DOI: 10.11817/j.issn.1672-7207.2015.08.009
7A55���Ͻ��������֯�����ܲ�������
���1,2��������1����ʤ��1��������1��������1������1
(1. ���ϴ�ѧ ���Ͽ�ѧ�빤��ѧԺ����ɫ�������Ͽ�ѧ�빤�̽������ص�ʵ���ң����� ��ɳ��410083��
2. ���տƼ���ѧ ���Ͽ�ѧ�빤��ѧԺ������ʡ�Ƚ����Ӽ����ص�ʵ���ң����� ��212003)
ժҪ�����ý���������ɨ��羵����羵��֯��������Ӳ�ȡ��絼�ʡ�������Ե�ʵ���ֶ��о�7A55���Ͻ���T6̬����֯�������غ�ȷ�����ݱ���ɡ��о�����������ڰ�ĵĺ�ȷ����ϣ���ĵ�����֯��Ӳ�ȡ��絼�ʡ�ǿ�ȡ�֯���ȴ��ڲ������ԡ��Ӱ�ı��㵽�IJ������ٽᾧ�������ν��ͣ������2������������絼�ʺ�ǿ���������ߣ�����Ӳ�ȱ��IJ��ĸߣ�1/4���Ӳ����ߡ��IJ���������������֯��Ϊͭ֯��{112}<111>����ͭ֯��{011}<211>��S֯��{123}<634>�����㺬�������ٽᾧ֯��Ϊ{001}<100>��������֯�����и����̩������M����ǿ�ȹ���������ٽᾧ��������������ѧ���ܣ�Ӱ�������ѧ���ܲ������Ҫ�������ٽᾧ��֯����
�ؼ��ʣ�7A55���Ͻ𣻺�壻��������
��ͼ����ţ�TG166.3 ���ױ�־�룺A ���±�ţ�1672-7207(2015)08-2824-07
Inhomogeneity of microstructure and properties of 7A55 aluminum alloy thick plate
FENG Di1, 2, ZHANG Xinming1, LIU Shengdan1, WU Zezheng1, GUO Yiwen1, YU Cuijuan1
(1. Key Laboratory of Nonferrous Metal Materials Science and Engineering, Ministry of Education,
School of Materials Science and Engineering, Central South University, Changsha 410083, China;
2. Provincial Key Lab of Advanced Welding Technology, Department of Materials Science and Engineering,
Jiangsu University of Science and Technology, Zhenjiang, 212003, China)
Abstract: The microstructure and properties evolution of 7A55 aluminum alloy thick plate along the thickness direction were investigated by optical microscopy, scanning electron microscopy, transmission electron microscopy, X-ray diffractometry, hardness, conductivity and tensile tests. The results show that the microstructure, texture and mechanical properties in different layers along the thickness direction are inhomogeneous. From the surface to the center layer��the fraction of recrystallization decreases while the volume fraction of coarse particles and conductivity as well as strength increase. The hardness of the surface layer is higher than that of the center layer, and the hardness of 1/4 layer is the highest. The center layer of the plate has more rolling texture than surface, such as copper texture{112}<111>, brass texture{011}<211> and S texture{123}<634> while surface layer has more recrystallization texture, such as {001}<100>. The Taylor factor M of rolling texture is larger and contributes more to the strength, and the high fraction of recrystallization sharply decreases the strength of the surface layer. Recrystallization and texture are the main factors of inhomogeneity in mechanical properties.
