��ͬ����ն�7075���Ͻ������Ӧ����Ӱ��
�����������£��ο�
(���ϴ�ѧ ���繤��ѧԺ������ ��ɳ��410083)
ժ Ҫ����7075���Ͻ�����й��ܴ����ֱ���ý�û�������ܴ���ٽ���Ԥ���촦��������������ȷ����2�ִ������Ӧ��Ԥ������ڲ��IJ���Ӧ�����о���ͬ����ն���������Ӧ��������Ԥ��������·ֲ���Ӱ�졣�о�����������������Խ��������ڲ����IJ���Ӧ��ҲԽ��û��������IJ���ѹӦ���Ͳ�����Ӧ���ֱ�����ܴ�������IJ���ѹӦ���Ͳ�����Ӧ����60%��73.6%������Ԥ���촦�����Ӧ���õ���������������Ӧ���������ڡ�20 MPa���ڣ���������ӹ���Ҫ��������Ϊ1.8%��2.2%��2.5%ʱ������Ӧ��������Ч���൱��
�ؼ��ʣ�����Ӧ����������ȷ������Ͻ�Ԥ����
��ͼ����ţ�TG146.2��TG166.3 ���ױ�־�룺A ���±�ţ�1672-7207(2010)04-1354-06
Influence of different quenching techniques on residual stress of
7075 aluminum alloy thick-plate
GONG Hai, WU Yun-xin, LIAO Kai
(School of Mechanical and Electrical Engineering, Central South University, Changsha 410083, China)
Abstract: After solution treatment, 7075 aluminum alloy thick-plates were quenched by immersion and spraying separately, then treated by pre-stretching process. Residual stresses of immerging quenched plates and spraying quenched plates, as well as stresses of corresponding pre-stretched plates were measured with crack compliance method. The influence of different quenching techniques on residual stress developing and redistributing after pre-stretching of 7075 aluminum alloy thick-plate were studied. The results show that the faster the quenching speed, the larger the residual stress of aluminum alloy thick-plate. The compressive stress and tensile stress of immerging quenched plates are 61% and 73.6% larger than those of spraying quenched plates, respectively, and after pre-stretching process, the residual stress decreases to the range of -20��20 MPa, which satisfies the machining requirement. Furthermore, for these stretching ratios of 1.8%, 2.2% and 2.5%, the differences of the residual stress relieving effect are quite small.
