文章编号:1004-0609(2008)04-0630-07
熔体分散混合法制备半固态浆料
曾怡丹1, 2,石力开1,张志峰1,梁 博1,徐 骏1
(1. 北京有色金属研究总院 国家有色金属复合材料工程技术研究中心,北京 100088;
2. 内蒙古工业大学 材料学院,呼和浩特 010062)
摘 要:提出一种采用强制均匀凝固技术制备半固态浆料的新方法―― 熔体分散混合法。该方法通过制浆室内旋转的熔体分散器,将大体积金属液体均匀分散到低温的制浆室筒壁上,形成向下流动的厚度极小的液膜,利用筒壁对其进行冷却,实现熔体的强制均匀凝固。以Al-Si(6.56%Si,质量分数)合金为模型合金,进行浆料制备实验。结果表明:在强制熔体分散条件下,整个熔体中发生异质形核,这些晶核在均匀的温度场中以球状方式生长;经过熔体分散混合法处理,可以将温度为680~630 ℃、流量为0.2 kg/s的熔体均匀过冷到液相线下2~15 ℃;制备的半固态浆料具有均匀、细小、非枝晶状微观组织,其初生相α(Al)的形状因子1.5左右,等效直径在33~70 μm。
关键词:Al-Si合金;熔体分散混合制浆法;半固态浆料;强制均匀凝固;流变成形
中图分类号:TG 292;TG 244 文献标识码:A
Preparation of semi-solid slurry by melt spreading and
mixing technique
ZENG Yi-dan1, 2, SHI Li-kai1, ZHANG Zhi-feng1, LIANG Bo1, XU Jun1
(1. National Engineering Research Center for Non-ferrous Metal Composites,
General Research Institute for Non-Ferrous Metals, Beijing 100088, China;
2. College of Materials Science and Engineering, Inner Mongolia University of Technology, Huhhot 010062, China)
Abstract: A new semi-solid slurry-making method, melt spreading and mixing technique, was proposed. In MSMT process, the melt is spreaded by rotating plat onto the wall of barrel and then distributed into thin film of melt. During flowing down along the barrel was, the melt film is cooled uniformly by the cool barrel wall. Al-Si (6.56%Si) alloy, as model alloy, was used to conduct a series of experiments. The results show that under intensive forced spreading, heterogeneous nucleation occurred continuously throughout the entire volume of the solidifying melt, and the nuclei grow spherically due to the uniform temperature created by the melt spreading and mixing. After processing by the MSMT, the melts at a temperature range between 680 ℃ and 630 ℃ and a flux 0.2 kg/s, are cooled a few degrees (2-15 ℃) below the liquidus temperature. Semi-solid slurry with non-dendritic microstructures is got steadily, the shape factors of α(Al) primary phase are about 1.5 and the sizes are about 33-70 μm.
Key words: Al-Si alloy; melt spreading-mixing technique; semi-solid slurry; forced uniform solidification; rheocasting
半固态流变成形技术具有应用范围广、适合于多种加工方法、工艺流程短、铸件组织致密及尺寸精度高等特点,因而成为极具工业应用前景的加工方法[1]。但是由于流变成形需要在很短的时间内对合金的凝固过程进行精确的控制,以获得均匀、细小和非枝晶的浆料组织,该工艺控制难度大,阻碍这项技术大规模的工业化应用。因此开发低成本、精确控制浆料组织的制浆方法成为半固态流变成形的主要研究方向之一。近年来,已提出多种流变成形制浆方法:如RDC (Rheo die casting)[2]、SSR(Semi-solid rheocasting)[3]、LSPWES (Low superheat pouring weak electro- magnetic stirring)[4-5]、CRP(Continuous rheoconversion processing)[6]、NRC(New rheocasting)[7]和SLC(Sub liquidus casting)[8]。目前NRC已有工业应用,其余还处于实验室研究阶段[9]。对这些方法的研究结果表明,熔体均匀过冷是促使形成均匀、细小、非枝晶的浆料组织的重要原因[10-12]。
通过对现有制浆方法的分析,我们认识到如果能够使大体积的熔体同时进入过冷状态,实现同时凝固、同时生长,最终必然得到均匀、细小、非枝晶的凝固组织。但是在实际操作中,目前的制浆方法使大体积的熔体整体、均匀冷却还有各自的局限性。因此如何使大体积的熔体快速、同时进入过冷状态,最大限度地利用非自发形核仍然是一个待解决的问题。
本文作者基于强制均匀凝固技术,提出熔体分散混合的制浆方法。该方法将大体积金属熔体分散成厚度极小的液膜,使液膜均匀过冷、形核,然后再将分散的液膜汇聚成大体积、温度均匀的半固态浆料。随后对收集的浆料进行缓冷,使其达到要求的固相分数。通过对Al-Si(6.56%)合金的制浆实验,检验该方法的有效性,并对装置的作用机理及分散混合处理对形核及生长的影响进行分析。
1 实验
1.1 实验装置与原理
熔体分散混合实验装置由熔体保温炉、制浆室、旋转分散盘、制浆室温控单元、收集坩埚等组成,其结构示意图如图1所示。

