Laser surface cladding of ZM5 Mg-base alloy with Al+Y powder
CHEN Chang-jun(陈长军), WANG Dong-sheng(王东生), WANG Mao-cai(王茂才)
(State Key Laboratory for Corrosion and Protection, Institute of Metal Research,Chinese Academy of Sciences, Shenyang 110016, China)
Abstract: The surface properties of ZM5 Mg-base alloy were modified by laser cladding with Al+Y powder. Laser cladding was carried out with a 5kW continuous wave CO2 laser by melting the preplaced powder mixture of Al and Y. Following laser cladding, the cladding zone was characterized by a detailed microstructural observation and phase analysis. Moreover, the microhardness and element distribution were evaluated in detail. The surface modified layer consists of Mg17Al12 and Al4MgY phases, while α-Mg and Mg17Al12 in the substrate. The microhardness of the cladding zone was significantly enhanced as high as HV122-180 as compared to HV60-80 of the substrate region. The maximal hardness about HV224 is in the interface due to the formation of intermetallic Mg17Al12 phase. The microstructure is refined and Mg diffuses into the cladding material which leads to the formation of Mg17Al12.
Key words: laser cladding; ZM5 Mg base alloy; rare earth; Al+Y powder; microstructure CLC number: TB331
Document code: A
1 INTRODUCTION
Mg and its alloy have a wide scope of applications in the field of aerospace and auto industries due to its low density, high specific strength, etc. But its surface properties such as poor corrosion resistance and wear resistance restrict wider application in the mass-save industries[1]. Laser surface cladding technology is a treatment that changes only the properties of thin layer without affecting the bulk properties.
Laser treatment produces a very fine and homogenous structure as a result of rapid solidification caused by the very fast heat transfer to the cold bulk material. This structural change leads to a moderate increase in hardness and also a better corrosion resistance of the treated surface layers. Moreover, the formation of a supersaturated solid solution or the presence of hard intermetallic phases could increase the strengthening effect of the laser remelting[2-5].
Galun et al[2] studied the laser surface alloying of Mg-base alloy with Al, Cu, Ni, and Si using a 5kW CO2 laser. The results showed that the greatest improvement in wear resistance occurred for Cu alloyed layers, whereas Al alloyed layers showed a superior corrosion resistance. Wang[3] and Subranian[4] reported that the laser cladding of Mg-Al or Mg-Zr powder on Mg can significantly increase the corrosion resistance of Mg under a complex vacuum apparatus to overcome the oxidation problem. YUE et al[5] studied the cladding of Al-Si alloy on ZK60/SiC by two-steps in order to enhance the corrosion resistance under the atmosphere with Ar protection.
Rare earth(RE) elements are important alloying elements to Mg-base alloy, which can improve castability, high temperature properties and corrosion resistance without affecting the electrical conductivity of the base alloys[6-8].The effects of RE have been explained by two mechanisms. One is solution-hardening and the other is precipitation-hardening. The atomic size misfit of RE in Mg is relatively large, but their solubility in Mg is smaller than other well known solution-hardening elements, such as Al and Zn. Therefore, the most promising strengthening mechanism of magnesium-base alloys is considered to be the fine dispersion of intermetallic precipitates[9].
Precious researchers have been interested in Y for developing heat resistance Mg-base alloy[7, 8]. ZHANG et al[8] have investigated the effect of Y and mischmetal of 50%Ce, 45%La(%) on as-cast structure of AZ91 alloy and the properties of Mg-Al alloys containing 9% Al and 4% Al alloy.
Up to now, there are no reports involving Y used as cladding element in Mg-base alloy. In this study, the effect of Y additives on the structure and properties of ZM5 Mg-base alloy is investigated.
2 EXPERIMENTAL
The substrate used in the present study was ZM5 (7.5%-9.0%Al(mass fraction), 0.2%-0.8%Zn, 0.15%-0.50%Mn, Mg is the balance) Mg-base alloy, its microstructure is shown in Fig.1. The cladding material was an Al-3.6%%Y alloy powder with a particle size less than 147μm.