Key words��residual stress; crack compliance method; aluminum alloy; pre-stretch
���չ�ҵ�ķ�չ�Ը�ǿ�������ĵ����������Խ��Խ�ߵ�Ҫ������Ҫ���ü��ߵı�ǿ�Ⱥͱȸնȡ����ȵĺ����֯�ͻ�е���ܡ���С�IJ���Ӧ����[1]�����ʱЧ��Ϊһ���ۺ��ȴ������գ�������������Ͻ��ǿ�����ܡ��������Ȼ�ܹ����������Ͻ���Ļ�е���ܣ���ͬʱ���ɱ����ʹ����ڲ������ϸ߲���Ӧ��������Ӧ���Ĵ��ڶԲ��ϵĻ�е���ܺͲ��Ͽ�ƣ�͡�����ʴ���Բ�������Ӱ�죬�����˲��ϵ��������ȶ��ԣ���ֱ��Ӱ���˺��ĺ����ټӹ��ȶ���[1-2]����ˣ��б�Ҫ�о��ȴ������ն���������Ӧ����Ӱ�졣Prime��[3-5]����������ȷ�������(ALCOA)��Ʒ�����˲���Ӧ�����ԣ��õ��˴������Ӧ��Ԥ������ڲ��IJ���Ӧ���ֲ���Koc��[6]��������Ԫ�����������Ĵ����̡�Ԥ����ͻ�еѹ����Ӧ���������̽�����ģ�⣬Ԥ����������ڲ��Ĵ��Ӧ���;���Ӧ���������պ�IJ���Ӧ��ˮƽ������ɵ�[7-11]�Դ��������Ԥ������ڲ�����Ӧ���ֲ����������Ƶ��о���Ȼ�������ǶԲ��ò�ͬ����յĴ��塢��ͬ��������Ԥ������ڲ��IJ���Ӧ��״�����о����١��������߶�����������г��õ�2�ִ��ʽ����û�������ܴ����жԱ��о���������ͬ�Ĵ���նԲ���Ӧ���ֲ���Ԥ���촦�������Ӧ�����·ֲ���Ӱ�졣
1 ʵ��
1.1 ʵ������
���Զ���Ϊ����7075���Ͻ����ư壬��ijߴ�(����������)Ϊ1 200 mm��220 mm��50 mm�����ϵijɷ�(��������)Ϊ��Zn(5.2%~5.7%)��Mn(1.9%~2.6%)��Cu(1.2%~2.3%)��Al(����)�����ܴ����ֱ���ý�û�������ܴ�𣬴���¶�Ϊ475 �棬������Ϊ25 ������ˮ����û����ȡֱ�ӽ�����Ͷ��ˮ���еķ�����ˮ���е�ˮ����һ����������ȷ��ˮ�²����������ߣ����ܴ���ȡ����������á���������ˮ�ķ�������ˮ������ڸ�����һ�����죬ÿ�����¸�һ�ţ�ÿ��9������ʶԳƷֲ�����ˮѹ��Ϊ0.34 MPa��ˮ����ԼΪ136 L/min����������״ΪԲ�Ρ������ɺ�����س��ȷ����Ϊ����Ϊ400��800 mm��2���ģ�����Ϊ400 mm�İ�Ŀ���Ϊ�����˴��Ӧ��״̬���Գ���Ϊ800 mm�İ�ļ�������Ԥ���촦��������ʵ����5 MNҺѹ������Ͻ��С�Ϊ���о���������Ӧ������Ч����Ӱ�죬����3����ͬ������(1.8%��2.2%��2.5%)��Ԥ����塣����������ȷ���ⲻͬ״̬������ڲ��IJ���Ӧ�������ǵ������������д��ڱ�ԵЧӦ[12]����������Ӧ�Ĵ����Ԥ�����ij��ȺͿ����м䲿λӦ���ֲ���������ȡ���ߴ��Ϊ120 mm��120 mm��50 mm(����������)���и�ӹ��ھⴲ�Ͻ��С����и�����У���ȡ�����и�Լ��ټӹ����Լ���ʼӦ����Ӱ�졣
1.2 ����ԭ���뷽��
������ȷ��IJ���ԭ���ǣ��ڱ����������������һ����������ӵ��������ͷŲ���Ӧ��[4]��ͨ��������������ض����Ӧ�����������Ӧ����ͼ1��ʾΪ����ԭ��ͼ������Ϊ�����������ϣ�����Ӧ���ذ�ij���X������Y����ķֲ��������䣬ֻ�غ��Z������ڽϴ��Ӧ���ݶȣ�����ֲ�Ϊ�������Z�ĺ��������Ա�ʾΪһ��չ���ļ�����ʽ��
 (1)
(1)
ʽ�У�nΪ��ֵ�����Ľ�����AiΪ����ϵ��A�ķ�����Pi(z)Ϊ��ֵ����P�ķ�����Pi(z)��ѡ�����������ڲ���Ӧ��������������ƽ�������������в���2~9��Legendre������Ϊ��ȷ������ϵ��Ai����Ҫ����ͼ1����ʾӦ��Ƭλ���ϵ�Ӧ�����������aj�仯����ӦֵCij (��Ϊ��Ⱥ���)�����ݵ���ԭ������Ӧ����Ա�ʾΪ��
 (2)
(2)
�ڼ���Aiʱ��Ϊ�˼��ټ�������������Ⱥ�������õ���Ӧ����ʵ��õ���m��Ӧ�����������С���˷���ϣ��õ���
 (3)
(3)
���� ��
�� Ϊ���Եõ����������Ϊajʱ��Ӧ�䣻
Ϊ���Եõ����������Ϊajʱ��Ӧ�䣻 Ϊ����õ����������Ϊaj����ֵ����ΪPjʱ��Ӧ�䡣
Ϊ����õ����������Ϊaj����ֵ����ΪPjʱ��Ӧ�䡣
ͨ�����ʽ(3)�����Եõ�����(1)��ϵ��Ai����
 (4)
(4)
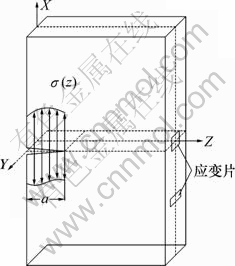
ͼ1 ������ȷ���Ӧ�����
Fig.1 Strain measurements of crack compliance method
����MARC����Ԫ����������Ⱥ��������������ĶԳ��ԣ������и���з�Ϊ�Գ���ȡ�����������������8�ڵ�ƽ�浥ԪQUAD8�������з���������ߴ�Ϊ0.2 mm��1.0 mm��Զ���з������ߴ�Ϊ1 mm��1 mm�����ϵĵ���ģ��ȡ71 GPa�����ɱ�ȡ0.33����ģ���ڲ����س�ʼӦ����Լ���з�ߵ��������ɶȣ�����������Ԫ����ȥ���з�λ�õĵ�Ԫ��ģ�����ƵIJ�����ʵ���У�����DK77���и���������ƣ��缫˿Ϊֱ��0.18 mm��˿�������ٶ�Ϊ 1 mm/min���ӹ����з��ԼΪ0.5 mm��ѡ��BX120-5AAӦ��Ƭ��դ(������)Ϊ5 mm��3 mm���и�λ�ú�Ӧ��Ƭ��Ƭλ����ͼ1��ʾ��Ϊ�˱�֤���ݵĿɿ��ԣ���Ƭλ�ò��Ű���3ƬӦ��Ƭ������Ӧ��Ƭ�Ͳ���Ƭ���뾲̬Ӧ����YE2533���1/4���ţ��ذ��ȷ����и����ÿ����1mm���ȴ������ȶ����¼Ӧ�����ݡ����������������IJ��Ժ�ֱ��ȡ�и��������һ�����ڲ��Ժ����Ӧ�����ݡ�
2 ʵ����
ͼ2��ʾΪ���Եõ��Ľ�û��������ܴ����ڲ�����Ӧ���ذ����ķֲ�����Ӧ���ֲ����߿��Կ���������徭����������ڲ���Ӧ�����ֳ���ѹ�����ķֲ�����û��������ѹӦ����ֵ (����ֵ)�ﵽ130.42 MPa���IJ�����Ӧ����ֵ�ﵽ 90.12 MPa��ѹӦ������ֵ�Դ�����Ӧ���������ܴ�������ѹӦ����ֵΪ52.1 MPa���IJ�����Ӧ����ֵΪ23.8 MPa����û�����ѹӦ������Ӧ�������ܴ����ѹӦ������Ӧ���ֱ��60%��73.6%���ɼ�����û�������ܴ�����ڴ�����ʵIJ��죬ʹ�ô�����Ӧ�����ϴ�ͼ2(b)��ʾΪ2�ִ����ں������Ӧ���ذ����ķֲ������Կ������������Ӧ���ں�ȷ���ķֲ����������Ʒ�������ƣ�ֻ��ֵ��С��
ͼ2 ������ڲ�������Ӧ��
Fig.2 Residual stresses in aluminum alloy thick-plates after quenching