图1 熔体分散混合实验装置示意图
Fig.1 Schematic diagram of experimental apparatus: 1―Heating furnaces; 2―Liquid metal transport tubes; 3―Rotate plate; 4― Slurry making chamber; 5―Temperature control elements for slurry making chamber; 6―Receiving crucible
实验装置原理如下:熔体浇到旋转的盘体上,被甩到制浆室内壁上,形成一个厚度为δ的流层,沿壁面向斜下方流动。当浇注速度与盘体转速控制在一定范围时,流层很薄,可以认为在δ内温度是均匀的。在流动过程中,熔体通过与外界的热交换,流层内温度均匀降低并达到形核所需要的过冷度,在δ内均匀形核。到达制浆室底部时,被分散冷却的熔体汇聚到一起,形成含有大量晶核的大体积浆料,在这个处理中,如果能保证液膜的温降是稳定的,得到的浆料的温度即是均匀的。这种浆料被收集到保温坩埚缓慢冷却,让晶核在均匀的温度场内生长,最终达到所需要的固相分数。
1.2 实验过程及条件
实验用Al-Si二元合金的成分为6.56%Si,余量Al,DSC测得合金的液相和固相线温度分别为626和558 ℃。实验中熔体温度分别控制在680,660,650,640和633 ℃;制浆室温度控制在600,590,580,570,550,500,450,400,300,200和25 ℃;转速控制在0,200,400,700,1 000和1 440 r/min。
对不同条件下获得的浆料分别以244,11,6和0.069 ℃/s(随后水淬)的速度冷却,并制取金相试样。
在制浆室入口和出口放置热电偶,测定熔体的过冷度及在制浆室内停留时间。
采用Zeiss金相显微镜观察试样的金相组织,采用MIAP软件测定初生相的大小及形状因子,初生相尺寸用等积圆直径表示。形状用形状因子( f )表示为

2 实验结果
2.1 熔体过冷度测定
熔体的过冷度直接影响熔体内的非自发形核,为研究熔体在制浆室内能否形核,测量了不同条件下熔体经过分散混合处理后制浆室出口处浆料的温度,过冷度为该合金的液相线与此温度的差值(图2)。图2(a)所示为分散器转速、熔体入流温度,流量分别控制在700 r/min,650 ℃,0.2 kg/s时,制浆室温度对浆料温度的影响。随着制浆室温度降低,浆料的温度也在降低,与入流相比,最大温降为29 ℃,过冷度为0~ 15 ℃;图2(b)所示为制浆室温度、熔体入流温度分别控制在600和650 ℃时,熔体分散器转速对浆料温度的影响。提高分散器转速,也可以使浆料温度降低,最大温降为21 ℃,过冷度为2~15 ℃;图2(c)所示为制浆室温度、分散器转速分别控制在600 ℃,700 r/min时,熔体过热度对浆料温度的影响。熔体过热度下降会明显降低浆料的温度,最大温降为52 ℃,过冷度达到8~14 ℃。因此降低制浆室温度和熔体过热度、减小流量、提高分散器转速都可以降低浆料的温度。由测量结果可以看出,经分散混合处理后可使熔体快速均匀的冷却,制浆室内熔体最大过冷度达到2~15 ℃过冷度,具备非自发形核的温度条件。