Fig.1 Microstructure of ZM5 Mg-base alloy substrate
Laser cladding was performed by two-step method. Initially, the mixed powders, with a thickness of about 2.0mm, were preplaced on the surface of the substrate with a chemical binder, and then the substrates with this coating were dried. Subsequently, the coating was melted using a 5kW continuous wave(CW) CO2 laser. To avoid the oxidation of the cladding coating, a Ar-shielding gas was blown directly into the molten pool. The laser power and the beam spot size were fixed at 1.5 kW and 3.5mm, respectively. The scanning velocity was 15mm/s and the focus length was 360mm.
Following the laser cladding, the microstruc ture of the samples was characterized by optical and scanning electron microscope(SEM). A detailed analysis of the phase and composition of the cladding layer was carried out by X-ray diffractometer (XRD) and electron probe microanalysis (EPMA). The microhardness of the cladding layer was measured by a Vickers microhardness tester using 100g applied load holding 10s.
3 RESULTS AND DISCUSSION
Fig.2(a) presents the macrostructure of the cladding layer obtained on the ZM5 substrate. The micrographic representations in Figs.2(b-d) show the cladding layer details from a zone nearly the interface between the cladding and the substrate. The defect free interface with significant grain refinement in the cladding zone may be noted. The link between the cladding layer and the substrate materials is a very solid and uniform one. There are no visible gas pores in the cladding zone.
Fig.3 shows the detailed microstructure of the surface modified ZM5 with Al+Y powder treated by laser. As can be seen, in the case of laser cladding the microstructure is very compact and uniform compared to the substrate presented in Fig.1.
The XRD spectrum on the cladding layers obtained by laser cladding is illustrated in Fig.4. The presence of Al4MgY and the intermetallic phase Mg17Al12 has been clearly identified. The white one is Al4MgY confirmed by EPMA. And the XRD profile of the ZM5 consists of Mg17Al12 and α-Mg[10, 11].

Fig.2 Cross-section of laser cladding coatings

Fig.3 Microstructures of cladding layer
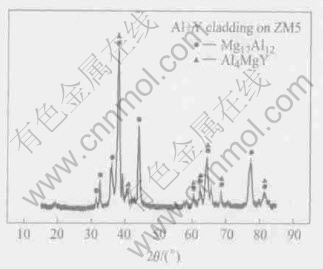
Fig.4 XRD spectrum of laser treated sample
Fig.5 shows the microhardness as a function of depth for the laser cladding and the non-laser treated zone. From this figure it can be observed that the microhardness of the cladding zone is higher than that of the substrate. The maximal hardness about HV224 was in the interface. The microhardness of the cladding zone on ZM5 by Al+Y powder varies from HV122 to HV180, while the substrate just from HV60 to HV80. Maximum value was obtained in the interface due to the more Mg17Al12 precipitations(confirmed by X-ray mapping).The higher microhardness found in the laser cladding zone and the interface may be attributed to the following reasons. The laser treatment of the alloy allows a rapid solidification (RS)(cladding zone) and causes more Mg17Al12 precipitates in the interface and Y refines the microstructure. Compared to conventional casting methods, RS can create fine dispersion of intermetallic phases (Al4MgY and β-Mg17Al12) and extends Al solid solution in Mg. The phases far from equilibrium and the fine microstructure lead to stronger and harder alloys [11].

Fig.5 Microhardness distribution of laser cladding Al+Y on ZM5 Mg-base alloy
The small difference of the melting point between the substrate(651℃) and the Al+Y powder( 720-740℃) favours the formation of a good interface. If a large difference in melting point exists, the high thermal stresses and over melting or burning of the substrate material could easily occur[5].

