文章编号:1004-0609(2010)S1-s0722-04
船用Ti31合金的活性化TIG焊接
高 瑞,孙耀峻,徐希军,郭 宁
(洛阳船舶材料研究所,洛阳 471800)
摘 要:采用钛合金专用活性剂对船用Ti31合金材料进行焊接实验。该方法充分利用活性剂消除钛合金焊缝的气孔和未熔合等焊接缺陷。研究结果表明:与常规TIG焊接相比,涂敷焊接活性后焊缝熔深增加到原来的3倍;焊接接头的力学性能良好,焊接接头的硬度有了一定的提高;焊缝和热影响区组织为近α组织;焊接接头的硬度有了一定的提高,活性剂组元向焊缝组织发生了一定的迁移。
关键词:焊接活性剂;元素迁移;硬度
中图分类号:TF 804.3 文献标志码:A
Activating flux TIG of Ti31 titanium alloys for shipbuilding
GAO Rui, SUN Yao-jun, XU Xi-jun, GUO Ning
(Luoyang Ship Material Research Institute, Luoyang 471800, China)
Abstract: The application of activating flux for TIG welding of Ti31 titanium alloy was made. This method which can eliminate welding defects such as undercut and weld metal porosity gives full play to the function of activating function of flux. The results show that the penetration with flux is 3 times as great as the weld without flux. With activating flux, mechanical properties are stable, but the hardness of welding with flux is higher in some extent. The microstructure of weld seam is close to α structure. Metal elements in activating flux transmits to molten pool at a certain extent. The content of titanium decreases and other elements appear little transformation.
Key words: activating flux; elements transition; hardness
活性化焊接(Activating TIG,简称A-TIG) 方法是使用特殊的活化材料焊前涂敷到被焊工件表面,在焊接工艺参数不变的情况下,与常规的TIG焊相比,增大熔深1倍以上,而且有效减小正面焊缝宽 度[1-2]。活性化焊接目前已经应用于不锈钢、碳钢等材料的焊接过程中,国外已经出现商品化的A-TIG焊接活性剂,能较大幅度地提高焊接熔深,改善焊缝性能。目前,国内也开展了相关方面的应用研究工作。钛合金具有耐腐蚀性好、比强度高的特点,在化工、船舶等领域有着广泛的应用。Ti31钛合金是中船重工七二五研究所研发的一种新型中等强度的近α型钛合金,集中了多种钛合金的优点,具有良好的综合机械性能,高温热稳定性好,在高温高压水中耐腐蚀,可长期工作在300~400 ℃的高温环境里[3]。钛合金TIG焊接具有单道熔深较浅、残余应力大、易产生熔合线气孔的特点,焊接接头易受到有害气体如氮、氢、氧的污染而导致性能下降。经研究,活性剂能够在一定程度上改变钛合金的熔池环境和表面张力,有望在钛合金焊接中得到应用[4-8]。本文作者针对船用Ti31钛合金的A-TIG焊接进行研究,使用自行研制的TIG焊接活性剂对Ti31合金进行焊接,进行A-TIG焊接和普通TIG焊接的工艺对比试验。同时,对焊接接头进行对比,研究涂敷活性剂对船用Ti31合金焊缝组织和力学性能的影响。
1 实验
选用厚度为8 mm的Ti31合金板材进行焊接工艺的对比试验,采用在平试板对焊的方式。活性剂粉末混合均匀后使用行星轮式球磨机粉碎2 h,保证其颗粒均匀涂敷性良好。焊接前使用5 mL无水乙醇混合5 g活性剂粉末,搅拌均匀后使用扁平刷子均匀涂敷在待焊区域,如图1所示。涂敷前试件表面使用400号砂纸打磨去除氧化皮,并用丙酮清理油污和氧化皮碎屑。

图1 活性剂涂敷示意图
Fig.1 Activating flux on titanium sample of TIG welding
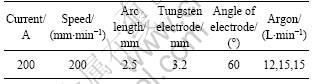
使用普通TIG焊接,待活性剂完全干燥后施焊。焊接工艺参数如表1所示。