图2 不同因素对浆料温度的影响
Fig.2 Effects of various factors on slurry temperature: (a) Curves of temperature of slurry making chamber vs slurry temperature; (b) Curves of rotational speed vs slurry temperature; (c) Curves of melt superheat vs slurry temperature
2.2 浆料在制浆室内的停留时间测定
浆料在制浆室内停留时间是反映熔体分散处理装置的制浆效率的一个重要指标,为此测定了熔体流量 为0.2 kg/s时,浆料在制浆室内的停留时间见表1。平均停留时间6 s左右。
表1 熔体在制浆室内停留时间
Table 1 Residence time of melt in slurry making chamber

2.3 凝固初期浆料的微观组织
以上的测量结果预示制浆室内的熔体已处于过冷状态,可以发生非自发形核,为了进一步证实制浆室的形核作用,在制浆室出口处以快冷的方式取得浆料的金相试样。图3 所示为熔体温度为641,635 ℃,制浆室温度为590 ℃,分散器转速为700 r/min时,浆料的快冷组织(冷速244 ℃/s),其中尺寸较大的近球状白色区域为α(Al)初生相,细小的白色α(Al)枝晶与深色共晶组织为激冷组织(图中a所示为初生相,b所示为激冷组织,下同)。可以看到,在激冷组织上分布近球状的α(Al)相,数量较多。这种近球状的α(Al)相区别于激冷组织,是在激冷前已形成的初生相。说明制浆室内的熔体已处于过冷状态,发生非自发形核,初生相尺寸较大可能是在激冷过程中长大的。

图3 凝固初期浆料的快冷组织
Fig.3 Slurry microstructure during earliest stages of solidification
2.4 不同冷却速度下的浆料组织
为研究均匀的温度分布对初生相生长形态的影响,观测了以不同的速度冷却下来的浆料微观组织。冷却方式及冷却速度如图4所示。图中A区为熔体在制浆室内冷却阶段,B区为浆料流出制浆室后的冷却阶段。

图4 熔体的冷却方式
Fig.4 Cooling-down method of melt
图5 所示分别为不同冷速时水淬的浆料微观组织。由图可知,冷速较高(11 ℃/s),初生相为细小的蔷薇花状。冷速减小后(6 ℃/s),初生相为细小的近球状。冷速较低时(0.069 ℃/s+水淬),浆料中初生相呈近球状。对比3种不同冷却条件下浆料的微观组织,可以看出,在高冷却速度下,浆料由外向内存在一个较大的温度梯度,初生相趋于按枝晶的方式生长,形状较差,而在低冷却速度下,浆料内部的温度均匀,初生相的不易按枝晶的方式生长,形状较好。但是冷却速度过低,会使初生相的颗粒尺寸较大。本实验中,冷速为6 ℃/s时浆料的组织较好。3种冷速下初生相的形状因子及尺寸如表2所列。

图5 不同冷却条件下浆料的微观组织
Fig.5 SEM microstructures of slurry at various cooling rates: (a) 11 ℃/s; (b) 6 ℃/s; (c) 0.069 ℃/s+quenched at 615 ℃
表2 不同冷速下初生相的形状因子及大小
Table 2 Shape factors and sizes of primary phase at various cooling rates

3 讨论
3.1 分散混合处理对熔体过冷度及温度分布的影响
分散混合处理的目的要使熔体均匀过冷,这个过程主要是在制浆室内完成的。在此采用下降液膜流动模型和传热模型,讨论了熔体被分散成液膜时,液膜的厚度、熔体的过冷度以及各因素对过冷度的影响,并与实验作比较。
3.1.1 制浆室内熔体流层厚度及温度均匀程度分析
在本实验中,作如下假设:
1) 达到稳定后,熔体在旋转盘上无积累;
2) 熔体流入制浆室的量与流出量相等,入流是控制环节;
3) 熔体被均匀分散在桶壁上,且粘度不随温度变化;
4) 熔体沿壁面的垂直流动可以看成是下降的液膜流动,垂直方向的初速度为0。
根据下降液膜流动模型[13]可以知道,流量Q可以用下式计算:
对于垂直壁流β = 0,高温下铝合金的粘度为0.03 Pa?s,熔体的入流量为0.2 kg/s,制浆桶直径200 mm,周长为628 mm,制浆室高度310 mm,把上述数据代入式(1)中,估算的流层厚度δ = 0.34 mm。
平均垂直流速u可用下式计算

