=0.13Ј¬Н№°јДЈјдП¶ОӘx3=1.11tЎЈІЙУГУЕ»ҜәуөДіЙРОІОКэҪшРРДЈДвЈ¬өЪ1№ӨО»іЙРОј«ПЮНјәНәс¶И·ЦІјНјИзНј7ЛщКҫЎЈ¶ФұИНј3УлНј7ҝЙЦӘЈәУЕ»ҜәуЈ¬іЙРОКұөДЖЖБСПЦПуөГөҪПыіэЈ¬ІДБПөДұдРОёьјУід·ЦЈ¬ЖрЦеПЦПуТІөГөҪёДЙЖЎЈИ«№ӨРтіЙРОј«ПЮНјИзНј8ЛщКҫЎЈҙУНј8ҝЙТФҝҙіцЈәГ»УРЖЖБСИұПЭЈ¬Ц»УРОўБҝЖрЦеЎЈ
ұн5 УЕ»ҜМхјю
Table 5 Optimum conditions
Нј7 өЪ1№ӨО»іЙРОј«ПЮНј
Fig. 7 FLD of the first-stage stamping process
Нј8 И«№ӨРтіЙРОј«ПЮНј
Fig. 8 FLD of complete stamping process
ЧоЦХБгјюәс¶И·ЦІјИзНј9ЛщКҫЎЈҫӯјЖЛгөГБгјюөДЧоҙујхұЎВКОӘ28.89%Ј¬ЧоҙуФцәсВКОӘ4.93%Ј¬өјХэҝЧТЖ¶ҜБҝОӘ0.081 mmЈ¬ҫщВъЧгіЙРОТӘЗуЈ¬ДЈДвҪб№ыУлУЕ»ҜҪб№ы»щұҫТ»ЦВЈ¬ЦӨГчБЛУЕ»ҜДЈРНөДәПАнРФј°ҝЙРРРФЎЈ
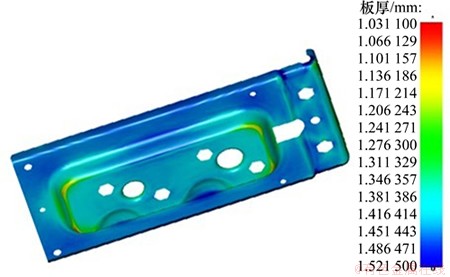
Нј9 УЕ»Ҝәуәс¶И·ЦІјНј
Fig. 9 Thickness distribution after optimization
3.5 КФДЈСйЦӨ
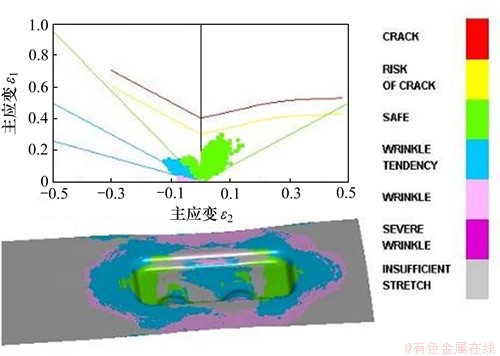
Ҫ«УЕ»ҜәуөДіЙРОІОКэУГУЪёГ·§ГЕЦ§јЬБгјюј¶ҪшДЈіЙРОөДКэЦөДЈДвәНЙъІъКФЦЖ№эіМЈ¬КФЦЖҙшБПНјИзНј10ЛщКҫЎЈКөјКЙъІъКФЦЖөГөҪөДҙшБПУлДЈДвҪб№ыПаОЗәПЈ¬ЦЖјюГ»УРіцПЦЖЖБСЈ¬ЖрЦеИұПЭТІјхЙЩЎЈІЙУГјмҫЯ¶ФБгјюөДіЙРОЦКБҝҪшРРІвБҝЈ¬Ҫб№ыұнГчөјХэҝЧФЪіЙРО№эіМЦРөДТЖ¶ҜБҝФЪ0.07~0.09 mmЦ®јдЈ¬РЎУЪТӘЗуЦө0.10 mmЈ¬ВъЧгҫ«¶ИТӘЗуЈ¬КөІвәс¶Иұд»ҜТІВъЧгК№УГТӘЗуЎЈ

Нј10 КФЦЖҙшБПНј
Fig. 10 Strip of trial product
4 ҪбВЫ
1) ҪЁБўБЛДі·§ГЕЦ§јЬБгјюј¶ҪшДЈіЙРОөДИ«№ӨРтУРПЮФӘДЈРНЈ¬К№УРПЮФӘДЈДв№эіМәНКөјКөДј¶ҪшДЈЙъІъ№эіМПаОЗәПЎЈ
2) ТФЧоРЎјхұЎВКЎўЧоҙуФцәсВКәНөјХэҝЧТЖ¶ҜБҝОӘУЕ»ҜДҝұкЈ¬ТФС№ұЯБҰЎўДҰІБТтКэәНН№°јДЈјдП¶ОӘЙијЖұдБҝЈ¬ҪЁБўБЛ·§ГЕЦ§јЬБгјюј¶ҪшДЈіЙРОөДЦКБҝҝШЦЖУЕ»ҜДЈРНЈ¬К№УГПмУҰГж·ЁөГөҪБЛУЕ»ҜДҝұкУлЙијЖұдБҝЦ®јдөДЧоУЕПмУҰ¶юҙО·ҪДЈРНЈ¬Іў¶ФЙијЖұдБҝјҙіЙРОІОКэҪшРРБЛУЕ»ҜЈ¬өГөҪЦКБҝИұПЭЧоРЎ»ҜөДіЙРОІОКэЧйәПЈ¬јҙС№ұЯБҰx1=29 kNЈ¬ДҰІБТтКэx2=0.13Ј¬Н№°јДЈјдП¶x3=1.11tЎЈ