Key words: 7A55 aluminum alloy; thick plate; inhomogeneity
�����������չ�ҵ��������������ṹ���������ɴ���ģ�ͼ���ѹ����ɵ�װ������Խ��ͳɱ�����߰�ȫ�ԡ�ͨ��í�ӡ����ӵȷ�ʽ���ӵ�һ���װ�����������ǿ�ȱ�����ṹ���ͣ��ɿ��Եͣ����Ͻ����Ӧ��ʹ�ɻ������м����˽ṹ������������ǿ�ɻ��ɿ��ԣ����ͷɻ�����ɱ��������������[1-3]���溽����ҵ�ķ�չ������ߴ����Ͻ������������һ���������Ͻ���ۺ�����Ҫ��ҲԽ��Խ�ߡ�20����90�������������7055���Ͻ�[4]���úϽ�ǿ�ȸߡ��ܶȵ͡��������Ժá���Ӧ����ʴ���ܺã��Ժ��ա����졢�����������Ȼ���������СЧ�����ԣ����ܱ�֤ǿ�ȣ���ӹ��ɴ����壬��T7751̬�����÷ɻ���������ṹ��ˮƽ�����桢���Ǽܡ�������˻������Ӧ�ù㷺[5]�����Ͻ����Ʒ���ڲ������ԣ��ڲ�ͬ�ķ���ͺ�Ȳ������ܶ����ڲ��졣��������[6]���о�7050���ʱ�����ں�ȷ����ϰ�ĵ���֯��֯����ǿ�ȺͶ������Եȴ��ڽϴ���졣Robinson��[7]�о�7010-T765���Ͻ���ʱ�����ִӱ��㵽�IJ�����ĵij������������ܳʵݼ����ơ����Ź��ں�����ҵ�ķ�չ������ij����������Ӧ��30 mm���7A55���Ͻ𣬱�������ּ��̽������7A55���Ͻ����ں�ȷ��������ܲ������Ե����أ��Ա�Ϊ���������������ṩ�ο���
1 ʵ��
��ʵ�����õIJ���Ϊ30 mm��7A55������ģ��仯ѧ�ɷ����1��ʾ��
��1 7A55���Ͻ�������ĵĻ�ѧ�ɷ�(��������)
Table 1 Chemical compositions of 7A55 aluminum alloyrolled plate %

���������470 ��/1 h+480 ��/1 h���ܴ����Լ�T6�˹�ʱЧ(120 ��/24 h)�ȴ��������Ű�ĺ�ȷ����ϴӱ��浽�IJ�ȡ3�㣺����(0~2 mm)��1/4��(6~8 mm)���IJ�(12~14 mm)������ʵ�鶼����3�����Ͻ��С���FEI-Quanta��ɨ��羵��XJP-6A��ѧ�����۲�Ͻ�����֯������TecnaiG220�ͷ����羵�۲�ʱЧ̬����֯�����ٵ�ѹΪ200 kV����羵��Ʒֱ��Ϊ3 mm�����Ϊ0.08 mm���ں�HNO3�������Ϊ20%�ļ״���Һ�н���˫��������¶ȿ�����-25 �����£���ѹΪ15~20 V������С����ά��Ӳ�ȼ�(HV-10B)������ͬ״̬��Ʒ��Ӳ�ȣ�����GB/T12966��2008���������絼��7501���ϲ�����絼�ʣ�ÿ����Ʒ��3��ȡƽ��ֵ����λΪmS/m������GB/T228��2002�涨�ӹ�������������CSS 44100��������������Ͻ����������ܲ��ԡ�
֯����������������Ϊ25 mm��15 mm��2 mm�����������������������Һ��ʴ�Լ��ٱ���IJ���Ӧ���Ӧ����֯���ⶨ��Bruker D8 Discover��X���������Ͻ��У�����Tang��[8]����ķ�������֯��������
2 ʵ����
2.1 �����еĵ�2��ֲ�
�����в�ͬ��ĵ�2��SEMͼ��ͼ1��ʾ��ͼ��RD��������NDΪ���淨��
��ͼ1���Կ����������дӱ��㵽�IJ������д�����ɫ�ĵ�2�࣬�������Ʊ��κ�2���������Ʒ���ѹ��ʴ�״�ֲ�������ĵ�2����������������ĵ�2��ֲ����ȣ��ߴ����ϸС�����ӱ��㵽�IJ���Բ�ε�2�������Ҹ��ִ�2�������������̶����Խ��͡���ЩԲ�εĵ�2����������̶Ƚϵͣ��ۼ���һ��ʹ�����Ĺ��ܹ��̽��ѽ����ܽ⣬����ߵĹ����¶Ȼ�����Ĺ���ʱ�䡣
2.2 7A55���470 ��/1 h+480 ��/1 h���ܴ��������֯
7A55��徭���ܴ������ݽ���Ľ�����֯��SEMͼ��ͼ2��ʾ��
��ͼ2���Կ����������ܴ�����ĸ�����������ٽᾧ��������֯���д������ٽᾧ������ϸС�Ǿ���֯��ͼ�а�ɫ����֯Ϊ�ٽᾧ��֯�������ϴ�ɫ���������Ǿ���֯��������֯�������������ر��Σ���������ѹ�⣬�IJ����ٽᾧ������Ϊϸ���������ٽᾧ�̶������Ҫ�Ǵ������ٽᾧ��֯���������Ǿ���֯��������֯�����Ľ��١��ٽᾧ�̶��ɱ��㵽�IJ����٣��IJ����ٽᾧ�̶���ͣ����������DZ�����֯����ImageJ��������ͳ�ƣ���470 ��/1 h+480 ��/1 h�ƶ��£�����IJ��ٽᾧ����Ϊ26.1%����1/4����ٽᾧ����Ϊ43.5%��������ٽᾧ�������Ϊ59.2%��
��ͬ����ٽᾧ��֯��ò��ͬ�������ٽᾧ��֯�ִ��ȴ��϶̣���������С��1/4����ٽᾧ��֯���ȼ�С�������ϸ�������������ӣ��IJ����ٽᾧ�����������һ����С����ø���ϸ����ͳ��470 ��/1 h+480 ��/1 h�����ƶ��²�ͬ����ٽᾧ�����ij����ȣ����2��ʾ���ӱ�2�����ٽᾧ�����ij������ɱ��㵽�IJ������ӡ�
���ܴ�����ͬ���SEMͼ��ͼ3��ʾ����2�������������3����ͼ3�ͱ�3�ɼ�����2������״��ʽ��������ֲ����ӱ��㵽�IJ���2�����������������࣬��2��ߴ����������ܴ��������2���ܽ�ý���ȫ����������(��3)����ֻʣ��ϸС��Բ����(ͼ3��A��ΪAlZnMgCu��)�����ܵijʲ�������״�ֲ��ĸ�Fe��(ͼ3��B��ΪAl7Cu2Fe��)����2�����ڰ��3���ж����Կ�����1/4���2�����������������л�������S��(ͼ3��C��ΪAl2CuMg��)���IJ���S���һ��������Al7Cu2Fe����������Ҳ��������Ԫ�����ࡣ��Щ����ԭ�Ӿۼ���һ�𣬼Ƚ����˻���Ĺ����Ͷȣ�����������ʱЧǿ��DZ�������׳�Ϊ����Դ������ѧ���ܲ�����

ͼ1 7A55���Ͻ������еĵ�2��SEMͼ
Fig. 1 SEM images of coarse particles for the second phase of 7A55 aluminum alloy rolled plate

ͼ2 ��ͬ��Ľ�����֯��SEMͼ
Fig. 2 SEM images of 7A55 aluminum alloy after solution heat treatment
��2 ��ͬ����ٽᾧ����������
Table 2 The aspect ratio of recrystallized grains in different layers
2.3 ֯������
��ı�����IJ�����֯���������ԣ������ͼ4��ʾ��
��ͼ4��֪����ĸ��������ͭ֯��({112}<111>)����ͭ֯��({011}<211>)����˹֯��({011}<100>)��S֯��({123}<634>)������֮���ͭ֯��({011}<211>)ǿ�Ȳ���������IJ�ǿ��Ϊ18������Ϊ8������ͭ֯��({011}<211>)�⣬���ͦ�ȡ�����ϸ�֯��ǿ�Ȳ��Cube-NDȡ���߿��Կ�������֯��({001}<100>)ǿ�Ȳ�ϴ�����֯��Ϊ�ٽᾧ֯������ӷ�ӳ��Ʒ���ٽᾧ�̶ȡ�

ͼ3 ���ܴ������2��ֲ�
Fig. 3 Coarse particles distribution of the second phase of 7A55 aluminum alloy after solution heat treatment
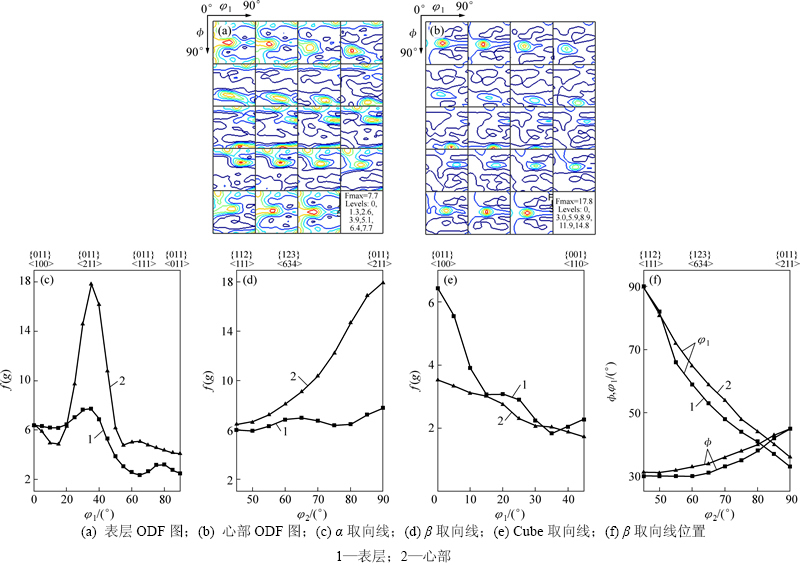
ͼ4 ���ܺ������IJ���ODFͼ�������
Fig. 4 ODF maps and analysis results of surface and center layer
��3 ���ܺ�7A55���Ͻ��дִ��2��EDS�������(��������)
Table 3 EDS results of coarse particles in 7A55 aluminum alloy thick plate after solution treatment %

2.4 ��IJ�ͬ���TEM����
ͼ5��ʾΪʱЧ̬��ı��㡢1/4����IJ���TEMͼ����ͼ5���Կ���������ʱЧ�����г����˴���ϸС��ɢ�ij����࣬ͨ��[112]Al��ߵ��֪��Щ����������ǡ����Լ�����ԭ��ƫ����(GP��)��3�������ߵ�������3���ʱЧ���������ͬ����7A55���Ͻ��Цǡ���Ϊ��Ҫ��ǿ���ࡣ
2.5 Ӳ�ȡ��絼�ʼ�������ѧ����
�Թ���ʱЧ��İ�Ľ���Ӳ�ȡ��絼�ʼ�������ѧ���ܲ��ԣ���ͼ6��ʾ��
��ͼ6���Կ�������ľ�T6������絼�ʴӱ��㵽�IJ��������絼����Ҫ�����������ԭ�ӵĹ��ܶ��Լ�������������Χ��Ӧ�����йأ��絼��Խ������ԭ�ӵĹ��̶ܳ�Խ�ͣ�����ζ�ű���Ĺ��ܶ�����IJ�����С����SEM�������Ӧ�����ܺ��IJ��ִ����Ӷ࣬����ԭ�Ӵ����ۼ�������Ĺ����Ͷ���͡���Ӳ�ȵı仯����������1/4���Ӳ����ߣ������Ӳ����Σ��IJ���Ӳ����͡������IJ��Ŀ���ǿ����ߣ����IJ������㿹��ǿ�����ν��͡�����Ŀ���ǿ����ͣ���������ߣ������ʴӱ��㵽�IJ����ν��͡�
3 ����������
������֯�ӱ��㵽�IJ��߲������ԣ�����ĵ�2���ΪϸС�����IJ������˸��ִ�ĵ�2�ࡣ����������֯�IJ������йأ�������֯����������У������������㵽�IJ�����ȴ�ٶ����ͣ���ƽ�����̶̳Ƚ��ͣ��ᾧ��ijߴ����������ƹ����У�����ı��γ̶Ȳ�ͬ������Ӧ�����������Ա��εij̶ȸ����IJ�Ӧ����С�����Ա��γ̶ȸ���[9]����ˣ��ִ��2�������ƹ����дӱ��㵽�IJ�����̶����ͣ��IJ������˴����ִ��Բ�εĵ�2�࣬��������Խ��٣���ͼ1��ʾ����Щ��ߴ�ĵ�2��ۼ��˴���������ԭ�ӣ��ڹ��ܹ�������Ҫ����ʱ������ɢ����������ܽ⣬����֮���IJ��Դ��ڳߴ�ϴ�IJ����2�࣬��ͼ3��ʾ�����ܴ���������ԭ�����뵽�Ͻ�����У����֮���γɹ��������壬������ʱЧ�����У�����ԭ�Ӵӻ������������γ���ɢ��2�࣬ʹ�Ͻ�����ǿ��[10]��ͼ3���������ܺ���ִ��2������٣����IJ����д�ߴ�ĵ�2�࣬��ˣ����ܴ��֮��ӱ��㵽�IJ������Ͷ����ͣ�����絼�ʵı仯�����������Ӳ�Ȳ��ԣ�����Ӳ�ȱ��IJ��ĸߣ�1/4�����ߣ�����Ϊ4��������Ӳ�ȱ�1/4��ĵ�����Ϊ�����ٽᾧ�̶�̫��(��ͼ2)����59%���ٽᾧ�����ߴ��1/4��Ĵ��ӽ�����״�������Ӳ�ȱ�1/4��ĵ͡���������ԣ�����Ŀ���ǿ��Ϊ610 