将数据代入式(2),估算的平均垂直流速u =91.8 mm/s,流体在制浆室中停留时间约为 3 s。在估算速度及流层厚度时采用纯液态Al-Si合金的粘度,实际过程中,随着温度降低粘度增加,熔体在制浆室停留时间要比计算的长一些,实测为5~6 s。由上述计算可知,熔体流层薄,流速较慢,因而可以认为在δ内,熔体的温度是均匀的。
3.1.2 制浆室内熔体过冷度分析
由上述计算可以认为,在厚度方向液膜是均匀冷却的,忽略熔体在制浆室内凝固的结晶潜热及熔体在垂直方向的传热,则熔体的温度变化满足下列的关系:


由式(5)可知,降低熔体温度(Tf)、制浆室温度(T0)及增加转速和减小流量(即减小δ)都可以降低浆料的温度T。这与测温结果的是一致的。
3.2 分散混合处理对形核的影响
由经典形核理论可知,当熔体均匀过冷时,一旦达到异质形核要求的过冷度,则在整个熔体内部均匀的开始形核。3.1节的分析及实测结果证实,熔体在制浆室内被均匀过冷2~15 ℃,因此在整个熔体内会进行非自发形核。同时均匀的温度场保证已形成的晶核不会被重熔,因而最大限度的利用非自发形核作 用。对MSMT的处理后,估计熔体内的晶核密度,对MSMT处理后熔体内的晶核密度作了估计,当熔体过冷度为2~15 ℃时,由DSC的积分曲线(图6)可知,固相率为4%~10%。由图3可知,球状初生相平均直径25 μm,换算为三维直径为37.5 μm,按此计算,晶核密度约为1.45×106~3.6×106 /cm3,因此经过分散混合处理,熔体内均布大量晶核。