3) ФЛУГУЕ»ҜәуөД№ӨТХІОКэЦёөјёГБгјюөДДЈҫЯЙијЖәНЙъіЙКФЦЖ№эіМЈ¬СйЦӨБЛұҫОДІЙУГДЈРНәНөДәПАнРФәНҝЙРРРФЎЈёГ·Ҫ·ЁҝЙТФФЪДЈҫЯЙијЖҪЧ¶ОИ·ұЈБгјюЦКБҝМбёЯЈ¬ІўјхЙЩДЈҫЯөДҝӘ·ўЦЬЖЪЈ¬¶Фј¶ҪшДЈіЙРОөДДЈҫЯЙијЖәНІъЖ·ЦКБҝҝШЦЖУРЦШТӘөДЦёөјТвТеЎЈ
ІОҝјОДПЧЈә
[1] СоБ¬·ў, ЛпПЈСУ, АоИӘУА. °еБПАӯЙоіЙРОКэЦөДЈДвөД№ШјьјјКх[J]. ПЦҙъ»ъРө, 2002(3): 49-52.
YANG Lianfa, SUN Xiyan, LI Quanyong. Key technology in numerical simulation of sheet metal forming in drawing process[J]. Modern Machinery, 2002(3): 49-52.
[2] Лп№вУА, Ао№вТ«, іВМО, өИ. ¶аДҝұкБЈЧУИәУЕ»ҜЛг·ЁФЪұЎ°еіеС№іЙРОЦРөДУҰУГ[J]. »ъРө№ӨіМС§ұЁ, 2009, 45(5): 153-159.
SUN Guangyong, LI Guangyao, CHEN Tao, et al. Application of multi-objective particle swarm optimization in sheet metal forming[J]. Journal of Mechanical Engineering, 2009, 45(5): 153-159.
[3] Breitkopf P, Naceur H, Rassineux A, et al. Moving least squares response surface approximation: Formulation and metal forming applications[J]. Computers and Structures, 2005, 83(17/18 ): 1411-1428.
[4] Wang H, Li G Y, Zhong Z H. Optimization of sheet metal forming processes by adaptive response surface based on intelligent sampling method[J]. Journal of Materials Processing Technology, 2008, 197(1/2/3): 77-88.
[5] ЛпУА№в, Ао№вТ«, ЦЈёХ, өИ. АӯСУіЙРО¶аДҝұкРтБРПмУҰГж·ЁУЕ»ҜЙијЖ·Ҫ·Ё[J]. БҰѧѧұЁ, 2010, 42(2): 245-255.
SUN Guangyong, LI Guangyao, ZHENG Gang, et al. Muti-objective optimization for sheet metal forming of drawing with successive response surface method[J]. Chinese Journal of Theoretical and Applied Mechanics, 2010, 42(2): 245-255.
[6] ХЕжчі¬, Бхоё, БЦЦТЗХ, өИ. ІаО§Нв°еіеС№№ӨТХОИҪЎРФУЕ»ҜЙијЖ[J]. ЙПәЈҪ»НЁҙуѧѧұЁ, 2012, 46(7): 1005-1010.