表1 Ti31合金的TIG焊接规范
Table 1 Parameters for activating flux of Ti31 alloy
2 结果与分析
2.1 焊缝外观分析
使用自制的复合钛合金TIG焊接活性剂,按照表2所示的焊接工艺规范进行Ti31板材的A-TIG焊接实验。焊接电弧从未涂敷活性剂一侧行走到涂敷活性剂的一侧。图2所示为不同普通TIG焊接与A-TIG焊的焊缝截面。
从图2可见:焊缝晶粒生长方向均为熔合线的法线方向,焊缝热影响区面积很大,熔合线附近的母材呈过热状态,焊缝晶粒较大。未涂敷活性剂的焊缝熔合线呈拱形,涂敷活性剂的焊缝呈半圆形。经分 析,未涂敷活性剂区焊缝熔合线近似是半径为10.5 mm的圆上的一段圆弧(见图2(a));熔合线近似是半
表2 板材焊接的焊缝对比
Table 2 Comparison of welding section of TIG and A-TIG
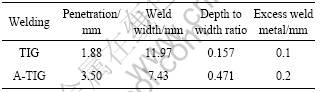
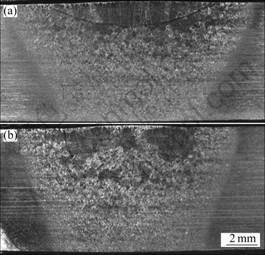
图2 同一焊接规范作用下的焊缝截面
Fig.2 Sections of welding of the same parameter: (a) Without flux; (b) Activating flux
径为3.7 mm的圆的1个半圆弧(见图2(b))。经对比发现:未涂敷活性剂区域在焊接时电弧呈散射状,比较分散,而涂敷活性剂后电弧等离子体被限制压缩在有限的区域内,提高了等离子体的电流密度,电弧温度升高,从而熔深增大。
经测量,涂敷活性剂的焊缝熔深增加86%,熔宽减小38%,深宽比达到未涂敷活性剂的3倍。活性剂的涂敷能够增加熔深,提高焊接效率。
图3所示是涂敷复合活性剂与未涂敷活性剂的焊缝收弧弧坑的对比结果,其中:左侧是未涂敷活性剂的焊缝弧坑,右侧是涂敷了复合活性剂的电弧弧坑。2个焊缝的工艺规范完全相同。
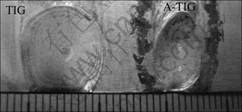
图3 TIG与A-TIG焊接弧坑对比
Fig.3 Comparison of craters of TIG welding and activating welding
从图3可以看出:未涂敷活性剂的弧坑直径较大,呈圆形弧坑较浅,弧面过渡较平滑;涂敷复合活性剂的弧坑呈椭圆形,弧坑呈椭球面,弧坑面过渡急剧。对比2个弧坑可以发现:涂敷活性剂后电弧侧面受到了活性剂的作用而压缩,电弧向后拖拽,熔池区面积是未涂敷活性剂的60%。由于焊接工艺规范相同,同样多的电子从更小的电弧截面中通过,所以,涂敷活性剂后电弧中的电流密度更大,电弧由于收缩而使电弧温度更高,从而有更大的熔深和更小的熔宽。
2.2 焊接活性剂对焊缝成分的影响
焊接活性剂的加入必然会导致活性剂元素向焊缝中过渡;另外,在活性剂作用下,电弧的温度较常规TIG电弧温度高,也有可能导致母材本身元素的异常烧损,从而引起焊缝成分发生变化。对焊缝及母材进行X线能谱(EDS)面扫描分析,扫描位置为焊缝中心上部距离焊缝表面0.8 mm左右的位置。图4所示是常规TIG和A-TIG焊缝区显微分析结果。

图4 TIG与A-TIG焊缝显微分析
Fig.4 Microscopic analysis of TIG (a) and A-TIG welding (b)
从能谱分析结果(表3)可知:未涂敷活性剂的焊缝成分与母材的基本一致,焊接过程中的合金元素烧损约为0.3%,主要为Zr和Mo;涂敷活性剂后,除Zr和Mo之外,Ni也发生了一定的烧损,同时,活性剂组分中的元素向焊缝中发生了过渡,总元素过渡量
表3 TIG与A-TIG焊缝成分对比
Table 3 Chemical composition of TIG and A-TIG (mass fraction, %)
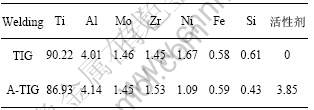
(质量分数)达到3.8%左右。
尽管A-TIG焊缝中的合金元素含量略低于常规TIG焊缝合金元素含量,但增加了活性剂的焊接成分组元,起到了焊缝合金化的作用。从图4可以看出:2种焊接方式中焊缝形态基本一致,都呈现均匀、细小的针状α组织,其中A-TIG焊缝组织中出现了细小的白色条状组织。经分析认为:涂敷活性剂后,熔池的增深导致焊缝冷却时间的延长,焊缝凝固相应缓慢,有利于第二相β的析出。
2.3 焊接活性剂对焊缝力学性能的影响
TIG与A-TIG焊缝的硬度如图5所示。从图5可以看出:涂敷活性剂的焊缝硬度变化较缓,未涂敷活

图5 TIG与A-TIG焊缝硬度
Fig.5 Hardness of TIG (a) and A-TIG welding (b)