MPa������ǿ��Ϊ580 MPa�����IJ�����ǿ��Ϊ650 MPa������ǿ��Ϊ621 MPa���������IJ�������ǿ�Ȳ����41 MPa��������ǿ�������Ʋ���������ֲ�����Ҫ�����ٽᾧ�̶ȼ�֯������ġ�

ͼ5 ��ͬ���TEMͼ
Fig. 5 TEM images of different layers

ͼ6 ��ͬ�����ѧ���ܲ���
Fig. 6 Mechanical properties of different layers
����Dixit��[11]���о����Ͻ������ǿ����֯��������֯��أ��Ͻ��ܵ�����ǿ�� Ϊ
Ϊ
 (1)
(1)
���У� Ϊ����ǿ��ǿ�ȣ�
Ϊ����ǿ��ǿ�ȣ� Ϊ����ǿ��ǿ�ȣ�
Ϊ����ǿ��ǿ�ȣ� Ϊλ��ǿ��ǿ�ȣ�
Ϊλ��ǿ��ǿ�ȣ� Ϊ������ǿ��ǿ�ȣ�
Ϊ������ǿ��ǿ�ȣ� Ϊ���ǿ��ǿ�ȣ�
Ϊ���ǿ��ǿ�ȣ� Ϊģ��ǿ��ǿ�ȣ�MΪ̩�����ӡ����ں�������IJ���˵��������������ܶȱ��IJ��Ĵ��������еļ��㹫ʽ[12]
Ϊģ��ǿ��ǿ�ȣ�MΪ̩�����ӡ����ں�������IJ���˵��������������ܶȱ��IJ��Ĵ��������еļ��㹫ʽ[12]  ������ǿ��ЧӦǿ�ȡ�λ��ǿ��ǿ�������ǿ��ǿ����ģ��ǿ��ǿ�������������ǿ��ǿ��
������ǿ��ЧӦǿ�ȡ�λ��ǿ��ǿ�������ǿ��ǿ����ģ��ǿ��ǿ�������������ǿ��ǿ�� ����
���� ��Marthinsen��[13]���о���ʽΪ
��Marthinsen��[13]���о���ʽΪ
 (2)
(2)
���У�GΪAl�ļ���ģ����Ϊ26 GPa[14]��bΪ����˹ʸ����fRexΪ�ٽᾧ��������Ϊδ�ٽᾧ������Ǿ����ߴ磻��2Ϊ����[15]��һ��Ϊ2����ˣ�������IJ�������ǿ�Ȳ������ٽᾧ�̶ȵ�Ӱ�죬�ú��������IJ����ٽᾧ�̶����ܴ���ǿ��Ч��������IJ���С�� ��
�� ���ٽᾧ��һ����������Ǿ��磬�����Ͻ��ǿ�ȣ���һ�������������֯�������������ȡ��֯�����ٽᾧ֯����̩������Mһ��������ʾ֯�������췽�������ǿ�ȵ�Ӱ�죬���ڵ��͵�����֯����M���ٽᾧ֯���Ĵ�15%���ϣ����4�� ʾ[16]���ӱ�4���Կ�����������֯��Copper��S��Brass��M�����ٽᾧ֯��Cube��CubeND�Լ����ȡ��֯��Random�Ĵ�
���ٽᾧ��һ����������Ǿ��磬�����Ͻ��ǿ�ȣ���һ�������������֯�������������ȡ��֯�����ٽᾧ֯����̩������Mһ��������ʾ֯�������췽�������ǿ�ȵ�Ӱ�죬���ڵ��͵�����֯����M���ٽᾧ֯���Ĵ�15%���ϣ����4�� ʾ[16]���ӱ�4���Կ�����������֯��Copper��S��Brass��M�����ٽᾧ֯��Cube��CubeND�Լ����ȡ��֯��Random�Ĵ�
��4 ������̩������M
Table 4 Common Taylor factor M