ZHANG Jichao, LIU Gang, LIN Zhongqin, et al. Robust optimization for an antobody outer panel stamping process[J]. Journal of Shanghai Jiaotong University, 2012, 46(7): 1005-1010.
[7] Zhang W F, Shivpuri R. Probabilistic. design of aluminum sheet drawing for reduce drisk of wrinkling and fracture[J]. Reliability Engineering and System Safety, 2009, 94(2): 152-161.
[8] LIU Wei, YANG Yuying. Multi-objective optimization of sheet metal forming process using Pareto-based genetic algorithm[J]. Journal of Materials Processing Technology, 2008, 208(1/2/3): 499-506.
[9] WEI Guangming, XIA Qinxiang, ZHANG Saijun, et al. Layout design for high strength steel automotive structural parts based on UG-PDW[C]// Proceedings of the 2nd International Conference on Mechanic Automation and Control Engineering. Inner Mongolia: IEEE, 2011: 5882-5885.
[10] JIA Zhixin, LI Honglin, ZHANG Xuechang, et al. Computer- aided structural design of punches and dies for progressive die based on functional component[J]. International Journal of Advanced Manufacturing Technology, 2011, 54(9/10/11/12): 837-852.
[11] Li J Y, Nee A Y C, Cheok B T. Integrated feature-based modelling and process planning of bending operations in progressive die design[J]. International Journal of Advanced Manufacturing Technology, 2002, 20(12): 883-895.
[12] Sheng Z Q, Taylor R, Strazzanti M. FEM analysis and design bulb shield progressive draw die[J]. Journal of Materials Processing Technology, 2007, 189(1/2/3): 58-64.
[13] БхКҝКҝ, №ИХэЖш, ОйОД№г, өИ. »щУЪПмУҰГж·Ҫ·ЁөДіөБҫ¶аДҝұкРӯН¬УЕ»Ҝ[J]. ЦРДПҙуѧѧұЁ(ЧФИ»ҝЖС§°ж), 2012, 43(7): 2586-2592.
LIU Shishi, GU Zhengqi, WU Wenguang, et al. Multi-objective collaborative optimization of vehicle based on response surface methodology[J]. Journal of Central South University (Science and Technology), 2012, 43(7): 2586-2592.
[14] Nguyen X S, Sellier A, Duprat F, et al. Adaptive response surface method based on a double weighted regression technique[J]. Probabilistic Engineering Mechanics, 2009, 24(2): 135-143.
[15] ZHAO Weitao, QIU Zhiping. An efficient response surface method and its application to structural reliability and reliability- based optimization[J]. Finite Elements in Analysis and Design, 2013, 67: 34-42.
[16] іМҪаЗа, НхУсі¬, Ај·піз. »щУЪХэҪ»КФСйөДЖыіөёІёЗјюіеС№№ӨТХІОКэУЕ»Ҝ[J]. јЖЛг»ъјҜіЙЦЖФмПөНі, 2007, 13(12): 2433-2440.
CHEN Jiqing, WANG Yuchao, LAN Fengchong. Optimization for stamping process parameters of automotive body parts based on orthogonal experiments[J]. Computer Integrated Manufacturing Systems, 2007, 13(12): 2433-2440.
[17] БхјС, ХЕәк, КҜСТ. »щУЪDesign-Expert V7ЙијЖөДІ»РвёЦјӨ№в·ЗИЫНёҙоҪУәё№ӨТХУЕ»ҜСРҫҝ[J]. »ъРө№ӨіМС§ұЁ, 2011, 47(16): 54-57.
LIU Jia, ZHANG Hong, SHI Yan. Technology optimizing research on laser non penetration lap welding of stainless steel based on design-expert V7[J]. Journal of Mechanical Engineering, 2011, 47(16): 54-57.
(ұајӯ СоУЧЖҪ)
КХёеИХЖЪЈә2014-02-17Ј»РЮ»ШИХЖЪЈә2014-04-19
»щҪрПоДҝ(Foundation item)Јә№ъјТЧФИ»ҝЖС§»щҪрЧКЦъПоДҝ(51005258) (Project(51005258) supported by the National Natural Science Foundation of China)
НЁРЕЧчХЯЈәАоҫьі¬Ј¬І©КҝЈ¬ёұҪМКЪЈ¬ҙУКВ°еІДіЙРО№эіМКэЦөДЈДв·ВХжУлУЕ»ҜСРҫҝЈ»E-mail: ljchust@163.com