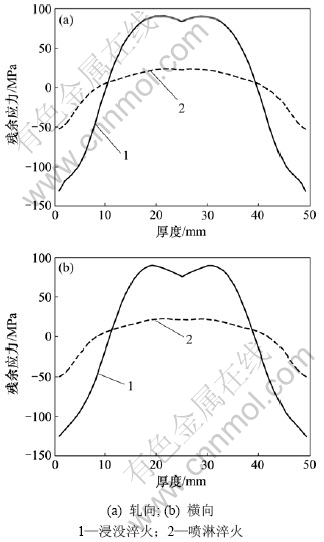
ͼ3��ͼ4��ʾ�ֱ�Ϊ��û���-Ԥ���������ܴ� ��-Ԥ������ڲ�����Ӧ���ذ����ķֲ����������ֱ�Ϊ��1.8%��2.2%��2.5%����ͼ3��4���Կ�����Ԥ���촦����Ľ�û�����ڲ���Ӧ��������������Ӧ�����Ǻ���Ӧ�������ѱ���������20 MPa���ڣ���Ԥ���촦��������ܴ����ڵIJ���Ӧ��������Ӧ���ͺ���Ӧ���������������10 MPa���ڡ���ͼ2�Աȿ��Կ���������Ԥ���촦������ȵ������˰��ڵĴ��Ӧ�����Ҵ��Ӧ��Խ������Ч��Խ���ԡ���û������ѹӦ���������ʴﵽ80%���ϣ���Ӧ���������ʽӽ�80%�������ܴ�����ѹӦ�������ʴﵽ80%����Ӧ���������ʽӽ�70%��
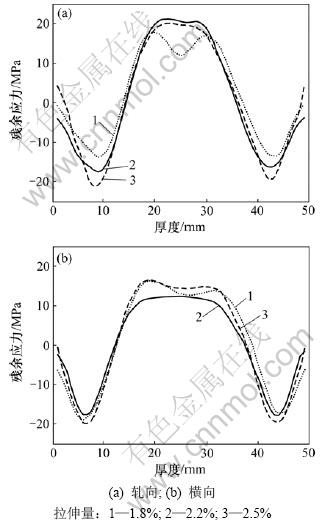
ͼ3 ��ͬ������ʱ�Ľ�û���-Ԥ������ڲ�����Ӧ��
Fig.3 Residual stresses in immerging quenched plates after pre-stretching with different stretching ratios
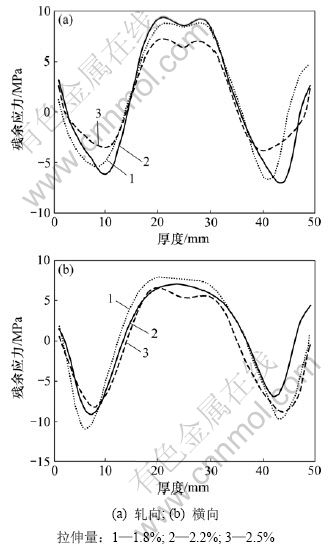
ͼ4 ��ͬ������ʱ�����ܴ��-Ԥ������ڲ�����Ӧ��
Fig.4 Residual stresses in spraying quenched plates after pre-stretching with different stretching ratios
�������ܴ��-Ԥ����壬������������������Ӧ������Ч�����ӣ�Ԥ����2.5%ʱ�IJ���Ӧ�����Ե���Ԥ����1.8%�İ�ĵIJ���Ӧ��(ͼ4)�����ڽ�û���-Ԥ�����(ͼ3)������Ӧ������Ч����������Ϊ1.8%�İ����ã�������Ӧ������Ч����������Ϊ2.2%�İ����ã�������������2.5%����ʱ������Ӧ�������Դ���Ԥ����1.8%�İ�ĵ�����Ӧ��������Դ�2�����������ͣ���һ������ҵĽ�û�����ȣ����ܴ���õIJ���Ӧ���ֲ��Ͼ��ȣ���Ԥ����Σ�����Ӧ���ֲ��ľ�����ʹ��Ԥ���ദ�������ܴ�����ֳ�����������������Ӧ����С�Ĺ��ɣ�����û������û���ֳ��˹��ɣ��ڶ������������������ӣ����Ա��β������Գ��ֵĸ���Ҳ��֮���ӣ�ʹ��Ӧ�����ֻ����������ڲ���Ӧ���ϴ�ʱ�����ֹ��ɱ��ֵø�Ϊ���ԡ�
����ͬ�ִ���յ�Ԥ����壬�Ƚϲ�ͬ����������Ӧ��Ӧ�����Կ������������ִ��壬Ҳ��������Ӧ�����Ǻ���Ӧ������������ͬ�����Ӧ����ֵ����5 MPa���ڣ���Ӧ��������ʵ��Ч���൱���ɼ���1.8%~2.5%���������������˵ġ�
3 ����
�������Ӧ����Ҫ������Ӧ���������ʱ�����ڹ���������IJ�����ȴ״̬��ͬ�����¶Ȳ����ʱ������Ʋ�����Ӧ���Լ�����״̬�IJ���Ӧ�����������У������������¶Ⱥ��IJ��¶�֮��ﵽ���ʱ����������IJ�����Ӧ����ѹӦ��Ҳ��֮�ﵽ���ֵ���²�ﵽ���ֵ�������¶Ȳ��С��Ӧ��״̬�ڴ����ڷ����������յõ����ΪѹӦ�����IJ�Ϊ��Ӧ����״̬[13]����ȴʱ���¶Ȳ�Բ���Ӧ����֧�����á���ˣ�ͨ���������ƴ�����ʣ����Խ��ʹ������й���������IJ�������²�Ӷ���С����Ӧ����
Ϊ�˷���2�ִ��ʽ����Ĵ��Ӧ�����죬�����������̽�����ֵģ�⡣�����ȳ���������ۣ�ͨ�����Դ���½����ߣ��õ����������̵Ļ���ϵ������ģ����������õ���������������������ѧ���ܲ���(������ݡ��ȵ��ʵ�)�����¶ȱ仯���� ��[14]��ͼ5��ʾΪ������û�������ܴ��ʱ������ĵ��½����ߡ���ͼ5���Կ��������߾��кܺõ�һ���ԣ������֤��ģ�͵�ȷ�ԡ��������ܴ�𣬲���������ʵ�ʴ����ͬ�����ڽ�û���Ϊ�˱��ڲ��ԣ����ö˴�ķ������ڴ������У��ȵ�ż���������IJ������¶ȱ仯��
ͼ6��ʾΪ����õ�������廻��ϵ�����ߡ���ͼ6���Կ�����2�ִ��ʽ�Ļ���ϵ����ֵ�����ڲ�ͬ���¶ȶΣ���û���ʱ����ϵ����ֵ������150~250 �棬�����ܴ��ʱ����ϵ����ֵ������100~200 �档�ɼ�����û���ʱ�������ܸ���ؽ����̬���ȽΡ������¶ȸ���200 ��ĸ��½Σ���û���Ļ���ϵ��ֵ���Ը������ܴ��Ļ���ϵ�������ǰ�ڣ���û�����ȴ�ٶȸ��̶ȸ����ң������ܴ����ԱȽϻ��͡�
�Է���õ��Ľ��滻��ϵ����Ϊ�������ȱ߽��������Խ�û�������ܴ����з��棬�õ��˴���¶ȳ���ͼ7��ʾΪ����õ�������������IJ��Ĵ���¶ȳ����ߡ��ɼ������ý�û���ʱ�����������IJ�������²�ﵽ167 �棻�������ܴ��ʱ������²��Ϊ50 �档�����ܴ������У����������IJ����¶Ȳ��С�һ�������һ�£�����û���������������IJ����ںܴ���¶Ȳ��ʱ�����ƣ��¶Ȳ���С���ɼ����ڴ���¶ȡ������ʡ������¶ȵȴ��������ͬ������£���û������ڼ��̵�ʱ����ʹ������¶Ƚ��͵����£����IJ��¶�ʼ�ո��ڱ����¶�ֱ������ӽ����£��Ӷ����½ϴ�Ĵ�����Ӧ���������ܴ����ø�ѹ��������ʣ�ʹ��ǿ�ҵ�������������棬ˮ�������������ȵش�����������ˣ���������¶��½��̶�û�н�û�����ôѸ�٣�ʹ�������ı�����IJ����¶��ݶ�Ҳ��С���Ӷ�����С�˴�����Ӧ���IJ�����
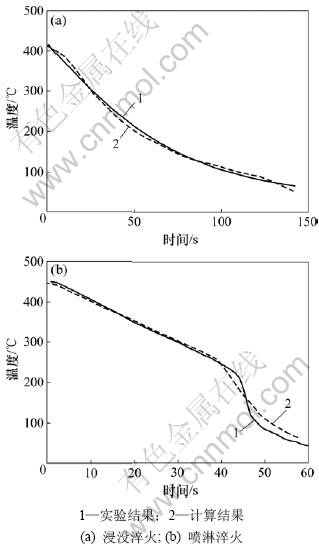
ͼ5 ����¶ȳ�����
Fig.5 Temperature curves of quenching
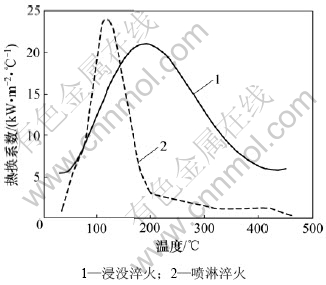
ͼ6 ����ϵ������
Fig.6 Curves of heat transfer coefficient
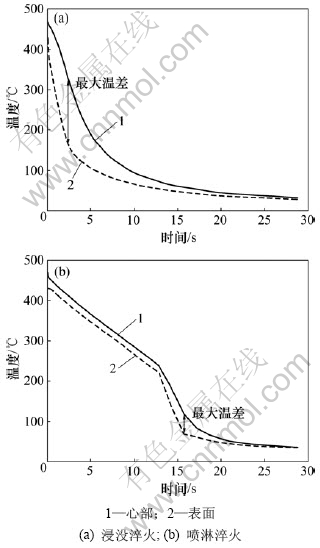
ͼ7 ����õ��Ĵ���¶ȳ�����
Fig.7 Simulated temperature curves of quenching
���ܴ��ͨ��������������ʵ�ѹ�����¶Ⱥ������������ƹ����������е���ȴ���ʡ�����û���ֻ��ͨ���ı�����¶ȡ�Ũ���Լ�ͨ�����������ƴ����ʵ���ȴ�ٶȣ����ܿ�����ȴ���̵���ȴ���ʱ仯�����û�����ȣ��������ܴ����ʹ������Ӧ������60%~73.6%����ˣ����ܴ����ڼ�С������Ӧ�����нϴ��ʵ�ü�ֵ��Ȼ����7���������Ͻ���ڴ�������ԣ�����ѧ�����������ʵļ�С���� ��[15]����ˣ�Ҫ���ʹ�����Ӧ�����ͱ����ڱ�֤�����������е���ܵ�ǰ���£��������ƴ�����ʡ��������������е�������㹤ҵҪ��������£�����ѡ�����ܴ����������Ի�ý�С�IJ���Ӧ����
4 ����
(1) ���������ڲ�����Ӧ������ѹ�����ֲ����������Խ�����IJ���Ӧ��Խ��
(2) Ԥ�����ܴ�������������ȴ�ٶ�����IJ���Ӧ�����죬����1.8%~2.5%��������Ԥ�����û��������ܴ����ڲ�����Ӧ���ֱ�����20 MPa�͡�10 MPa����������ӹ�Ҫ��
(3) ��������Ϊ1.8%~2.5%ʱ��Ӧ������Ч�����ɼ��÷�Χ�ڵ����������ǿ�ȡ�ġ�
(4) �����������IJ���Ӧ�����죬Դ�Դ������й���������IJ����¶��ݶȲ��죬ѡ������Ĵ�����������Ч���ƴ�����Ӧ����
�ο����ף�
[1] ��ӳ��, ����Ծ. 7075���Ͻ���Ԥ����ģ����������ڴ�����Ӧ�������е�Ӧ��[J]. �й���ɫ����ѧ��, 2004, 14(4): 639-645.
KE Ying-lin, DONG Hui-yue. Pre-stretching process and its application in reducing residual stress of quenched 7075 aluminum alloy thick-plate[J]. The Chinese Journal of Nonferrous Metal, 2004, 14(4): 639-645.
[2] �����, ��ӳ��. ���ո�ǿ�����Ͻ����Ӧ��������������[J]. ���ղ���ѧ��, 2002, 22(3): 59-62.
WANG Qiu-cheng, KE Ying-lin. Control and relief of residual stresses in high-strength aluminum alloy parts for aerospace industry[J]. Journal of Aeronautical Materials, 2002, 22(3): 59-62.
[3] Prime M B, Gnaupel-Herold T. Residual stress measurements in a thick, dissimilar aluminium alloy friction stir weld[J]. Acta Materialia, 2006, 54: 4013-4021.
[4] Prime M B, Hill M R. Residual stress, stress relief, and inhomogeneity in aluminum plate[J]. Scripta Materialia, 2000, 46(1): 77-82.
[5] Prime M B, Hill M R. Uncertainty analysis, model error, and order selection for series-expanded, residual-stress inverse solutions[J]. Journal of Engineering Materials and Technology, 2006, 11: 175-185.
[6] Koc M, Culp J, Altan T. Prediction of residual stresses in quenched aluminum blocks and their reduction through cold working processes[J]. Journal of Materials Processing Technology, 2006, 174: 342-354.
[7] �����, ��ӳ��, �Ϻ���. ������ڲ�����Ӧ�����Լ����о�[J]. �㽭��ѧѧ��: ��ѧ��, 2005, 39(3): 381-384.