�����ƹ����У�������ź�ȷ�����β����ȣ��������IJ���Ӧ��������ϴ�ı���ֱ���������Ӵ�������ʱ��ʹ��������������Ȼ������ܴ��Ħ��������ɱ����ܵ��ܴ�ļ���Ӧ������������Ӧ�䡣����Ӧ��ʹ���㾧��ת���ȶ���{001}<110>ȡ���γɼ���֯�����IJ�Ӧ������С��������IJ㴦�������ƽ��Ӧ��״̬����ƽ��Ӧ��״̬�£�������֯ת���ȶ���������֯��[17]�����ڱ������IJ��죬������IJ����α䴢�����ܴ���Ĵ��ܱ��IJ��ĸߣ���ˣ��ڹ��ܹ����б��㷢�������ص��ٽᾧ���ﵽ59%���ٽᾧ�̶ȣ��ٽᾧ�������ӽ�����״���ұ�����Ǿ����ߴ���IJ��Ĵ��IJ����ٽᾧ�̶�Ϊ26%�����ٽᾧ��������50%ʱ���Ͻ����ѧ���ܻ������½�[18]����ʽ(2)���Եó�����������֯��������֪����ĸ�����б���֯��ͭ֯��({112}<111>)����ͭ֯��({011}<211>)����˹֯��({011}<100>)��S֯��({123}<634>)���ӱ��㵽�IJ����٣�����֮���ͭ֯��({011}<211>)ǿ�Ȳ���������ٽᾧ֯����࣬��ˣ������̩������M��С���ɱ��㵽�IJ���������Ȼ������M����M������������ɱ��������ǿ�ȵ����IJ�������ǿ�ȡ�
4 ����
1) ����ʱЧ̬7A55������ź�ȷ��������֯�IJ������ԣ��ӱ��㵽�IJ��ٽᾧ�̶Ƚ��ͣ������ٽᾧ�̶ȴ�59%�����IJ����ٽᾧ�̶�ԼΪ26%����������2����dz̶���ͣ����IJ������ߡ�
2) 7A55������ź�ȷ���������ܵIJ������ԣ��ӱ��㵽�IJ��絼�ʡ�������ѧ���������ߣ����������ͣ�Ӳ����1/4����ߣ��IJ���͡�
3) 7A55������ź�ȷ������ѧ���ܵIJ���������Ҫ���ٽᾧ�̶ȼ�֯�����;����������ٽᾧ�̶ȸߣ�������֯���٣�M��С������ǿ����͡�
�ο����ף�
[1] ����÷, ������, ��ʤ��, ��. ˫��ʱЧ��7050 ���Ͻ���������Ե�Ӱ��[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2011, 42(3): 624-628.
HAN Nianmei, ZHANG Xinming, LIU Shengdan, et al. Influence of two-step aging on fracture toughness of 7050 aluminum alloy plate[J]. Journal of Central South University (Science and Technology), 2011, 42(3): 624-628.
[2] Heinz A, Haszler A, Keidel C, et al. Recent development in aluminium alloys for aerospace applications[J]. Materials Science and Engineering A, 2000, 280(1): 102-107.
[3] ����, ����Ⱥ, ���ճ�, ��. ��ɻ������Ͻ���о���״��չ��[J]. �й���ɫ����ѧ��, 2010, 20(9): 1705-1715.
LIU Bing, PENG Chaoqun, WANG Richu, et al. Recent development and prospects for giant plane aluminum alloys[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(9): 1705-1715.