性剂的焊缝硬度变化较快,同时,涂敷活性剂之 后,涂敷活性剂的焊缝硬度较大,焊缝中心硬度比未涂敷活性剂的焊缝硬度高约20,达到了320。涂敷活性剂后接头的高硬度分布区比常规TIG接头的要大。其原因可能是:未涂敷活性剂的焊缝熔宽很大,熔深浅且各部位熔深变化剧烈,加上熔池表面与保护气接触,冷却快,故沿焊接垂直方向硬度变化较大;涂敷活性剂后电弧热量集中,电弧温度更高,熔池宽度变小,熔深变大。因为钛合金导热系数小,焊接热影响区宽度远大于未涂敷活性剂的焊缝宽度,在同等冷却条件下焊缝凝固时间长,热影响区范围大,焊缝和热影响区第二相析出比较充分,焊缝受到了第二相作用而得到强化。
据焊接接头的拉伸结果,所有焊接接头都断裂在焊缝热影响区,这可能与热影响区硬度比焊缝硬度低、受拉伸易于变形有关。
3 结论
1) 在同等焊接条件下,涂敷焊接活性剂后能明显提高焊接熔深,减小焊缝熔宽;涂敷活性剂后,焊接电弧受到了明显压缩,焊缝熔池区面积减小。
2) 焊接活性剂与熔池发生了冶金反应,活性剂组元向焊缝发生迁移,涂敷活性剂后,焊缝第二相组织析出,将对焊缝的性能产生影响。
3) A-TIG焊缝的硬度比TIG焊缝的硬度有一定程度的增加。焊缝硬度的增加与熔池冷却慢、第二相析出及热影响区范围大等有关。
REFERENCES
[1] 杨春利. 表面活性剂对TIG焊电弧现象及焊接熔深的影响[J]. 机械工程学报, 2000, 36(12): 43-46.
YANG Chun-li. Influence of activating flux arc of TIG welding and penetration[J]. The Journal of Mechanical Engineering, 2000, 36(12): 43-46.
[2] 刘风尧, 林三宝, 杨春利, 等. 活性化TIG焊中活性剂和焊接参数对焊缝深宽比的影响[J]. 焊接学报, 2002, 23(2): 5-8.
LIU Feng-yao, LIN San-bao, YANG Chun-li, et al. The influence of activating flux and weld parameters in flux-TIG welding[J]. Transactions of the China Welding Institution, 2002, 23(2): 5-8.
[3] 胡耀君, 刘果宗. 高温耐蚀Ti-31铁合金的性能及工程应用[J]. 稀有金属材料与工程, 1995, 24(5): 10.
HU Yao-jun, LIU Guo-zong. The performance and applications of high-temperature titanium Ti31[J]. Rare Metal Materials and Engineering. 1995, 24(5): 10.
[4] NIAGAJ J. Use of A-TIG method for welding of titanium, nickel, their alloys and austenitic steels[J]. Welding International, 2006, 20(7): 516-520.
[5] 王者昌, 吴昌忠, 黄春玲. 钛合金活性剂氩弧焊研究进展(1)[J]. 焊接, 2007(2): 21-25.
WANG Zhe-chang, WU Chang-zhong, HUANG Chun-lin. Research of activating flux for titanium GTAW(1)[J]. Welding, 2007(2): 21-25.
[6] 王者昌, 吴昌忠, 黄春玲. 钛合金活性剂氩弧焊研究进展(2)[J]. 焊接, 2007(3): 9-13.
WANG Zhe-chang, WU Chang-zhong, HUANG Chun-lin. Research of activating flux for titanium GTAW(2)[J]. Welding, 2007(3): 9-12.
[7] 李标峰, 余 巍, 刘茵琪. Ti2Ni 相对Ti31合金焊缝金属冲击韧性的影响[J]. 舰船科学技术, 2002, 24(4): 8.
LI Biao-feng, YU Wei, LIU Yin-qi. The influence of Ti2Ni phase in impact flexibility of Ti31 titanium welding seam[J]. Ship Science and Technology, 2002, 24(4): 8.
[8] 古列维奇. 高强度钛合金的焊接[M]. 北京: 国防工业出版社, 1980.
Gurecich. Welding of high strength titanium[M]. Beijing: Defense Industry Press, 1980.
(编辑 陈灿华)
通信作者:高 瑞;电话:0379-67256052;E-mail: miac@163.com