图6 DSC峰值的面积积分曲线
Fig.6 Integral curves of area under DSC peak
3.3 均匀冷却对初生相生长形态的影响
MARTINEZ[14]研究表明,如果在初生相生长界面发生失稳之前,浓度场已开始叠加,那么初生相将以非枝晶的方式生长。因此初生相的形态很大程度上取决于浓度场发生叠加前熔体中的温度场及浓度场分布。在浆料凝固初期,在低冷速较下,熔体内的温度有足够的时间均匀,初生相前沿的温度梯度小,其温度及溶质分布如图7(a)所示,成分过冷趋势减小,固液界面趋于稳定,初生相以球状方式生长。而在高冷
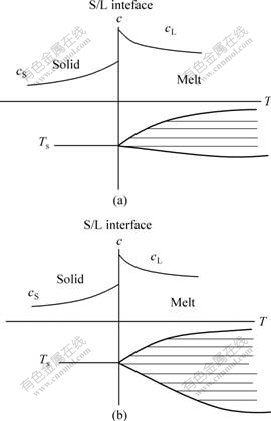
图7 液固前沿成分过冷的分布
Fig.7 Constitutional undercooling distribution in front of solid/liquid: (a) Forced uniform solidification; (b) Common solidification
却速度下,浆料的热量散失快,没有足够的时间使其内部的温度均匀,熔体内存在较高的温度梯度,初生相前沿的温度及溶质分布见图7(b),成分过冷的趋势大,固液界面的易于失稳,所以初生相的形态呈蔷薇花状或枝晶(图5)。这与SLC法及DTM(Direct thermal method)[15]法制浆研究中得到的结论是一致的。均匀的温度场抑制初生相以枝晶的方式生长,因此在MSMT制浆方法中,形核过程完成后应该使浆料缓慢冷却,使初生相保持球状。
由上述的分析可以看出,流变成形的半固态浆料制备应该包括两个必不可少的环节:一是要产生大量的晶核,二是要使这些晶核有一个生长阶段,否则在后续流变成形的快速冷却中,球状生长界面会发生失稳,使初生相的形态恶化[14]。事实上在不同的制浆方法中,如NRC法、CRP法和RDC法都包含这两个过程。在本文提出的制浆方法中,浆料制备分为两个阶段(见图4)。制浆室的作用主要是形核,而保温坩埚的作用是使晶核长大。
4 结论
1) 熔体分散混合法通过先分散冷却,然后汇聚成大体积过冷熔体的方法,有效解决大体积熔体快速、均匀冷却的问题,实现对熔体的强制均匀凝固。在本实验条件下,熔体流量约为0.2 kg/s时,在制浆室内经过约6 s的处理,可使熔体温度下降20~50 ℃,过冷度达到2~15 ℃。制备出初生相α(Al)的形状因子1.5左右,等效直径为33~70 μm的半固态浆料。
2) 熔体整体、均匀的冷却和凝固可以最大限度利用非自发形核作用,得到高晶核密度的浆料,因此均匀凝固是半固态浆料制备的核心。
3) 强制均匀冷却条件下熔体内晶核的生长,对获得非枝晶组织有重要影响,因此制备半固态浆料应该包含形核与生长两个必不可少的环节。而且在生长阶段,冷速不宜太高,在本实验中应该小于6 ℃/s。
REFERENCES
[1] FAN Z. Semisolid metal processing[J]. International Materials Reviews, 2002, 47(2): 1-37.
[2] JI S, FAN Z, BEVIS M J. Semi-solid processing of engineering alloys by a twin-screw rheomoulding process[J]. Mater Sci Eng A, 2001, 299: 210-217.
[3] FLEMINGS M C, MARTINEZ R A, FIGUEREDO A M. Metal alloy composition sand process. US 20020096231[P]. 2002.
[4] MAO Wei-min, BAI Yue-long, TANG Guo-xing. Preparation for semi-solid aluminum alloy slurry under weak electromagnetic stirring conditions[J]. Joural Mater Sci Tech, 2006, 22(4): 447-451.
[5] 毛卫民. 球状初晶半固态合金或合金浆料直接成型方法及装置. 中国专利: 02104349.3[P]. 2002.
MAO Wei-min. Directly forming technique of semi-solid slurry or alloy with globular primary phase. CN 02104349.3[P]. 2002.
[6] PAN Q Y, FINDON M, APELIAN D. The continuous rheoconversion process (CRP): a Novel SSM approach[C]//The 8th International S2P Conference. Limassol, Cyprus: North American Die Casting Association, 2004.
[7] MISTURU A, HIROTO S, YASUNORI H, TATSUO S, SATORU S, ATSUSHI Y. Method and apparatus for shaping semisolid metals. JP EP0745694[P]. 1996.
[8] 路贵民, 董 洁, 崔建忠. 半固态浆制备新技术―液相线铸造[J]. 特种铸造及有色合金, 2001(S1): 221-223.
LU Gui-min, DONG Jie, CUI Jian-zhong. New technology in semi-solid slurry making―liquidus casting[J]. Special Casting and Nonferrous Alloys, 2001(S1): 221-223.
[9] MIDSON S P, KILBERT R K, BEAU S E, DECKER R F. Guidelines for producing magnesium thixomolding semi-solid components used in structural applications[C]//Proceedings of the 8th Int Conf on Semisolid processing of alloys and composites, Limassol: Cyprus: North American Die Casting Association, 2004.
[10] FINDON M M. Semi-solid slurry formation via liquid metal mixing[M]. Worcester: Worcester Polytechnic Institute, 2003: 1-65.
[11] FAN Z, LIU G, HITCHCOCK M. Solidification behaviour under intensive forced convection[J]. Mater Sci Eng A, 2005, 413/414: 229-235.
[12] DHINDAWA B K, KUMARA L, AMER ALKARKHI N C, FREDRIKSSON H. Microstructure development and solute redistribution in aluminium alloys under low and moderate shear rates during rheo processing[J]. Mater Sci Eng A, 2005, 413/414: 156-164.
[13] GEIGER G H, PDIRIER D R. 冶金中的传热与传质现象[M]. 俞景禄, 魏季和, 译. 北京: 冶金工业出版社, 1981: 40-44.
GEIGER G H, PDIRIER D R. Transport phenomena in metallurgy[M]. YU Jing-lu, WEI Ji-he, transl. Beijing: Metallurgical Industry Press, 1981: 40-44.
[14] MARTINEZ R A. Formation and processing of rheocast microstructures[D]. Boston: Massachusetts Institute of Technology, 2004.
[15] BROWNE D J, HUSSEY M J, CARR A J, BRABAZON D. Direct thermal method: new process for development of globular alloy microstructure[J]. International Journal of Cast Metals Research, 2003, 16(4): 418-426.
基金项目:国家基础研究发展规划资助项目(2006CB605203);国家高技术研究发展计划资助项目(2006AA03Z115)
收稿日期:2007-07-10;修订日期:2007-12-02
通讯作者:曾怡丹,博士研究生;电话:010-82241229;E-mail: zyidan@sina.com
(编辑 龙怀中)