WANG Qiu-cheng, KE Ying-lin, XING Hong-yan. Study on measurement method of interior stress distributions in engineering rolled-plates[J]. Journal of Zhejiang University: Engineering Science, 2005, 39(3): 381-384.
[8] �����, ��ӳ��, ���ɷ�. 7075���Ͻ��IJ���Ӧ������ݶȵ�����[J]. ����ѧ��, 2003, 24(4): 336-338.
WANG Qiu-cheng, KE Ying-lin, ZHANG Qiao-fang. Evaluation of residual stress depth profiling in 7075 aluminum alloy plates[J]. Acta Aeronautica et Astronautica Sinica, 2003, 24(4): 336-338.
[9] ������, �����, ����, ��. LY12, B95��7050���Ͻ�Ԥ�������ڲ�����Ӧ���ֲ��������������[J]. ���Ϲ���, 2004, 10: 32-35.
WANG Shu-hong, ZUO Dun-wen, RUN Chang-sheng, et al. Evaluation and comparison of residual stress in thick pre-stretched aluminum plates of LY12, B95 and 7050[J]. Material Engineering, 2004, 10: 32-35.
[10] ������. �������Ͻ����ʼ����Ӧ�������ϳ������Ӱ��Ļ����о�[D]. �Ͼ�: �Ͼ����պ����ѧ���繤��ѧԺ, 2005: 12-20.
WANG Shu-hong. Study on initial residual stresses and their effects on milling distortion for thick aero aluminium alloy plate[D]. Nanjing: Nanjing University of Aeronautics and Astronautic. School of Mechanical and Electronic Engineering, 2005: 12-20.
[11] ������, ������, ����. Ԥ�������Ͻ��7075T7351�ڲ�����Ӧ���ֲ�����[J]. �վ����̴�ѧѧ��: ��Ȼ��ѧ��, 2004, 5(3): 19-21.
WANG Shu-hong, MA Kang-min, MA Jun. Method of measuring the residual stress distribution in pre-stretched aluminum alloy plate 7075T7351[J]. Journal of Air Force Engineering University: Natural Science Edition, 2004, 5(3): 19-21.
[12] �����, ������. �����Ͻ�����Ӧ���ݱ����������ģ��: (1)�Ƕ˺ͱ�Ե�����Ӧ��ģ������Ƕ�ЧӦ[J]. ϡ�н��������빤��, 2006, 35(4): 538-541.
HU Shao-qiu, ZENG Su-min. The theoretical model of the thermal stress evolution mechanism during quenching of no phase change alloy: (1)the corner and edge model for thermal stress during quenching and the corner effect during quenching[J]. Rare Metal Materials and Engineering, 2006, 35(4): 538-541.
[13] ��ï. ����Ӧ���IJ����ͶԲ�[M]. ����: ��е��ҵ������, 1983: 53-61.
MI Gu-mao. Formation and countermeasure of residual stress[M]. Beijing: China Machine Press, 1983: 53-61.
[14] Ҧ����. 7050���Ͻ������¶ȳ�����Ӧ��������ֵģ���о�[D]. ��ɳ: ���ϴ�ѧ���繤��ѧԺ, 2007: 23-28.
YAO Can-yang. Numerical simulation of quench temperature field and internal stress field of aluminium alloy 7075 thick plate[D]. Changsha: Central South University. School of Mechanical and Electrical Engineering, 2007: 23-28.
[15] ������, ����, ��ʤ��, ��. ���Ʊ�������7A55���Ͻ��������Ե�Ӱ��[J]. ���ϴ�ѧѧ��: ��Ȼ��ѧ��, 2007, 38(4): 589-594.
ZHANG Xin-ming, ZHANG Chong, LIU Sheng-dan, et al. Effect of rolling reduction on quench sensitivity of aluminium alloy 7A55[J]. Journal of Central South University: Science and Technology, 2007, 38(4): 589-594.
�ո����ڣ�2009-08-14�������ڣ�2009-11-10
������Ŀ�������ص�����о���չ�ƻ���Ŀ(2005CB623708)
ͨ�����ߣ�����(1982-)���У������»��ˣ���ʿ�о�����������������Ӧ�����������о����绰��0731-88877840��E-mail: gonghai88@yahoo.com.cn
(�༭ �Կ�)