[4] Lukasak D A, Hart R M. Strong aluminum alloy shaves airframe weight[J]. Advanced Materials & Processes, 1991, 140(4): 46-49.
[5] ��־��, �ε, ���ƻ�. �����Ƚ��ĺ��������Ͻ�����������[J]. ��Ͻ�ӹ�����, 2005, 33(4): 1-8.
WANG Zhibang, SONG Dianchen, GUAN Yunhua. Global advanced process technology of aluminium alloy plates for aircraft and aerospace[J]. Light Alloy Fabrication Technology, 2005, 33(4): 1-8.
[6] ������, ����÷, ��ʤ��, ��. 7050���Ͻ���֯�����������ܼ��������ԵIJ�������[J]. �й���ɫ����ѧ��, 2010, 20(2): 202-208.
ZHANG Xinming, HAN Nianmei, LIU Shengdan. Inhomogeneity of texture, tensile property and fracture toughness of 7050 aluminum alloy thick plate[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(2): 202-208.
[7] Robinson J S, Cudd R L, Tanner D A, et al. Quench sensitivity and tensile property inhomogeneity in 7010 forgings[J]. Journal of Materials Processing Technology, 2001, 119(1/2/3): 261-267.
[8] TANG Jianguo, ZHANG Xinming, DENG Yunlai, et al. Texture decomposition with particle swarm optimization method[J]. Computational Materials Science, 2006, 38(2): 395-399.
[9] ��Ȩ, �ƹ㲨, ������, ��. ����������ι����еķǾ���Ӧ���������[J]. �����о�ѧ��, 2007, 19(6): 52-56.
LI Quan, TANG Guangbo, LIU Zhengdong. Analysis of nonuniform strain in hot strip rolling deformation process[J]. Journal of Iron and Steel Research, 2007, 19(6): 52-56.
[10] Xu D K, Rometsch P A, Birbilis N. Improved solution treatment for an as-rolled Al-Zn-Mg-Cu alloy (Part II): Microstructure and mechanical properties[J]. Materials Science and Engineering A, 2012(534): 244-252.
[11] Dixit M, Mishra R S, Sankaran K K. Structure�Cproperty correlations in Al 7050 and Al 7055 high-strength aluminum alloys[J]. Materials Science and Engineering A, 2008, 478(1/2): 163-172.
[12] Clausen B, Lorentzen T, Leffers T. Self-consistent modelling of the plastic deformation of FCC polycrystals and its implications for diffraction measurements of internal stresses[J]. Acta Materialia, 1998, 46(9): 3087-3098.
[13] Marthinsen K, Nes E. A general model for metal plasticity[J]. Materials Science and Engineering A, 1997(234/235/236): 1095-1098.
[14] Hornbogen E, Jr. Starke E A. Overview no. 102 theory assisted design of high strength low alloy aluminum[J]. Acta Metallurgica et Materialia, 1993, 41(1): 1-16.
[15] Nes E, Pettersen T, Marthinsen K. On the mechanisms of work hardening and flow-stress saturation[J]. Scripta Materialia, 2000, 43(1): 55-62.
[16] Starink M J, Wang S C. A model for the yield strength of overaged Al-Zn-Mg-Cu alloys[J]. Acta Materialia, 2003, 51(17): 5131-5150.
[17] Choi C, Kwon J, Oh K H, et al. Analysis of deformation texture inhomogeneity and stability condition of shear components in FCC metals[J]. Acta Materialia, 1997, 45(12): 5119-5128.
[18] Dorward R C, Beerntsen D J. Grain structure and quench-rate effects on strength and toughness of AA7050 Al-Zn-Mg-Cu-Zr alloy plate[J]. Metallurgical and Materials Transactions A, 1995, 26(9): 2481-2484.
(�༭ ����ΰ)
�ո����ڣ�2014-08-23�������ڣ�2014-10-26
������Ŀ(Foundation item)�������ص�����о���չ�滮(��973���ƻ�)��Ŀ(2012CB619500)(Project (2012CB619500) supported by the National Basic Research Program (973 program) of China)
ͨ�����ߣ���ϣ���ʿ����ʦ�������������Ͻ����֯��֯�����������Լӹ������о���E-mail��difeng1984@aliyun.com