Fig.6 Microstructure of interface between cladding and substrate(a) and distribution of Mg(b), Al(c) and Y(d)
Fig.6 shows the interface between the substrate and the cladding, and the element distribution of Mg, Al and Y by X-ray mapping. From Fig.6, it is clear that the interface is enriched in Mg and Al. Y is significant in the cladding and Mg has diffused in the interface which leads to the formation of intermetallic Mg17Al12 phase. The Mg and Al X-ray mapping confirms the metallurgical bonding of the interface between the cladding and the substrate.
Fig.7 shows the microstructure of the cladding and the distribution of Y by X-ray mapping. From Fig.7, it can be observed that some Y solid solution exists in the cladding, and thus improving the hardness of the cladding[13-15].
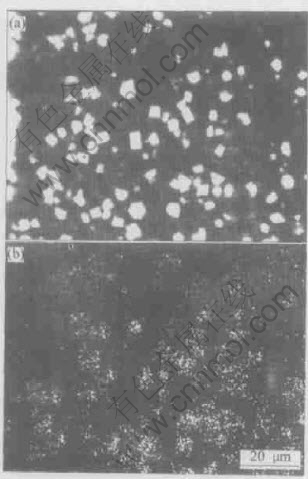
Fig.7 Surface microstructure(a) of laser cladding and distribution of Y(b)
4 CONCLUSIONS
1) Laser surface cladding of ZM5 alloy with Al+Y alloy powder is achieved, and the clad has good metallurgical bonding to the substrate and finer microstructure.
2) Laser Al+Y clad layer on ZM5 alloy is enriched in aluminium and consists of intermetallic phases Mg17Al12 and Al4MgY.
3) The microhardness of the cladding ranges from HV122 to HV180 and that of the substrate ranges from HV60 to HV80. The maximal hardness about HV224 is achieved in the interface.
REFERENCES
[1]Mordike B L, Ebert T. Magnesium properties-application-potential[J]. Materials Science and Engineering, 2001, A302: 37-45.
[2]Galun R, Weisheit A, Mordike B L. Laser surface alloying of magnesium base alloys[J]. Journal of Laser Applications, 1996(8): 299-305.
[3]Wang A A, Sircar S, Mazumder J. Laser cladding of Mg-Al alloys[J]. J Mater Sci, 1993, 28: 5113-5122.
[4]Subramanina R, Sircar S, Mazumder J. Laser cladding of zirconium on magnesium for improved corrosion properties[J]. J Mater Sci, 1991, 26: 951-956.
[5]YUE T M, WANG A H, MAN H C. Corrosion resistance enhancement of magnesium ZK60/SiC composite by ND:YAG laser cladding[J]. Scripta Materialia, 1999, 40(3): 303-311.
[6]WANG Qu-dong, LU Yi-Zhen, ZENG Xiao-qin, et al. Effect of RE on microstructure and properties of AZ91 magnesium alloy[J]. Trans Nonferrous Met Soc China, 2000, 10(2): 233-239.
[7]ZHANG Shi-chang, WEI Bo-kang, LIN Han-tong, et al. Effect of Y and mischmetal on as-cast structure of AZ91[J]. The Chinese Journal of Nonferrous Metals, 2001, 11(2): 99-102. (in Chinese)
[8]ZHANG Shi-chang, WEI Bo-kang, CAI Qi-zhou, et al. Effect of mischmetal and Y on microstructures and mechanical properties of Mg-Al alloy[J]. Trans Nonferrous Met Soc China, 2003, 13(1): 83-87.
[9]Suzuki M, Sato H, Maruyama K, et al. Creep behavior and deformation microstructures of Mg-Y alloys at 550K[J]. Materials Science and Engineering, 1998, A252: 248-255.
[10]Ling S G, Atrens A, Dargusch M. Influence of microstructure on the corrosion of diecast AZ91D[J]. Corrosion Science, 1999, 41: 249-273.
[11]CHEN Chang-jun, WANG Dong-sheng, WANG Mao-cai. Laser multi-layer cladding on Mg-base alloys[J]. Trans Nonferrous Met Soc China, 2003, 13(1): 78-82.
[12]CHEN Chang-jun, WANG Dong-sheng, WANG Mao-cai, et al. Laser multi-layer cladding on ZM6 magnesium base alloy [J]. Chinese Optics Letters, 2003(3): 160-161.
[13]ZHANG Shi-chang, WEI Bo-kang, LIN Han-tong. Effect of yttrium on as-cast structure and age hardening of Mg-9Al-1Zn magnesium alloy[J]. Transactions of Materials and Heat Treatment, 2003(3): 23-26.(in Chinese)
[14]LU Yi-zhin, WANG Qu-dong, CAI Qi-zhou. Effect of rare earth on the structure, properties and fracture behavior of Mg-Al alloy[J]. Materials Science and Engineering, 2000, A278: 66-76.
[15]LI Y, Jones H. Effect of RE and silicon addition on structure and properties of melts spun Mg-9%Al-1%Zn alloy[J]. Materials Science and Technology, 1996, 12(8): 651-661.
(Edited by YUAN Sai-qian)
Foundation item: Project(50371093) supported by the National Natural Science Foundation of China
Received date: 2004-02-01; Accepted date: 2004-07-14
Correspondence: CHEN Chang-jun, PhD; Tel: +86-24-23915863; E-mail: chjchen@imr.ac.cn

